
DOI��10.19476/j.ysxb.1004.0609.2018.04.09
AZ31/AA5083˫����Ͳ�μ���ѹ����-������Ϲ���
�� �գ��ú죬л�ʴϣ��� �Σ����ľ�
(��������ҵ��ѧ(����) ���Ͽ�ѧ�빤��ѧԺ������ 264209)
ժ Ҫ��
ͨ����ѹ����ʵ���о�AZ31/AA5083˫����Ͳ�μ���ѹ����-������Ϲ��յĻ������ι��ɡ����������˫����Ͳ�μ������˳����¶�Ϊ450 �����ң�˫����Ͳ�μ������ֽ���������ϵ����ͬ��������ͬ����Ͳ���γɹ�ӯ��ϣ�Ͳ�����Ӵ�Ӧ��ȡ����˫�����������IJ��죬�����Ͳ�����Ӵ�Ӧ��Ϊ2.96 MPa���Ӵ�Ӧ������ᵼ�µײ�ʧ����ͬʱ������Ͳ����ʧ�ȷ������оݡ����ͳ����¶ȡ�����Ͳ��Բ�ǰ뾶�ͱ�ѹ��ȴ���ܹ���ֹ�ڲ�ͲͲ��ʧ�ȣ������Ͳ�μ��ں��ȣ��ײ�Բ�Ǵ������ʴﵽ80%�����������ѣ�����·���Աں�ֲ�����û��Ӱ�졣
�ؼ��ʣ�
˫����Ͳ�μ�����ѹ�������������������Ӵ�Ӧ����
���±�ţ�1004-0609(2018)-04-0712-07���� ��ͼ����ţ�TG306��TG146.2���� ���ױ�־�룺A
�������ǽ�����ʶ��������ʶ����ǿ������þ�Ͻ�����ʸ�ǿ�������ܵ������ĸ߶����ӣ���Ϊʵ���������������ܺĺͼ�����Ⱦ����Ҫ���ϡ�����þ�Ͻ�Ӧ�õĽ����Ժ㷺�ԣ�ʹ̽����/þ�ϽϽṹ�ij������Ϸ�����Ϊ��Ҫ���⡣
Ŀǰ��þ/���Ͻϲ��ϻϽṹ������������Ҫ�����ơ���ɢ���Ӻͱ�ը���ӡ�����ͼ�ѹ�ȷ��������ƿ��Է����������ߴ�Ľ��ǿ�Ƚϸߵĸ��ϰ壬�������������С�ĸ��ϰ�[1]�����ӻ�õĺ��ӽ�ͷ�������ã���þ/�����ֺϽ����γɽ����仯������������ƣ�����Ӱ�칹��������[2]�����յ�[3]�о����������þ/���ϽϽṹ�ļ��������䲻�ܳ�����״���ӵĿ��ļ���Ҳδ�������ֺϽ�֮��Ľ��������س��ҵ�[4-5]�о�5052/AZ31/5052þ�����ϰ���170��230��ʱ�ij��μ������ߣ������������������Ѵ��ĶϿ���ò�����ι��̽�����ɢ��Ϊ���������˲�ͬ���������µ����������飬�о��˳����¶ȡ�ģ�¶ȡ������ٶȺͰ�ģԲ�ǰ뾶���ϳ������ܵ�Ӱ�졣��������[6]����ABAQUS����Ԫ������ A356/AZ91D ˫�������Ϲ��ڰ��̬�����ϼ�ѹ�����½�����ֵģ���о����õ��������ڲ�ͬ�����¶��µ��¶ȳ���Ӧ����Ӧ��ֲ���ASGARI��[7]���÷ǵ�ͨ������ѹ�����ڲ�ͬ�¶����Ƶ�AZ80/Al ���ϰ��ģ��������о������Ͻ����������������ǿ�ȣ�����ѹ�������ײ������ˡ���ڵ�ȱ�ݡ�þ/�����Ͻṹ���ڼӹ����������ƣ�ĿǰӦ�û����٣�������Ҫ�����µij��η�����
��������ѹ�����ѹ㷺Ӧ����þ�Ͻ�ͭ�Ͻ����Ͻ��ѺϽ���ºϽ�Ȱ�Ǽ��ij�����[8-9]�������������AZ31/AA5083˫��������Ͳ�μ���ѹ����-������Ϲ��ս���̽�����о�þ/��˫������ͬ����ѹ���α��ι��ɡ�
1 ʵ��
1.1 ʵ��ԭ��
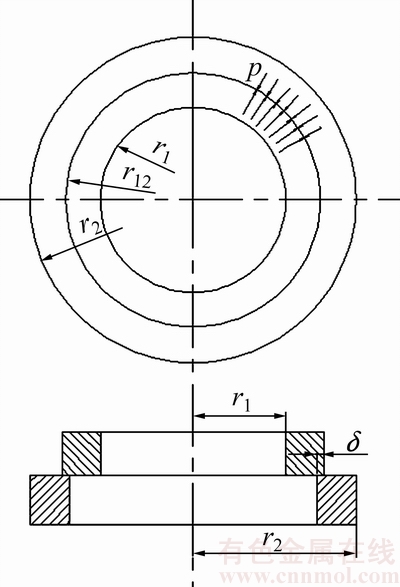
����þ/���Ͻ�ij�������ѹ���ε��¶�����˴��ص���������ϵ���IJ��죬���Ⱥ�ͨ����������ѹ���η�ʽ����Ͳ�μ�����ȴ����þ�����Ͻ����������ͬ���ṩ˫��Ͳ��IJ���Ӵ�ѹ����ʵ��þ/��˫�������Ͻṹ�Ľ�ϡ�˫����Ͳ�μ����ͳ���-�������ԭ����ͼ1��ʾ��
ʵ����̣�þ�Ͻ�������ϵ��Լ2.4��10-5~ 2.8��10-5 ��-1�����Ͻ�������ϵ��Լ2.1��10-5~ 2.4��10-5 ��-1����þӦλ����㣬��λ���ڲ㣬��˫������þ�������������Ϲ�ͬ���밼ģ�ͽ�����֮�䣬Ȼ��ĺ�ģ�߷�����µ���¯�У����ȵ������¶ȸ�����Һѹ�������ܷ�ģ�ߣ������ȵ������¶Ⱥ���10 min���������ѹ������ģ��װ����ͨ�������Ϊ�����ṩ�ȶ�ѹ����ʹ˫�����������趨�¶Ⱥ���ѹ��ͬʱ���Ρ����ν�����ȥ����ѹ��ȡ�����κ��Ͳ�μ������к���������

ͼ1 ˫����Ͳ�μ���ѹ����ʾ��ͼ
Fig. 1 Schematic diagrams of gas blow forming of bimetallic cylinder
1.2 ʵ����Ϻ�ģ��
ѡ�ð��Ϊ1.0 mm��AA5083�������Ͻ��ļ����Ϊ1.5 mm��AZ31����þ�Ͻ�����Ϊʵ����ϣ�����AA5083��ľ����ߴ�Ϊ12 ��m��AZ31��ľ����ߴ�Ϊ8 ��m��
���ε�Ͳ�μ�ֱ��80 mm���߶�24 mm���������Բ�ǰ뾶4 mm��
ʵ��ǰ������и��140 mm��140 mm��С��ƽ�壬Ϊ���ڷ���Բ�μ���װ���ڣ���ȥ�Ľǡ��ڲ�ͬ�����¶ȡ�����·���½���˫����Ͳ�μ���ѹ����ʵ�飬ȷ�����˳����¶ȣ�����AZ31/AA5083˫����Ͳ�μ���ѹ����-������Ϲ��ճ��ι��ɡ�
2 ��������
2.1 �����¶�ȷ��
AZ31þ�Ͻ�һ�㳬���Գ����¶�Ϊ350~400 ��[10]��AA5083���Ͻ�һ�㳬���Գ����¶�Ϊ450~525 ��[11]����400~525 ���ڣ����¶ȵ����ߣ�AA5083��ĵij�������ߣ���AZ31��ĵij����Բ��ǽ��ͣ�����[12-13]�еĽ����������10-3 s-1��Ӧ�������£������¶����ߣ��쳤��������10-4~10-5 s-1��Ӧ�������£������¶����ߣ��쳤�ʼ�С������[14]�еĽ����������420~460 ����¶����䣬10-3 s-1��Ӧ�������£������¶����ߣ�AZ31��������֮��ߣ���ˣ���400 �����ϵ��¶ȷ�Χ�ڣ�AZ31þ�Ͻ��AA5083���Ͻ��ͬ����ѹ���Σ������¶�Խ�ߣ��ۺϳ�������Խ�ã����ӽ��ܺ������ʵĽǶȿ��ǣ������±�ȷ�����˳����¶ȣ�˫����Ͳ�μ�����ȱ�ݣ�Ͳ��Բ�ǰ뾶С��
��400~500 ���¶�������25 �������в�ͬ�����¶ȵ�˫����Ͳ�μ���������ѹ����ʵ�飬���ط�ʽΪ����ʼѹ��1.6 MPa��ÿ600 s����0.4 MPa�������ѹ��4.4 MPa���������ѹ���±�ѹ8100 s���ڴ˳��β����£����ι���Ӧ�����ʴֽ���10-3 s-1��10-4 s-1�ķ�Χ�ڣ�˫����Ͳ�μ�����Ƭ��ͼ2��ʾ��Ͳ��Բ�ǰ뾶��С��ͼ3��ʾ����������Ƭ��ͼ4��ʾ��
ͼ2��3��������400~500 ���¶������ڣ������¶ȵ����ߣ����μ�����������������Ͳ��Բ�ǰ뾶��С��475 �����Բ�ǰ뾶ԼΪ1 mm�������¶����ߵ�500 �棬����Բ�ǰ뾶�����ϱ��ֲ��䣬˵����һ������¶ȣ�������ʹ����Բ�ǰ뾶���Լ�С����ͼ4���Կ�������450 �漰���½��г�������ѹ����ʱ��˫��Ͳ����ܽ�ϣ��������������ã�����ɢ��������475 �漰���ϳ���ʱ���ڲ�ͲͲ����ȴ�������������ĽӴ�ѹ������������ʧ�ȣ�����Ͳ�������϶���ײ����������ϣ���ͼ4(b)��ʾ�����������������ͼ��ط�ʽ�£����δ��������ʧ�����AZ31/AA5083˫����Ͳ�μ����ٽ��¶Ƚ���450~475 ��䡣
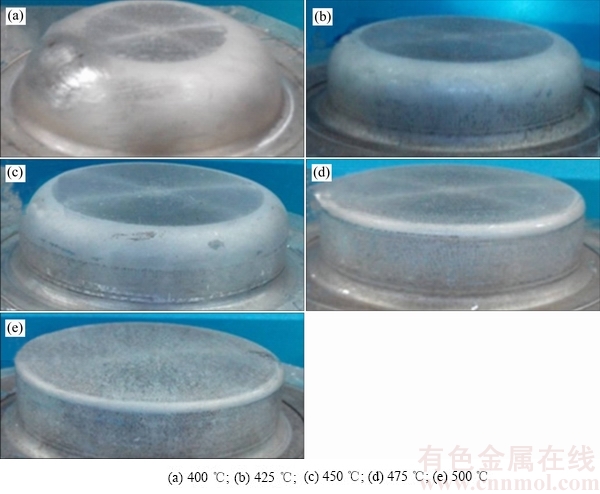
ͼ2 ��ͬ�����¶��³��ε�Ͳ�μ�
Fig. 2 Photographs of cylinders at different forming temperatures
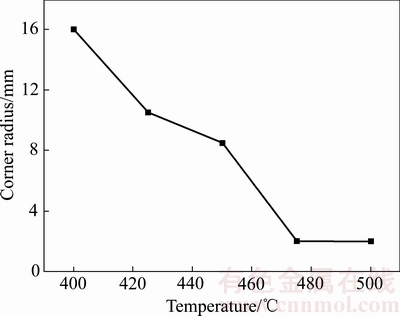
ͼ3 ��ͬ�¶���Ͳ�μ�Ͳ��Բ�ǰ뾶
Fig. 3 Bottom corner radius of as-formed cylinders at different forming temperatures

ͼ4 ��ͬ�¶��³���Ͳ�μ���������
Fig. 4 Vertical section of as-formed cylinders at different temperatures
��þ/����Ͻ��洦ĥ�Ⲣ�ÿ�ζ�ᴦ�������ý��������Ŵ�100���Գ��εĸ��Ϲܽ�Ͻ�����й۲⣬��ͼ����ͼ5��ʾ����ͼ5���Կ����������Ϸdz����ܣ���ұ��������
����������AZ31/AA5083˫����Ͳ�μ������˳����¶�Ϊ450 ��, �ڸ��¶��³��Σ�����˫����Ͳ�μ�Բ�ǰ뾶��С���ҽ�Ͻ��ܣ���������ȱ�ݡ�
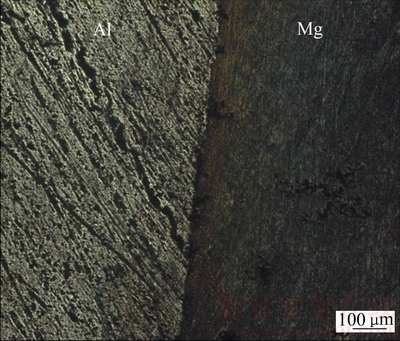
ͼ5 Mg/Al�����ѧ����
Fig. 5 Microscopic image of Mg/Al interface
2.2 ˫����Ͳ�μ��ں�ֲ�����
2.2.1 �ں�ֲ�����
ȡ�����¶�Ϊ450 �棬���ط�ʽ����ʼѹ��Ϊ1.6 MPa��ÿ600 s����0.4 MPa���ﵽ���ѹ��4.4 MPa������ѹ8100 s��Ͳ�μ����������α꿨�߲����ںں�ֲ���ͼ6��ʾ��
˫����Ͳ�μ��ܱں�ֲ��������ڲ�����Ͳ�μ��ֲ����ɼ���һ�£��ں�ֲ������ȣ����Ų���λ�þ����ľ�������ӣ��ں���С�������ײ�Բ�Ǵ���ȱ䱡�����أ��ں���С���ز�ڷ�����Ͳ���������ں������ӡ�
ԭ�������������ν��ں������������ģ������ģ������Ħ��Լ����������������ֻ��δ��ģ���ּ������μ��������������ģ��Բ�Dz��ֿ����ײ�ֱ�߶εIJ�����������ʴﵽ80%���ң����±ں�ֲ������ȡ�
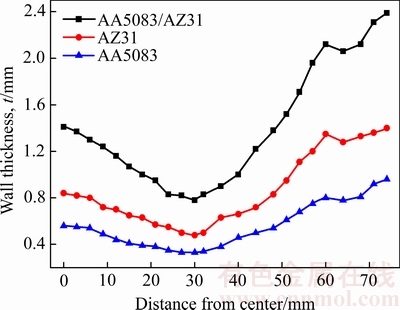
ͼ6 ˫����Ͳ�μ��ں�ֲ�
Fig. 6 Wall thickness distribution of bimetal cylinder
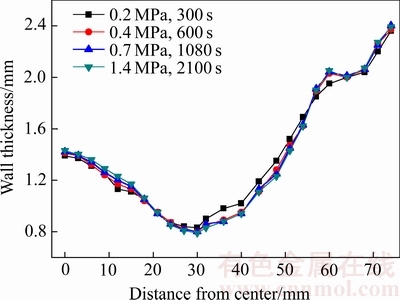
2.2.2 ����·���Աں�ֲ���Ӱ��
���ó�ʼѹ��1.6 MPa�����ѹ��4.4 MPa����ͬ����·�������������飬���μ��ں�ֲ���ͼ7��ʾ��ͼ7��0.2 MPa/300 s��ʾÿ300 s����0.2 MPa�������������ơ���ͼ7���Կ�����4�ּ���·���£��ں�ֲ��������غϣ�������ʼѹ�������ѹ��һ��ʱ����ν��ݼ��ط�ʽ�����μ��ıں�ֲ�û������Ӱ�졣���������Ϊ��4�ּ���·����ƽ���������ʼ���һ�µ�Ե�ʡ�
2.3 Ͳ�����Ӵ�ѹ�����ۼ���
þ/��˫����Ͳ�μ������þ�ܺ��ڲ������ڳ��κ���ȴʱ���������IJ�ͬ���ɽ�˫����Ͳ�μ���Ϊ������ӯ��ϵ�ԲͲ����ͼ8��ʾ���ɽ�����Ϊ������������Ӵ�Ӧ���Ĵ�Сȡ������Ͳ����Ͳ����ȴ�������γɵĹ�ӯ��������ɱ���Э����������÷��ʽ���Ƶ�����ӯ������Ͳ�����Ӵ�ѹ��p�Ľ�������[15]��
ͼ7 ��ͬ����·����˫����Ͳ�μ��ں�ֲ�
Fig. 7 Wall thickness distribution of bimetal cylinder under different loading paths
������÷��ʽ���ڲ�Ͳ��ѹ��p�������£�Ӧ������( ��
�� )��λ�Ʒ���(u1)�ֱ�Ϊ
)��λ�Ʒ���(u1)�ֱ�Ϊ
 (1)
(1)
 (2)
(2)
ʽ�У�r1Ϊ�ڲ�Ͳ�ڰ뾶��mm��r12Ϊ�����Ͳ����뾶��mm��E1Ϊ�ڲ�Ͳ�ĵ���ģ����GPa����1Ϊ�ڲ�Ͳ�IJ��ɱȡ�
ͼ8 ˫����Ͳ����Ӵ�Ӧ��
Fig. 8 Residual contact stress of bimetal cylinder
���Ͳ��ѹ��p�������£�Ӧ������( ��
�� )��λ�Ʒ���(u2)�ֱ�Ϊ
)��λ�Ʒ���(u2)�ֱ�Ϊ
 (3)
(3)
 (4)
(4)
ʽ�У�r2Ϊ������뾶��mm��E2Ϊ���ܵĵ���ģ����GPa����2Ϊ���ܲĵIJ��ɱȡ�
��ӯ����Ϊ�ڡ����ܲ�λ��֮�ͣ�
 (5)
(5)
��ʽ(2)��(4)����ʽ(5)���õ���ӯ���������Ӵ�Ӧ��p֮��Ĺ�ϵʽΪ
 (6)
(6)
��ӯ�����ɲ��ϵ��������ɼ���õ�������������ϵ�����¶����߶����ʲ��������������¶ȼ��ƽ��������ϵ������н�����AZ31þ�Ͻ��������ϵ��ȡ2.78��10-5 ��-1��AA5083���Ͻ��������ϵ��ȡ2.25��10-5 ��-1��
r2ΪͲ�μ��⾶��r1ΪͲ�μ��ھ���r12Ϊ����Ͳ����뾶��ȡ�����ײ��սǴ���ֱ�߶εijߴ磬r1=40 mm��r12=39.6 mm��r2=39 mm��AZ31þ�Ͻ���ģ��E2=44.8 GPa�����ɱȦ�2=0.35��AA5083���Ͻ�E1=70.3 GPa����1=0.33����ֵ����������ϵ���Ķ��������Ϊ0.0399 mm���¶ȸı�����t=430 �棬��������ֵ����ʽ(6)������ɵ�AZ31/AA5083Ͳ�μ�Ͳ�����Ӵ�Ӧ��p=2.96 MPa��
2.4 �ڲ�Ͳ����ʧ�ȷ���
ѡȡ475 ����˫����Ͳ�μ��������ڲ�Ͳ����ʧ��Ӱ�����ء����ڲ�Ͳ���������ܱ߾�����ѹ��Բ�����������ͼ9��ʾ��PΪͲ�μ��ڲ�������ܱ߾��ȽӴ�Ӧ����
��������[16]����������̶��ߵı߽�������Ͳ�μ��ڲ�Ͳ����ʧ������ٽ����Ӵ�Ӧ�� Ϊ
Ϊ
 (9)
(9)
ʽ�У�EΪ�ڲ�Ͳ���ϵ���ģ����MPa��tΪͲ�μ��ڲ�Ͳ��ȣ�mm����Ϊ�ڲ�Ͳ���ϲ��ɱȣ�ȡ0.33��RΪ�ڲ�ͲͲ�װ뾶��mm��

ͼ9 �ڲ�Ͳ�μ�Ͳ������ͼ
Fig. 9 Free body diagram for bottom of inner cylinder
�����ĵ���ģ��72 GPa�Ͳ��ɱ�0.33���ڲ�ͲͲ�װ뾶38 mm(��ȥԲ�ǰ뾶����)��Ͳ���0.28 mm(���������)����ʽ(9)������õ�=5.37 MPa������ǰ�����õ���Ͳ�����Ӵ�ѹ��2.96 MPa�������ϲ�Ӧ�ò��������������ǵ����þͲͲ���м�����߱���Ͳ�����ĺ��Լ0.8 mm���������Բ�Ǵ����ֻ��Լ0.5 mm���������������þͲͲ��֮�ϵ��ڲ���ͲͲ�׳��ֳ����Ʊ���Ƕ�����ƽֱ��Բƽ����״��ʹ֮������������ı߽�ѹӦ����С�ܶ࣬����ʽ(9)��Ӧ�ó���һ��ϵ��K(��Ϊ�ڲ�Ͳ����״����ϵ��)����ȡֵԼΪ0.6��
���ԣ�����������ṩ���������ڲ�ͲͲ���ϵ�Ͳ��Ӵ�ѹ��P���ڻ����ʱ���ڲ�ͲͲ����ʧ����Ҳ����˵��Ҫ��ֹ�ڲ�ͲͲ����PӦ��С������Ͳ�μ��ߴ�Ͳ���һ��ʱ���ɲ�ȡ��ѹ��ȴ�ķ�ʽ������Ͳ�����Ӵ�ѹ����
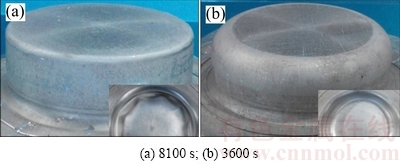
��475 �����κ�ֱ����жѹ���䷽ʽ�Լ���ѹ¯����350 ���жѹ����ķ�ʽ����Ͳ�μ�����ȴ���õ���˫����Ͳ�μ���ͼ10��ʾ��
ʵ����������ֱ��жѹ������ڲ�Ͳ�μ��ײ���Լ10 mm����ͼ9(a)��ʾ������ѹ¯����350 ���жѹ�����Ͳ�μ��ײ�ƽ�������������Ϻã���ͼ9(b)��ʾ��������Ϊ������ν������ж����ѹ����ȴ�������ڲ�ͲͲ����˫��ѹӦ�����ã�������ȴ�¶Ƚ��ͣ�Ͳ�μ�Ͳ�����Ӵ�Ӧ����������Ͳ������ѹӦ�������ﵽʧ���ٽ�Ӧ��ʱ���ڲ�ͲͲ���𣻶����ν���������ѹ��������б�ѹ��ȴ����ȴ�������ڲ�Ͳ�ױ���������ѹ��Ӧ��״̬���ڲ���ѹ����ֹͲ�μ�������ʹ���Ͳ��ڲ��������Ա��Σ���СͲ�����Ӵ�Ӧ����ֱ����ij���¶�����ѹ������ʹ��ڲ��������Ա���Ϊֹ����ˣ���ѹ��ȴ�൱��ʹ�����������¶Ƚ��ͣ����������С����������ȴ�����º�Ͳ��ĽӴ�Ӧ���Ͻ���ͬ�¶���ֱ��жѹ��ȴʱ�IJ���Ӵ�Ӧ��С��С���ٽ�ʧ��Ӧ���������������ڲ�Ͳ���𣬱�ѹ��ȴΪ������Ͳ�ײ���ʧ���ṩ��һ��;����
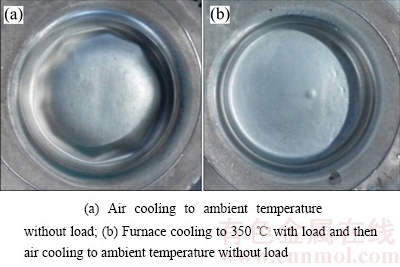
ͼ10 ��ͬ��ȴ��ʽ�����μ���Ƭ
Fig. 10 Photographs of as-formed cylinders at different cooling processes
Ͳ��Բ�ǰ뾶��Ͳ����Ӱ��ܴ���475 ������¶��£����������������䣬ֻ�Ǽ��ٱ�ѹʱ�䵽3600 s�������μ���Ƭ��ͼ11��ʾ����ͼ11���Կ��������ٱ�ѹʱ�䣬Ͳ��Բ�ǰ뾶����Ͳ�μ��ײ������������ã�δ���������Բ�ǵĴ��ڣ��൱�ڼ�С��ƽֱ��Ͳ�װ뾶������ʽ(9)��Ͳ�װ뾶ԽС���ٽ�ʧ��ѹ����Խ�����Բ�����ʧ����
ͼ11 ��ͬ����ʱ�������μ���Ƭ
Fig. 11 Photographs of as-formed cylinders at different forming time
����������Ӱ��˫����Ͳ�μ��ڲ�Ͳ��ʧ�����������Ҫ���������¶ȡ�Բ�ǰ뾶��Ͳ�μ�ֱ�����ڲ��ĺ���Լ��ڲ��IJ��ϳ����Ĵ�С�������¶�Խ�ߣ�˫����Ͳ�μ���ȴ��ʧ�ȵĹ����а��Ӵ�ѹ��Խ��˫����Ͳ�μ����ڲ�Ͳ��ʧ����Ҳ��������Ͳ������Խ���������ڲ�ͲͲ������Ӵ�ѹ��Խ��ʧ����ҲԽ������������Բ��Խ���൱��Ͳ����뾶ԽС�������������ٽ�Ӵ�ѹ��Խ����ʧ����Խ���ڷ�����Ͳ�μ�ֱ��Խ���ԽС���ڲ�ͲͲ����ʧ����������ٽ�Ӵ�ѹ��ԽС��ʧ����Խ�����������ϵĵ���ģ��Խ���ɱ�ԽС�������������ٽ�Ӵ�ѹ��Խ��ʧ����Խ�ѷ�����
3 ����
1) ����þ/���Ͻ�ij��������¶�����˴��ص���������ϵ���IJ��죬ͨ����ѹ����-������Ϲ��ճɹ��س��γ���ֱ��Ϊ80 mm���߶�Ϊ24 mm�Ľ�����õ�AZ31/AA5083˫����Ͳ�μ���AZ31/AA5083˫����Ͳ�μ������˳����¶�Ϊ450 �����ҡ�
2) þ/��˫����Ͳ�μ�����������ͬ���γɹ�ӯ��ϣ�������Ͳ�����Ӵ�Ӧ�����㹫ʽ��Ͳ�����Ӵ�Ӧ������ᵼ���ڲ�ͲͲ��ʧ���𣬽�˫����Ͳ�μ��ڲ�ͲͲ����Ϊ���ܱ߾�����ѹ��Բ��������ڲ�Ͳ������ʧ�ȵ��ٽ�Ӵ�ѹ�����㹫ʽ����Ԥ���ڲ�Ͳ���Ƿ����𣬲��ɲ��ý��ͳ����¶ȡ���ѹ��ȴ�ȴ�ʩ��ֹͲ����
3) �����Ͳ�μ��ں��ȣ��ײ�Բ�Ǵ�����������ʿɴﵽԼ80%�����������ѣ��ֽν���ʽ���ض�˫����Ͳ�μ��ں�ֲ�������Ӱ�졣
REFERENCES
[1] ZHANG X P, CASTAGNE S, YANG T H, GU C F, WANG J T. Entrance analysis of 7075 Al/Mg-Gd-Y-Zr/7075 Al laminated composite prepared by hot rolling and its mechanical properties[J]. Materials & Design, 2011, 32(3): 1152-1158.
[2] YAN Y B, ZHANG Z W, SHEN W, WANG J H, ZHANG L K, CHIN B A. Microstructure and properties of magnesium AZ31B-aluminum 7075 explosively welded composite plate[J]. Materials Science and Engineering A, 2010, 527(9): 2241-2245.
[3] �� ��, �� ��, ������, ��ƽƽ, ������. þ/���Ͻ�˫������������������[J]. �й���ɫ����ѧ��, 2014, 24(9): 2213-2219.
YANG Lin, FAN Qi, CAO Xiao-qing, XU Ping-ping, WANG Wen-xian. Deep drawability of Mg/Al bimetal laminated sheet[J]. The Chinese Journal of Nonferrous Metals, 2014, 24(9): 2213-2219.
[4] �� ��, �س���, �ഺ��, �� ��, �� ΰ. þ����ϰ�����������ܵ������о�[J]. ��ѹ����, 2015, 40(4): 24-27.
ZHAO Ling, CHI Cheng-zhong, YU Chun-yan, LIN Peng, LIANG Wei. Experimental study on drawing formability of magnesium aluminum laminates[J]. Forging & Stamping Technology, 2015, 40(4): 24-27.
[5] ������, �س���, �� ��, �Ƴ�٩, �� ΰ. 5052/AZ31/5052þ�����ϰ���μ���������ɢ��Ϊ[J]. ϡ�н��������빤��, 2016, 45(8): 2086-2091.
MA Yan-yan, CHI Cheng-zhong, LIN Peng, YAN Chen-kan, LIANG Wei. Forming limit and interface diffusion behavior of 5052/AZ31/5052 tri-layer clad sheet[J]. RareMetalMaterials andEngineering, 2016, 45(8): 2086-2091.
[6] WANG Kai-kun, SUN Jian-lin, MENG Hai-feng, DU Yan-mei, WANG Xi. Numerical simulation on thixo-co-extrusion of double-layer tube with A356/AZ91D[J]. Transactions of Nonferrous Metals Society of China, 2010, 20(S3): s921-s925.
[7] ASGARI M, FERESHTEH-SANIEE F. Production of AZ80/Al composite rods employing non-equal channel lateral extrusion[J]. Transactions ofNonferrousMetals Society of China, 2016, 26(5): 1276-1283.
[8] MITUKIEWICZ G, ANANTHESHWARA K, ZHOU G, MISHRA R K, JAIN M K. A new method of determining forming limit diagram for sheet materials by gas blow forming[J]. Journal of Materials Processing Technology,2014, 214(12): 2960-2970.
[9] �� ��, ���ϼ, �� ��. ������������¹�ҵ̬AZ31 þ�Ͻ��ĵ����ͳ���[J]. �й���ɫ����ѧ��, 2015, 25(3): 553-558.
LI Chao, LI Cai-xia, ZHAO Shan. Gas blow forming of commercial AZ31 magnesium assisted by pulse current[J]. The Chinese Journal of Nonferrous Metals, 2015, 25(3): 553-558.
[10] JEONG H G, JEONG Y G, KIM W J. Microstructure and superplasticity of AZ31 sheet fabricated by differential speed rolling[J]. Journal of Alloys and Compounds, 2009, 483(1): 279-282.
[11] YOGESHA B, DIVYA H V, BHATTACHARYA S S. Superplasticityandsuperplastictensile behavior ofAA5083[J]. Advanced Materials Research,2014, 902: 24-28.
[12] ����ƽ, ������, ������, �����, ����Ƽ, ���Ľ�. ��ҵ̬AZ31þ�Ͻ�ij����Ա�����Ϊ[J]. �й���ɫ����ѧ��, 2002, 12(4): 797-800.
LIU Man-ping, MA Chun-jiang, WANG Qu-dong, WU Guo-hua, ZHU Yan-ping, DING Wen-jiang. Superplastic deformation behavior of commercial magnesium alloy AZ31[J]. The Chinese Journal of Nonferrous Metals, 2002, 12(4): 797-800.
[13] ������, Ф����, ������, ����ѧ, �� ��. AZ31Bþ�Ͻ�����������Ӧ���о�[J]. ���Թ���ѧ��, 2009, 16(1): 167-172.
ZHANG Qing-lai, XIAO Fu-gui, GUO Hai-ling, HU Yong-xue, GAO Lin. Study on flow stress of AZ31B magnesium alloy at elevated temperature[J]. Journal of Plasticity Engineering, 2009, 16(1): 167-172.
[14] ��˼��. AZ31/7475˫�������Ϲ���ѹ����-������Ϲ����о�[D]. ������: ��������ҵ��ѧ, 2016.
LI Si-yi. Research on gas blow forming-cooling contraction bonding process of AZ31/7475 bimetal composite tubes[D]. Harbin: Harbin Institute of Technology, 2016.
[15] �� ��, �����, �� ��. ��ӯ��ϲ����ĽӴ�ѹ���Ͱγ�������[J]. ��е���������, 2010, 10: 7-9.
CAI Fan, LI Chu-ye, MA Yan. Contact pressure and pull-out force reflect on the interference fit[J]. Machinery Design and Manufacture, 2010, 10: 7-9.
[16] CHONAN S. Vibration and stability of annular plates under conservative and non-conservative loads[J]. Journal of Sound and Vibration, 1982, 80(3): 413-420.
Gas blow forming-cooling contraction bonding process of AZ31/AA5083 bimetallic cylinder
WANG Gang, KONG De-hong, XIE Yun-cong, CHENG Tao, WANG Wen-juan
(School of Materials Science and Engineering, Harbin Institute of Technology at Weihai, Weihai 264209, China)
Abstract: The forming behavior of gas blow forming-cooling contraction bonding of AZ31/AA5083 bimetal cylinder was researched by gas blow forming tests. The experimental results show that the optimum temperature is about 450 ��. The residual contact stress between bimetallic cylindrical components results from interference fit and is about 2.96 MPa. The excessive contact stress can lead to instability at the bottom of inner cylindrical component and the corresponding instability criterion is proposed. Decreasing forming temperature, increasing the round corner radius of bottom and cooling with the gas pressure can avoid the instability. The wall thickness distribution of internal and external cylinders is non-uniform and the thickness thinning rate of corners on the bottom reaches up to 80% and thus this location is the most vulnerable to rupture. With the same initial pressure and the maximum pressure, the loading path has no effect on the wall thickness distribution.
Key words: bimetal cylinder; gas blow gagforming; cooling contraction bonding; residual contact stress
Foundation item: Projects(HIT. NSRIF. 201013) supported by the Innovation Foundation for Scientific Research of HIT, China
Received date: 2017-02-16; Accepted date: 2017-05-23
Corresponding author: WANG Gang; Tel: +86-631-5687324; E-mail: wg@hitwh.edu.cn
(�༭ ����)
������Ŀ����������ҵ��ѧ���д��»�������(HIT. NSRIF. 201013)
�ո����ڣ�2017-02-16�������ڣ�2017-05-23
ͨ�����ߣ��� �գ������ڣ���ʿ���绰��0631-5687324��E-mail: wg@hitwh.edu.cn
ժ Ҫ��ͨ����ѹ����ʵ���о�AZ31/AA5083˫����Ͳ�μ���ѹ����-������Ϲ��յĻ������ι��ɡ����������˫����Ͳ�μ������˳����¶�Ϊ450 �����ң�˫����Ͳ�μ������ֽ���������ϵ����ͬ��������ͬ����Ͳ���γɹ�ӯ��ϣ�Ͳ�����Ӵ�Ӧ��ȡ����˫�����������IJ��죬�����Ͳ�����Ӵ�Ӧ��Ϊ2.96 MPa���Ӵ�Ӧ������ᵼ�µײ�ʧ����ͬʱ������Ͳ����ʧ�ȷ������оݡ����ͳ����¶ȡ�����Ͳ��Բ�ǰ뾶�ͱ�ѹ��ȴ���ܹ���ֹ�ڲ�ͲͲ��ʧ�ȣ������Ͳ�μ��ں��ȣ��ײ�Բ�Ǵ������ʴﵽ80%�����������ѣ�����·���Աں�ֲ�����û��Ӱ�졣
[4] �� ��, �س���, �ഺ��, �� ��, �� ΰ. þ����ϰ�����������ܵ������о�[J]. ��ѹ����, 2015, 40(4): 24-27.
[9] �� ��, ���ϼ, �� ��. ������������¹�ҵ̬AZ31 þ�Ͻ��ĵ����ͳ���[J]. �й���ɫ����ѧ��, 2015, 25(3): 553-558.
[14] ��˼��. AZ31/7475˫�������Ϲ���ѹ����-������Ϲ����о�[D]. ������: ��������ҵ��ѧ, 2016.
[15] �� ��, �����, �� ��. ��ӯ��ϲ����ĽӴ�ѹ���Ͱγ�������[J]. ��е���������, 2010, 10: 7-9.
