
���±�ţ�1004-0609(2007)07-1135-08
Ԥ�����Ʊ���ʽ��PCM����ĭ��������Ϊ��Ӱ��
��¼��1, 2��������2���� ��1��������1
(1. ̫ԭ�Ƽ���ѧ ���Ͽ�ѧ�빤��ѧԺ��̫ԭ 030024;
2. ��������ҵ��ѧ ���Ͽ�ѧ�빤��ѧԺ��������150001)
ժ Ҫ��
������ѹ������ѹ���ͼ�ѹ��3�ַ�ʽ�Ʊ���Ԥ�����������о������ڲ�ͬ����¯���µķ�����Ϊ�����������������ѹ��ʱ�����ּ����¶����Ʊ���Ԥ��������ܷ��ݣ�������ѹ���Ʊ���Ԥ����ķ���Ч��������ٶȶ��죬¯��Ϊ725 ��ʱ��û�з��ݣ������ѿ���¯��Ϊ750 ���800 ��ʱ���������ݳɹ������ü�ѹ���Ʊ���Ԥ�����ڲ�ͬ¯���¾��ܷ��ݡ���ѹ��ƽ���¶�(Tp)С�ڿɷ����¶�(Tf)ʱ��Ԥ���岻�ܷ��ݣ���Tp��Tfʱ��Ԥ������Է��ݣ��Ҧ�(Tp-Tf)Խ����Ч��Խ�ã�Ԥ�����Ʊ���ʽ�ͼ����ٶȶ�PCM���Ʊ���ĭ���ķ���Ч������Ϊ������Ӱ�죬���в��ü�ѹ���Ʊ���Ԥ����������á�
�ؼ��ʣ�
��ĭ����PCM����ǰ������������Ϊ��
��ͼ����ţ�Tb 383���� ���ױ�ʶ�룺A
Effects of PCM methods on foaming behavior of
Al-TiH2 precursor
WANG Lu-cai1, 2, ZENG Song-yan2, WANG Fang1, YOU Xiao-hong1
(1. School of Materials Science and Engineering, Taiyuan University of Science and Technology, Taiyuan 030024, China;
2. School of Materials Science and Engineering, Harbin Institute of Technology, Harbin 150001, China)
Abstract: The foaming behavior of Al-TiH2 precursor made by different compaction methods of cold pressing, hot pressing and extrusion at different furnace temperatures was studied. The results show that the precursor made by cold pressing cannot foam no matter what the furnace temperature is. The foaming behavior of precursor produced by hot pressing changes with heating rate, the precursor cannot foam and crack occurs at furnace temperature of 725 ��, inversely, it can foam at furnace temperature of 750 �� and 800 ��. The precursor made by extrusion can foam at any furnace temperature under the experimental condition. Based on theory analysis of experiment results, pressure balance temperature (Tp) and foaming temperature (Tf) were defined. Foaming mechanism and influence of precursor compaction methods and heating rate on foaming behavior were explored using the concepts of Tp and Tf. It is clarified that precursor processing methods and heating rate have remarkable effects on foaming behavior of PCM aluminum foams and the extrusion method is the best one for preparation of PCM aluminum foams.
Key words: aluminum foam; PCM method; precursor; foaming behavior
������ĭ��ͬʱ���ж����������ܣ���Ϊ��������������һ���������о��ȵ㡣ŷ���յȷ�������ڴ˷��滨�Ѵ��������������������Ʊ����ա����Ͻṹ�����ܵȷ�������˴����Ļ���֪ʶ��������ŷ��ʼ��ҵ��Ӧ�ã������µ�Ӧ�������ڲ��ϱ���������[1-2]����ĩѹʵ�ۻ�(Powder compact melting, PCM)���ǽ������ڹ����о��Ƚϼ��е�һ�ֹ��գ���������й����ȶ�����ʵ�ֽ����β�Ʒ��һ�γ��Σ�����
��ʵ��ṹ�γ������θ��Ͻṹ���ص㣬��Ȼ�о������巢�ݷ�����������������չ�Ͽ첢���Ƚ���Ӧ������[2-6]��
PCM����Ҳ�Ʒ�ĩұ���ڹ��չ���磬�Ե¹���Fraunhofer�����о����Ͱµ�����Alulight��˾Ϊ�������������������о���ȡ�úܴ��չ[4, 7]����ŷ�ޣ�PCM����ĭ���������ʽṹ�����ճ������ϻ��Ӧ�á���������С����������[3-4, 7]��ͬʱ�����о�Ҳ�ڲ�������[7-11]���������ⷽ����о����������Ŀǰ��Ҫ�������Ʊ�����[12-16]�����ݻ��������ݹ��̿��ơ�������ճ��TiH2���������ȵ��о�����δ����Ӧ������
��PCM�����У�Ԥ����(��ǰ����)���Ʊ�����Ҫһ�������Ʊ���ʽ��3�֣�����ѹ������ѹ���ͼ�������Banhart��[5]���ü����������Ʒ��Ʊ��˸�����ĭ����[5]��������κ���[13-14]�о�����ѹ����ĭ���Ʊ����ռ��������˷��ݹ��̣��ߺ����[15]������ѹ���ͽ���ʽԤ�Ƚ�������ĭ��ʵ���о������¸յ�[16]�ֱ�����ѹ����ѹ���о���ĭ���ṹ���ݱ�����֯���ݱ�����⡣�����ڶԼ��������о��Լ���ͬһ�����¶�3�ַ������жԱȵ��о���δ����������ˣ��������߲���ͬ��ԭ���ϣ���3�ֲ�ͬ�����Ʊ���ǰ����ķ�����Ϊ�����о��ͱȽϣ���ȷ���乤�ղ���������ǰ�����Ʊ���ʽ�Է�����ΪӰ��Ļ������з���̽�֣�Ϊ�����о���Ӧ���ṩ������
1��ʵ��
1.1 PCM������ԭ��
PCM������ԭ��[5]��ͼ1��ʾ�����Ƚ����ۺͷ��ݼ���ĩ��ϣ�Ȼ��ֻ�ϵķ�ĩ�����ͨ��ѹ���õ�û�в���ͨ�����ܽṹ��Ԥ��Ʒ��ѹ�ƹ��տ��Բ�ȡ������ѹ������ѹ�����ȼ�������ĩ���Ƶȹ��ա����õ���Ԥ�������ֱ������Ҳ���Լӹ�������Ҫ����״�����Ԥ�����ӹ�Ʒ���ȵ����ڻ���������۵���¶ȡ��ڼ��ȹ����У����ݼ����ȷֽ⣬�ͷų��������壬�����γ�����Ȼ�����׳�����ʹѹʵ��Ԥ�������ͣ��γɾ��ж�ṹ����ĭ����
1.2 ʵ���������豸
ʵ���������豸��Ҫ���¡�
KP200������ʽҺѹ����RHL-P610�ͺ�������¯��������ѹ����ѹ�����ȼ���ģ�ߣ�Nikon4500�������������NR-2500�����ݲɼ��ǡ�
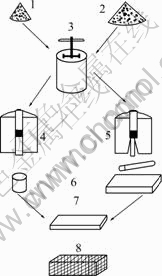
ͼ1 PCM������ԭ��
Fig.1 Principle of powder compact foaming process: 1��Foaming agent; 2��Al powder; 3��Mixing; 4��Uniaxial compaction; 5��Extrusion; 6��Precursor; 7��Machining; 8��Al-foam
1.3 ʵ������뷽��
1) ʵ�����
����Ϊ��ҵ�ô����ۣ�����99%��ƽ������ 44 ��m����������״��ͼ2(a)��ʾ�����ݼ�ΪTiH2�ۣ�����С��45 ��m������������״��ͼ2(b)��ʾ��
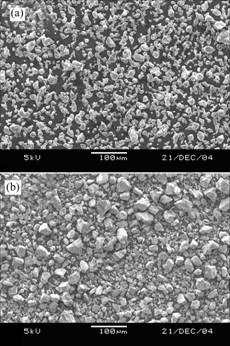
ͼ2 Al�ۺ�TiH2�۵���ò
Fig.2 SEM micrographs of Al powder(a) and TiH2 powder(b)
2) ʵ�鷽��
���Ƚ����ۺ�TiH2���ݼ���(TiH2������Ϊ0.5%����������)�ڽ������ڳ�ֻ�ϣ�Ȼ��ֱ���������ѹ������ѹ������ѹ���Ʊ�Ԥ����������ʵ������ֱ�Ϊ������ѹ����ѹ��Ϊ300 MPa���¶�Ϊ���£�����ѹ�����¶�Ϊ400~450 �棬ѹ��Ϊ150~200 MPa���ۼ�ѹ�����¶�Ϊ450~500 �棬ѹ��Ϊ150~200 MPa�����ַ����Ʊ��������������ﵽ���ܻ��̶�(�ܶ�ԼΪ2.67 g/cm3)�����Ž�Ԥ���������ú�������¯���м��ȷ��ݣ���CCD���������¼�䷢�ݹ��̡��¶ȱ仯���������ݲɼ��Dzɼ����ü������¼��ʾ��
3) ��������
���Ⱥ�۹۲�����������������ж����жϣ�Ȼ��������ͶӰ��������������ݵij̶ȣ����ͶӰ���(Relative area, R)Ϊ������ijһ�¶��µ����ͶӰ���������δ����ǰ�Ľ����֮�ȡ�
2��ʵ����
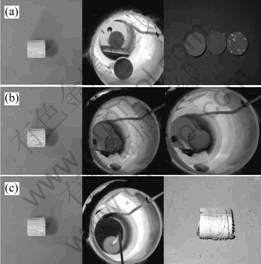
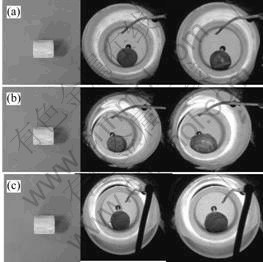
��3�ֹ����Ʊ���Ԥ����ֱ���725��750��800 ���¯���½��м��ȷ���(¯�²�ͬ�����ļ����ٶȲ�ͬ)��ʵ��װ��ʾ��ͼ��ͼ3��ʾ����ѹ���������ݹ��̵���Ƭ��ͼ4��ʾ����ѹ���������ݹ��̵���Ƭ��ͼ5��ʾ����ѹ���������ݹ��̵���Ƭ��ͼ6��ʾ��
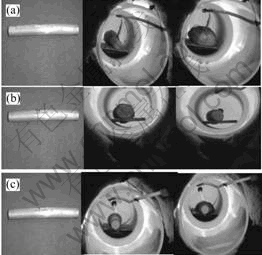
��ͼ4���Կ��������ۼ����ٶȵĿ�����Σ���ѹ��������ʵ���¶ȷ�Χ�ھ����ܷ��ݣ�����Ҳδ�ۻ������������������ۿ����ۻ�������������¯��Ϊ725 ��ʱ�������Ѷϳ�3�Σ�¯��Ϊ750 ���800 ��ʱ������û���Ѷϵ������ֶദ���ơ���ͼ5���Կ�������ѹ��Ԥ���������������ȡ�����������¶ȼ����µ��ٶȣ�¯��Ϊ725 ��ʱ������û�з��ݣ����в�����С����Ȼ�������˲����ѿ���¯��Ϊ��750 ���800 ��ʱ���������ɷ��ݡ���ͼ6���Կ�����
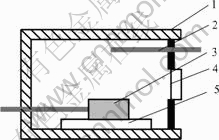
ͼ3 ʵ�鷢��װ��ʾ��ͼ
Fig.3 Schematic illustration of set-up for aluminum foaming: 1��RHL-P610 infrared lamp heating equipments; 2��Thermocouple; 3��Sample; 4��Observe hole; 5��Support
ͼ4 ��ѹ���������ݹ���
Fig.4 Foaming behavior of cold pressing precursor at different furnace temperatures: (a) 725 ��; (b) 750 ��; (c) 800 ��
ͼ5 ��ѹ���Ʊ������ķ��ݹ���
Fig.5 Foaming behavior of hot pressing precursor at different furnace temperatures: (a) 725 ��; (b) 750 ��; (c) 800 ��
��ѹ�������ڸ���¯�¼���ͬ�����ٶ��£����ܷ��ݣ������ݵ������¯�º��������¶ȶ��仯�������¶ȴﵽ�۵��ʼ���ݣ�����Ч������������ѹ����
ͼ7��ʾΪ��ͬ¯��ʱ��ѹ���ͼ�ѹ�����������������������ͶӰ����ı仯��ͼ8��ʾΪ��ѹ������������ͬ¯���������������Ƭ��ͼ9��ʾΪ��ѹ������������ͬ¯���������������Ƭ��
ͼ7(a), (b)��(c)��ʾ��ѹ��������Rֵ���Դ���1����R�������Ӻ��С������ͼ7(b)��ʾR���ֵ��1.5���ң�Rֵ�����¶����߶�������750 ��
ͼ6 ��ѹ���������ݹ���
Fig.6 Foaming behavior of extrusion precursor at different furnace temperatures: : (a) 725 ��; (b) 750 ��; (c) 800 ��
���Ҵﵽ���ֵ��Ȼ���С��ͼ7(d), (e)��(f)��ʾ��ѹ������R���ֵ������2����RֵҲ���¶����߶�����ͼ7(d)��ʾR��700 �����Ҵﵽ���ֵ��Ȼ���С��ͼ7(e)��ʾR¯��Ϊ750 ��ʱ��������Ч����ã�R���ֵ�ﵽ��6.5�����⣬��ͼ7�����Կ�����¯��Խ�������������ٶ�Խ�죬¯��Ϊ725 ��ʱ���������ٶ����Ժ�����ͬһ¯��ʱ����ѹ�������������ٶȴ�����ѹ���ģ���������������߷�����Ϊ��ͬ��ԭ��֮һ��ͼ8��9�������������Ķ���ṹ��������Ժ�Ԥ�����Ʊ������������ٶȼ������¶ȹ�ϵ�ܴ�ѹ��������ѹ������ѹ����
3 ���������
ͼ10��ʾΪ3�ַ�ʽ���Ƶ�Ԥ���������֯��ò����ͼ���Կ�������ѹ���Ƶõ�Ԥ�����У���ĩ�����������ӳ�һ�壬��֯�ṹ�����ܣ���ѹ���Ƶõ�Ԥ�����У���ĩ����������������߽���ڴ�����϶������ѹ���Ƶõ�Ԥ�����У�����֮��ķ�϶���Լ��٣��в��ֿ������ܽ����һ���������䲻ͬ�Ʊ����վ����ġ�
����������ѹ����ʱ������ѹģ�з�ĩ����ʩ��ѹ����ĩ�����䷢������ƶ�����ĩ����������϶��ʹ��ĩ��������С����ĩ����Ѹ�ٴﵽ����ܵĶѻ�������ĩ���һ���ܵ���������ʱ����ĩ����֮������λ�ƺͱ��Σ�����治����İ���ƽ����״�����Ի���Шס��������ĩ����֮��Ľ�ϼ�ǿ����ĩ���ǿ������[17]������ѹ�Ʒ�ʽֻ�ǽ���ĩ
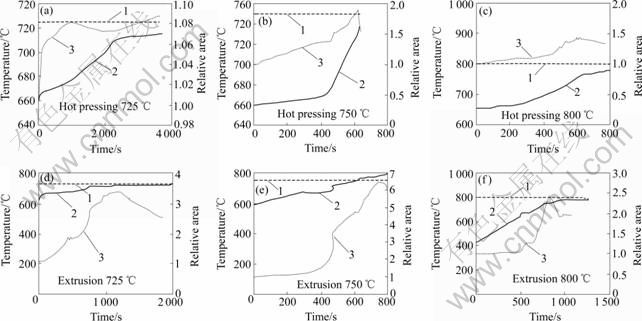
ͼ7 ��ͬ¯��ʱ��ѹ���ͼ�ѹ�����������������ͶӰ���
Fig.7 Temperature evolution curve and foam expansion evolution curve of samples at different furnace temperatures by hot pressing and extrusion: 1��Furnace temperature curve; 2��Temperature evolution curve of samples; 3��Foam expansion evolution curve (R)

ͼ8 ��ѹ�����������ڲ�ͬ¯���µĶ�����Ƭ
Fig.8 Cross-sectional photos of Al foam prepared by hot pressing at different furnace temperatures: (a) 725 ��; (b) 750 ��; (c) 800 ��

ͼ9 ��ѹ�����������ڲ�ͬ¯���µĶ�����Ƭ
Fig.9 Cross-sectional photos of Al foam prepared by extrusion at different furnace temperatures: (a) 725 ��; (b) 750 ��; (c) 800 ��
������е��ѹʵ����һ�𣬶��ҷ�ĩֻ�ǿ��������������Σ�û�д������λ�Ʊ��Σ�����֮��Ľ�ϲ������ܡ���ĩ���������Ĥ����ĩ����������ˮ�ֺ��������ʽ�������ڽ�����ڣ�����֮��Ҳ���кܶ��϶����ˣ�����������֯��̫���ܣ�ǿ��Ҳ�ϵ͡�
����������ѹ����ʱ����ĩ�ı��κ�λ�Ʒ�ʽ����ѹ������ͬ�����ڸ��¸�ѹ�±���һ��ʱ���������ЧӦ��1) ʹ��ѹ�����ݸ��ӳ�֣�����������Ԥ��Ʒ�и����ֵ��ܶȾ��ȣ�2) ʹ��ĩ�еĿ������㹻ʱ��ͨ��ģ�ں�ģ��֮��ķ�϶�ݳ���3) ����ĩ֮��Ļ�е���Ϻͱ����Խϳ�ֵ�ʱ�䣬������Ӧ���ԥ�Ľ��У�4) ����ʹԭ�ӵ��˶��Ӿ磬�������洦��ԭ��ͨ����ɢ��ʹ���滥���ϣ��γ�ұ���ϵ�ճ���档��ѹ��һ��ʱ���¶�Խ�ߣ�Խ���������Ӽ�ԭ�ӵ���ɢ�������Ӽ�ԭ�ӵ���ɢ�������Ӽ�����ᡣ�Ӷ�ʹ�����ۿ���֮���γ��ܱ�ǻ�������ݼ���ĩ�������ܵذ�Χ��������Щ����ʹԤ�������֯��Ϊ���ܡ��Ƚ�ͼ10��(a)��(b)���Կ�������ѹ������ѹ���ڽϴ�Χ��ʹ�ÿ���֮��������ܽ�ϡ�ͼ10(a)���н϶�ķ�϶����ͼ��ԲȦ��λ��ʾ����ͼ10(b) �����ಿλ���ﵽ������Ľ��ܽ�ϡ�
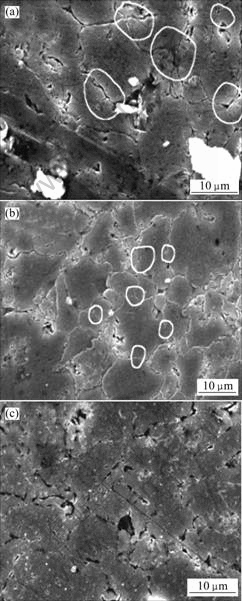
ͼ10 3��ѹ�Ʒ�ʽ���Ƶ�Ԥ���������֯��ò
Fig.10 Morphologies of precursors processed by cold pressure(a), hot pressure(b) and extrusion(c)
�����ü�ѹ��ѹ��Ԥ����ʱ�������ܵ���ѹ�˵���ѹ�����⣬���ܵ�ģ�ڵIJ�ѹ����ͬʱ������������ģ�ڡ�����(��ѹ��)֮��������ƶ���������Ħ�������ڼ�ѹ�����У�������ѹ�˵Ļ���������������Զ�뼷ѹ�˾�����������С���ڼ�ѹͲ�ľ������ϣ�������ģ�ڣ������ܵ���Ħ�����������ӽ����ģ������ܵ���Ħ������С����ĩ�������˾����������ַ�ʽ�ı��κ�λ�Ƶ�һЩ�����⣬���ᷢ��������������Ա��Σ�ͨ������ʹ�����ۿ���֮���ϸ�Ϊ���ܡ���ѹҲ���ڸ��¸�ѹ�½��У�������Ҳ������ѹ�������е��ص㡣��Щ�ص�ʹ��Ԥ�������֯��Ϊ���ܺ;��ȣ�ǿ��Ҳ���ߣ���ͼ10(c)��ʾ��
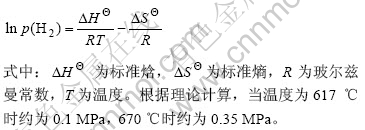
��ǰ������Ԥ���巢�ݵĹ�����TiH2�ֽ��γ�����Ȼ�����ݳ�����ʹѹʵ��Ԥ�������͵Ĺ��̣����Է����ܷ�ɹ�ȡ����TiH2�ֽ��Ԥ������������������档TiH2�ķֽⷴӦʽΪ TiH2��Ti+H2����TiH2�ڿ����м��ȵ�400 �����Ϻ㿪ʼ�ֽ�������壬600 �����Ϻ���ֽ��ٶȼӿ죬��1 200 ��ֽ��� ��[18]��TiH2�ķֽ������¶Ⱥ�ʱ�䶼�й�ϵ��
TiH2��Ԥ�����еķֽⷢ�ݹ��̿ɷ�Ϊ�������ڣ�1) ���ݵ��γɣ�2) ���ݵ��ݱ䡣
1) ���ݵ��γɻ���
�÷��巢�ݷ��Ʊ���ĭ�������ݼ��������ܷ���ѹ�Ƶõ���Ԥ�����С���Ԥ�����¶�����һ��ֵ��TiH2�ķֽ�ѹ������Χ������ѹ��ʱ���ſ��ֽܷ��γ����ݣ�������������Ҫ��������Χ��ĸ����ϡ�
��Hill�������������ۿ�֪���Ǽӹ������Բ����е��������״̬���ų���������ѹ��p���䵯��ϵ��E�����ɱȦԣ�����ǿ��Y�Ĺ�ϵΪ[19]��
![]()
����һ�������E/Y��300~400���ԡ�0.25~0.35����ˣ����Ƴ���p/Y��4��
ʵ�����õķ��ݼ�ΪTiH2����ƽ��ֽ�ѹ�ɱ�ʾΪ[20]
��Ȼ��Ԥ���崦�ڹ�̬ʱ��TiH2�����ֽܷ��γ����ݲ��������Է����¶�Ӧ�ڽ������۵�֮�ϡ�
2) ���ݵij������
����������ֻ�е�TiH2�ķֽ�ѹ������Χĸ����ϵ�ǿ��ʱ�����ֽܷ��γ����塣���ܷ��γ����ݲ�������Ҫȡ�����������������ԣ��Լ�Ԥ����ļ��ȹ��ա�Ϊ����˵�������������������
�� �ɷ����¶�(Tf)����Ԥ�����¶ȴ����۵�����ۿ������ϱ��ۻ�����Χ������ĤҲ������������ǿ�Ȳ��Ͻ��ͣ��ɱ�������������ǿ����Ӧ��ijһ�¶ȡ�Ԥ����;������������������Ϊ���пɷ����ԣ���ͬ��Ԥ��������Ӧ���¶Ȳ�ͬ�������¶ȶ���Ϊ�����Ŀɷ����¶ȣ���ΪTf����ʱ���������е�״̬��Ϊ�ɷ���״̬����ȻTfӦ�ڷ�ĩ���ʵ��۵�(�۵��¶���T0��ʾ)���ϣ���Tf��T0��
�� ѹ��ƽ���¶�(Tp)����Ԥ�����¶ȴﵽ�۵����Ϻ����¶�����TiH2Ѹ�ٷֽ⣬����ѹ�����ӡ�ijһ�¶�ʱ������ѹ������Χ����ѹ����ȣ����ߴﵽƽ�⣬�Ѵﵽ��һƽ��ʱ���¶ȳ�Ϊѹ��ƽ���¶ȣ���ΪTp����Ȼֻ����ƽ���¶����ϣ�����ѹ���Ż������Χ����ѹ���������ſ��ܷ��ݡ�Ԥ�����ǿ��Խ�ߣ�ƽ���¶�TpҲԽ��������������֪��Tp��T0��
Ԥ�����ڼ������¹����У��ⲿѹ��(pout)������Χĸ����ϵ�ǿ�Ȼ�ճ�ȡ�Һ�徲ѹ���������ѹ���Լ���������������ĸ���ѹ��[10]�����У�����ǿ���������¶ȵ�����Ѹ�ټ�С�����ݵĸ���ѹ�������ݵij���Ѹ�ټ�С��pout��TiH2�ֽ����������ѹ��pinner���¶ȱ仯��ʾ��ͼ����ͼ11��ʾ��
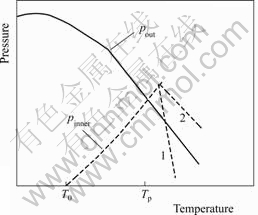
ͼ11 ���ݳ������������ѹ���������¶�T��Tp, Tf�� �仯
Fig.11 Schematic illustration of temperature dependence of pout and pinner: 1��Tp��Tf ; 2��Tp��Tf
�������¶�T��Tpʱ������ѹ��С����Χ����ѹ�����������ᷢ�ݻ��ѿ����������¶�T��Tpʱ������ѹ��������Χ����ѹ������ʱ���ܳ���������������Tp��Tf (��ͼ11����1)��Ԥ���廹δ�ﵽ�ɷ��ݵ�״̬����Ԥ����ᷢ������(��ͼ1��ͼ2(a)��ʾ�����)�����Tp��Tf (��ͼ11����2)��Ԥ�����Ѵﵽ�˿ɷ��ݵ�״̬����Ԥ�������ʵ�ַ��ݡ����������γɲ�����ʱ���䳤�����ʼ����pout��pinner�����ֵ��������������ʼ�մ��ڶ�̬ƽ��֮�С������ڳ�������У��ᷢ���ϲ����������ݳ�������ʱ��Խ���������¶�Խ�ߣ���������Խ���ء�����ʱ��������¶ȹ��ߣ���������������ݳ����������ݣ����ݽ��������ƺ������ķ����¶Ⱥ�ʱ�䣬����ʱ��ȴ�ɻ�úõķ���Ч����
�����������ݻ����ķ��������Խ�һ��˵�����ֲ�ͬԤ�����Ʊ���ʽ���������ķ�����Ϊ��
1) ��ѹ��
��ǰ��ʵ����ʾ����ѹ��������ļ��ּ����¶��¶�δ�ܷ��ݡ�������Ϊ�����ڷ�ĩ������������Ĥ�Ĵ��ڣ�Ԥ�����ڷ�ĩ�����Ի�����������Բû���������ε������������з����ԡ��������ּ���¯����Tp��С��Tf ���������¶ȣ�Tp������ѹ��������Χ����ѹ��ʱ������������������·������ѡ�����¯�µ�ʱ�����������ۻ�����ʹTiH2�и���ʱ��ֽ����ѹ����ѹ��ƽ���¶�TpԽ�ͣ������Ŀɱ�����Խ�����¯�µ����ߣ����������ٶȼӿ죬ƽ���¶�Tp��ߣ������߱���һ���ķ����ԡ�����¯��Ϊ725 ��ʱ�������Ͽ��ֳ��˼��Σ�¯��Ϊ750 ���800 ��ʱ������û�жϿ����dz������ѷ죬������ѷ��ݳ������ݽ�����
2) ��ѹ��
¯��Ϊ725 ��ʱ��û�з��ݣ������ѿ���¯��Ϊ750 ���800 ��ʱ�������ݳɹ�����3.1������������ѹʱ����ĩ����֮���Ͻ���ѹ�����ܣ����ֵط�����ԭ�ӵ�����ɢ���ã��γ�ұ���ϣ�Ԥ����ǿ����ߣ���������������Ĥ��Ȼ���ڡ����ԣ������Ŀɷ����¶�Tf����ѹ�����͡�¯�µ�ʱ(725����)�������ٶ�����Tp��С��Tf ���������¶ȣ�Tpʱ������ѹ����ʹ�����ѿ��������ݳ�������ʧ�ܣ���¯�����ߣ������ٶ����죬Tp������Tf���������¶ȣ�Tpʱ��������ѹ���������£�ʵ�ַ��ݣ�¯�½�һ����ߣ�TpԽ�ߣ�TiH2�ֽ�������ߣ�����ʱ����Լ��٣��ϲ����ݳ��Ļ���Ҳ���٣����Է���Ч�����ã���϶�ʸߡ�����Ҳ��Ϊ���ȡ���¯�¹��ߣ��������״ﵽ�ܸߵ��¶ȣ��������ݵ�Ѹ�ٺϲ��ݳ����������ݣ�ʹ����Ч���������ʧ�ܡ�
3) ��ѹ��
�ڸ���¯��ʱ���������ܷ��ݡ���3.1����������������Ϊ����������Ԥ����������֯���ܣ�����֮��Ϊұ���ϣ�ǿ�ȸߣ����Ժã��ҵ��ȿ졣�������������ױ����ۻ������������������͵����������ɷ����¶�Tf�ϵͣ���һ���棬��ǿ�ȽǶȷ�������ѹ��ƽ���¶Ƚϸߣ��ڼ��ּ��ȷ�ʽ��Tp������Tf�����Ը�������ʵ���˷��ݡ�����ͬ�������ٶ��£������ķ�����֯������ͬ�������ٶ�Խ�ߣ�TiH2�ֽ��γ����ݵ�����ҲԽ�죬���ݸ�Ϊ���ȡ�Բ������¯�¹��ߣ��������״ﵽ�ܸߵ��¶ȣ�ճ�ȹ�С�����������ݵ�Ѹ�ٺϲ��ݳ����������ݣ�ʹ����Ч���������ʧ�ܡ���һ�����ѹ���Ĺ������ơ�
4���ᡡ��
1) Ԥ����ļ��ȷ��ݹ�����TiH2�ֽ��Լ�ĸ�ĵ�ǿ�Ⱥ����Ե����ܱ仯��������õĽ�������ݹ����У�����ѹ��ƽ���¶�Tp�Ϳɷ����¶�Tf����Ӱ�����أ���������Դ�С�����ж������ķ��������
2) Ԥ�����Ʊ���ʽ��PCM����ĭ���ķ���Ч������Ϊ������Ӱ�졣��ѹ��ʱ�����ּ��ȷ�ʽ��Tp��С��Tf�������ܷ��ݣ���ѹ���ķ���Ч��������ٶȶ��죬¯��Ϊ725 ���£�Tp��Tfʱû�з��ݣ������ѿ���¯��Ϊ750 ���800 ��ʱ��Tp��Tf���������ݳɹ�����ѹ�� �ڸ���¯��ʱ��Tp������Tf���������ܷ��ݣ���ѹ��Ч����á�Ԥ�����Ʊ���ʽ�Է�����ΪӰ���ԭ��������������ķ�ĩ����֮������ʽ�IJ�ͬ�Լ�Ԥ�����ǿ�Ⱥ����ԵIJ��
3) �����ٶȶ���Ԥ����ķ�����ΪӰ��Ҳ�ܴ���Ԥ�����Ʊ���ʽ����á������ٶ�Խ�죬ѹ��ƽ���¶�TpԽ�ߣ�Խ����ʵ�ַ����ҷ���Ч����ã�������ʱ�������״ﵽ�ܸߵ��¶ȣ����������ݡ������ٶȵ�Ӱ��Ч����Ҫ����ΪTiH2�ֽ��ٶ���ʱ����¶��������Ӱ�죬�����ٶȿ�ʹ�ֽ�ʱ����Լ��٣��Ӷ�ʹѹ��ƽ���¶�Tp��ߡ�
REFERENCES
[1] Ashby M F, Evans A G, Fleck N A, Gibson L J, Hutchinson J W, Wadley H N G. Metal foams: A design guide[M]. Boston: Butter-Worth-Heinemann, 2000.
[2] Banhart J. Manufacture, characterization and application of cellular metals and metal foams[J]. Progress in Materials Science, 2001, 46: 559-632.
[3] Seeliger H W. Aluminum foam sandwich (AFS)��ready for market introduction[C]//Cellular Metals: Manufacture, Properties and Applications. Bremen: MIT-Verlag, 2003: 5-12.
[4] Baumister J, Lehmhus D. Commercially available products made of PM aluminum foams-status and products[C]//Cellular Metals: Manufacture, Properties and Applications. Bremen: MIT-Verlag, 2003: 13-18.
[5] Banhart J. Industrialization of aluminum foam technology[C]// Proceedings of the 9th International Conference on Aluminum Alloys. Austria: Brisbane, 2004: 764-770.
[6] Baumeister J, Banhart J, Weber M. Aluminum foams for transport industry[J]. Materials & Design, 1997, (18): 217-220.
[7] Schaffler P, Rajner W. Process stability in the serial production of aluminum foam panels and 3-dimensional parts[C]//Cellular Metals: Manufacture, Properties and Applications. Bremen: MIT-Verlag, 2003: 39-42.
[8] Arnold M, Korner C, Singer R F. PM aluminum foams: stabilizing mechanisms and optimization[C]//Cellular Metals: Manufacture, Properties and Applications. Bremen: MIT-Verlag, 2003: 71-76.
[9] Stanzick H, Banhart J. Process control in aluminium foam production using real-time X-ray radioscopy[J]. Advanced Engineering Materials, 2002, 4(10): 814.
[10] Duarte I, Weigand P, Banhart J. Foaming kinetics of aluminum alloys[C]//Metal Foams and Porous Metal Structure. Bremen: MIT Verlag, 1999: 97.
[11] Knnedy A R, Lopez V H, Asavavisithchai S. The effect of TiH2 oxidation on gas release and foaming in compacted Al��TiH2 powder precursors[C]//Cellular Metals: Manufacture, Properties and Applications. Bremen: MIT-Verlag, 2003: 95-100.
[12] ������, ��ϣȪ, ���. �������ͷ��ݼ��Ʊ���ĭ��[J]. �й���ɫ����ѧ��, 2006, 16(11): 1983-1986.
ZHOU Xiang-yang, LIU Xi-quan, LI Jie. Preparation of aluminum foam using novel foaming agent[J]. The Chinese Journal of Nonferrous Metals, 2006, 16(11): 1983-1986.
[13] �� ��, ��¼��. ���巢�ݷ���ĭ���Ʊ����ռ����ܵ��о�[J]. �����豸�о�, 2002, 41(1): 16.
WANG Fang, WANG Lu-cai. Research on the producing methods and properties of aluminum foams made by powder metallurgy[J]. Research and Studies on Foundry Equipment, 2002, 41(1): 16
[14] κ ��, �� ��, Ҧ�㴺. ��ĩұ���Ʊ���ĭ�����Ϸ��ݹ����п���̬���ݱ�[J]. ����, 2004, 53(6): 459-462.
WEI Li, TANG Ji, YAO Guang-chun. Evolution of morphology the aluminum foam in the foaming process by the powder metallurgy method[J]. Foundry, 2004, 53(6): 459-462.
[15] �ߺ���, ��ʿ��, ���岨, ��˳��, �ï. ��������������TiH2������Ϊ��Ӱ��[J]. �й���ɫ����ѧ��, 2005, 15(3): 363-368.
GAO Hong-wu, LIU Shi-kui, ZHAO Yan-bo, LIU Shun-hua, LI Chang-mao. Effect of heat oxidation treatment on gas release behavior of TiH2[J]. The Chinese Journal of Nonferrous Metals, 2005, 15(3): 363-368.
[16] ���¸�, �� ��, ������, �ε�ƺ. ��ĩұ����ʱ��ĭ���ṹ���ݱ�����֯���ݱ�[J]. �й���ɫ����ѧ��, 2004, 14(7): 1106-1112.
ZHU Yong-gang, CHEN Feng, LIANG Xiao-jun, HE De-ping. Evolution of pore morphology and cell wall microstructure of aluminum foam during powder metallurgical foaming[J]. The Chinese Journal of Nonferrous Metals, 2004, 14(7): 1106-1112.
[17] ������ɫ���������о���. ��ĩұ���ײ���[M]. ����: ұ��ҵ������, 1978.
Baoji Research Institute of Nonferrous Metal Materials. Powder metallurgy porous materials[M]. Beijing: Metallurgical Industry Press, 1978.
[18] ������, �ݱ���, ������. ������ͷ������[J]. �������ܲ���, 1998, 5(3): 24-26.
HUANG Li-jun, YU Bing-xi, GAO Shu-jun. Kinetics of hydrogen absorption and desorption by titanium[J]. Metal Functional Materials, 1998, 5(3): 24-26.
[19] Akiyama M. The property and application of aluminum foams[J]. Hitatsu Shipbuilding News, 1988(4): 1245-1246. (in Japanese)
[20] Sawata Y K, Kimake S O. Foaming property of aluminum foam made by powder metallurgy[J]. Powder and Powder Metallurgy, 1997, 44(4): 323-328. (in Japanese)
(�༭��������)
������Ŀ��ɽ��ʡ��ѧ�����Ա�Ƽ�����(200540)
�ո����ڣ�2006-07-20�������ڣ�2007-06-28
ͨѶ���ߣ���¼�ţ����ڣ��绰��0351-6999221; E-mail: zsby2@yahoo.com.cn; porous2005��sina.com.cn
