
DOI: 10.11817/j.ysxb.1004.0609.2021-37854
����ѡ���ۻ����Ͻ��������ϲ��ϵ��о���չ
��־��1, 2��������1�����ճ�1, 2, 3������Ⱥ1, 2
(1. ���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ����ɳ 410000��
2. ����ʡ���ӷ�װ���Ƚ����ܲ����ص�ʵ���ң���ɳ 410083��
3. ���ϴ�ѧ ���ʸ�ǿ�ṹ���Ϲ����Ƽ��ص�ʵ���ң���ɳ 410083)
ժ Ҫ��
���Ͻ��������ϲ��Ͼ����ܶ�С����ǿ�ȸߡ���ʴ����������ص㣬������ѡ���ۻ�����Ӧ�����Ʊ��ṹ-����һ�廯���Ͻ��������ϲ��Ͼ��ܸ��ӹ������ں��պ��졢��ͨ���䡢����������������й�����Ӧ��ǰ����������Ҫ���ܹ����⼤��ѡ���ۻ����Ͻ��������ϲ��ϵ��о���������Ӧ����������ȣ���������ѡ���ۻ������Ļ���ԭ������Σ���������ѡ���ۻ�����Ҫ���ղ��������Ͻ��������ϲ��ϵ�����֯����������Լ��������յȣ�����������ѡ���ۻ����Ͻ��������ϲ��ϵ���ҪӦ����������������ѡ���ۻ����Ͻ��������ϲ������ٵ���Ҫ���Ⲣ����չ����
�ؼ��ʣ�
����ѡ���ۻ������Ͻ����������ϲ��������ܶ�����ѧ������
���±�ţ�1004-0609(2021)-xx--���� ��ͼ����ţ�TG146.21���� ���ױ�־�룺A
���ĸ�ʽ����־��, ������, ���ճ�, ��. ����ѡ���ۻ����Ͻ��������ϲ��ϵ��о���չ[J]. �й���ɫ����ѧ��, 2021, 31(x): xxxx-xxxx. DOI: 10.11817/j.ysxb.1004.0609.2021-37854
CAI Zhi-yong, LIU Hai-jiang, WANG Ri-chu, et al. Progress in aluminum alloys and composites fabricated by selective laser melting[J]. The Chinese Journal of Nonferrous Metals, 2021, 31(x): xxxx-xxxx. DOI: 10.11817/j.ysxb.1004.0609.2021-37854
���Ͻ���ʹ���������ڸֵ�һ����Ҫ�������ϣ������ܶ�С����ǿ�ȸߡ���ʴ����������ص㣬ͨ��������ǿ���γɵ��������ϲ��Ͽɽ�һ�������ǿ�ȡ������Ժ���ĥ�ԡ����Ͻ��������ϲ��ϵĴ�ͳ�Ʊ�������������������ͷ�ĩұ��ȣ�������������Щ��ͳ�Ʊ������Ļ����ϣ��ڶ��������Ͻ��ϲ����Ʊ�����Ӧ�˶��������ڹ�����ѧ����Ͳ�ҵ�������㷺��ע��
��������(Additive manufacturing, AM)��Ҳ��Ϊ3D��ӡ����ٳ��Σ�����ֱ�Ӵ�3D������������������������������γߴ�3D�������������Щ�������켼����������Ҫ���ڴ������������������ֱ��Ӧ��[1]���Ӷ�ʵ�����������̹�Ӧ���ͽ���ʱ���Ŀ�ġ��������켼������Ҫ����֮һ���ڽ�ʡԭ���ϣ�����������гɱ�Ч��Ķ��Ʋ�Ʒ�ͻ�ϲ��ϵĿ����ԣ���ô�ͳ�Ʊ���������ʵ�ֵĸ����ܡ�SAMES��[2]�г��������������1984�굽2012����ش��¼�ʱ����������˽���������ķ�չ��ʷ�ṩ����ϸ����Ϣ��Ŀǰ���������켼�����Է�Ϊ�������ࣺ(a) ��ĩ������(Powder-bed fusion, PBF)��(b) ֱ����������(Direct energy deposition, DED)��(c) Һ�ΰ���ϵͳ(Droplet-on- demand systems, DDS)[3]������ѡ���ۻ�(Selective laser melting, SLM)�͵������ۻ�(Electron beam melting, EBM)��������Ҫ�ķ�ĩ�����ڼ���������SLM��EBM����Ѿ������ҵ����õ�Ӧ�á�
1 ����ѡ���ۻ���������
����ѡ���ۻ�������1995���ɵ¹�Fraunhofer���⼼���о������[4]�������ԭ���ǽ��������άģ��ͨ��������������(Computer-aided design, CAD)�����ֽ⣬Ȼ���������Ӳ���ֱ�����γ��������������ѡ���ۻ��������õļ�����ֱ��С����Ʒ�ߴ羫�Ⱥܸߣ����Ʊ���ϸ�����ӽṹ�������������߷�չǰ���Ľ����������켼��֮һ��
����ѡ���ۻ��豸�Ļ����ṹ��ͼ1��ʾ[5]���������ļ���ѡ���ۻ�����������¼�����Ҫ����[3]��
1) ����CAD��ģ��ת����һ��STL (Stereo Lithography, ������)�ļ���
2) ѡ����ѵĽ��췽��(ȡ����Z��ĸ߶ȡ�������Ⱥ�֧�Žṹ����С��)������֧�Žṹ��
3) �Ըǰ����Ԥ��(���ⲻ���ȵ��������������)��Ȼ���ڸǰ���Ϳ��һ��Ԥ�ȹ涨��ȵķ�ĩ��
4) �������ܶȵļ��������䵽X-Yƽ���ϣ�ͨ���ƶ�������ѡ���Ե�ɨ����ۻ�����Ҫ������
5) �ۻ���ɺǰ彵�͵�����һ���ĩ�����ȵľ��룬Ȼ�������̷ۼ���������һ�㣻
6) �ظ�����3)~5)���裬�õ�����ѡ���ۻ������
������������ѡ���ۻ������ں��պ��졢����ҽ�ƺ�������������Ӧ�ã����г������ܺá����ι������ܶȸߵĺϽ���Ϊ�������켼�����о��ȵ�[6]������ѡ���ۻ����̾��и��ӵķ�ƽ�������ͻ�ѧ���ʣ�����ʹ��ǿ���ڻ����з�ɢ���ȣ�������ǿ�������֮��Ľ��洦�շ����ӵ�����ã��Ӷ�����ͨ�������Ͻ���μ����۽ṹ����������ܡ�XI��[7]�Աȼ���ѡ���ۻ�Al-12Si/TiB2���ϲ�����Al-12Si�Ͻ������֯�ͽṹ������Al-12Si/TiB2���ϲ��ϲ����γɾ��ȵ�����֯����֯�ɾ����������ȡ���ϸ���ᾧ����ɣ����Ҿ��и��ߵ�����ǿ�Ⱥ���Ӳ�ȡ�ZHAO��[8]���ü���ѡ���ۻ������Ʊ���AlSi10Mg/ 8.5%SiC(�������)���ϲ��ϣ������������������������֯�ݱ�����������۳����ĺͱ߽紦�ֱ���нϸߵ�����Ӳ��(2.3 GPa��2.2 GPa)�͵���ģ��(78.9 GPa��75.5 GPa)��Զ���ڴ�ͳ�����Ʊ��IJ��ϡ�
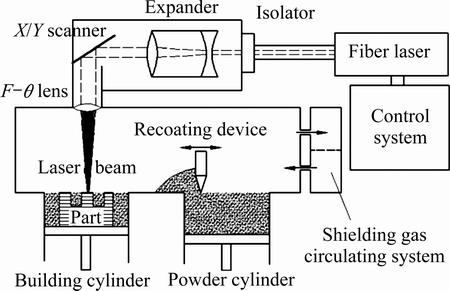
ͼ1 ����ѡ���ۻ��豸�Ļ����ṹ[5]
Fig. 1 Basic structure of selective laser melting equipment[5]
2 ���Ͻ��������ϲ��ϼ���ѡ���ۻ�����
���Ͻ��������ϲ��Ͼ������ʡ���ѧ���ܸߡ���ʴ�����á��ɱ��͵��ۺ����ƣ��㷺Ӧ���ں��캽�ա������ʹ�����ҵ������[9]�����ǣ��ڼ���ѡ���ۻ������У����Ͻ�ļ��������ʵ͡��ȵ��ʸߵ��ص�����Ӱ����������ܣ���Լ��90%�ļ��������ᱻ���䡣��ˣ����Ͻ��������ϲ��ϵļ���ѡ���ۻ����豸��������̵�Ҫ�Թ��������ͻ�����Ҫ����������Ͻ��ѻ��Ͻ��[10-11]��
������Լ���ѡ���ۻ����Ͻ���о���Ҫ������Al-Si��Al-Si-Mg��Al-Liϵ�ȺϽ���ϣ�����Al-Siϵ���������Ϊ���죬ѧ���Ƕ�AlSi10Mg��Al-12Si���ֺϽ�ļ���ѡ���ۻ������о��϶࣬���Ҳ����Ѿ��ɹ�Ӧ���ڹ���ʵ�ʡ�
2006�꣬�Ŷ���[12]�ڵ¹�Fraunhofer���⼼���о�����֧���£����ü���ѡ���ۻ������Ʊ���AlSi25��AlSi10Mg��AlMg3��AlMgSi0.5���ֺϽ��о�����ÿ�ֺϽ���һ���ӹ���ֵ�����Ը��ڼӹ���ֵ�ļ���ʶԺϽ��ĩ���м���ʱ���������Ͻ�����ܶȶ�����ɨ���ٶȵ���߶����ͣ����Ҽ���ѡ���ۻ�AlSi10Mg������������ѧ���������������������ң���[13]Ӧ�á��Ŵ�+����ԭ�ӡ�ģ�ͣ�ͨ�����ӺϽ�Һ-�̾���ṹ�����ԣ����һ�ּ���ѡ���ۻ�ר���³ɷ�Al91.0Si7.5Mg1.5��ͨ���������ղ�����ý���ȫ���ܵij������Ͻ����ۺ���ѧ������������AlSi10Mg�Ͻ𣬸ù���Ϊ��Ƽ���ѡ���ۻ����Ͻ�ijɷ��ṩ����˼·��
����ѡ���ۻ������Ʊ��ߵ�������������ѣ�����һЩ���۽����������۵�ߺʹ��Դ���ص㣬�����Ѷȸ���Ϊʵ�ֺϽ����С��϶�ʣ�ѡ����ʵĹ��ղ����DZز����ٵģ�����Ŀǰ�Ŀ���������Ȼ���ھ����ԡ�BAJAJ��[14]���һ��ʹ�ñ�������ͼ���п������̿����ļ��������ù�һ�������ܶ����һ���տڼ��Ĺ�ϵͼ������ȷ��һ�����ļӹ����ڣ�Ȼ���������ַ�����������������Ͻ�ļ���ѡ���ۻ����ղ���������200 W���弤���400 W��������ֱ������ܶ�Ϊ97.4%��99.7%�ij��μ���
��������Ϊ�����ѡ���ۻ����Ͻ����ѧ���ܣ��о���Ա����ԭλ�ϳɵķ�������ǿ�������ӵ��Ͻ���[15]��������ǿ�������ϲ���(Particle reinforced aluminum matrix composites, PRAMCs)����ǿ����һ�㶼��Ӳ�ʿ�������SiC��TiC��TiB2��ZrB2��Al2O3���մɿ�������Щ��ǿ�������������;��и��۵㡢��Ӳ�Ⱥ���������ѧ���ܣ�����һЩ���˿�����߸��ϲ��ϵ�ǿ�ȡ�Ӳ�Ⱥ���ĥ���⣬��������Ϊ����ϸ�����κ�λ�㣬����ĸ��ֿ���ͨ��ԭλ��Ӧ�Ʊ��ķ���������[16]����������XIAO��[17]���ֽ�����TiB2�������ӵ�AlSi10Mg�Ͻ���徧����֯ΪϸС�ĵ��ᾧ��û�����ŵľ���֯�������������������͡�LI��[18]���ü���ѡ���ۻ������Ʊ�����ȫ���ܡ������Ƶ�ԭλ����TiB2��ǿAlSi10Mg�Ͻ���ѧ���ܲ��Ա����ø��ϲ��Ͼ��кܸߵĿ���ǿ��(530 MPa)����������չ��(15.5%)�ͽϸߵ���Ӳ��(191HV0.3)���������֯����������߽�һ�������˸ø��ϲ��ϵ�ǿ�ͻ�������Ϊ����ԭλ������ǿ���������ϲ����ṩ���µ�;����
3 ����ѡ���ۻ�����Ҫ���ղ���
����ѡ���ۻ���������Ҫ���ղ���������ɨ���ٶȡ��տڼ�ࡢ�������������ȣ������Ͻ��������ϲ��ϳ��εĹؼ����ڣ��ܶ����ױ����˹�����Щ���ղ�����������ܶȺͳ��μ���ѧ���ܵ�Ӱ�졣ZHANG��[19]�����˼���ѡ���ۻ����ε�ȱ���γɻ��ƣ���ͼ2��ʾ�����ղ������Է�Ϊ���ࣺ��������(Laser-related)��ɨ�����(Scan-related)����ĩ����(Powder-related)���¶�״��(Temperature-related)���ֱ�Ӱ�켤��ѡ���ۻ��������֯ȱ���Լ�������ܡ�
3.1 ��ĩ����
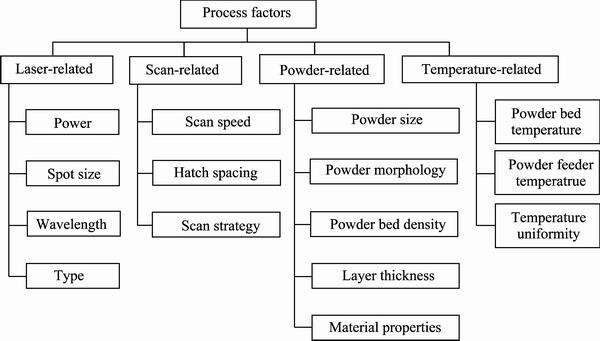
ͼ2 ����ѡ���ۻ��Ĺ��ղ�������[19]
Fig. 2 Classification of processing factors of selective laser melting[19]
����ѡ���ۻ���ԭ������ר�õĽ�����ĩ����ĩ����Ӱ�칤�ղ������ƶ��Լ������������֯���ܡ�����ѡ���ۻ�������ĩҪ���ĩ����С�����ȷֲ����ȡ����ζȸߺ��������͡����ڽ����ɷֵĶ��Է����Ͷ���������һ��ʹ�û�ѧ��������������������������Ϊһ��ָ���ں��캽�յ�����Ҫ��ʮ���ϸ�ͨ����Ҫ������0.15%����[20]������ѡ���ۻ�������ĩ������Ҳ��һ��ؼ�ָ�꣬��ĩ����һ��Ҫ���ܹ��������ȹ�С��Ӱ���ĩ�����ԣ��谭��ĩ�����ڣ����õĽ�������ѡ����ӡ��ĩ�����ȷ�Χ��15~63 ��m(ϸ��)��63~105 ��m(�ַ�)��
��������[21]���ó��������������豸�Ʊ�AlSi10Mg��ĩ��ͨ�������ּ�ȥ��ϸС�ʹִ��ԭʼ��ĩ��������õĺϽ��ĩ�������㼤��ѡ���ۻ����ε�Ҫ��ĩ�����Ϊ���ο���������Ϊ��������״���ڷ�ĩ�ڲ�����������ᵼ�³���һЩ���ķۣ�����������ܶ��в���Ӱ�졣BAITIMEROV��[22]���־������������Եķ�ĩ���ֳ��Ϻõļ���ѡ���ۻ������ԣ����ڿ������۵�ԭ����ϸ�����ķ�ĩ���ֳ��dz���������ԣ������ڼ���ѡ���ۻ����Ρ�
3.2 ������������
������������ֱ�Ӿ���������ĩ�����ڻ������ڼ���ѡ���ۻ����ι�����Ӱ����μ�����֯ȱ�ݺ���ѧ���ܣ��������Ͻ��������ϲ���������Ҫ���뼤�����������йص���Ҫ�����м���ʡ�ɨ���ٶȡ��տڼ��Ͳ���[19]��
���������ղ���һ��ʱ������ʹ������γɵ��۳سߴ�С���¶ȵͣ���ĩδ��ȫ�ۻ�����Һճ�Ⱥͱ����������ϴӶ�������Һ�������ԣ���Һ�����ѳɽ���������������ճ��ֿ�϶[23-24]����ʹ����ѡ���ۻ��������ڶ��������н��У��۳����ɱ���Ҳ���γɱ��������㣬����б�Ҫʹ�ýϸߵļ��������������Ĥ�����⣬�������ĵͼ��������ʣ��������Ĵַ��ձ����䣬�ʵ��������DZ�Ҫ�ġ�TONELLI��[25]���о���ĩ�����ղ�����A357���Ͻ����ܶȺ�Ӳ�ȵ�Ӱ��ʱ�����ֺϽ�����ܶ��ϸ������ڼ���ʣ����ż�������ӣ���Ʒ�����ܶ���Ӧ���ӣ����Ҳ�ͬ�ķ�ĩ���ڲ�ͬ�Ĺ�����ֵ�������ֻ���ڳ�����ֵ������£����ܶȲ����ż���ʵ����Ӷ��������ӡ�
��Ȼ������ǽ��Ϳ�϶�ʵı�Ҫ��������������ʹ���ʱ���۳ؿ���Ҳ��֮�����׳��ֹ�������ͬʱ����������[23]���ź����[26]���á��������ɨ�跽ʽ�о���ͬ���ղ�����2024���Ͻ�����֯����ѧ���ܵ�Ӱ�죬���������ɨ���ٶ�һ��ʱ���Ͻ����ܶ����ż���ʵ����ӳ������ߺ͵����ƣ��������Ϊ260 Wʱ���ܶ���ߡ�
ɨ���ٶ�Խ������ļ����������ܶ���Խ�ͣ���֮�����۳ؿ��ȱ�խ����ȱ�dz��ǰһ��δ�ۻ���λ�ķ�ĩ���Ա���һ���۳ظ��ǣ�������ֲ�䲿�ַ�ĩû���ۻ����������¹��տ�϶����ɨ���ٶȽ�Сʱ����ʹ�ǽϴ��ɨ����Ҳ��Ȼ�нϸߵĴ���ʣ���õij��μ���������[27]��HANEMANN��[28]�о�ͨ�����ӹ������Ƽ���ѡ���ۻ�ԭλAlSi10Mg�Ͻ��������ϵ�����������ż�������Ӻ�ɨ���ٶȽ��ͣ����Ƶ��γɼ��٣����ǵ�����ʡ�225 Wʱ������ܶ�����ɨ���ٶȵ���߶����ͣ�������ʡ�275 Wʱ������ܶ�����ɨ���ٶȵĽ��Ͷ���С��
���Ͻ������������ʺ�ɨ���ٶȵȹ��ղ�����������Ϊ��һ��������Ӱ����μ�����֯�����ܣ����Ǵ������ϵ����á���ɨ���ٶ���Խϵ͡�����ʽϸ�ʱ���ᵼ���۳��ڸ����������µIJ��ȶ��ԣ�����Ӧ��Ҳ�ϸߣ����������ƣ���ɨ���ٶ���Խϸߡ�����ʽϵ�ʱ����������ϵͲ������ۻ���ĩ�����³���δ�ۺ�ȱ��[19]�����������ܶȻ����������¹�ʽ[29-30]����ʾ��
 (1)
(1)
ʽ�У�E��ʾ���������ܶ�(J/mm3)��P��ʾ�����(W)��v��ʾɨ���ٶ�(mm/s)��h��ʾ�տڼ��(mm)��t��ʾ���(mm)��
��ĩ��ĺ�Ȼ�Ӱ��ԭλ��Ӧ������ʱ������������Ӱ�켤��ѡ���ۻ�������۽ṹ�ͺ�����ܡ���ʽ(1)���Կ��������տڼ������ʱ���Ͻ����ܶȻή�ͣ����Ǽ���С�ᵼ�¼����������ȼ��У������������Ρ�DADBAKHSH��[31]̽���˷۲��ȶԼ���ѡ���ۻ�Al/5%Fe2O3(��������)���ϲ����۽ṹ��Ӱ�죬ͨ���Ա�50 ��m��75 ��m�ͽϺ�۲��õ�����֯�����ַ۲���ԽС����������Խ�ߣ���Ϊ�Ϻ�ķ۲�ή����ȴ�ٶȣ��������ķ��ȷ�Ӧ�����ռ��ٻ����е����������������������Դٽ��γ�Ӳ�����������Al2O3��Fe2+Al2O4����ǿ���塣MAAMOUN��[32]�о����ղ����Լ���ѡ���ۻ����Ͻ����������Ӱ�죬�ڲ��㶨Ϊ30 ��m�������£����ÿ��Ʊ����ķ��������Ʊ�AlSi10Mg��Ʒ�Ĺ��ղ���(����ʡ�ɨ���ٶȡ��տڼ��)���Ż����ղ������õ���Ʒ����ܶȸߴ�99.7%��
3.3 ɨ�����
����ѡ���ۻ��ij���ɨ�������ͼ3[33]��ʾ���С�����������Ρ�����������Ӱ�Ρ��͡�����ʽɨ����ԡ�������ǰ������ɨ�跽ʽ����ɨ�����ij��ں�ĩ�ڣ����������������ȶ��ʶ�Ҫ����ɨ���ٶȣ����¼�������������Խϴ���������Ӱ�Ρ�����ʹ���������ڲ����֮�����ƽ�⣬��Ч��ֹȱ�ݵ������ʹ�����������ʽɨ����ԡ��Ƚ������Ϊ������������ÿ������������������ع�����Ȼ�������IJ��ƶ�һ���ľ��룬���Ա���ȱ�ݵĻ��ۡ����⣬���ַ�ʽ����ƽ�⼤��ѡ���ۻ�����IJ�����Ӧ�����������ƵIJ���������ɨ��˳��ı仯��ȱ����������С���߽��γɣ�����Ҫ��һ�����ơ�
VALENTE��[34]�Ż��˵���ʽɨ����ԣ���õı���ֲڶȸ��ߣ����DZ������������ȣ����ҵ���ʽɨ����Ե�ƽ��Ӳ��ֵ(494 MPa)������ɨ�����(474 MPa)��MUGWAGWA��[35]�Աȵ���ʽ������ʽ����������ʽ����С��Ӱ��(LHI)����ɨ����ԶԳ��μ�����Ӧ���ͱ��ε�Ӱ�죬��������ʽɨ����Ի�õ���Ʒƽ������Ӧ����С�������Ӧ���о�������ƣ���������ʽ�Ľ���뵺��ʽ������ȣ���״ƫ���С��������������ʽ���Ե�ɨ��ʱ���Ե��ڵ���ʽ��LHI���̲��ԡ�
4 ����ѡ���ۻ����Ͻ��ϲ��ϵ�����֯������
4.1 ���ܶ�
Ӱ�켤��ѡ���ۻ����Ͻ��������ϲ������ܶȵ���Ҫ�����ǿ�϶����϶������ij��νṹ������Ӱ�죬����ѡ���ۻ�����Ŀ�϶���Է�Ϊ���ࣺ�ۺ�����������[36]���ۺ������Ҫ����Ϊ���������ܶȲ��㣬�������һ�����̲����۲���ȫ��ұ���ϲ�������ĩ������д�����ʱҲ���ײ����ۺ�����Щ��϶һ��ʲ�������״���������ڼ���ɨ��ʱ�������ݳ����γɿ�ǻ���۳��е����������ǻ�е�����ѹ������ƽ�⣬����Һ̬����̮���γ������Կ�϶�������γ���Ҫ���������̹�����Һ̬������Ӧ���㡣Ŀǰ���о���Ա��Ҫͨ���Ż�����ѡ���ۻ����ղ�������ĩ����������۵ȷ��������ƿ�϶�IJ������Դ�����߳������Ͻ��ϲ��ϵ����ܶȡ�
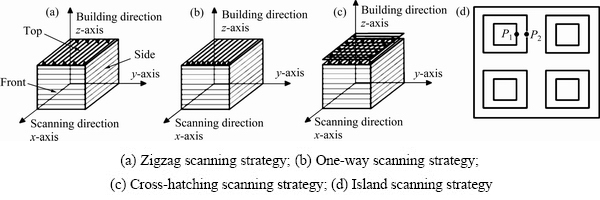
ͼ3 ����ѡ���ۻ��ij���ɨ�����[33]
Fig. 3 Scanning strategy diagram of selective laser melting[33]
����ͩ��[24]������ڷ����о�����ʡ�ɨ���ٶȡ�ɨ����ȹ��ղ����Լ���ѡ���ۻ�AlSi10Mg�Ͻ����ܶȵ�Ӱ�죬������ʽϵ�ʱ����ĩ���ײ�����ЧӦ�������̷۲����ȡ���������[23]Ҳ��������ؽ������һ�������Ӵֲڣ�����������ЧӦ����������ֹ���Σ�ͨ���ʵ������ʿ��Լ��ٿ�϶������ȷ���ļ����Ϊ160~180 W��ɨ���ٶȲ��˹��ͻ��߹��ߣ����ͻ�������������������ڲ��γ����ף��������·�ĩ�ۻ�����ȫ�����ײ���������϶���Ż����ɨ���ٶ�Ϊ800~1100 mm/s������ɨ����Ϊ0.05 mmʱ����Ч����á���Ȼ����ø����ܶ�����ij�������������㹻�������ܶ����룬�������ܶȹ���������գ�һ����4.0~6.0 J/mm2֮����ʡ������[37]ͨ������ѡ���ۻ��Ʊ���AlSi10Mg�Ͻ��ƽ�����ܶȴﵽ99.6%�����ҷ�����Ӱ��Ͻ����ܶȵ���Ҫ���ذ�����ĩ��ײ�ɽ�����ȴ�ٶȿ���������ʣ����⣬���������˹��ղ��������ܶȵ��Ż���ͼ����ͼ4��ʾ���ý��Ϊ�����ѡ���ۻ����Ͻ��������ϲ��ϵ����ܶ��ṩ����Ҫ�ο���
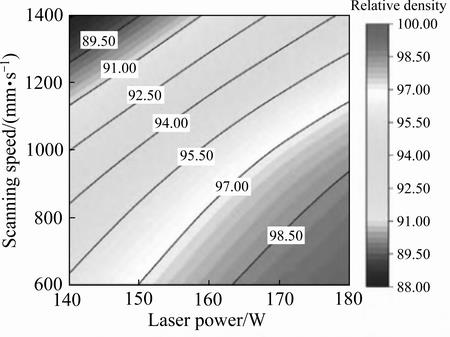
ͼ4 ����ѡ���ۻ����ղ�����Ͻ����ܶȵĹ�ϵ[37]
Fig. 4 Relationship between selective laser melting parameters and relative density of alloys[37]
���۶ԺϽ����ֲڶȺͿ�϶�ʶ���һ����Ӱ�죬���������ڱ�����ȵ���ߡ�YU��[38]�����������۲��ԶԼ���ѡ���ۻ�AlSi10Mg�Ͻ��϶�ʵ�Ӱ�죬�������۷�����ͬ����Ʒ��������ͱ�Ե����Ŀ�϶���������ͣ������۷����෴����Ʒ�ܿ�϶�ʽϸߣ���϶��Ҫ�ֲ��ڱ�Ե�������⣬���ۻ����Դٽ�����������۽⣬ͨ���������ѭ�����������̲��¶����ߺ��������¶��ݶȽ��ͣ�����Ӧ��Ҳ���Եõ����͡��������ܶȲ��ߵļ���ѡ���ۻ����������һ���ڿ�϶��������������Ѹ����չ�����յ��¶��ѡ��Ͻ�Ŀ�ƣ�������ܲ������Ŀ��ƣ������ǿ�Ⱥ��۽ṹ��Ӱ��[39]��
4.2 ����֯
����ֱ֯�Ӿ�������ѡ���ۻ���������ܣ�������ѡ���ۻ����Ͻ��������ϲ��ϵ�����֯��̬���ӡ���ʽ������Ŀǰ��Ϊ��������֯��һ���ԣ���Ҫ���ù����Ż����������Ӻ��ȴ����ȷ�ʽ[4]��
SUWAS[40]�о�����ѡ���ۻ�Al-12Si��AlSi10Mg�Ͻ������֯��֯������ѧ���ܵ��ݱ���ɣ�Al-12Si�Ͻ������֯��Al-Si�����ͳ�����(Al)������ɣ�����֯�ϴ�ͳ����ϸС�������߽縻��Si�ࣻAlSi10Mg�Ͻ������֯��Al-12Si�Ͻ����ƣ������߽��Ԧ�(Al)Ϊ���IJ��Ҹ���Si�࣬����ϸ���������Ӳ�������������Ͻ���ѧ���ܡ���С�յ�[41]�о�ƽ�кʹ�ֱ�ڼ���ѡ���ۻ�����AlSi10Mg�Ͻ������֯��������ƽ�з�������������İ�ɫ��״�������۳���������ֱ������۳��������Բ�Σ��ڱ�Ե����ֲ��Ž�Ϊ���Եij����ࡣ
LI��[42]�о�������TiB2�մɿ���(��������Ϊ1%)�Լ���ѡ���ۻ�AlSi10Mg�Ͻ�����֯�����ܵ�Ӱ�졣��AlSi10Mg�Ͻ���ȣ�TiB2������ǿ���ϲ��ϵ���֯���ȣ�TiB2�����ֲ����ȣ�����ǿ���������Ľ��洦������Si������������Ӳ�ȷֲ���Ϊ�ȶ�������ǿ�ȡ�����ǿ�Ⱥ��쳤�ʵ����ܶ�����������������[43]�о�TiB2������2024���Ͻ�����֯����ѧ���ܵ�Ӱ�죬��������Ϊ1%������TiB2�������Խ������ߴ���19.9 ��mϸ����4.25 ��m����֯����״��ת��Ϊ�̰�״�͵���״����ѧ���ܵõ�����������TiB2��������������3%ʱ������ϸ��Ч��������TiB2���������ž������ۺ���ѧ���ܼ����½���
����ڹ��ղ����Ż������������ӣ��ȴ����Ը��Ƽ���ѡ���ۻ����Ͻ��������ϲ�������֯���о����١���������[44]�Լ���ѡ���ۻ�Al-4.0Mg-0.7Sc-0.4Zr-0.5Mn���в�ͬ�¶��ȴ���(300��350��400 ��)������֯����״������ϸ���ᾧ����ɣ������¶����ߣ���֯û�з������Եı仯�����¶ȹ���(��350 ��)�ᵼ��Al3(Sc,Zr)��Al6Mnǿ����Ӷ����ºϽ�ǿ�Ƚ��͡�
4.3 ��ѧ����
��ѧ���������ۼ���ѡ���ۻ����տ����ԵĻ���ָ�꣬Ŀǰ���ڼ���ѡ���ۻ����Ͻ��������ϲ�����ѧ���ܵ��о���Ҫ�������������ܺ�ƣ�������������档
���������ܷ��棬SUBBIAH��[45]�о�֧�Žṹ�����췽��ͺ������նԼ���ѡ���ۻ�AlSi10Mg�Ͻ���ѧ���ܵ�Ӱ�죬�볣�������Լ���ȣ�����ѡ���ۻ����μ��Ŀ���ǿ��Ϊ431.1 MPa��������20%��������ǿ�ȵ����������ڿ������̹��̵��¾���ϸ��������ľ��������ֹλ���ƶ���������ѡ���ۻ���Ʒ���쳤����Խϵͣ��������������Ʒ�д��ڿ�϶��δ�۷�ĩ������ѡ���ۻ����μ���550��/2h�ȴ������쳤�������δ�ȴ�����Ʒ��������
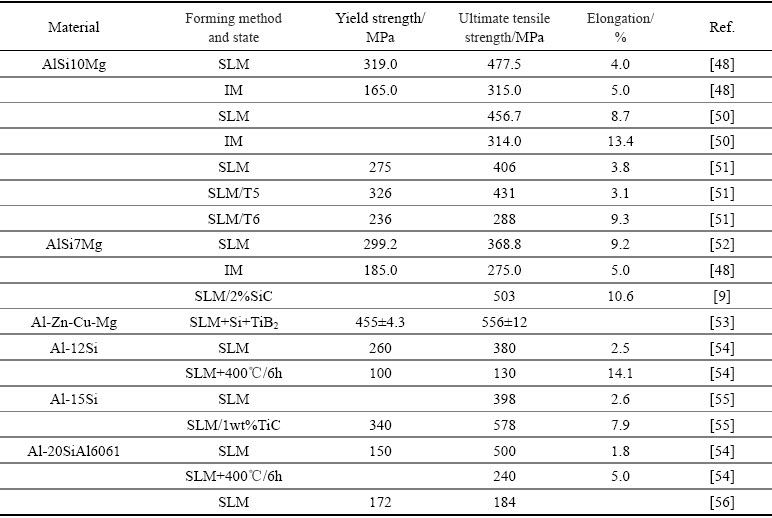
��ͬԤ���¶Ⱥ�ɨ�����ҲӰ�������Ͻ��������ϲ��ϵ���ѧ���ܣ������͵�[46]����������ʽɨ��·����Ԥ�ȵ�120 ����õ�AlSi10Mg���������ǿ�Ⱥ�Ӳ�Ⱦ��ϸߡ�CHEN��[47]��չAlSi10Mg�Ͻ�ļ���ѡ���ۻ������о���������״Al-Si������֯����������ͬ���Һ���ǿ�Ⱥ�����ǿ��û���������𣬺���Ӳ��(100HV)�Ը�������Ӳ��(90HV)����1���г�����ѡ���ۻ�������(Ingot Metallurgy, IM)���Ͻ��������ϲ��ϵIJ�����ѧ���ܡ�
��ƣ�����ܷ��棬���ﴺ��[48]�о�����ѡ���ۻ�AlSi7Mg�Ͻ�ĸ���ƣ�����ܣ���ü���Ӧ����ƣ������֮���ϵ�����ߣ�����Ӧ����ƣ���������³����Թ�ϵ�����ż���Ӧ������ƣ��������̡�AWD��[49]�о�Al-Si��Ti-6Al4V�����������Ͻ��ƣ�����ܣ�ͨ��������ϲ�ɨ������������飬��֤���۲��Ե���Ч�ԣ������ȵȾ�ѹ�������жԱȣ�����ѡ���ۻ��Ͻ������֯���Ӿ��ȣ��ȵ��ʸ��ߣ�ƣ��ǿ��Ҳ�����졣
4.4 �ߴ羫��
�ߴ羫���Ǻ�����������Ҫָ��֮һ��Ϊʹ������п��滻�ԣ����뱣֤����ߴ��һ���ԣ���Ҫ��ߴ���ijһ�����ķ�Χ�ڡ��ڸ��ӵľ��ܽ������������������ߴ羫��Խ�ߣ�����ĺ���ʱ��Խ�̣����Խ�������ɱ�[57]��Ŀǰ����������Լ���ѡ�����͵ļ��γߴ羫�ȵ��о����Ƚ��٣�����ʱû�м���ѡ�����ͳߴ���ƹ�����ƹ���ʦ�ο���
������[58]�����о���ɨ���ٶȡ�����ʡ�ɨ����Լ���ѡ�����ͼ��ߴ羫�ȵ�Ӱ�졣
����ǿ��[59]Ϊ��ʵ�ֱ�������Ŀ������죬����Dimetal-280���ٳ����豸���м���ѡ�����������飬���Ż����ղ�����õ������ı����������������ײ��ڿ�Ϊ142.0 ��m�������ڿ�Ϊ101.3 ��m�������ֵ���ֱ�Ϊ22.0 ��m��21.3 ��m���뼫��ֵ���Ǻϣ��������������豸��������ں�ľ�������ֵ��20 ��m���ҡ�TANG��[60]ͨ��ѡ�������ۻ���ͭ���Ͻ����ԭ�ͼ����죬��������ɨ������������߾��ȣ���ɨ����Գ��ͼ����ȼ���û��Ӱ�졣
��1 ����ѡ���ۻ����Ͻ��������ϲ��ϵ���ѧ����
Table 1 Mechanical properties of aluminum alloys and composites prepared by selective laser melting
5 ����ѡ���ۻ����Ͻ��������ϲ��ϵĺ���
Ϊ������˶������ķ������ܺͿɿ��ԣ�����ѡ���ۻ����Ͻ��������ϲ���ͨ����Ҫ�����ʺϵĺ���������ۺ����ܣ���������ȴ����ͱ������۵ȷ�ʽ���ı�Ͻ������֯���Ӷ������ѡ���ۻ����Ͻ��������ϲ��ϵ�ǿ�������Ե���ϡ�
5.1 �ȴ���
��������Լ���ѡ���ۻ����Ͻ��������ϲ��ϵĺ����Թ��ܺ�ʱЧ(T6)�ȴ���Ϊ����CLEMENT��[61]�Լ���ѡ���ۻ�AlSi10Mg�Ͻ�������������T6�ȴ�����������540 �桢6 h�����Լ�140 ���160 ���˹�ʱЧ1~16 h��ʱЧ����Ʒ������֯�ؾ�����ȷֲ���ͼ5��ʾΪ����������140���160���µ�ʱЧӲ�����ߡ�ZAKAY��[62]�����ȴ����¶ȶԼ���ѡ���ۻ�AlSi10Mg�Ͻ�ʴ���ܵ�Ӱ�죬��300 ���½����ȴ����Ͻ��ýϺõĿ�Ӧ����ʴ����������Ҫ�����ڼ���ѡ���ۻ����̵Ŀ��������ص�ﵽ��Ӧ���ͷŵ������Լ���(Al)���ʺ�ϸSi�����ȶ���ϣ����ϸߵ��ȴ����¶�(400 ��)���γɴִ��Si���Mg2Si��������Ӷ��ԺϽ�ʴ���ܲ�������Ӱ�졣
�Ƴ���[63]�о�T6�ȴ�����AlSi10Mg�Ͻ�����֯�����ܵ�Ӱ�죬�����ȴ����������״Si������ѡ��ܽ⣬���¾ۼ��ɲ�������״���߳�ΪϸС��ɢ��Si�࣬���������ȴ���ʱ������ӣ�Si��������������������[64]���Ͻ���ǿ�Ⱥ�����ǿ�Ⱦ��������ͣ����쳤�ʴ�6.4%������10.7%��
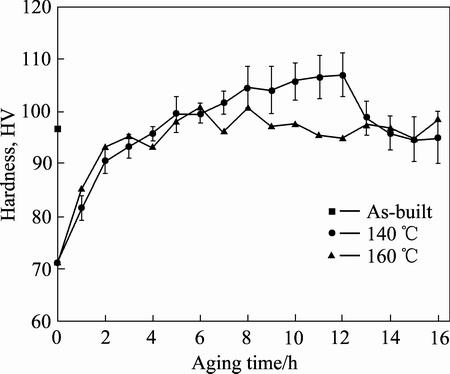
ͼ5 ����ѡ���ۻ�AlSi10Mg�Ͻ�140 ���160 ��ʱЧ������Ӳ������[61]
Fig. 5 Hardness curves of selective laser melted AlSi10Mgalloy aged at 140 �� and 160 ��[61]
5.2 ��������
�����������(Laser surface remelting, LSR)���նԼ���ѡ���ۻ����Ͻ��������ϲ�������֯����ѧ���ܾ���һ����Ӱ��[65]������������۹��տ��Խ��ͺϽ���ǿ�ȣ���ߺϽ���Ӳ�ȣ�ͬʱͨ����������Ͳ���Ӧ���ͷ�������ԣ����Ҽ���������������ڸ��Ƴ��μ��ı�����ȡ�
IRURRIOUZ��[66]ͨ�����ԶԱȲ�ͬ�ȴ��������¼���ѡ���ۻ�AlSi10Mg�Ͻ����ѧ���ܣ��Ӷ�ȷ�������������ϵ��ȴ������ա����⣬MATJEKE��[67]�о��ȴ���ʱ���AlSi10Mg�Ͻ�����֯����ѧ���ܵ�Ӱ�죬�����������Ӧ������ʱ������ӣ��������ܵõ����ƣ���Ʒ���ֳ����ߵ����ԡ�
5.3 ���μӹ�
���μӹ�Ҳ�������ѡ���ۻ������ۺ����ܵij��÷���֮һ���ȵȾ�ѹ(Hot isostatic pressing, HIP)������Ч��������IJ����϶�����������Ͻ�ǿ�ȵķ�ʽ����俹ƣ�����ܣ��������ѡ���ۻ������ۺ����ܵ�;��֮һ��
SCHNELLER��[68]̽���ȵȾ�ѹ�����Լ���ѡ���ۻ�AlSi10Mg�Ͻ�����֯��ƣ�����ܵ�Ӱ�죬�ھ������ڹ����¶ȵ��ȵȾ�ѹ�����͵����˻�Ͻ��϶���������ͣ����ڹ�������ھ����߽������������߽���ģ������������ž����ӻ�����ȱ�ݵ���չ���Ӷ���Ч��ߺϽ�ƣ��������չ��������������ʵ������һ�������Ͻ�Ķ��ѻ���������FINFROCK[69]���о����������ѡ���ۻ��������ȵȾ�ѹ�ĸ��ϲ��Ͼ��н�����(001)֯���������ȵȾ�ѹ����������Ч��������ѡ���ۻ��Ͻ���ڲ��ͱ����϶��
��������[70]ͨ��ѡ�������ۻ��Ʊ�Al-4.0Mg- 0.7Sc-0.4-Zr-0.5Mn�Ͻ���������300 ���˻�1 h���Խ�һ��ϸ��ѡ�������ۻ��Ͻ������֯����õ�ƽ�������ߴ�Ϊ(2.4��1.3) ��m�����ƺϽ�ǿ�ȵ����Դ�Ծ���ϸ�����ܶȵ�Al3(Sc, Zr)�ࡣ���⣬Al3(Sc, Zr)����������ǿ�۽ṹ���ȶ��ԡ�
6 ����ѡ���ۻ����Ͻ��ϲ��ϵ�Ӧ��
���ż���ѡ���ۻ������ķ��ٷ�չ�Լ��������۵IJ������룬����ѡ���ۻ����Ͻ��ϲ����Ѿ��ɹ�Ӧ���ں��պ��졢ҽ��������������������ȡ�������õ�Ӧ�ó�Ч��
6.1 ���պ�������
����ѡ���ۻ��������б��������á����쾫�ȸߵ��ص㣬�ܹ�ʵ�����ա����������ǻ���������죬�����㺽�캽�����������и��ӱ��ھ��ܹ��������ܵ��������췽������Ӧ�÷��棬����ͨ�õ�����˾���ȳ�������ѡ���ۻ����������з��Ŷӣ�����2012���չ���Morris��RQM��˾��ͼ6ΪGE/Morris��˾���ü���ѡ���ۻ���������ĸ��ӽṹ�������[71]��
2013�꣬�������Һ��պ������Ъ�������������(National Aeronautics and Space Administration��s Marshall Space Flight Center)���ü���ѡ���ۻ������Ʊ�����ע���ɹ�Ӧ����J-2X����������ͼ7��ʾ[71]��
2015�꣬Ӣ�����ü���ѡ���ۻ�������������Ͻ�ṹ֧�ܳɹ�Ӧ����Eurostar E3000����[72]����ͼ8(a)��ʾ��ͼ8(b)��ʾΪ�������ݴ�ѧ������ϸ�������������Ͻ��ĩ�����ü���ѡ���ۻ������Ʊ��ĸ�����������6061���Ͻ�[72]��
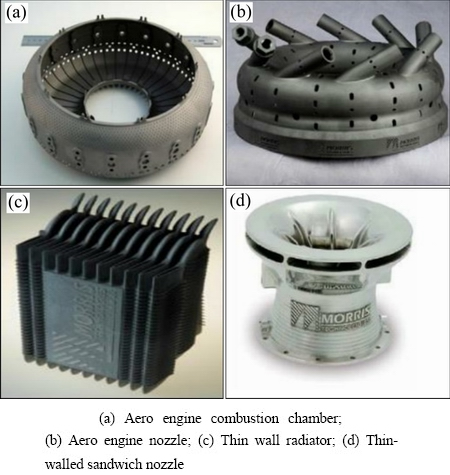
ͼ6 ���ͼ���ѡ���ۻ��������[71]
Fig. 6 Typical metal components prepared by selective laser melting[71]
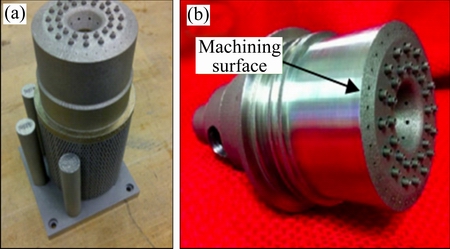
ͼ7 ����ѡ���ۻ���ע���ͼӹ�����Ʒ[71]
Fig. 7 Selective laser melted injector(a) and parts after processing(b)[71]
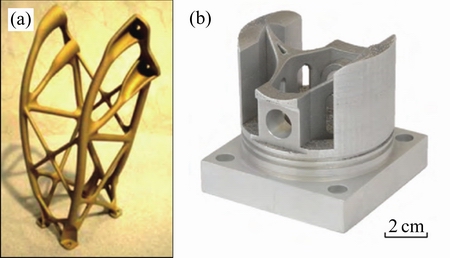
ͼ8 ����ѡ���ۻ����պ������Ͻ�ṹ֧������������Ż���6061�Ͻ����[72]
Fig. 8 Selective laser melted aerospace aluminum alloy structural support parts(a) and topology optimized 6061 alloy piston(b)[72]
6.2 ҽ����������
����ѡ���ۻ�����������ҽ�������Ӧ����Ҫ����������������塢���ơ���������������ߵ�[73]��ҽ�ü���ѡ���ۻ�����������Ҫ��316L����֡�CoCrMo�Ͻ��Ti6Al4V�����ǵ����������������ڲ����ų��ϵ������ѡ���ۻ����Ͻ�Ӧ����ҽ���������б���������ѡ���ۻ����������Ի��ߵ�����ΪĿ�ģ���Ƴ���������������ļ�����ò������ǿ[74]�������������š���������вۡ��������塢ȫϥ�û��ɹǼ����Լ����ֲ����ļ���ѡ���ۻ����졣ͼ9��ʾΪ���Ի��������ż���ѡ���ۻ�������Ƕ����������뼤��ѡ���ۻ����졣
6.3 ������������
��ͳ�Ŀ�ģ��������һ��ϳ���Ӱ���з�Ч�ʣ����Ҵ��������ڲ����Ƶ����⣬������ѡ���ۻ����տ��Կ�����������ӵ�������������ѧ���ܽӽ��ͼ�ˮƽ����־����[75]����з�Ч���������һ�ַ������ǵļ���ѡ���ۻ����η���������ӡ���������ǽṹ��������ͼ10��ʾ��
7 ���ڵ����⼰չ��
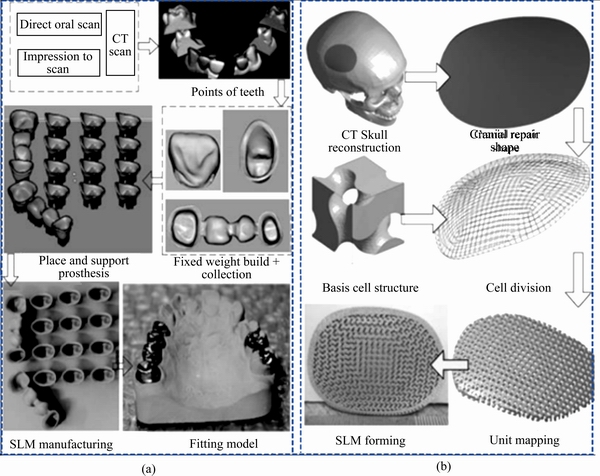
ͼ9 ���Ի��������ż���ѡ���ۻ�����ͼ���ѡ���ۻ������Ƕ�������[74]
Fig. 9 Individualized crown and bridge prepared by selective laser melting(a) and skull porous restoration design based on selective laser melting technology(b)[74]
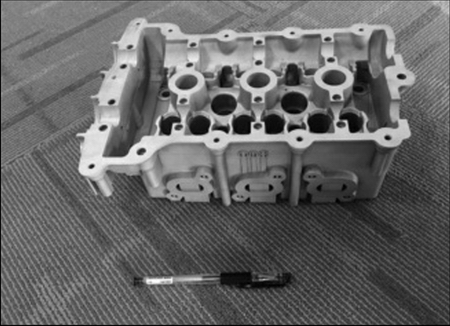
ͼ10 ����ѡ���ۻ����Ͻ��������[75]
Fig. 10 Appearance of selective laser melted aluminum alloy engine cylinder head[75]
����ѡ���ۻ������봫ͳ�ӹ���ʽ��Ⱦ��г������ʿ졢���ͼ��������������ƣ�����Ŀǰ���Ͻ��ϲ��ϵļ���ѡ���ۻ�����������μ�����֯������Ȼ����һЩ���⣬��Ҫ���������������棺
1) �����ڼ���ѡ���ۻ������Ͻ������١����Ͻ�ļ���������С���ȵ��ʴ���˼�������ѶȽϴ�Ŀǰ�����ڼ���ѡ���ۻ����ε����Ͻ��Լ�����Al-Si��Al-Cu��Al-Mg-Si��Al-Znϵ��ͳ�����ɺ����Ͻ�
2) ����ѡ���ۻ����Ͻ��ϲ��ϵĹ��������������졣����ѡ���ۻ�����Ŀǰ�������豸ˮƽ������Ҫ����з��ɱ��ߡ�����Ч�ʵ͵����⣬�Ͻ������ѧ���ܼ�����ܵ����ι����й��ղ����ͺ��ȴ�����Ӱ�죬���缤��ʡ�ɨ���ٶȵȹ��ղ��������۳��¶Ⱥͱ�������������Ӱ�죬�Ӷ����³��μ������ܴ���һ���Բ�����⡣
3) ����ѡ���ۻ����Ͻ��ϲ��ϵ�ұ��ȱ�����Կ��ƣ�������
�� �������ݱ����ܵ���Сԭ����Һ̬�����������Ӵ�����ʱ�������ɱ����������������Ρ�������ᵼ�����̲����ֲڣ������д����Ŀ������ս�����������ܶȺ����ܡ�
�� ��϶����϶һ���Ϊ�ۺ����������ף���϶�IJ����ϸ��ܵ��������̹��ղ�����Ӱ�졣
�� ����Ӧ��������ȱ�ݡ�����ѡ���ۻ������еĿ����ۻ������̵��¸��ߵ���ȴ���ʺ��¶��ݶȣ������ȵ��ȷֲ��������̽ṹ�������ͺ���������˲��ɱ���ز����߲���Ӧ����
�� �������������������������������г��Σ���ʵ��������������Ȼ����0.1%����������Ҫ���ɷ�ĩԭ�ϵIJ����������۳ر����������������ģ��γɵ�Al2O3�谭�˷�ĩ�������ۻ�����������ӻ�����������������
Ŀǰ����ͳ�ƺŵĺϽ�ɷ��Ʊ��ij��μ��Ѿ����ѻ����������ܣ������Ҫ���������ڼ���ѡ���ۻ����Ͻ����͵ķ�Χ������Ƴɷ��ʺ��ڼ���ѡ���ۻ������������²��ϡ���δ���������Ͻ��ϲ��ϵ��ۺ������о����dz���Ҫ��Ϊ��ʵ�ּ���ѡ���ۻ����յ���������ԣ�����ͨ����Ͼ���Ͷ�ṹ�Լ��������ӵ����������״�����ڼ���ѡ���ۻ������������ǿ�ѧ�Ƶģ��������Ӧ�������Ϊ�㷺�������������ǽ�����ѡ���ۻ����������е�ͽṹ������ϣ���ʵ�ִ���Ƶ����������ṹ����������������̡�
REFERENCES
[1] ������, ����Ⱥ, ���ճ�, ��. ѡ�������ۻ����Ͻ���о���չ[J]. �й���ɫ����ѧ��, 2020, 30(12): 2773-2788.
MA Ru-long, PENG Chao-qun, WANG Ri-chu, et al. Research progress of selective laser melting of aluminum alloy[J]. The Chinese Journal of Nonferrous Metals, 2020, 30(12): 2773-2788.
[2] SAMES W J, LIST F A, PANNALA S, DEHOFF R R, BABU S S. The metallurgy and processing science of metal additive manufacturing[J]. International Materials Reviews, 2016, 61(5): 315-360.
[3] ABOULKHAIR N T, SIMONELLI M, PARRY L, et al. 3D printing of aluminium alloys: Additive manufacturing of aluminium alloys using selective laser melting[J]. Progress in Materials Science, 2019, 106.
[4] ������, ����Ȼ, �� ��, ��. ���Ͻ��������켼���о���չ[J]. ����������ѧ��չ, 2018, 1(55): 56-88.
MIAO Qiu-yu, LIU Miao-ran, ZHAO Kai, et al. Research progress of aluminum alloy additive manufacturing technology[J]. Progress in Laser and Optoelectronics, 2018, 1(55): 56-88.
[5] LIU Yang, YANG Yong-qiang, WANG Di. A study on the residual stress during selective laser melting (SLM) of metallic powder[J]. The International Journal of Advanced Manufacturing Technology, 2016, 87(1/4): 647-656.
[6] UZAN N E, RATZKER B, LANDAU P, et al. Compressive creep of AlSi10Mg parts produced by selective laser melting additive manufacturing technology[J]. Additive Manufacturing, 2019, 29.
[7] XI L, WANG P, PRASHANTH K G, et al. Effect of TiB2 particles on microstructure and crystallographic texture of Al-12Si fabricated by selective laser melting[J]. Journal of Alloys and Compounds, 2019, 786: 551-556.
[8] ZHAO Xuan, GU Dong-dong, MA Cheng-long, et al. Microstructure characteristics and its formation mechanism of selective laser melting SiC reinforced Al-based composites[J]. Vacuum, 2019, 160: 189-196.
[9] WANG Ming, SONG Bo, WEI Qing-song, et al. Improved mechanical properties of AlSi7Mg/nano-SiC p composites fabricated by selective laser melting[J]. Journal of Alloys and Compounds, 2019, 810.
[10] ����Ӣ, �� ��, ��ΰǿ, ��. ѡ���ۻ��������Ͻ����о���չ[J]. �ȼӹ�����, 2020, (18): 17-20.
GAO Wen-ying, WANG Kai, ZHANG Wei-qiang, et al. Research progress in selective melting forming of aluminum alloys[J]. Hot Processing Technology, 2020, (18): 17-20.
[11] ������, ������, ������, ��. ����ѡ���ۻ�������Ӧ����״����չ����[J]. ��е�������Զ���, 2019(5): 223-226.
JIANG Hai-yan, LIN Wei-kai, WU Shi-biao, et al. Application status and development trend of selective laser melting technology[J]. Mechanical Engineering and Automation, 2019(5): 223-226.
[12] �Ŷ���. ��������ѡ���ۻ����������Ͻ�ģ��[J]. �й�����, 2007(12): 1700-1704.
ZHANG Dong-yun. Using area selective laser melting method to manufacture aluminum alloy model[J]. China Laser, 2007(12): 1700-1704.
[13] ��ң��, ������, ����, ��. ѡ�������ۻ�ר��AlSiMg�Ͻ�ɷ���Ƽ���ѧ����[J]. ����ѧ��, 2020, 56(6): 821-830.
GENG Yao-xiang, FAN Shi-min, JIAN Jiang-lin, et al. Composition design and mechanical properties of AlSiMg alloy for selective laser melting[J]. Acta Metallurgica Sinica, 2020, 56(6): 821-830.
[14] BAJAJ P, WRIGHT J, TODD I, et al. Predictive process parameter selection for Selective Laser Melting Manufacturing: Applications to high thermal conductivity alloys[J]. Additive Manufacturing, 2019, 27: 246-258.
[15] WANG P, ECKERT J, PRASHANTH K G, et al. A review of particulate-reinforced aluminum matrix composites fabricated by selective laser melting[J]. Transactions of Nonferrous Metals Society of China, 2020, 30(8): 2001-2034.
[16] PRAMOD S L, BAKSHI S R, MURTY B S. Aluminum- based cast in situ composites: A review[J]. Journal of Materials Engineering and Performance, 2015, 24(6): 2185-2207.
[17] XIAO Y K, BIAN Z Y, WU Y, et al. Effect of nano-TiB2 particles on the anisotropy in an AlSi10Mg alloy processed by selective laser melting[J]. Journal of Alloys and Compounds, 2019, 798: 644-655.
[18] LI X P, JI G, CHEN Z, et al. Selective laser melting of nano-TiB2 decorated AlSi10Mg alloy with high fracture strength and ductility[J]. Acta Materialia, 2017, 129: 183-193.
[19] ZHANG Bi, LI Yong-tao, BAI Qian. Defect formation mechanisms in selective laser melting: A review[J]. Chinese Journal of Mechanical Engineering, 2017, 30(3): 515-527.
[20] �� ��, ����, �� ��, ��. ���������ý�����ĩ�о���չ[J]. �й���ɫ����ѧ��, 2021, 31(2): 245-257.
XU De, GAO Hua-bing, DONG Tao, et al. Research progress of metal powder for additive manufacturing[J]. The Chinese Journal of Nonferrous Metals, 2021, 31(2): 245-257.
[21] ������, ������, �� ��, ��. ����ѡ���ۻ���AlSi10Mg��ĩ����֯������[J]. ���ղ���ѧ��, 2018, 38(1): 47-53.
TANG Peng-jun, HE Xiao-lei, YANG Bin, et al. Microstructure and properties of AlSi10Mg powder for selective laser melting[J]. Journal of Aeronautical Materials, 2018, 38(1): 47-53.
[22] BAITIMEROV R, LYKOV P, ZHEREBTSOV D, et al. Influence of powder characteristics on processability of AlSi12 alloy fabricated by selective laser melting[J]. Materials (Basel), 2018, 11(5).
[23] ������, �� ��, κ����. ���Ͻ��ĩѡ���Լ����ۻ����ι����Ż������о�[J]. Ӧ�ü���, 2013, 33(4): 391-397.
ZHANG Xiao-li, QI Huan, WEI Qing-song. Experimental study on optimization of selective laser melting forming process for aluminum alloy powder[J]. Applied Laser, 2013, 33(4): 391-397.
[24] ����ͩ, κ��Ӣ, �� ��, ��. AlSi10Mg����ѡ���ۻ����ι��ղ��������ܶȵ�Ӱ�����Ż�[J]. Ӧ�ü���, 2016, 36(6): 656-662.
ZOU Ya-tong, WEI Zheng-ying, DU Jun, et al. The influence and optimization of AlSi10Mg selective laser melting forming process parameters on density[J]. Applied Laser, 2016, 36(6): 656-662.
[25] TONELLI L, LIVERANI E, VALLI G, et al. Effects of powders and process parameters on density and hardness of A357 aluminum alloy fabricated by selective laser melting[J]. The International Journal of Advanced Manufacturing Technology, 2020, 106(9).
[26] �ź��, �� ��, �� ��. 2024���Ͻ��ĩѡ�������ۻ����ι����о�[J]. ���켼��, 2020, 41(1): 22-24.
ZHANG Hong-chang, SONG Bin, XING Ming. Research on selective laser melting process of 2024 aluminum alloy powder[J]. Casting Technology, 2020, 41(01): 22-24.
[27] ������, �캣��, ��־��, ��. AlSi10Mg�ļ���ѡ���ۻ������о�[J]. ����ѧ��, 2017, 53(8): 918-926.
ZHANG Wen-qi, ZHU Hai-hong, HU Zhi-heng, et al. Research on selective laser melting forming of AlSi10Mg[J]. Acta Metall Sinica, 2017, 53(8): 918-926.
[28] HANEMANN T, CARTER L N, HABSCHIED M, et al. In-situ alloying of AlSi10Mg+Si using selective laser melting to control the coefficient of thermal expansion[J]. Journal of Alloys and Compounds, 2019, 795: 8-18.
[29] MAJEED A, MUZAMIL M, L�� J, et al. Heat treatment influences densification and porosity of AlSi10Mg alloy thin-walled parts manufactured by selective laser melting technique[J]. Journal of the Brazilian Society of Mechanical Sciences and Engineering, 2019, 41(6).
[30] ZHU Yi, ZOU Jun, YANG Hua-yong. Wear performance of metal parts fabricated by selective laser melting: a literature review[J]. Journal of Zhejiang University-SCIENCE A. 2018, 19(2): 95-110.
[31] DADBAKHSH S, HAO L. Effect of layer thickness in selective laser melting on microstructure of Al/5wt.%Fe2O3 powder consolidated parts[J]. Scientific World Journal. 2014, 2014: 106129.
[32] MAAMOUN A H, XUE Y F, ELBESTAWI M A, et al. Effect of selective laser melting process parameters on the quality of al alloy parts: powder characterization, density, surface roughness, and dimensional accuracy[J]. Materials (Basel), 2018, 11(12).
[33] THIJS L, VERHAEGHE F, CRAEGHS T, et al. A study of the microstructural evolution during selective laser melting of Ti-6Al-4V[J]. Acta Materialia, 2010, 58(9): 3303-3312.
[34] VALENTE E H, GUNDLACH C, CHRISTIANSEN T L, et al. Effect of scanning strategy during selective laser melting on surface topography, porosity, and microstructure of additively manufactured Ti-6Al-4V[J]. Applied Sciences, 2019, 9(24).
[35] MUGWAGWA L, DIMITROV D, MATOPE S, et al. Evaluation of the impact of scanning strategies on residual stresses in selective laser melting[J]. The International Journal of Advanced Manufacturing Technology, 2019, 102(5/8): 2441-2450.
[36] ZHANG Jin-liang, SONG Bo, WEI Qing-song, et al. A review of selective laser melting of aluminum alloys: Processing, microstructure, property and developing trends[J]. Journal of Materials Science & Technology, 2019, 35(2): 270-284.
[37] �� ��, �� ��, ������, ��. ����ѡ���ۻ�AlSi10Mg�Ͻ�����֯����ѧ�����о�[J]. Ӧ�ü���, 2019, 39(2): 198-203.
KE Yu, MA Pan, MA Yong-chao, et al. Study on the microstructure and mechanical properties of AlSi10Mg alloy by selective laser melting[J]. Applied Laser, 2019, 39(2): 198-203.
[38] YU Wen-hui, SING S L, CHUA C K, et al. Influence of re-melting on surface roughness and porosity of AlSi10Mg parts fabricated by selective laser melting[J]. Journal of Alloys and Compounds, 2019, 792.
[39] TANG Ming, PISTORIUS P C. Fatigue life prediction for AlSi10Mg components produced by selective laser melting[J]. International Journal of Fatigue, 2019, 125: 479-490.
[40] SUWAS S, KUMAR D. Microstructure-texture-mechanical property relationship in alloys produced by additive manufacturing following selective laser melting (SLM) technique[J]. Transactions of the Indian National Academy of Engineering, 2020, 5(1): 1-10.
[41] ��С��, �� ��, ������, ��. ����ѡ���ۻ��������Ͻ����֯����������б���������[J]. ��е���̲���, 2017, 41(02): 77-80.
ZHU Xiao-gang, SUN Jing, WANG Lian-feng, et al. Microstructure, properties and forming quality of inclined surface of aluminum alloy formed by selective laser melting[J]. Materials for Mechanical Engineering, 2017, 41(2): 77-80.
[42] LI Yuxin, GU Dong-dong, ZHANG Han, et al. Effect of trace addition of ceramic on microstructure development and mechanical properties of selective laser melted AlSi10Mg alloy[J]. Chinese Journal of Mechanical Engineering, 2020, 33(1).
[43] �� ��, ������, Ϳ ��, ��. ����TiB2�Լ���ѡ���ۻ�2024���Ͻ�����֯����ѧ���ܵ�Ӱ��[J]. ��ĩұ����Ͽ�ѧ�빤��, 2019, 24(4): 365-373.
HU Liang, LIU Yun-zhong, TU Cheng, et al. Effect of nano-TiB2 on the microstructure and mechanical properties of 2024 aluminum alloy by selective laser melting[J]. Powder Metallurgy Materials Science and Engineering, 2019, 24(4): 365-373.
[44] MA Ru-long, PENG Chao-qun, CAI ZHI-yong, et al. Manipulating the microstructure and tensile properties of selective laser melted Al-Mg-Sc-Zr alloy through heat treatment[J]. Journal of Alloys and Compounds, 2020, 154773.
[45] SUBBIAH R, BENSINGH J, KADER A, et al. Influence of printing parameters on structures, mechanical properties and surface characterization of aluminium alloy manufactured using selective laser melting[J]. The International Journal of Advanced Manufacturing Technology, 2020, 106(11/12): 5137-5147.
[46] GUO Miao-xian, YE Yi, JIANG Xiao-hui, et al. Microstructure, mechanical properties and residual stress of selective laser melted AlSi10Mg[J]. Journal of Materials Engineering and Performance, 2019, 28(11): 6753-6760.
[47] CHEN Jing, HOU Wei, WANG Xiu-zhuan, et al. Microstructure, porosity and mechanical properties of selective laser melted AlSi10Mg[J]. Chinese Journal of Aeronautics, 2020, 33(7): 2043-2054.
[48] ���ﴺ, ����Ӣ, ף ��, ��. ����ѡ���ۻ�AlSi7Mg�Ͻ����ƣ�������о�[J]. ����������ѧ��չ, 1-13.
ZOU Tian-chun, CHEN Min-ying, ZHU He, et al. Research on high-cycle fatigue performance of selective laser melting of AlSi7Mg alloy[J]. Progress in Laser and Optoelectronics, 1-13.
[49] AWD M, JOHANNSEN J, CHAN T, et al. In improvement of fatigue strength in lightweight selective laser melted alloys by in-situ and ex-situ composition and heat treatment, Cham, Springer International Publishing: Cham, 2020: 115-126.
[50] YAN Qian, SONG Bo, SHI Yu-sheng. Comparative study of performance comparison of AlSi10Mg alloy prepared by selective laser melting and casting[J]. Journal of Materials Science & Technology, 2020, 41: 199-208.
[51] PELLIZZARI M, MALFATTI M, LORA C, et al. Properties of laser metal fused AlSi10Mg alloy processed using different heat treatments[J]. BHM Bergund H��ttenmannische Monatshefte, 2020, 165(3): 164-168.
[52] WANG Min, SONG Bo, WEI Qing-song, et al. Effects of annealing on the microstructure and mechanical properties of selective laser melted AlSi7Mg alloy[J]. Materials Science and Engineering A, 2019, 739: 463-472.
[53] ZHOU S Y, SU Y, WANG H, et al. Selective laser melting additive manufacturing of 7xxx series Al-Zn-Mg-Cu alloy: Cracking elimination by co-incorporation of Si and TiB2[J]. Additive Manufacturing, 2020, 36.
[54] ZHANG Shi-kai, MA Pan, JIA Yan-dong, et al. Microstructure and mechanical properties of Al-(12-20)Si Bi-material fabricated by selective laser melting[J]. Materials (Basel), 2019, 12(13).
[55] ZHOU Yan, WEN Shi-feng, WANG Chong, et al. Effect of TiC content on the Al-15Si alloy processed by selective laser melting: Microstructure and mechanical properties[J]. Optics & Laser Technology, 2019, 120.
[56] MAAMOUN A H, XUE Y F, ELBESTAWI M A, et al. The effect of selective laser melting process parameters on the microstructure and mechanical properties of Al6061 and AlSi10Mg alloys[J]. Materials (Basel), 2018, 12(1).
[57] ����ǿ, ¬����, �� ��, ��. 316L�����ѡ�������ۻ����ͷ�ˮƽ�������о�[J]. ���Ͽ�ѧ�빤��, 2011, 19(6): 94-99.
YANG Yong-qiang, LU Jian-bin, WANG Di, et al. A study of 316L stainless steel non-horizontal overhanging surface in selective laser melting[J]. Material Science & Technology, 2011, 19(6): 94-99.
[58] ������. ����ַ�ĩѡ���Լ����ۻ�ֱ�������������о�[D]. �人: ���пƼ���ѧ, 2008.
FU Li-ding. Investigation into manufacturing metal parts direct from stainless steel powders via selective laser melting[D]. Wuhan: Huazhong University of Science & Technology, 2008.
[59] ����ǿ, ������, �����, ��. ����ֱ������ѡ�������ۻ����켰Ӱ�������о�[J]. �й�����, 2011, 38(1): 60-67.
YANG Yong-qiang, LUO Zi-yi, SU Xu-bin, et al. Study on process and effective factors of stainless steel thin-wall parts manufactured by selective laser melting[J]. Chinese J Lasers, 2011, 38(1): 0103001.
[60] TANG Y, LOHA H T, WONG Y S, et al. Direct laser sintering of a copper-based alloy for creating three-dimensional metal parts[J]. Jounal of Materials Processing Technology, 2003, 140(1): 368-372.
[61] CLEMENT C D, MASSON J, KABIR A S. On the heat treatment of AlSi10Mg fabricated by selective laser melting process[C]// TMS 2020 149th Annual Meeting & Exhibition Supplemental Proceedings, 2020: 425-434.
[62] ZAKAY A, AGHION E. Effect of post-heat treatment on the corrosion behavior of AlSi10Mg alloy produced by additive manufacturing[J]. JOM, 2019, 71(3): 1150-1157.
[63] �Ƴ���, �Żݵ�, �ڱ���, ��. SLM���κ��ȴ�����AlSi10Mg�Ͻ���֯�����ܵ�Ӱ��[J]. �������켰��ɫ�Ͻ�, 2020, 40(2): 160-164.
YAN Cheng-xin, ZHANG Hui-di, YU Bao-yi, et al. The influence of SLM forming and heat treatment on the structure and properties of AlSi10Mg alloy[J]. Special Casting & Nonferrous Alloys. 2020, 40(2): 160-164.
[64] Ԭ�㳽, ¬ ��, ֣ѧ��. T6�ȴ�����ѡ���Լ����ۻ�AlSi10Mg�Ͻ���֯����ѧ���ܵ�Ӱ��[J]. �ȼӹ�����, 1-6.
YUAN Guang-chen, LU Yun, ZHENG Xue-ru. Effect of T6 heat treatment on microstructure and mechanical properties of selective laser melting AlSi10Mg alloy[J]. Hot Processing Technology, 1-6.
[65] HAN Quan-quan, JIAO Yang. Effect of heat treatment and laser surface remelting on AlSi10Mg alloy fabricated by selective laser melting[J]. The International Journal of Advanced Manufacturing Technology, 2019, 102(9/12): 3315-3324.
[66] ITURRIOZ A, GIL E, PETITE M M, GARCIANDIA F, et al. Selective laser melting of AlSi10Mg alloy: influence of heat treatment condition on mechanical properties and microstructure[J]. Welding in the World, 2018, 62(4): 885-892.
[67] MATJEKE V J, MOOPANAR C, BOLOKANG A S, et al. Effect of heat treatment time on the microstructure and mechanical deformation behavior of additive-manufactured AlSi10Mg components[J]. Progress in Additive Manufacturing, 2020.
[68] SCHNELLER W, LEITNER M, SPRINGER S, et al. Effect of HIP treatment on microstructure and fatigue strength of selectively laser melted AlSi10Mg[J]. Journal of Manufacturing and Materials Processing, 2019, 3(1).
[69] FINFROCK C B, EXIL A, CARROLL J D, et al. Effect of hot isostatic pressing and powder feedstock on porosity, microstructure, and mechanical properties of selective laser melted AlSi10Mg[J]. Metallography, Microstructure, and Analysis, 2018, 7(4).
[70] MA Ru-long, PENG Chao-qun, CAI Zhi-yong, et al. Enhanced strength of the selective laser melted Al-Mg-Sc-Zr alloy by cold rolling[J]. Materials Science & Engineering A, 2020, 775.
[71] �� ��, �¼���. ����ѡ�������ۻ����μ����ں��պ�������Ӧ����״[J]. �������켼��, 2014(1): 1-5.
DONG Peng, CHEN Ji-lun. The application status of foreign selected laser melting forming technology in the aerospace field[J]. Aerospace Manufacturing Technology, 2014(1): 1-5.
[72] �����, �����, ���˺�, ��. ���Ͻ�ѡ�������ۻ����ܳ��μ����ں��������Ӧ��[J]. �������켼��, 2019, 62(16): 53-63.
GAN Wu-kui, PENG Jin-gui, LI Shi-hao, et al. Selective laser melting precision forming of aluminum alloy and its application in aviation[J]. Aviation Manufacturing Technology, 2019, 62(16): 53-63.
[73] ����ǿ. ����ѡ���ۻ���ҽѧ����Ӧ��ǰ������[J]. ��Ϣ����ʱ��, 2013(6): 40-42.
YANG Yong-qiang. The application prospects of selective laser melting in the medical field are broad[J]. Information Technology Times, 2013(6): 40-42.
[74] ����ǿ, �γ���, �� ��. ����ѡ���ۻ����������ڸ��Ի�ҽѧ�е�Ӧ��[J]. ��е����ѧ��, 2014, 50(21): 140-151.
YANG Yong-qiang, SONG Chang-hui, WANG Di. Selective laser melting technology and its application in personalized medicine[J]. Chinese Journal of Mechanical Engineering, 2014, 50(21): 140-151.
[75] ��־��, ��ƽ��, ��Ա�, ��. ���Ͻ������������Ǹ��ӽṹ��SLM���칤���о�[J]. �¼����¹���, 2019(9): 24-30.
GAO Zhi-peng, MING Ping-cai, QING Hui-bin, et al. Research on SLM manufacturing process of aluminum alloy automobile engine cylinder head with complex structure[J]. New Technology and New Process, 2019(9): 24-30.
Progress in aluminum alloys and composites fabricated by selective laser melting
CAI Zhi-yong1, 2, LIU Hai-jiang1, WANG Ri-chu1, 2, 3, PENG Chao-qun1, 2
(1. School of Materials Science and Engineering, Central South University, Changsha 410000, China;
2. Key Laboratory of Electronic Packaging and Advanced Functional Materials, Changsha 410083, China;
3. National Key Laboratory of Science and Technology for National Defence on High-strength Structural Materials, Central South University, Changsha 410083, China)
Abstract: Aluminum alloys and composites have the characteristics of low density, high specific strength, and excellent corrosion resistance. The selective laser melting technology is applied to the structure-function integrated aluminum alloys and composites with precise and complex structure, which have broad application prospects in aerospace, transportation, electronic devices and so on. This article mainly introduces the research, development, and application of selective laser melting of aluminum alloys and composites at home and abroad. Firstly, it explains the basic principles of selective laser melting technology. Secondly, it introduces the main process parameters of selective laser melting, the microstructure of aluminum alloys and composites, performances and post-processing technology, and the key applications of selective laser melting of aluminum alloys and composites. Finally, it describes and prospects the main problems faced by selective laser melting of aluminum alloys and composites.
Key words: selective laser melting; aluminum alloy; aluminum matrix composite; relative density; mechanical property
Foundation item: Project(51804349) supported by the National Natural Science Foundation of China; Project (2018M632986) supported by China Postdoctoral Science Foundation; Project(2019JJ50766) supported by the Natural Science Foundation of Hunan Province, China; Project(JCKY201851) supported by ���ʸ�ǿ�ṹ���Ϲ����ص�ʵ���ҿ��Ż���������Ŀ
Received date: 2020-11-13; Accepted date: 2021-05-07
Corresponding author: WANG Ri-chu; Tel: +86-731-88836638; E-mail: wrccsu@163.com
(�༭ )
������Ŀ��������Ȼ��ѧ����������Ŀ(51804349)���й���ʿ���ѧ����������Ŀ(2018M632986)������ʡ��Ȼ��ѧ����������Ŀ(2019JJ50766)�����ʸ�ǿ�ṹ���Ϲ����ص�ʵ���ҿ��Ż���������Ŀ(JCKY201851)
�ո����ڣ�2020-11-13�������ڣ�2021-05-07
ͨ�����ߣ����ճ������ڣ���ʿ���绰��0731-88836638��E-mail��wrccsu@163.com
ժ Ҫ�����Ͻ��������ϲ��Ͼ����ܶ�С����ǿ�ȸߡ���ʴ����������ص㣬������ѡ���ۻ�����Ӧ�����Ʊ��ṹ-����һ�廯���Ͻ��������ϲ��Ͼ��ܸ��ӹ������ں��պ��졢��ͨ���䡢����������������й�����Ӧ��ǰ����������Ҫ���ܹ����⼤��ѡ���ۻ����Ͻ��������ϲ��ϵ��о���������Ӧ����������ȣ���������ѡ���ۻ������Ļ���ԭ������Σ���������ѡ���ۻ�����Ҫ���ղ��������Ͻ��������ϲ��ϵ�����֯����������Լ��������յȣ�����������ѡ���ۻ����Ͻ��������ϲ��ϵ���ҪӦ����������������ѡ���ۻ����Ͻ��������ϲ������ٵ���Ҫ���Ⲣ����չ����
[1] ������, ����Ⱥ, ���ճ�, ��. ѡ�������ۻ����Ͻ���о���չ[J]. �й���ɫ����ѧ��, 2020, 30(12): 2773-2788.
[4] ������, ����Ȼ, �� ��, ��. ���Ͻ��������켼���о���չ[J]. ����������ѧ��չ, 2018, 1(55): 56-88.
[10] ����Ӣ, �� ��, ��ΰǿ, ��. ѡ���ۻ��������Ͻ����о���չ[J]. �ȼӹ�����, 2020, (18): 17-20.
[12] �Ŷ���. ��������ѡ���ۻ����������Ͻ�ģ��[J]. �й�����, 2007(12): 1700-1704.
[13] ��ң��, ������, ����, ��. ѡ�������ۻ�ר��AlSiMg�Ͻ�ɷ���Ƽ���ѧ����[J]. ����ѧ��, 2020, 56(6): 821-830.
[20] �� ��, ����, �� ��, ��. ���������ý�����ĩ�о���չ[J]. �й���ɫ����ѧ��, 2021, 31(2): 245-257.
[23] ������, �� ��, κ����. ���Ͻ��ĩѡ���Լ����ۻ����ι����Ż������о�[J]. Ӧ�ü���, 2013, 33(4): 391-397.
[26] �ź��, �� ��, �� ��. 2024���Ͻ��ĩѡ�������ۻ����ι����о�[J]. ���켼��, 2020, 41(1): 22-24.
[27] ������, �캣��, ��־��, ��. AlSi10Mg�ļ���ѡ���ۻ������о�[J]. ����ѧ��, 2017, 53(8): 918-926.
[48] ���ﴺ, ����Ӣ, ף ��, ��. ����ѡ���ۻ�AlSi7Mg�Ͻ����ƣ�������о�[J]. ����������ѧ��չ, 1-13.
[58] ������. ����ַ�ĩѡ���Լ����ۻ�ֱ�������������о�[D]. �人: ���пƼ���ѧ, 2008.
[59] ����ǿ, ������, �����, ��. ����ֱ������ѡ�������ۻ����켰Ӱ�������о�[J]. �й�����, 2011, 38(1): 60-67.
[64] Ԭ�㳽, ¬ ��, ֣ѧ��. T6�ȴ�����ѡ���Լ����ۻ�AlSi10Mg�Ͻ���֯����ѧ���ܵ�Ӱ��[J]. �ȼӹ�����, 1-6.
[71] �� ��, �¼���. ����ѡ�������ۻ����μ����ں��պ�������Ӧ����״[J]. �������켼��, 2014(1): 1-5.
[73] ����ǿ. ����ѡ���ۻ���ҽѧ����Ӧ��ǰ������[J]. ��Ϣ����ʱ��, 2013(6): 40-42.
[74] ����ǿ, �γ���, �� ��. ����ѡ���ۻ����������ڸ��Ի�ҽѧ�е�Ӧ��[J]. ��е����ѧ��, 2014, 50(21): 140-151.
[75] ��־��, ��ƽ��, ��Ա�, ��. ���Ͻ������������Ǹ��ӽṹ��SLM���칤���о�[J]. �¼����¹���, 2019(9): 24-30.
