
���±�ţ�1004-0609(2009)08-1437-06
����ʽģ���¿ط��������̳����е�Ӧ��
�ζ��������ķ����� ��
(����������ѧ ��е����������ѧԺ������ 510640)
ժ Ҫ��
���һ������ʽģ���¿ط��������������ϵͳ����Ӧ�������̳����У�ͨ����������ӿɿ��¶ȳ�������������ι��̣�ʵ����������¶��ϵ�˳�����̡���������ӿɿ��¶ȳ�ͨ�����ȷֲ���ģ���ж����ļ�������ȴ��Ԫʵ�֣��������˻��ڹ�����̬������Ӧ��ϵͳʵ�����̿��ơ������˳��ι��̵���ֵģ�������ʵ�飬ʹ���ϵͳ�����Ʋ��Ե���Ƶõ�����Ľ�����ֵģ�������������ι����У������������������ƽ�棬��Һ������z�᷽�������ƶ�����������ʽ�¿ص�Ԥ��Ŀ�ꡣ����ʵ�������������������¿ط���2�����������ʱ��������������Ϻã��ڲ�û���������ɵ�ȱ�ݡ�
�ؼ��ʣ�
��ͼ����ţ�TG 76 ���ױ�ʶ�룺 A
Application of active mold temperature control method in solidification
YOU Dong-dong, LI Wen-fang, SHAO Ming
(School of Mechanical and Automotive Engineering, South China University of Technology, Guangzhou 510640, China)
Abstract: An active mold temperature control method was presented and applied in solidification by developing a measure and control system. The forming process was controlled by the active outer controllable temperature field, which was brought by the individual heating and cooling units distributed in the proportional spacing towards the solidification direction in the mold. Thus, the product solidifies from the bottom to top. The flow control was implemented by developing the application based on the configuration software. The system and control strategy were verified and improved by simulation and experiment research of forming process. The simulation results show that the isothermal surfaces of workpiece are near-planar, and the solid-liquid interface moves up along the z direction during solidification progresses. The experimental results indicate that, by the active temperature control method case 2, no shrinkage defects exist in the product and the forming quality is promoted.
Key words: mold; temperature control; solidification; configuration software
ģ���¶��Dz��ϼӹ����ι��̵���Ҫ���ղ���������������������кܴ�Ӱ��[1?4]����ˣ�ģ���¿ؼ����Dz��ϳ�������õ��㷺��ע��һ�ֹ��Լ������ڴ�ͳ������[1]��ѹ��[2]��ע��[4]�����У�ģ���¿ر����ظ��ݳ��β�Ʒ����Ҫ�����е�����Ŀ����ʹģ��������������ʼ��ά����ijһ���˵��¶ȷ�Χ����ʹģ���ͺ���о��������¶Ȼ���һ�£��Ӷ���ø�������������ע�ܼ����ڴ˻����ϣ�����ģ���¿ص��о��ڼ�������ȴ���Ƶ�ʵ�ַ��������������������Ʒ�ʽ�����ϵͳ�ȷ���ȡ����һЩ����ʵ�õijɹ�[5?8]��
���������о�һ������ʽģ���¿ط�����ͨ��������ӿɿ��¶ȳ�������������ι��̣���������һ�����̳��ε�ģ���¶Ȳ��ϵͳ��ʵ����������¶��ϵ�˳�����̡�
1 ����ʽģ���¿ط�������ι���
ͼ1��ʾΪ����ʽģ���¿ص����̳��ι���ʾ��ͼ��ͼ�г�������״����ij��ι���Ϊ��ģ�ߺ�ģ���þ��Ȳ��ϰ������ȣ�ͨ���ֲ���ģ���еĶ������ȵ�Ԫ����Ԥ�ȣ����µ�Ԥ���¶Ⱥ���һ��ʱ�䣬ʹģ�߸������¶ȷֲ����ȣ�Ȼ����Һ�Ӷ���ע�룬ͬʱ�ڹ��������в���ģ�߽Ӵ��IJ�λ��Z�����¶���ָ��8���¶ȿ��Ƶ㣬������������ΪP1~P8��ͨ���ȵ�ż������ʵʱ�¶ȣ���8�����Ƶ�ֱ������Ӧ��8����ȴ�ܵ����ײ���ȴ�ܵ���P1���ƣ��ڽ���Һע��������������ಿ��ȴ�ܵ�ͨ��P2~P8�����¶��趨��ֵ���ƣ���ȴ�����и������¶ȿ��Ƶ�ʵ���¶�ֵ�ﵽ�¶��趨��ֵʱ����Ӧ�IJಿ��ȴ�ܵ����ο�����ֱ��������ɣ��Ӷ�ͨ����ȴ�ܵ��Ŀ��������ƹ��������ֵ�����˳��ͨ������������ģ�߿��²����ⲿ�ɿص��¶ȳ����������ⲿ�ɿ��¶ȳ�����ι��е��ڲ��¶ȳ��Ĺ�ͬ������������̳��ι��̣����������ɵõ����ơ�

ͼ1 ����ʽģ���¿ص����̳���ʾ��ͼ
Fig.1 Schematic diagram of active mold temperature control in solidification
2 ���ϵͳ�������ʵ��
2.1 ϵͳ���������
���ϵͳӦ��������4������Ļ������ܣ�ʵʱ���ƹ��ܣ���ʾ���ܣ����ݴ������ܣ��������ϴ������ܡ�
��������ϵͳ����Ҫ���ܣ��Բ��ϵͳ������ṹ������ƣ�ϵͳ����ṹʾ��ͼ��ͼ2��ʾ�������¶Ȳ��ϵͳ��Ӳ���������ݲɼ�ģ�顢�������ģ�顢�ȵ�ż�顢Զ�������ȹܡ��̵�������ŷ������ȡ�

ͼ2 ϵͳ����ṹʾ��ͼ
Fig.2 Schematic diagram of temperature measure and control system structure
ģ���ȷ�ʽ�����˺�����ȣ���ʹ��16��Զ�������ȹܡ���������ͼ��Ⱥ͵�����ȣ�������ŵ��Ǽ���Ч�ʸߣ����ͺ�ЧӦ��С�;�ȷ����[9?10]��ģ����ȴ������ȴˮ�ܵ�ǿ�ȶ�����ʽ����[11]���ײ���ಿ����ȴ�ܵ���8�飬ͨ������8����ŷ�����8��ܵ���ͨ�ϡ�
���Ƶ���¶Ȳ���ʹ��8��ֱ��Ϊ3 mm��K���ȵ�ż������������¶ȿɴ�1 000 �棬�����ڶ��ֽ�����Ͻ�����̳��Ρ�����8ͨ���ȵ�ż����ģ����i7018�����¶����ݲɼ���16ͨ���������ģ����i7043ͨ���̵����ֱ����8·���ȹܺ�8·��ȴˮ�ܵ�ŷ���ͨ�ϡ�
����ģ���¿�ϵͳ��Ҫʵ�ֵĹ��ܣ��û�ϵͳ��Ҫ���������ݽ��г�����������ʾ�����ƿ��Ʋ��ԣ����ʵʱ���ߡ���ʷ���ߡ�ʵʱ���ݡ���ʷ���ݣ���������Ͳ˵���ƣ��ⲿ�豸���ӣ����в��Եȡ�ϵͳ��ģ�鹹����ͼ3��ʾ��

ͼ3 �û�ϵͳģ�鹹��
Fig.3 Module structures of application system
2.2 ���̿��Ƶ�ʵ��
ͼ3��ʾΪ���ι��̵Ŀ�������ͼ������TmΪʵ���¶ȣ�ThΪ���ȷ�ֵ�� Tw?Ϊ��������ֵ��Tw+Ϊ��������ֵ��TbΪ�ײ���ȴ��ֵ��TfΪ�ಿ��ȴ��ֹ��ֵ��TsΪ�ಿ��ȴ������ֵ������ϵͳ��ʵ��ͨ���ڹ�����̬����MCGS�Ͻ���Ӧ��ϵͳ���������[12]��ͼ4��ʾΪ���ι������̿��Ƶ�ʾ��ͼ��

ͼ4 ���ι������̿��Ƶ�ʾ��ͼ
Fig.4 Schematic diagram of control flowchart of forming process
������̬����MCGS�������û�Ӧ��ϵͳ����ṹ�����ش��ڡ��豸���ڡ��û����ڡ�ʵʱ���ݿ�����в���5�����ֹ��ɣ���ṹʾ��ͼ��ͼ5��ʾ��
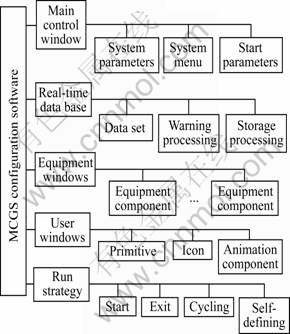
ͼ5 ������̬�������û�ϵͳ�ṹ
Fig.5 System structure based on configuration software
ϵͳ��������ش����й�����ʵʱ���ݿ���ϵͳ���ģ����ڹ�������ʵʱ���ݡ���������64�����ݶ�����4��ϵͳ�ڽ����ݶ���8���¶ȿ��Ƶ��ʵʱ�¶����ݺͼ�����ȴ���¶ȿ��Ʒ�ֵ�������͵Ŀ��Ʋ����Լ������ȡ���Щ���ݶ��������ʵ�ֹ��ܵIJ�ͬ�ֱ𱻸��費ͬ�����ԡ�
�豸�����ж��������ݲɼ�ģ��i7018���������ģ��i7043��i7018��8ͨ���ֱ����¶ȿ��Ƶ�ʵʱ�¶��������ӣ�i7043��16ͨ������ȼ�����Ŀ����Ϳ��Ʋ��������ӡ�
�����12���û���������ʵ�����������̵Ŀ��ӻ���ͼ6��ʾΪϵͳ�������档��������ʾ��ǰ���¶�ֵ���趨���¶ȿ��Ʒ�ֵ����ǰ�Ŀ���״̬��9��������ʾ���ڷֱ���ʾ8���¶ȿ��Ƶ��1��������ʵʱ���ߺ���ʷ���ߣ��¶ȿ��Ƶ����ú��¶����п��ƴ������ڿ��Ƹ�ͨ���ļ��ȡ���ȴ����ͣ��������ֹͣ�ȶ�����
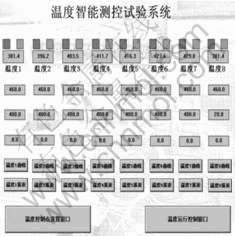
ͼ6 ϵͳ��������
Fig.6 System operational interface
ͼ4����ʾ�Ŀ�������ͨ��������Ӧ�����в�����ʵ�֡�����ÿһ·���Ȼ���ȴ�ܵ����е������Ƶ�ʱ��ѭ��ͨ��������µ�ѭ�����Բ���д�ű�����ʵ�֣������Ƶ��ʼ�¶�С�ڼ��ȷ�ֵʱ���������ȣ���ʵ���¶�ֵ�ﵽ���ȷ�ֵʱ����Ӧ�ļ̵����Ͽ���ֹͣ���ȡ�����ȴ���̹����У������Ƶ���¶�ʵ��ֵ�ﵽ����ȴ��ֵʱ����ŷ���������Ӧ����ȴ�ܵ�ͨˮ��ѭ������Ϊ1 s��ģ�ߵı�����Ҫͨ�����б������Կ��Ƽ��ȹܵĿ���ʵ�֡�
3 ��ֵģ�������ʵ��
�������̳��ι��̣�Ŀǰ�ձ������ֵģ�ⷽ�������о�[13?15]������������Գߴ�Ϊ450 mm��450 mm��270 mm�Ĵ�п��״����������˳��ι��̵��¶ȳ���ֵģ�⣬��������ֹ��տ��Ʒ����ij���ʵ�飬��������ʽģ���¿ط������������������Ӱ�켰��ϵͳ���Ʋ��Ե���ƽ��м���Ľ�����������ϵͳ��
3.1 ���ι�����ֵģ��
��������Ԫ�������˳�������̹����е�ģ�ߺ������¶ȳ�����ģ�⣬ǰ��������MSC.marc������ɡ�
���ι��̵�˲̬�ȴ�������Ŀ��Ʒ������£�

ģ�������IJ��Ϸֱ�Ϊ��п����֣����ֵĵ���ϵ��Ϊ40 W/(m?K)��������Ϊ580 J/(kg?K)���ܶ�Ϊ 7 850 kg/m3����п�ĵ���ϵ��Ϊ����105 W/(m?K)��Һ��50 W/(m?K)��������Ϊ450 J/(kg?K)���ܶ�Ϊ7 140 kg/m3�����DZ��Ϊ1.13��105 J/kg����Һ�����¶ȷֱ�Ϊ417.45 ���419.45 �档���ݶԳ��ԣ�ȡ�ķ�֮һģ�ͽ���ģ����㣬�����ֳ�3 876��������˽ڵ㵥Ԫ��5 393���ڵ㣬��Ԫ�ߴ�ԼΪ6 mm������ʱ��ģ��Ԥ�ȵ�470 �棬пҺ��ʼ�¶�Ϊ450 �棬�¶ȿ��Ƶ����ȴ������ֵΪ400 �档��ȴˮ�ij�ʼ�¶�Ϊ20 �棬��������Ϊ0.017 kg/s����������ϵ��Ϊ1 300 W/(m?K)��
ͼ7��ʾΪ������ι�����ʱ��ֱ�Ϊ90��180��360��540��720 sʱ�����¶ȷֲ��ļ�������������ȫ���̵�ʱ��Ϊ800 s���������������ƽ�棬��Һ������z�᷽�������ƶ����ٶȱ�����0.3~0.4 mm/s���ҡ�ģ�������˵�����̹�����z�����¶��Ͻ��У���������ʽ�¿ص�Ԥ��Ŀ�꣬ͬʱ��ʾ�¿�ϵͳ�Ŀ��Ʋ��Ե�����Ǻ����ġ�
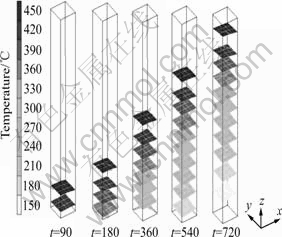
ͼ7 ���ι��̵ĵ�������ͼ
Fig.7 Isothermal surfaces of forming process
3.2 ����ʵ�鷽��
���ڳߴ���ͬ���������������ֹ��շ������г���ʵ�飬����һΪ������������ȴ���̣������������������ʽ�¿ط������Ƴ��ι��̣�ͨ���ı��¿ط�ֵʵ�֡���1����Ϊ���ֹ��շ����Ŀ��Ʋ��������ߵIJ��������ȴ�������¶ȷ�ֵ��ͬ������1Ϊ500�棬��ζ�ſ�ʼ��ȴʱ������������ȴ�ܵ���������2Ϊ400 �棬��ʾ�����Ƶ��·��Ľ���Һ����ʱ����Ӧ����ȴ�ܵ��ſ�����
��1 ���ֹ��շ����Ŀ��Ʋ���
Table 1 Control parameters of two cases

3.3 ʵ��������
ͼ8��ʾΪ���Ƶ�ʵ��װ�ü����ַ����ij�������ڲ�����ͼ���ڷ���1�У����ڲ�ں͵ײ���ȴ�ܵ���ͬʱ�����������̹���Ϊ�ӹ�����ں͵ײ��������ϲ����̣����������������£����ϲ��Ľ���Һ���������������²������Ӷ���������ϲ������ף���ͼ8(b)��ͼ��ʾ�ij��ν����һ�¡��ڷ���2�����̹����У��ಿ��ȴ�ܵ��Ŀ���˳��Ϊ���¶��ϣ������Ƶ��¶ȴﵽ400 ��ʱ�����Ƶ�߶ȷ������µĽ���Һ����ȫ���̣���Ӧ����ȴ�ܵ���������ϲ�����Һ����ȴ�ᾧ�ٶȣ�ͬʱ����������˳�����¶��Ͻ��С���ͼ8(b)���Կ�����������������Ϻã��ڲ�û���������ɵ�ȱ�ݣ��ȷ���1�IJ�Ʒ�������Ը��ƣ�˵������ʽģ���¿ط��������ڸ����������������

ͼ8 ʵ��װ�ü��������
Fig.8 Experimental device and forming parts: (a) Experi- mental device; (b) Forming parts
Ϊ��֤���ϵͳ����Ч�ԣ��Ը��¶ȿ��Ƶ��ڳ��ι����е��¶ȱ仯�����˷�����ͼ9��ʾΪ����2��P1~P5 5���¶ȿ��Ƶ����ȴ���ߣ���ͼ9�п��Կ����������̳�ʼ���ײ���ȴ�ܵ�����ʱ��P1��ȴ�Կ죬����P2~P5�ȿ��Ƶ��¶��½��ٶȽ��������������Ƶ���¶��½�����ȴ������ֵʱ����Ӧ����ȴ�ܵ����������Ƶ���¶���һ�������½��Ĺ��̣��˺����Ÿ���ȴ�ܵ����ο��������Ƶ��¶��½�������ƽ���������ֹ��տ��Ʒ����У����¶ȿ��Ƶ�ļ������ߺͱ������߷ֱ𱣳�һ�¡���ȴ����������𣬷���1�и���ͬʱ��ȴ��������2�и��¶ȿ��Ƶ�P1~P5������ȴ������ȴ�ܵ����¶������ο�����˳����Ԥ��һ�¡�˵�����¶ȿ��Ƶ����������ȡ����º���ȴ�����У��¶ȱ仯���Ϲ��տ���Ҫ�����⣬�ڱ��¹����У����Ƶ��¶Ȼ������ڱ���������ֵ֮�䣬˵�������ͺ��С�����ñ����������б��¿�������Ч�ġ�ʵ����˵��ϵͳ�ڳ��ι����е��¶Ȳ����Ϳ��ƽ�Ϊȷ��Ч��
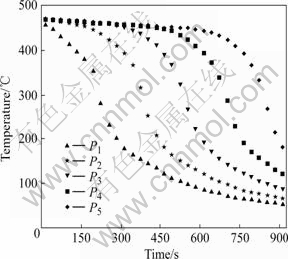
ͼ9 ����2����ȴ����
Fig.9 Cooling curves of control points in case 2
4 ����
1) ������ģ���¶Ȳ��ϵͳ���ж����ļ��ȡ���ȴ���¿ص�Ԫ�����ù�����̬����MCGS����ȷ��Ч�ؿ���ģ�߾ֲ��ļ��ȡ����º���ȴ���Ӷ�����ģ���������ι��̵��¶ȳ���ϵͳ�������㣬�ܶ�ʵʱ����ʷ�¶����ݽ��м�غʹ�����
2) ͨ����ֵģ�������ʵ��ʹ���ϵͳ�����Ʋ��Եõ��˼��顣��ʵ������������ֹ��տ��Ʒ���������ȴ�ܵ�����˳����п��Ƶķ���2���Ը��������������������Ч�شٽ�������ʽģ���¿ط�����ʵ�û���
[1] FERNANDO C C, LAN C, CHRIS P. Mould temperature control in continuous casting for the reduction of surface defects [J]. ISIJ International, 2004, 44(8): 1393?1402.
[2] �Ź���, �� ��, �� ��. ����CAE������ѹ��þ�Ͻ�ģ���¶ȳ��ֲ���̽[J]. ����, 2004, 53(7): 559?562.ZHANG Guang-ming, ZHANG Jun, WU Wei. Study on temperature field of dies in die casting process of magnesium alloys based on CAE[J]. Foundry, 2004, 53(7): 559?562.
[3] YIM C D, YOU B S, YANG R S, LIM S G. Effects of melt temperature and mold preheating temperature on the fluidity of Ca containing AZ31 alloys[J]. Journal of Materials Science, 2006, 41(8): 2347?2350.
[4] ����, Ԭ����, ԭ����. ע��ģ���¶ȷֲ����ɵ��о���Ӧ��[J]. ɽ����������ѧԺѧ��, 2006, 21(2): 170?172.LI Zhao-dong, YUAN Wen-sheng, YUAN Zhen-jun. Study and application of the temperature distribution in molds[J]. Journal of Shandong University of Architecture and Engineering, 2006, 21(2): 170?172.
[5] CHEN S C, JONG W R, CHANG J A, CHANG Y J. Dynamic mold surface temperature control using induction and heater heating combined with coolant cooling[J]. International Polymer Processing, 2006, 21(5): 457?463.
[6] ���沨, ̷ƽ��, ����, ��. ѹ��ģ�ö��·�����¿ػ�������[J]. ģ�߹�ҵ, 2002(11): 34?39.JIANG Cun-bo, TAN Ping-yu, SHEN Zhuo-jun, MAI Fan-jin. Research and development of the multi-loop hot oil temperature controller used for die-casting dies[J]. Die & Mould Industry, 2002(11): 34?39.
[7] KAZMER D O, HATCH D. Towards controllability of injection molding[J]. Journal of Materials Processing and Manufacturing Science, 2000, 9(2): 94?99.
[8] ��˫��, �ƾ���, ½����, �� ��, ����¼, ���Ѿ�, �����, ������. ��ѹ����ѹ����ģ���Զ�����ϵͳ[J]. �й�����װ���뼼��, 2004(2):45?48.LI Shuang-shou, TANG Jing-lin, LU Jin-kun, RONG Jian, LI Sheng-lu, ZENG Zhao-jun, CHEN Zheng-rong, SHEN Xiao-dong. Pressure & mold temperature automatic control system of low pressure die casting[J]. China Foundry Machinery & Technology, 2004(2): 45?48.
[9] �Ÿ���, �� ��, ������, ������, ���. �������������߿��ټ���װ�õ�����[J]. �����ȴ���, 2006, 31(5): 89?91.ZHANG Fu-bo, BIAN Jun, DU Lin-xiu, WANG Guo-dong, LIU Xiang-hua. Development of infrared fast-heating equipment for metal sample[J]. Heat Treatment of Metals, 2006, 31(5): 89?91.
[10] ��ԪԪ, �� �, �߶���. ��ҵ����ѹ�豸�еļ���ϵͳ[J]. ��ĩұ��ҵ, 2000, 10(6): 14?18.LI Yuan-yuan, XU Zhen, NI Dong-hui. Review of heating system in warm compaction equipment[J]. Powder Metallurgy Industry, 2000, 10(6): 14?18.
[11] ��־». ģ��ˮ��ȴ�������ƺ�Ӧ��[J]. ģ�߹�ҵ, 2004, 28(6): 40?42.
HUANG Zhi-lu. Research and application of the water cooling device for die-casting dies[J]. Die & Mould Industry, 2004, 28(6): 40?42.
[12] ���±�, �� ��, ��־ǿ, ������. ����MCGS��3 500 ��Һѹ��ģ���¶ȿ���[J]. �����DZ��û�, 2005, 12(3): 34?36.
CHEN Xin-bing, LIU Ju, MENG Zhi-qiang, TANG Xiong-min. Fuzzy temperature control system based on MCGS for 3 500 t hydraulic pressure[J]. Electronic Instrumentation Customer, 2005, 12(3): 34?36.
[13] ������, ������, ������. �������ģ����漼��[M]. ����: ��е��ҵ������, 2004.
XIONG Shou-mei, XU Qing-yan, KANG Jin-wu. The simulation technology of casting process[M]. Beijing: China Machine Press, 2004.
[14] �� ��, �ų���, ������, ��Ң��. ���������ٶ������̹��̵���ֵģ��[J]. �й���ɫ����ѧ��, 2004, 14(3): 329?334.
FENG Jian, ZHANG Chang-rui, HUANG Wei-dong. Numerical simulation on near-rapid directional solidification process of Al bar sample[J]. The Chinese Journal of Nonferrous Metals, 2004, 14(3): 329?334.
[15] SI H M, CHO C D, KWAHK S Y. A hybrid Method for casting process simulation by combing FDM and FEM with an efficient data conversion algorithm[J]. Journal of Materials Processing Technology, 2003, 133(3): 311?321.
������Ŀ������������ѧ��ʿ���¿�ѧ����������Ŀ(20080212)
�ո����ڣ�2008-08-21�������ڣ�2009-02-12
ͨѶ���ߣ��ζ�������ʿ������ʦ���绰��020-87112948-303��E-mail: youdd@scut.edu.cn
ժ Ҫ�����һ������ʽģ���¿ط��������������ϵͳ����Ӧ�������̳����У�ͨ����������ӿɿ��¶ȳ�������������ι��̣�ʵ����������¶��ϵ�˳�����̡���������ӿɿ��¶ȳ�ͨ�����ȷֲ���ģ���ж����ļ�������ȴ��Ԫʵ�֣��������˻��ڹ�����̬������Ӧ��ϵͳʵ�����̿��ơ������˳��ι��̵���ֵģ�������ʵ�飬ʹ���ϵͳ�����Ʋ��Ե���Ƶõ�����Ľ�����ֵģ�������������ι����У������������������ƽ�棬��Һ������z�᷽�������ƶ�����������ʽ�¿ص�Ԥ��Ŀ�ꡣ����ʵ�������������������¿ط���2�����������ʱ��������������Ϻã��ڲ�û���������ɵ�ȱ�ݡ�
