
���±�ţ�1004-0609(2013)S1-s0086-06
��ǿ�ѺϽ�ѹ�ܲĵ���֯������
�� ���Ժ��£���ݶ�ӣ�����������Ӣ��
(������ɫ�����о�Ժ������ 710016)
ժ Ҫ��
�����Ȧ¸�ǿ�ѺϽ�Ti-1300�ܲļ�ѹ���ν������о��������������˼�ѹ�ܲ��ڲ�ͬ�ȴ����ƶ��µ���֯����ѧ���ܣ�������ɨ��羵�����������Ͽ���ò���������˹۲졣�о����������Ti-1300���Ȧ��ѺϽ�ͨ��ѡ����ʵļ�ѹ���ղ��������Ʊ����������ܲģ���ѹ̬�ܲľ�860 ����ܴ�������֯Ϊ��ȫ�������֯���Ͽڲ������ѣ����нϸߵ����ԣ������ڽ�һ���������Σ�560 ��ʱЧ��Ϊ����¾�������ɢ�ֲ���״���࣬�Ͽ�Ϊ�ʹ��϶Ͽڣ�ǿ�ȿɴ�1 310 MPa���쳤��Ϊ8%��
�ؼ��ʣ�
Ti-1300�ѺϽ�����ѹ�ܲ�������֯�������������ȴ�����
��ͼ����ţ�TG 146.4���� ���ױ�־�룺A
Microstructure and mechanical properties of high strength titanium alloy extruded tube
ZHAO Bin, ZHAO Heng-zhang, GUO Di-zi, QI Yun-lian, YANG Ying-li
(Northwest Institute for Nonferrous Metal Research, Xi��an 710016, China)
Abstract: The extrusion forming of metastable �� high strength titanium alloy Ti-1300 tube was studied. The room-temperature tensile properties were tested and the microstructures of specimens were characterized. The fractographs of tensile specimens were observed by SEM. The results show that, the high quality extruded tubes of high strength titanium alloy Ti-1300 are manufactured with suitable parameters. The extruded tube after ST 860 �� consists of only �� phases and has plastic dimple fracture surface. The ductility of raw extruded and solution state tubes is excellent, which is advantageous to deep deformation process. The extruded tubes of Ti-1300 alloy after aging treatment are composed of diffusion acicular �� phase and �� matrix and have plastic and brittle mixed fracture surface. Their strength reaches 1 310 MPa and the elongation is 8%.
Key words: Ti-1300 alloy; extruded tube; microstructure; tensile properties; heat treatment
�ѺϽ���ϵ����Ʋ���������ܻ������ܻ����ͳɱ�������չ���������Ӧ, �������ѺϽ�ܲ�����ķ�չ����һ�����ǽ���ԭ���ϵijɱ�, �������������ٺ������Ԫ��, ȡ����֮��������������������Ԫ�صĺϽ���һ������ͨ�����ֹ��ս����ѺϽ�ܲĵļӹ�������ɱ�, �翪���ͼӹ��ɱ��Ŀ�����ε��ѺϽ�ܲ�[1-7]��
Ti-1300�ѺϽ�������Ժ�������Ƶĸ�ǿ�����ܡ����ȶ��ͦ��ѺϽ𣬸úϽ�Ħ��ȶ�ϵ��K��=1.25�����[Mo]=13.5���ڹ���״̬�¾����������������ܺ����õĺ������ܣ��ں��պ��������緢������·����ѹ����������ͨ����·���˵��豸���й㷺��Ӧ��ǰ��[8-9]����ǿ���ѺϽ�ܲ�һֱ���ҹ��ѺϽ��о����������������Σ���ŷ���ȷ������Ŀǰ�Ѿ��ܹ����������С���ǿ�ѺϽ�ܲģ����㺽�ա����켰������������������߽��ʵ�ʿ������Ҫ����Ҫ�о��˼�ѹ���ռ��ȴ�����Ti-1300��ǿ�ѺϽ������֯�����ܵ�Ӱ�죬Ϊ��ǿ�ѺϽ�ܲ����������ṩһ����ָ����
1 ʵ��
ʵ������Ϊ��������Ժĵ绡������d 560 mm�ּ�Ti-1300�Ͻ��������Ͻ�����Ϊ840 �档�����������������죬��+������������Ϊd 105 mm���ġ������������ѹ�����Ʊ�����ѹ�¶�830~930 �棬��2 500 t��ʽ��ѹ�����Ʊ����ܲĹ��Ϊd 65 mm��5 mm�������ڡ������ȱ�ݽ�����������
�Ӽ�ѹ�ܲ��Ͻ�ȡ����������ѧ���ܲ��Ժ�����֯�������Լ�ѹ�ܲ�������ȡ�ڵ��������������¶ȷֱ����, �̶����в�ͬ�¶�ʱЧ����, Ȼ�����������������ͽ�����֯�۲�, ���Բ��������Ͽ�ͨ��ɨ��羵���й۲졣������������INSTRON-1185����ʵ����Ͻ��У�����������ASTN E8�Ĺ涨�Ʊ�, �������ֿ�12.5 mm����50 mm�������ù�ѧ�����۲���֯����SUPRATM55��ɨ����������½��жϿ���ò�۲�ͷ�����
2 ��������
2.1 ��ѹ�Ը�ǿ�Ͻ�ܲ���ѧ���ܵ�Ӱ��
��ѹ�ӹ���������ͻ�����ŵ㡣���Խ���ԭ���ϵ����ģ��������Ļ�е���ܣ��ڼ�ѹ���κ������ϵľ�����֯�������ܣ����Ի�ýϸߵĹܲijߴ羫�ȡ�ͬʱ�����ڼ�ѹ�ɽ�ʡ���Ϻͼӹ���ʱ����ˣ���Ȼ���������ɱ�[10]��
Ti-1300�Ͻ�����ϵͣ�����ͼ1��ʾ�úϽ��ڲ�ͬ�¶�����ѹ��Ӧ����Ӧ�����߿��Կ������úϽ��ڸ�Ӧ�������³���Ӧ�����������������������¶ȵ����ߣ���������������ԡ�����Ӧ�����ӣ�����Ӧ��������һ������ȶ���״̬������Ҫ�����ڼӹ�Ӳ���Ͷ�̬������ͬ���ôﵽƽ��Ľ��[8]���Ͻ���830 ����������Ӧ���ϸߣ������˽��д�������ӹ�����ˣ��ڼ�ѹ��Ϊ8�������£�ѡ����830��870��930 �� 3�ּ�ѹ�¶ȣ��о��˲�ͬ��ѹ�¶ȶԹܲ���֯�����ܵ�Ӱ�졣�ܲļ�ѹʱ���ղ�������1��
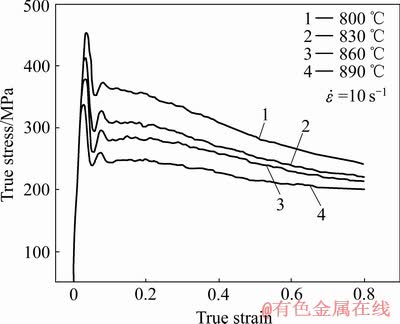
ͼ1 Ti-1300�Ͻ��ڲ�ͬ�¶�ʱ��Ӧ����Ӧ������
Fig. 1 Stress��strain curves of Ti-1300 alloy at different temperatures
ͼ2��ʾΪ��ͬ��ѹ�¶���Ti-1300�Ͻ�ѹ�ܲĵ���ѧ���ܡ����Կ������������㼷ѹ�ܲĵĶ���ǿ�Ⱥ�����ǿ�ȶ��ܸߣ��ֱ�Ϊ1 080 MPa��1 000 MPa�����ܲ����Ժܲ����Ϊ��ϡ�����ѹ�¶���ߵ��������ϣ��ܲĵ���ѧ���ܱ仯���������ȶ�������Ҫ��Ͻ������֯�йأ���ͼ3����ʾ����֯���Է��֣���ѹ̬Ti-1300�Ͻ������֯�뼷ѹ�¶����й���������ѹ�¶ȸ��ںϽ������¶�(840 ��)ʱ���Ͻ��ڱ��ι����з����˳�ֵ��ٽᾧ����Ҫ�ɵ���Ħ��ྦྷ����ɣ�����ѹ�¶ȵ��ںϽ������¶�ʱ���Ͻ����֯��Ҫ�ɦ���ͦ�����ɣ��ڵ���Ħ��������洦�ֲ���δ�ܽ����״���ࡣ��ˣ���ѹ�¶ȶ�Ti-1300�Ͻ�����֯��Ӱ����Ҫ�����ڶԦ�����̬�ͺ����Ŀ����ϣ��������漷ѹ�¶ȵ��������ܽ��ڦ�������У�����ѹ�¶ȳ����Ͻ������¶�ʱ���Ͻ����֯��Ҫ�ɦ��ྦྷ����ɡ�
��1 Ti-1300��ǿ�ѺϽ�ܲļ�ѹ���ղ�����Χ
Table 1 Processing parameters of high strength titanium alloy Ti-1300 extruded tube

ͼ2 Ti-1300�ܲ��ڲ�ͬ��ѹ�¶�ʱ����ѧ����
Fig. 2 Tensile properties of Ti-1300 alloy tube after extrusion at different temperatures
ͼ3 ��ͬ��ѹ�¶�ʱ�ܲĵ�����֯
Fig. 3 Microstructures of specimens after extrusion at different temperatures
2.2 �ȴ����Ը�ǿ�Ͻ�ܲ���֯��Ӱ��
2.2.1 ����̬Ti-1300�Ͻ�ܲĵ�����֯
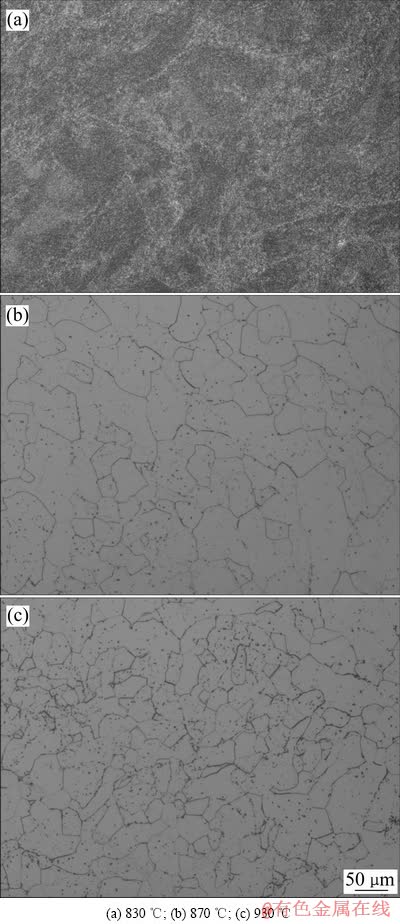
����Ti-1300�Ͻ����ת���¶ȣ�ȷ���˷ֱ���æµ������ͦ�+���������Ĺ��ܴ����¶ȣ�ʵ��ѡ�õ�����Ϊ830 �漷ѹ�ܲġ�ͼ4��ʾΪ����������̬Ti-1300�Ͻ��XRD�����ף�����̬Ti-1300�Ͻ���Ҫ�ɦ���ͦ�����ɡ�ͼ5��ʾΪ��ͬ��������̬Ti-1300�Ͻ����֯�����Է��֣���+�����������������ºϽ���������ͼ4��ʾXRD�������������һ�£���Ҫ�ɴ�������״�������Ħ����Լ����������ȶ��������(ͼ5(a))�����Ź����¶ȵ����ߣ��������ܽ������ȶ��»����У��������¶ȸ��ںϽ����ת���¶�ʱ���µ��������ܵĺϽ���֯��Ҫ�ɵ���Ħ��ྦྷ�����(ͼ5(b))��ƽ�������ߴ�Ϊ80 ��m��
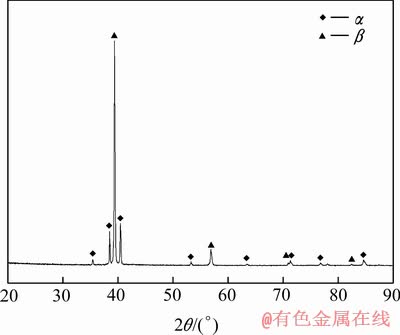
ͼ4 750 �����̬Ti-1300�Ͻ��XRD��
Fig. 4 XRD pattern of Ti-1300 alloy solution treated at 750 ��
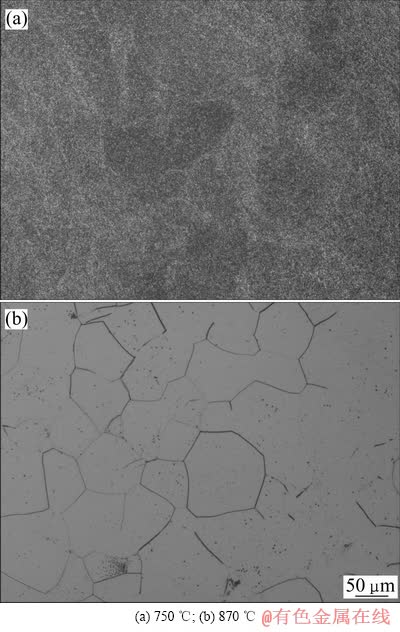
ͼ5 ��ͬ�����¶���Ti-1300�Ͻ�ѹ�ܲĵ�����֯
Fig. 5 Microstructures of Ti-1300 alloy solution treated at different temperatures
2.2.2 ʱЧ̬Ti-1300�Ͻ�ܲĵ�����֯
ʱЧ��������������ߦ��ѺϽ�ǿ�ȡ�Ti-1300�Ͻ�ѹ�ܲľ����ܴ�������Ҫ�γɴ��������ȶ����࣬������ʱЧ���������ȶ����ʼ�ֽ⣬����������ij��������ںϽ�Ħ»����Լ��¾��������������ڦ¾�����Ҳ�γɴ������ܼ��Ĵ������࣬�ʵ�״����״�ֲ��ڦ»����ϡ����ڳ�������ʹ��������һ����ǿ��ЧӦ(��ɢǿ����ϸ��ǿ��)����ˣ�����ͨ������������ijߴ硢�ֲ��Լ�����ʹ�Ͻ��ǿ�ȡ������Լ����Ե����ܵõ�ƥ�䣬�Ӷ��������ĸ�ǿ�ѺϽ�ܲġ�
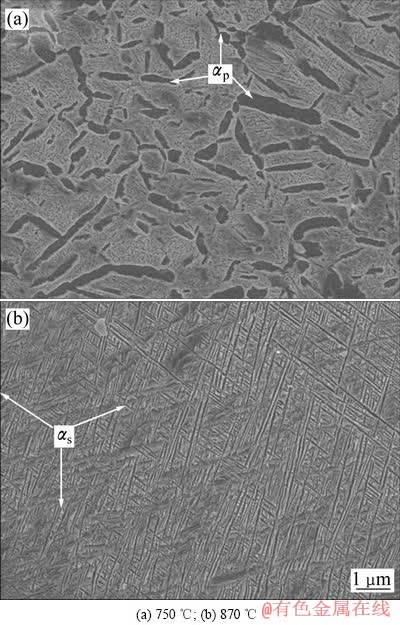
ͼ6 ��ͬ�����¶���ʱЧ̬Ti-1300�Ͻ������֯
Fig. 6 Microstructures of Ti-1300 alloy after extrusion at different temperatures
ͼ6��ʾΪ��ͬ����ʱЧ̬Ti-1300�Ͻ������֯�����Է��֣���+��������ʱЧ̬�Ͻ����֯��Ҫ����״�������ij������ࡢ��״���������Լ�����������(ͼ6(a))�����Ź����¶ȵ����ߣ�ʱЧ̬�Ͻ��г����������ܽ��ڦ»����У��������¶ȸ��ںϽ����ת���¶�ʱ���µ��������ܵĺϽ���֯��Ҫ�����Ž�������״��������ͦ���������(ͼ6(b))����ͼ6�л����Է��֣����Ź����¶ȵ����ߣ�Ti-1300�Ͻ�����֯�г�������ij߶�(���ȺͿ��ȷ���)������¶ȵ����߶���С�������������ڿ��ȷ����ϵļ�С���Ʊȳ��ȷ���������������������������ȡ���йأ��Ӷ�Ӱ��Ͻ����ѧ���ܡ�
2.3 ��ѹ�ܲ��ȴ��������ѧ����
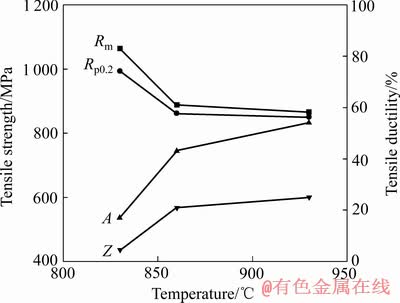
���ѺϽ���Ȼ�������õ������������������ڴ��ѣ�����ο���Ҫ�ߵö࣬��ͶԹܲļӹ��豸����˸��ߵ�Ҫ���ұ��ο������ű��γ̶ȵ���߶����ӡ��Ӻ����Ĺܲ������ӹ��ĽǶȿ��ǣ���������ϣ�����ѺϽ���ܴ�������нϵ͵ı��ο�����ͼ7��ʾΪTi-1300�Ͻ�ѹ�ܲ��ڲ�ͬ�¶ȱ���30 min�������������ܡ����Կ��������Ź����¶ȵ����ߣ�����ǿ�ȳ��½����ƣ��������¹��ܺ��ǿ�����Ա������Ϲ���ǿ��Ҫ�ߣ����ֵ�ӽ�100 MPa����Ȼ����һ���������¶Ȼ�����ʹǿ�ȼ������ߣ�������������������෴�ı仯���ƣ������ܵIJ��첢�����ԡ����ǵ����ѺϽ��ľ����ߴ�����ʹʱЧ���������Լ����½�����ˣ�һ�㲻���ù����Ĺ���ʱ�估���ߵĹ����¶ȡ���ͼ7�е��������Կ���������ѡ��ĸ����¶ȹ��ܺϽ��δ���ֵ�����ǿ������Ҳ����˵�Ͻ���ܴ��������ȶ��ġ�
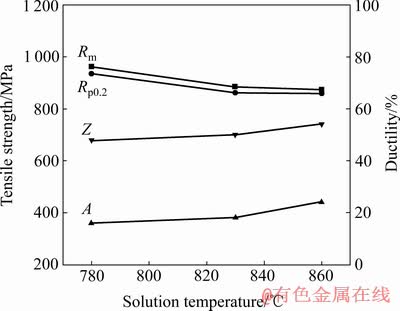
ͼ7 Ti-1300�Ͻ�ѹ�ܲ��ڲ�ͬ�¶ȱ���30 min��������������
Fig. 7 Tensile properties of Ti-1300 alloy tube after solution treatment at different temperatures for 30 min and air cooling
ͼ8��ʾΪTi-1300�Ͻ�ѹ�ܲ�860 ����������������ʱЧ�¶ȵı仯�����Կ���������ʱЧ�¶ȵ����ߣ�����ǿ�ȵĽ��ͷdz����ԣ���������������෴�ı仯���ơ�ֵ��ע����ǣ��쳤����ʱЧ�¶����ߵı仯��С������������ڸ���ʱЧʱ�������������γ������Ħ�Ƭ�����¡�����������ѡ��560 ��ʱЧ4 h��Ti-1300�ܲľ��н��ŵ��ۺ���ѧ���ܡ�
Ti-1300��ѹ�ܲ��ȴ���������Ͽ���ò��ͼ9��ʾ��ͼ9(a)��(b)��ʾΪ��ѹ������860 �棬30 min��AC���ܴ������������Ͽ���ò���Ͽڱ��沼�����ѣ��ʵ��͵�����״��������Ե����쳤�ʺͶ��������ʽϸ���һ�¡�ͼ9(c)��(d)��ʾΪʱЧ�����������ĶϿ���ò��860 �棬30 min��AC+560 �棬4 h�����������Ͽ�Ϊ�ʹ��϶Ͽڡ�
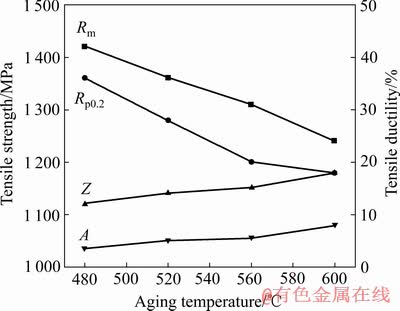
ͼ8 Ti-1300�Ͻ�ѹ�ܲ�860 ����ܿ��������������ʱЧ�¶ȵı仯
Fig. 8 Change of tensile properties of Ti-1300 alloy tube after 860 �� solution treatment with aging temperature
3 ����
1) Ti-1300�Ͻ�ѹ�ܲ�����������ѹ����֯�ɵ���Ħ������״������ɣ����ڦµ�������ѹ��Ti-1300�ܲ���Ҫ�ɵ���Ħ��ྦྷ����ɡ��ܲ�ʱЧ��Ϊ��+��������֯, ���Ц�������ɢ״̬�ֲ��ڵ���״�¾����ڡ�
2) Ti-1300�Ͻ�ѹ�ܲ������������������Ϲ��ܴ��������Ծ��ϸߣ�������860 �棬30 min��AC���ܴ�������ǿ��Ϊ863 MPa���쳤�ʴ�24%�����������ʸ��Ǹߴ�54%���dz������ڽ�һ�����Լӹ���ʱЧ����ǿ����ߴ�1 310 MPa�����쳤�ʽϵͣ�ֻ��8%��
3) ���ܴ����ļ�ѹ�ܲ����������Ͽ�Ϊ�������ѵ����ԶϿ�, ʱЧ�����Ͽ�Ϊ�ʹ��϶Ͽڡ�
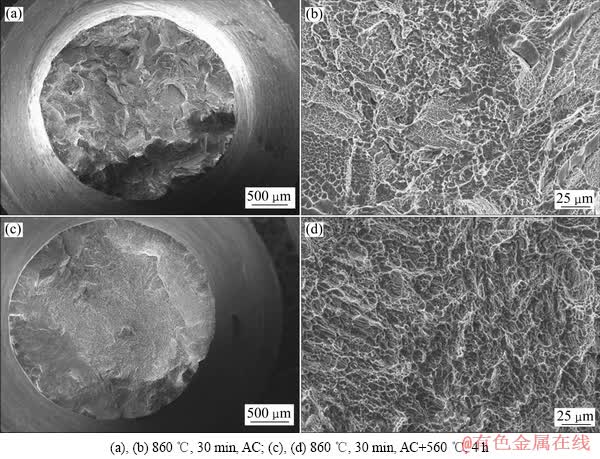
ͼ9 Ti-1300�Ͻ�ѹ�ܲ�����Ͽ���ò
Fig. 9 SEM fractographs of Ti-1300 alloy tube
REFERENCES
[1] ��־ǿ, �� ��, ղ ÷, ����, ��. �ѺϽ�ܲ����Ƽ����ں�������Ӧ�õ���״��ǰ��[J]. ���Թ���ѧ��, 2009, 16(4): 44-50.
JIANG Zhi-qiang, YANG He, ZHAN Mei, XU Xu-dong, LI Guang-jun. State of the arts and prospectives of manufacturing and application of titanium alloy tube in aviation industry[J]. Journal of Plasticity Engineering, 2009, 16(4): 44-50.
[2] ������, ١ѧ��, ��С��, ��쳬, ��ҫ��, �� ��, ������, ��С��. TA15 �ѺϽ�ܲ��ȼӹ�����[J]. �й���ɫ����ѧ��, 2010, 20(1): 765-769.
SHANG Xiu-li, TONG Xue-wen, YAN Xiao-bin, FENG Hong-chao, ZHANG Yao-bin, YAN Su, XU Zhong-pu, CHENG Xiao-li. Hot extrusion process of TA15 titanium alloy tube[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(1): 765-769.
[3] ������, ١ѧ��, ��¤��. TC2�ѺϽ�ܲļ�ѹ����[J]. �ѹ�ҵ��չ, 2005, 22(3): 22-24.
YANG Yu-lan, TONG Xue-wen, YANG Long-lin. Study on rolling process of TC2 titanium alloy tubes[J]. Titanium Industry Progress, 2005, 22(3): 22-24.
[4] �뽨��, ��ھ�, �� ��, ëС��, ��ӳ��. ���ѺϽ���о���չ[J]. �ѹ�ҵ��չ, 2008, 25(1): 33-38.
WEN Jian-hong, YANG Guan-jun, GE Peng, MAO Xiao-nan, ZHAO Ying-hui. The research progress of �� titanium alloys[J]. Titanium Industry Progress, 2008, 25(1): 33-38.
[5] ������. ��ǿ�ѺϽ�ķ�չ��Ӧ��[J]. �й���ɫ����ѧ��, 2010, 20(S1): s958-s963.
WANG Ding-chun. The development and application of high-strength titanium alloys[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(S1): s958-s963.
[6] �̹�ǿ, ��֪��, �� ��, ������, �ܺ곬, ���ɽ. ����ǿ���ѺϽ��о���չ[J]. ϡ�н���, 2011, 359(2): 286-290.
SHANG Guo-qiang, ZHU Zhi-shou, CHANG Hui, WANG Xin-nan, KOU Hong-chao, LI Jin-shan. Development of ultra-high strength titanium alloy[J]. Chinese Journal of Rare Metals, 2011, 35(2): 286-290.
[7] �� ��, ������, ������, ɳ��ѧ. ��ѹ������TC16 �Ͻ���̼��伷ѹ���̵�Ӱ��[J]. ���Ϲ���, 2008, 8: 35-39.
ZHANG Chi, ZENG Wei-dong, LI Xing-wu, SHA Ai-xue. Effect of extrusion parameters on cold extrusion process of TC16 titanium alloy fastener[J]. Materials Engineering, 2008, 8: 35-39.
[8] ��ӳ��, �� ��, ������, ��ھ�, �뽨��. Ti-1300�Ͻ���ȱ�����Ϊ�о�[J]. ϡ�н��������빤��, 2009, 38(1): 46-49.
ZHAO Yin-hui, GE Peng, ZHAO Yong-qing, YANG Guan-jun, WEN Jian-hong. Hot deformation behavior of Ti-1300 alloy[J]. Rare Metal Materials and Engineering, 2009, 38(1): 46-49.
[9] �� ��, �� ΰ, ������. �ȴ����ƶȶ�Ti-1300�Ͻ���֯����ѧ���ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 2010, 20(1): 1068-1072.
GE Peng, ZHOU Wei, ZHAO Yong-qing. Influence of heat treatment on microstructure and mechanical properties of Ti-1300 alloy[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(1): 1068-1072.
[10] ������, �� ��, ά ��, ���ڱ�. �Ѳ��ȼ�ѹ���μ������о��뷢չ[J]. �й���ɫ����ѧ��, 2010, 20(1): 897-901.
JIA Ru-lei, JI Bo, WEI Jie, WANG Zong-bao. Research and development of hot extrusion technology for titanium products[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(1): 897-901.
(�༭ �� ��)
������Ŀ������ʡ�ص�Ƽ������ŶӼƻ�������Ŀ(2012KCT-23)
�ո����ڣ�2013-07-28�������ڣ�2013-10-10
ͨ�����ߣ��� ������ʦ��˶ʿ���绰��029-86231078��E-mail: zhaobin_51@126.com
ժ Ҫ�������Ȧ¸�ǿ�ѺϽ�Ti-1300�ܲļ�ѹ���ν������о��������������˼�ѹ�ܲ��ڲ�ͬ�ȴ����ƶ��µ���֯����ѧ���ܣ�������ɨ��羵�����������Ͽ���ò���������˹۲졣�о����������Ti-1300���Ȧ��ѺϽ�ͨ��ѡ����ʵļ�ѹ���ղ��������Ʊ����������ܲģ���ѹ̬�ܲľ�860 ����ܴ�������֯Ϊ��ȫ�������֯���Ͽڲ������ѣ����нϸߵ����ԣ������ڽ�һ���������Σ�560 ��ʱЧ��Ϊ����¾�������ɢ�ֲ���״���࣬�Ͽ�Ϊ�ʹ��϶Ͽڣ�ǿ�ȿɴ�1 310 MPa���쳤��Ϊ8%��
[3] ������, ١ѧ��, ��¤��. TC2�ѺϽ�ܲļ�ѹ����[J]. �ѹ�ҵ��չ, 2005, 22(3): 22-24.
[4] �뽨��, ��ھ�, �� ��, ëС��, ��ӳ��. ���ѺϽ���о���չ[J]. �ѹ�ҵ��չ, 2008, 25(1): 33-38.
[5] ������. ��ǿ�ѺϽ�ķ�չ��Ӧ��[J]. �й���ɫ����ѧ��, 2010, 20(S1): s958-s963.
[6] �̹�ǿ, ��֪��, �� ��, ������, �ܺ곬, ���ɽ. ����ǿ���ѺϽ��о���չ[J]. ϡ�н���, 2011, 359(2): 286-290.
[7] �� ��, ������, ������, ɳ��ѧ. ��ѹ������TC16 �Ͻ���̼��伷ѹ���̵�Ӱ��[J]. ���Ϲ���, 2008, 8: 35-39.
[8] ��ӳ��, �� ��, ������, ��ھ�, �뽨��. Ti-1300�Ͻ���ȱ�����Ϊ�о�[J]. ϡ�н��������빤��, 2009, 38(1): 46-49.
[10] ������, �� ��, ά ��, ���ڱ�. �Ѳ��ȼ�ѹ���μ������о��뷢չ[J]. �й���ɫ����ѧ��, 2010, 20(1): 897-901.
