
���±�ţ�1004-0609(2016)-10-2065-06
1561���Ͻ�˫��˫��TIG���ӽ�ͷ����֯����ѧ����
�Ƶ¿�1, 2�����˷�1���� ��2����ǿ2��������2����־��3
(1. ���������̴�ѧ ��������ѧԺ�������� 150003��
2. �д������ij崬������˾������ 510715��
3. �ӱ��Ƽ���ѧ ���Ͽ�ѧ�빤��ѧԺ��ʯ��ׯ 050018)
ժ Ҫ��
����˫��˫����λTIG��˿�����ն�1561��þ���Ͻ���к��ӣ����Խ�ͷ������֯����ѧ���ܽ��з������������������������������ȱ�ݣ�1561���Ͻ�˫��˫����λ������������š��ˡ����δ־������־���������·���ϸ������ͬʱ���ڲ����ۻ��������˷�Χ��խ�Ĵ־����������溸������Ӳ�Ⱦ�����ĸ�ĵģ�����Ӱ������û�б��ֳ����Ե����������ӽ�ͷ�Ŀ���ǿ�ȴﵽ��ĸ�ĵ�90%���ϣ���ѧ�������ã���ͷ�־����Ĵ�����˫��˫����λTIG�����¶ȳ����۳������йء�
�ؼ��ʣ�
���ӽ�ͷ��˫��˫����λ��������֯�Ǿ�������ά��Ӳ����
��ͼ����ţ�TG444���� ���ױ�־�룺A
��þ�Ͻ�����ܶ�С����ǿ�ȴ��ͺ�ˮ��ʴ�Ժá����ԡ��������ܺõ��ŵ㡣������������Ͽ�����Ч�ؼ��ᴬ��������������ȶ��Ժͺ��٣���ǿ��ͧ�ļ���ս�����ܡ����ڸ��ٻ���ͧ��ˮ��ͧ����½ͧ��Сˮ�洬��һЩ������;����ѡ����þ�Ͻ���Ϊ���ˡ�����1561���Ͻ������ǿ�ȸߡ���ʴ�Ժõ��ŵ㣬��Ӧ�����������Ͻ���[1]��
˫��˫�����Ӿ���Ч�ʸߡ���������������������Ӧ���ͱ���С���ŵ㣬�������ܵ��߶ȹ�ע[2-4]���ڴ���������չ��Ӧ��[5]�������ѧ����Ҫ�о���˫��˫��TIG���Ĺ����ԡ��������ѧ���ܣ����Ͻ����֯������Ҫ�����ڻ�����ڶ��������ϣ����������Ͻ�˫��˫��TIG����ľ��������о�����[6-9]��WECKMAN��[10]�о��˵�������TIG���ַ�����ƽ-��˫�溸�ӵĺ�����֯��������ˣ����������������1561��ǿ��þ�Ͻ�˫��˫��TIGͬ����λ�������ӹ��ս����о����ص��о�������ͷ��ͬ�������֯�ֲ��ص����Ӳ�ȷֲ������о���ָ�����ʴ���˫��˫��TIG��˿�������վ�����Ҫ���塣
1 ʵ��
�úϽ�þ�����ߣ�������Al2O3��MgO����Ĥ��MgO����Խ�ߣ��γɵ�����ĤԽ�����ܣ�����������ˮ�ֶ���ʹ���ײ������ʺ�ǰ�����弰��˿(ָδ������������)�����ϵ����ۡ�����Ĥ�Ƚ��л�ѧ���������������ײ�������ĸ�ĵ��¿ڲ�λ��Ϊ����ߺ�����������ֹ���ס����ӵ�ȱ�ݲ�������ǰ���¿ڼ�����50 mm��Χ���ñ�ͪ��Һ���в��ã���֤û�в������ۡ�����˫��˫��ͬ��TIG��˿�����գ���ͼ1��ʾ����������������һ��TIG��ǹ��������ͬʱ����ʩ����ͬʱ��˿��ĸ�Ĺ��Ϊ400 mm��150 mm��4 mm�����壬���û�е��ʽ��˫V���¿ڣ��¿ڽǶ�Ϊ 60�㡢�۱ߣ�װ���϶ 1.5~2 mm��1561��ǿ���Ͻ�˿��ʵ�ʻ�ѧ�ɷ����1���У�MgΪ��Ҫ�Ͻ�Ԫ�أ�Mn�����ϵͣ����ΪFe��Si������Ԫ�أ�1561���Ͻ�����5������ϵ�и�þ���Ͻ𡣱������в�����̨����˹����TIG������������Ϊ99.995%��Ar��

ͼ1 1561���Ͻ�˫��˫��������Ƭ
Fig. 1 Double-sided arc welding photo for 1561 aluminum alloy
��1 1561���Ͻ�ĸ���뺸˿��ѧ�ɷ�
Table 1 Chemical composition of 1561 aluminum alloy and wire (mass fraction, %)
����������鷢�֣�ǰ��绡���ӵ���Ϊ85~90 A������绡���ӵ���Ϊ65~70 A�������ٶ�Ϊ1.6~1.8 mm/s�������绡�����Ϊ4 mm����ʱ���������á�
���ò�˾��ѧ�����۲���1561���Ͻ�˫��˫��TIG������ͷ������֯��������������Ӳ�ȼƲⶨ˫��˫��TIG�����ӽ�ͷӲ�ȷֲ����ɡ�
2 ��������
2.1 ���ӽ�ͷ��������֯
þ�����ߴ�6%��1561���Ͻ����˫��˫��TIG���ӹ��պ�X������Ƭ��飬�����ʴ�ͣ����ӡ�ҧ�ߵ�ȱ��Ҳ���٣��ﵽ������I����������Ըú��ӽ�ͷ�ĺ�������ȡ���۲죬����������֯��Ƭƴ�Ϻ��õĽ�����֯�����Ƭ��ͼ2��ʾ����ͼ2���Կ�����������û������ȱ�ݡ�����ͼ2���Խ�������֯�ֳ�5�����ֱ�Ϊ���� ���ˡ����δ־������־�����������ϸ�������ۺ��߸��������ۻ����������־��������ˡ����δ־����·�����Χ��ϸ�������־����ߴ�ߴ�100 ��m���ϣ�ϸ�����ߴ��Ϊ30 ��m���ң����ֳ����ص���֯�Ǿ�����[11]��
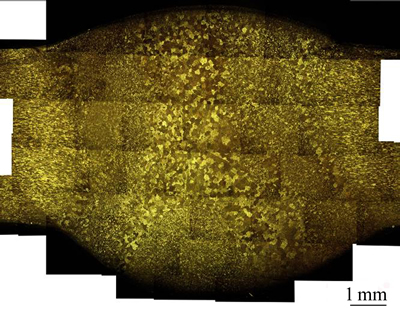
ͼ2 1561���Ͻ�˫��˫�����ӽ�ͷ������֯
Fig. 2 Microstructure of double-sided arc welding joint of 1561 aluminum alloy
ͼ3��ʾΪ�ۻ�������֯�Ŵ�ͼ��ͼ3(a)��ʾΪ�绡���ϲ��ĺ���־�����һ���������ڵ绡���IJ����¶Ƚϸߣ�������ɢ�����ģ����۳���ͨ���������ȴ�����ʽ���ݵ��۳���Χ����һ���������ڱ���绡�Ķ��μ������ã��Ӷ��������溸�����IJ�λ����ȴ�ٶȽ�С����ˣ������ľ����ߴ�ϴ�[12]��ͼ3(b)��ʾΪ�����в��Ĵ־������������ں������IJ��֣��¶ȸ�ɢ��������ȴ�ٶ�С������������绡�Ĺ�ͬ�ۻ�������һ����������ȴ�ٶȣ���ˣ������ľ����ߴ��ͼ3(c)��(d)��ʾΪ���溸������Ҳ�־����������������ǰ��绡������δ���ü������ߣ�����绡������Ҫͨ���ô����ݵ�������Χ�����У����Ե��¸��������ȴ�ٶȽ�С����ˣ������ߴ�ϴ�ͼ3(e)��ʾΪ���溸���С��ˡ����δ־�������Χ��ϸ��������ͼ3(a)�����ͬ��������û�ж���绡�Ķ��μ������ã����¶��ݶȽϴ������ڸ����������ͨ������������ݵ��۳���Χ��ԭ���������ȴ�ٶ���Խϴ����Ծ�����ϸС��
���⣬���ۺ��߸����������˽�խ�Ĵ־�������ͼ4��ʾ�������������ĸ�Ľ����ں�����ѭ�������·����ۻ��������ڱ߽紦�۳����������ٶȺ�С��δ��������Һ�����������ֻ�ϣ�������������ĸ�ĵijɷ֡���������ȴ�����У�ĸ�Ľ������������̣����ں����Ե��������������Խ�С����ˣ�ĸ�Ľ��������˽�Ϊ�ִ�ĵ��ᾧ��֯���侧�����Դ�������Χ�������ƺ��ĸ����֯��
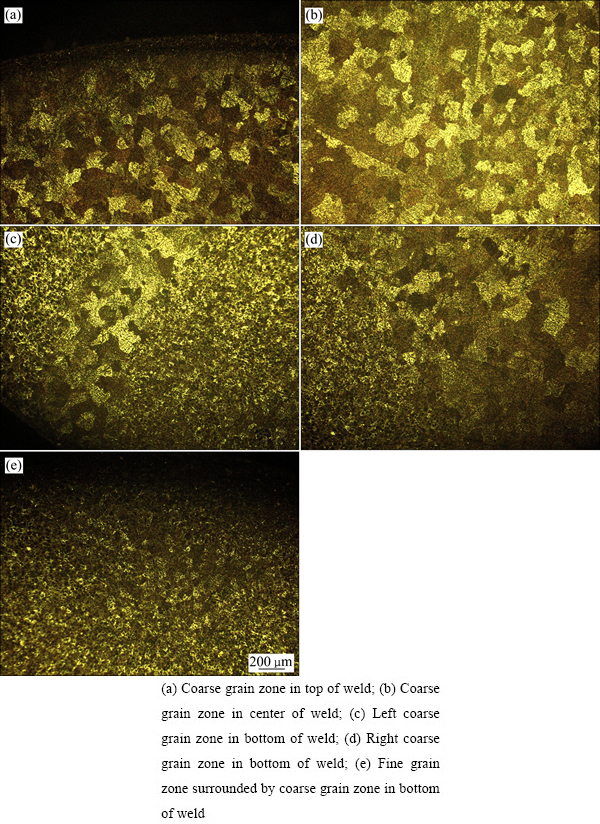
ͼ3 �ۻ���������֯
Fig. 3 Microstructures of melted zone
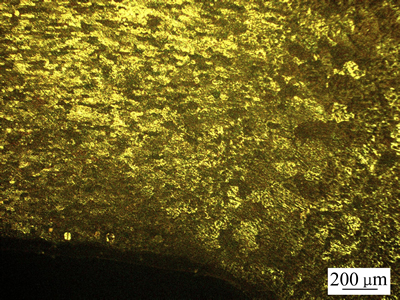
ͼ4 �ۺ��߸����־���
Fig. 4 Coarse grain zone near fusion line
����DONG��[13]�ʹ�������[14]��˫��˫��ƽ-�����۳������ص���о����ۣ�����ϱ�������������绡��λ��������������ͼ5��ʾ��˫��˫����λTIG��˿�������۳�����ʾ��ͼ���绡���ϲ��ĺ����۳أ����������������������£�����������������ͼ5(a)��ʾ����������ʱ�����������ͱ���������ͬ�����£������溸���۳أ��绡���²��ĺ����۳��У�Ҳ���������������������£���������������ͬʱ�������ϲ��绡��������Һ̬��������������ú�ʹ���²��۳��в���ͼ5(b)���������������ϲ�Һ�������������ڲ�Һ����ⲿ���ڲ����������ڶ������ⲿ��Ե����������һ�£��������ʿ��ܵõ���ߣ���������������ʱ��䳤��������ôִ�
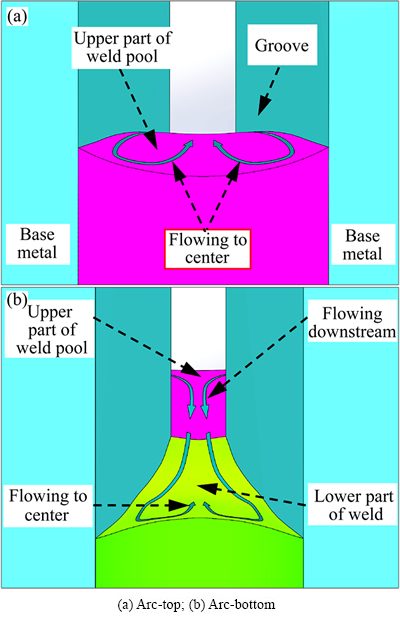
ͼ5 ˫��˫��TIG��˿���۳�����ʾ��ͼ
Fig. 5 Schematic diagram of molten pool flow in double- sided arc TIG wire welding
2.2 ���ӽ�ͷ��ͬ�������Ӳ��
Ϊ�˲���1561��ǿ�����Ͻ�˫��˫��TIG��˿�������������ֱ�Խ�ͷ�ϲ��绡�ࡢ�²��绡���Լ���ͷ����λ�õ�Ӳ�Ƚ��в��ԣ����0.5 mmȡ����ԣ��������λ�ú���Ӳ�ȷֲ���ͼ6��ʾ����ͼ6���Կ�����˫��˫��TIG��˿�����ĺ���������Ӱ������Ӳ�Ⱦ�����ĸ�ĵģ�������Ӳ���½����Ƚϴ���Ӱ����Ӳ���½���������ں�����˵�� С���������ں����������۳������ڵ�Һ̬�������ٽᾧ�γɣ���ȴ����Ѹ�٣��ڶ����������������������Ӷ�ʧȥ��ĸ�ĵ�ǿ��Ч��������Ӳ�ȱ�ĸ�ĵ�[15-16]�������ϲ��绡�������Ĵ������ھ����ִ��������Ӳ�Ƚϵͣ����ֵԼΪ82HV���²��绡���������εĴ־�����Ӳ��ֵ�ϵͣ����ԼΪ83HV���²��绡���������Ĵ�ϸ������Ӳ��ֵ���������δ־��������ֵΪ87HV��
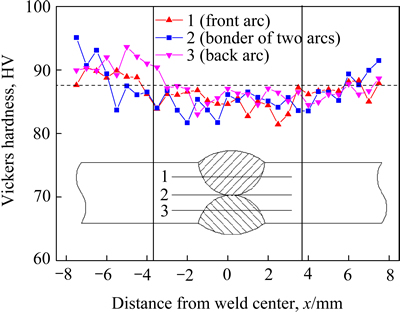
ͼ6 1561���Ͻӽ�ͷ��Ӳ��
Fig. 6 Vickers hardness of 1561 aluminum alloy welded joint
2.3 ���ӽ�ͷ����ѧ����
ͼ7��ʾΪ�����뱳�������Լ�����������ԡ���ͼ7���Կ����������뱳��ʱ����������û�г��ֳ��ȳ���3 mm�����Ƽ�����ȱ�ݡ���ˣ������뱳������ϸ����㴬���������������ý�ͷ�������á������Խ�ͷ����ǿ��Ϊ327.4 MPa(ĸ�ĵĿ���ǿ��Ϊ350 MPa���ﵽĸ��ǿ�ȵ�90%����)���ȵ����Զ�TIG���ӽ�ͷ�Ŀ���ǿ��294.3 MPa�߳�33 MPa�����������˫��˫�����ӵ��ٶȺ��������С�������в����ĵ��ᾧ���������ԭ���µ�[12]��˵��˫��˫��TIG���ӹ��ո��ʺ��ڸ�þ������1561���Ͻ�����ӡ�
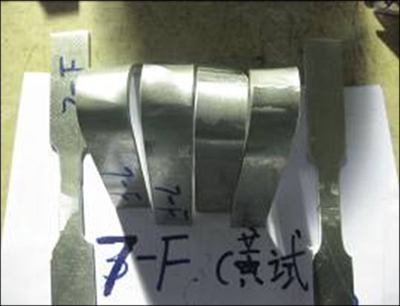
ͼ7 ���ӽ�ͷ��������������
Fig. 7 Tensile and bending test of welded joints
3 ����
1) 1561���Ͻ�˫��˫��TIG������˿������ֳ����������֯�������ԡ��ں������ij����ˡ��ˡ����δ־������ڸô־�����Χ�г�����ϸ�������ڲ����ۻ���������������խ�Ĵ־�����
2) ̽�������Ͻ�˫��˫����λTIG��˿�����۳���Һ���������ɣ��ϲ��۳��������������������£�����������������ͨ��������������溸���۳أ��²��۳����������������£�Ҳ�����������������������۳������Һ̬�����������㣬���������������������£������۳���Һ̬���������ϱ��ֳ����ⲿ�����ڲ����������ʿ��ܵõ��ӿ졣
3) 1561���Ͻ�˫��˫����λTIG��˿�������Ӳ�ȱ�ĸ�ĵĵ�Щ����Ӱ��������Ӳ�Ȳ����Ⱥ���ĵ͡�����Ŀ���ǿ�ȴﵽĸ�Ŀ���ǿ�ȵ�90%���ϣ���ѧ���ܱȽ����롣
���
��������ʵ������еõ����д������ij崬������˾�����������������ɫ�����о�Ժ�̵��Ρ����ƹ�����ʦ�ṩ����İ������ڴ˱�ʾ��л��
REFERENCES
[1] ���ƹ�, �Ƶ¿�, ������, �̵���, ֣����, ��ǿ. 1561���Ͻ�TIG����ͷ��֯����ѧ���ܷ���[J]. ���Ӽ���, 2015, 44(1): 18-21.
HAN Shan-guo, YAN De-jun, LIU Xiao-li, CAI De-tao, ZHENG Shi-da, LUO Jiu-qiang. Analysis of microstructure and mechanical properties of 1561 aluminum alloy TIG welded joint[J]. Welding Technology, 2015, 44(1): 18-21.
[2] ZHANG Y M, ZHANG S B. Double-sided arc welding increases weld joint penetration[J]. Welding Journal, 1998, 77(6): 57-61.
[3] ZHANG Y M, ZHANG S B. Welding aluminum alloy 6061 with the opposing dual-torch GTAW process[J]. Welding Journal, 1999, 78(6): 202-206.
[4] ZHAO Yao-bang, LEI Zheng-long, CHEN Yan-bin, TAO Wang. A comparative study of laser-arc double-sided welding and double-sided arc welding of 6 mm 5A06 aluminium alloy[J]. Materials and Design, 2011, 32(4): 2165-2171.
[5] ���, �Ź��, �� ��. ����˫��˫TIG�绡����۳س�������[J]. ����ѧ��, 2012, 33(3): 37-40.
LIU Dian-bao, ZHANG Guang-jun, WU Lin. Characteristics of pool formation in backing weld for large and thick plates using double-sided double TIG arc welding[J]. Transactions of the China Welding Institution, 2012, 33(3): 37-40.
[6] ��С��, ��־ӱ, �� ��, ������, �� ��. 5083���Ͻ��˫ǹ˫��TIG�����պͽ�ͷ�����о�[J]. ���Ͽ�����Ӧ��, 2009, 24(5): 29-31.
GUO Xiao-hui, LIU Zhi-ying, HE Gang, WANG Nai-you, TANG Lei. Research of double-gun double-faced TIG welding of 5083 aluminum alloy[J]. Development and Application of Materials, 2009, 24(5): 29-31.
[7] ǿ ΰ, ���˺�, ������. ���Ͻ�˫��˫��ͬ�����������������ͷ��֯���ܷ���[J]. ��е����ѧ��, 2015, 51(24): 82-89.
QIANG Wei, WANG Ke-hong, LIN Xiang-li. Analysis on characteristics of double-sided synchronization vertical welding for aluminum alloy and structure property of joint[J]. Chinese Journal of Mechanical Engineering, 2015, 51(24): 82-89.
[8] MOULTON J A, WECKMAN D C. Double sided arc welding of AA5182-O aluminium sheet for tailor welded bland applications[J]. Welding Journal, 2010, 89: 11-24.
[9] ZHANG Y M, PAN C, MALE A T. Solidification behavior of Al-Mg aluminum alloy using double-sided arc welding process[J]. Journal of Materials Science Letters, 2000, 19: 831-833.
[10] KWON Y, WECKMAN D C. Double sided arc welding of AA5182 aluminium alloy sheet[J]. Science and Technology of Welding and Joining, 2008, 13(6): 485-495.
[11] �� ��, ����Ԩ, ����ɭ, ��ѩ��. A7N01���Ͻӽ�ͷ�IJ���������[J]. ����ѧ��, 2012, 33(11): 97-100.
ZHANG Liang, FANG Hong-yuan, WANG Lin-sen, LIU Xue-song. Inhomogeneity for A7N01 aluminum alloy welded joint[J]. Transactions of the China Welding Institution, 2012, 33(11): 97-100.
[12] SINDO K. Welding metallurgy[M]. New Jersey: John Wiley & Sons, Inc, 2003.
[13] DONG Hong-gang, GAO Hong-ming, WU Lin. Heat transfer and fluid flow in fusion type PA~GTA double sided welding[J]. Modeling and Simulation in Materials Science and Engineering, 2005, 13: 1205-1215.
[14] ������, ������, ���廪. ˫��绡�����۳ش�����[J]. �������켼��, 2008, 35(18): 85-93.
CUI Xu-ming, LI Liu-he, ZHANG Yan-hua. Melt-through and penetrate-through mechanism of DSAW[J]. Aeronautical Manufacturing Technology, 2008, 35(18): 85-93.
[15] �� ƽ, �� ��, �Ծ���, ����ǿ. 7A52���Ͻ��еڶ������������λ����[J]. �й���ɫ����ѧ��, 2011, 21(6): 1252-1257.
ZHANG Ping, LI Qi, ZHAO Jun-jun, ZENG Qing-qiang. Analysis of secondary phases and measurement of volta potential of 7A52 aluminum alloy[J]. The Chinese Journal of Nonferrous Metals, 2011, 21(6): 1252-1257.
[16] �Ź���, �� ��, ����, �� ��, �¿���. ���в�ͬ�߶������ڶ���ĸ�ǿ���Ͻ���������ģ��[J]. �й���ɫ����ѧ��, 2002, 12(S1): s1-s9.
ZHANG Guo-jun, LIU Gang, DING Xiang-dong, SUN Jun, CHEN Kang-hua. Model for tensile ductility of high strength Al alloys containing second particles of various sized scales[J]. The Chinese Journal of Nonferrous Metals, 2002, 12(S1): s1-s9.
Microstructure and mechanical properties of 1561 aluminum alloy joints made by double-sided arc welding
YAN De-jun1, 2, HAN Duan-feng1, WANG Yi2, LUO Jiu-qiang2, LIU Xiao-li2, LIANG Zhi-min3
(1. School of Shipbuilding Engineering, Harbin Engineering University, Harbin 150003, China;
2. China State Shipbuilding Corporation Huangpu Wenchong Shipbuilding Company Limited,
Guangzhou 510715, China;
3. School of Materials Science and Engineering, Hebei University of Science and Technology,
Shijiazhuang 050018, China)
Abstract: 1561 high magnesium aluminum alloy was welded by double-sided arc misplaced arc welding process, and the microstructure and mechanical properties of the joints were analyzed. The results show that the welds are free of pores and cracks, pores and cracks are not observed in the welds cross section of 1561 aluminum alloy. The herringbone coarse grain zone is observed in the weld cross section of 1561 aluminum alloy by the double-sided arc dislocation vertical welding, mixing fine grain zones on both sides of and below the herringbone coarse grain zone, and there is narrow range of coarse grain zone in the partially melted zone. The microhardness on positive and negative of the weld is lower than that in the base metal, but there is no obvious softening phenomenon in the heat affected zone. The tensile strength of welded joints reaches 90% of that of the base metal, so, the mechanical properties are good. The occurrence of coarse grain zone in the weld is studied and may be related to the temperature field and the flow field of double-sided arc dislocation TIG welding.
Key words: welded joint; double-sided dislocation vertical welding; tissue heterogeneity; Vickers hardness
Foundation item: Project(2013DFR7016) supported by the National International Science and Technology Cooperation Program, China; Project(A0720133002) supported by the Military Industry Basic Research Program, China; Project(201518) supported by the Science and Technology Program of Huangpu District, China
Received date: 2015-11-01; Accepted date: 2016-04-10
Corresponding author: YAN De-jun; Tel: +86-20-82096191; E-mail: yandejun_2003@163.com
(�༭ ����)
������Ŀ�����ҹ��ʺ�����Ŀ(2013DFR7016)��������ѧ������ҵ�����о���Ŀ(A0720133002)���������Ƽ��ƻ���Ŀ(201518)
�ո����ڣ�2015-11-01�������ڣ�2016-04-10
ͨ�����ߣ��Ƶ¿���������ʦ����ʿ���绰��020-82096191��E-mail: yandejun_2003@163.com
ժ Ҫ������˫��˫����λTIG��˿�����ն�1561��þ���Ͻ���к��ӣ����Խ�ͷ������֯����ѧ���ܽ��з������������������������������ȱ�ݣ�1561���Ͻ�˫��˫����λ������������š��ˡ����δ־������־���������·���ϸ������ͬʱ���ڲ����ۻ��������˷�Χ��խ�Ĵ־����������溸������Ӳ�Ⱦ�����ĸ�ĵģ�����Ӱ������û�б��ֳ����Ե����������ӽ�ͷ�Ŀ���ǿ�ȴﵽ��ĸ�ĵ�90%���ϣ���ѧ�������ã���ͷ�־����Ĵ�����˫��˫����λTIG�����¶ȳ����۳������йء�
[5] ���, �Ź��, �� ��. ����˫��˫TIG�绡����۳س�������[J]. ����ѧ��, 2012, 33(3): 37-40.
[11] �� ��, ����Ԩ, ����ɭ, ��ѩ��. A7N01���Ͻӽ�ͷ�IJ���������[J]. ����ѧ��, 2012, 33(11): 97-100.
[12] SINDO K. Welding metallurgy[M]. New Jersey: John Wiley & Sons, Inc, 2003.
[14] ������, ������, ���廪. ˫��绡�����۳ش�����[J]. �������켼��, 2008, 35(18): 85-93.
