
���±�ţ�1004-0609(2012)06-1754-09
����ѹ�Ƴ��η�ĩ�������̵�
����Boltzmann������ֵģ��
���νܣ�֣��˳���� ˬ��������
(���ϴ�ѧ ��ѧ��ͳ��ѧԺ����ɳ 410083)
ժ Ҫ��
���ݸ���ѹ�ƹ��չ��̵��ص㣬�ײ��Ͳ���߽���÷����뷴��Ļ�ϸ�ʽ������ͨ���ı�ֲ�����������ģ�̬ѹ�ƹ��̵ı߽��ʽ�����÷���ij�ʼ�ܶȺ�ѹ����������ܶȽ���һ����̬���ɳں������������Boltzmann�����Ĺ̶��ɳ�ʱ�䡣��Բ���弰����̨��Բ����ģ�ߵĸ���ѹ�Ƴ��ι��̽��ж�ά��ֵģ�⣬ֱ����ʾѹ�ƹ����з�ĩ�������Լ�Ӧ�������γ��봫�����̡�ģ����������ģ����״��Ӧ�����IJ����нϴ�Ӱ�죻ѹ����ɺ�Բ����ѹ������ܶȲ�Ϊ12 mg/cm3���ܶȷֲ����������ҶԳƣ�ѹ�������͵ײ��ܶȽ��м䲿���ܶ��Դ���ʵ�����������ƣ�Բ����ѹ���д����ܶȽϵ͵ĺ���խ������ʾ�������п����γɷֲ����ѡ�
�ؼ��ʣ�
����ѹ��������Boltzmann�������ɳں�����Ӧ������
��ͼ����ţ�TF12 ���� ���ױ�־�룺A
Numerical simulation of powder flow in high velocity compaction by lattice Boltzmann method
LI Qiao-jie, ZHENG Zhou-shun, WANG Shuang, LIU Jian-kang
(School of Mathematics and Statistics, Central South University, Changsha 410083, China)
Abstract: According to the characteristics of high velocity compaction process, the rebound and reflection mixed boundary condition was used on the bottom and sides of the mould. By changing distribution function, a kind of boundary condition which can simulate the dynamic process was proposed. A relaxation function was established according to the powder flow characteristic using initial and maximum density. Two-dimensional numerical simulations were given to cylinder mould and single step cylinder mould. The dynamic evolution process of powders and the stress wave transformation process were presented. The results indicate that the shape of the mould has a great influence on the wave pattern of stress. The density of green compact is uniformly and symmetrically distributed, and the greatest density difference is 12 mg/cm3. The top and bottom parts have slight higher density than the middle part. These results are consistent with the experimental results. A narrow low density band is found in the green compact which reveals that there may exist density stratification.
Key words: high velocity compaction; lattice Boltzmann method; relaxation function; stress wave
����ѹ�Ƴ���(High velocity compaction��HVC)��2001�����Hoaganas AB��˾������������ĩ���ϻ��������һ�������ճ��ε��¼�������������һ��ͳɱ�����Ч���Ʊ����ܶȷ�ĩұ��������¼� �����������õ��Լ۱ȶ����ܹ�ע[1-4]��Ŀǰ�����������������д������о���Ҫ������۵㣺��һ���ǻ��������������ۣ�����ϰѷ�ĩ��Ϊ������������о�����һ���Ǵ������֣��Ե��������˶������о���HAGGBLAD��[5]�Ӻ������������Ԫ�������ѷ۵ĸ���ѹ�ƽ�����ģ�⡣KUMAR��[6]���ö��������÷����������о��˸���ѹ�ƹ����п����ı��������֣��˳��[7-8]�ֱ�����ɢ��Ԫ����Ԫ���Զ����Ը���ѹ�ƹ��̽�����ģ�⡣����Boltzmann����(LBM)�Ǵ�Ԫ���Զ�����չ������һ���µ���ֵģ�ⷽ������һ�ֽ��ں�ۺ���֮��Ľ����ֵ����������Ҫ���ʵ������Լ����Ҿ��б߽紦������������ʵʩ���ص㣬�����ڶ��ָ�������Ļ����о�[9]���������߽���ѹ������Boltzmannģ�����ڸ���ѹ�����ܻ����̣��Է�����ĩ����ѹ�ƹ����з�ĩ�������˶����Լ��ܶȷֲ����Ը���ѹ�����ܻ��������г�����̽����
1 HVC����Boltzmannģ�͵Ľ���
��ĩ����ѹ�Ƴ��ι��չ�����ͼ1��ʾ����ģ�����ĩ�Ӵ���Һѹ�����ij崸����ײ����ģ�壬��Լ0.02 sʱ���ڶԷ�����и��ܴ�����ʹ�����ܻ������������ij��������ʱ������Ӧ������ʹ��ĩ����֮���γ�һ��ǿ�ȵĽ�ϣ������������Ա��������ֲ����ϣ����մﵽ�߶����ܻ�[10]��
�봫ͳѹ����ȣ�����ѹ�Ƽ����Ʊ���ѹ���ܶȸ������ܶȷֲ����ȣ�ѹ�����µײ��ܶȲ�ֵ�� 10 mg/cm3[11]������ѹ��������ϸߵij����������ģ�߲���������Ҫ��Ŀǰʹ�ýϳ����ģ����Բ����Բ�������е���̨��ģ�ߡ���Բ��������̨��Բ��ģ�ߣ���������Գ��ԣ����Խ�ģǻ�������ϵķ�ĩ����Ϊ��ά�������������ֵģ�⡣

ͼ1 HVC����ԭ��ʾ��ͼ
Fig. 1 Basic principle diagram of HVC
��ģǻ�з�ĩ��ʼ����������Ϊһ����ά���У��ù̶�������ĩ���ڵ�����ȷ�ΪM��N����ĩ�����������Ͻ�����ײ������������D2Q13���ٶȿ�ѹ���ĸ���Boltzmannģ��[12]�������ٶ�ģ����ͼ2��ʾ��
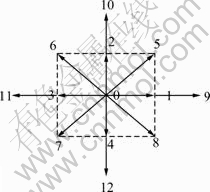
ͼ2 D2Q13�ٶ�ģ��
Fig. 2 Velocity model of D2Q13
�ٶ��������£�
 (1)
(1)
ƽ��̬�ֲ��������£�
![]()
![]() (2)
(2)
��Ӧ��Ȩϵ��Ϊ
![]() ,
, ![]() ,
, ![]() ,
,
![]() ,
, ![]() ,
, ![]() ,
, ![]() ��
��
ʽ�У�![]() Ϊ�ܶȣ�uΪ�ٶȣ�
Ϊ�ܶȣ�uΪ�ٶȣ�![]() Ϊ�������٣�
Ϊ�������٣�![]() Ϊ�����ٶȣ�
Ϊ�����ٶȣ�![]() ��
��![]() �ֱ��ʾ�ռ��ʱ�䲽����
�ֱ��ʾ�ռ��ʱ�䲽����
�ֲ�����![]() �ݻ����̲��õ��ɳ�ʱ���LBGK��ʽ����
�ݻ����̲��õ��ɳ�ʱ���LBGK��ʽ����
![]() (3)
(3)
ʽ�У�rΪ���λ�ã���Ϊ�ɳ����ӡ�
2 �߽���������
2.1 ����͵ײ��߽���������
���ڹ���ļ�����״��������͵ײ��߽�ɲ�������ʽ�߽紦����ʽ����������ѹ�ƹ����ж����߽�����ŷ�ĩһ�������˶�����Ҫ�������Ϊ����߽߱羫�Ⱥͱ��ڴ����߽��Ϸ�ĩ����ײ�������������������߽������һ������ı߽硣��ʵ�ʹ��չ���������ģ��Ϳ��������ĩ��ģ�ڼ���Ħ���������������ã����Ա߽��ʽ���÷����뾵�淢��Ļ�ϸ�ʽ[9]Ӧ�ø�Ϊȷ���Եײ��߽紦��������ͼ3��ʾ������A��BΪ���������ڵĸ��Ӳ㡣
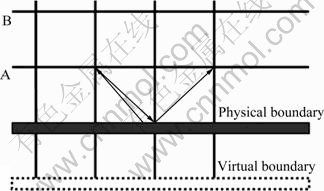
ͼ3 �ײ��߽���������
Fig. 3 Bottom boundary conditions processing
�ڷ����;��淴��Ļ�ϱ߽������£������߽��Ϸ�ĩ�������ٷ�����ײ�������ģ�ߵײ��߽磬��ϸ�ʽ�ı߽���Ա�ʾΪ
 (4)
(4)
���У�![]() Ϊ���ر���ϵ������ʾ���������������ʱ��ԭ·������ռ�ı������ڷ�ĩѹ�ƹ����У�
Ϊ���ر���ϵ������ʾ���������������ʱ��ԭ·������ռ�ı������ڷ�ĩѹ�ƹ����У�![]() �൱��Ħ���������Բ���߽磬ֻ��ı��Ӧ�ķֲ�������ɵõ����Ƶļ��㹫ʽ��
�൱��Ħ���������Բ���߽磬ֻ��ı��Ӧ�ķֲ�������ɵõ����Ƶļ��㹫ʽ��
2.2 �����߽���Ӧ�����ݷ���
���ڸ���ѹ�ƹ����У��崸����ģ�����һ��˲ʱ�ij������Է�ĩ�����һ��˲ʱ��������Ȼ����Ӧ��������ʽ�ڷ����д�����ʹ�������ܡ����˲ʱ�����ij��������Boltzmannģ���е�������[13]��ͬ��������˲ʱ�������������÷�Χ����ֻ�ڷ�ĩ�Ķ��㣬��Ҫ���������������ɿ����ǶԶ����߽�����ã��൱��ѹ�ƹ��̡�һ������¿��Լ���Ӧ��������ķֲ������ı仯���ڸ���Boltzmannģ�͵���ײ��֮ǰ���������ԭ��3���εĻ����ϣ��ټ���һ��ѹ�ƽΣ���ѹ�ơ���ײ���������߽紦����ѹ�ƹ��̿��Կ����ڽ������߽��A���λ�������ķ�ĩ�����ԡ�ͻ�䡱����ʽ������B���C�㡣������Ǽ���һ����ײ�������̷�ĩ��ѹ��һ�����ӣ���ô����ĩ��ѹ��һ�����֮��ԭ���ĵڶ����ĩ��Ϊ��һ���ĩ����(��ʵ���ǵ�һ���ĩ�����˵ڶ���͵��������)����ͼ4��ʾ��
��A���r1���Ϊ������ѹ�ƹ��̵ľ��崦�����裺
1) ��A���λ����ִ����ײ����
![]() (5)
(5)
2) ִ����������
![]() (6)
(6)
3) ����A��ˮƽ�����;�ֹ�ķ�ĩ��������ͻ����ʽ������B���C�㣬�������ٶȷ����Ϊбָ���ĩ�ڲ�����
![]() (7)
(7)
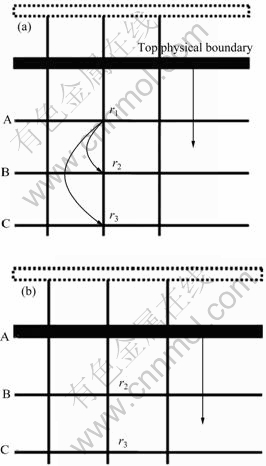
ͼ4 ��ĩѹ�ƹ���ʾ��ͼ
Fig. 4 Schematic diagram of powder compaction process: (a) Before compaction; (b) After compaction
4) �����߽��½�һ������ԭA�����(A�����и�λ�Ѿ�û�з�ĩ)�����ѹ�ƹ��̡�
![]() (8)
(8)
ʽ�У�![]() Ϊ��ײ��ֲ�������
Ϊ��ײ��ֲ�������![]() Ϊƽ��̬�ֲ�����������������һ��ѹ�Ƶľ���ʵ�ֹ��̡���ʵ�ϣ�����һ�����������ѹ�ƹ���֮���Ȼ�ж�ε���ײ�������̡����Կ��ǽ���ĩ��ѹ��һ����ӵ�ʱ��ƽ������ΪN�Σ���ÿһ�Σ�����һ����ײ�������̡�N�ľ���ȡֵ����ģ��ij�������йء��������Խ�ߣ�ѹ���ٶ�Խ�죬NԽС���������Խ�ͣ�ѹ���ٶ�Խ����NԽ��N���������ɷ�������ϵ�������ϵʽ����ʵ�����ݷ����ó������һ���о�����������ȡN=50���൱��ѹ��������ԼΪ6 kJ��
Ϊƽ��̬�ֲ�����������������һ��ѹ�Ƶľ���ʵ�ֹ��̡���ʵ�ϣ�����һ�����������ѹ�ƹ���֮���Ȼ�ж�ε���ײ�������̡����Կ��ǽ���ĩ��ѹ��һ����ӵ�ʱ��ƽ������ΪN�Σ���ÿһ�Σ�����һ����ײ�������̡�N�ľ���ȡֵ����ģ��ij�������йء��������Խ�ߣ�ѹ���ٶ�Խ�죬NԽС���������Խ�ͣ�ѹ���ٶ�Խ����NԽ��N���������ɷ�������ϵ�������ϵʽ����ʵ�����ݷ����ó������һ���о�����������ȡN=50���൱��ѹ��������ԼΪ6 kJ��
3 �ɳ�ʱ���ѡȡ
ѹ�����ܻ������У�ѹ��ǰ�����������õ��dz崸������Ӧ���������������������ԣ�����ѹ�ƺ���Ӧ����ЧӦ���������ŷ����ܶȵ�������������Ա�����ԡ���������������ֵ�һ����Ҫԭ���Ƿ����к��ڵ�����ЧӦ[14-15]���ԣ�������һ��û������ЧӦ����Ҳ�Ƿ������������Ҫ��������ЧӦʹ���巢��ճ�ᵼ��������ģ�ʹ���������Լ����������������������Ե���Ҫ�������˶���ϵ��![]() ����Ӧ��LBE�е��ɳڲ����ӡ���LBGKģ���У�һ����ù̶����ɳڲ����������һ����������Ǻ����ģ����ǶԷ�����������Ӧ������ʱ��Ϳռ�仯�ġ���ˣ����ڷ�������ЧӦ������������ԭ���ҵ��ɳ�ʱ�亯��
����Ӧ��LBE�е��ɳڲ����ӡ���LBGKģ���У�һ����ù̶����ɳڲ����������һ����������Ǻ����ģ����ǶԷ�����������Ӧ������ʱ��Ϳռ�仯�ġ���ˣ����ڷ�������ЧӦ������������ԭ���ҵ��ɳ�ʱ�亯��![]() ��ʹ��
��ʹ��![]() �ؾ߱����¼���������
�ؾ߱����¼���������
1) ��![]() ʱ��
ʱ��![]() ����
����![]() Ϊһ��ֵ��������ʱ��ĩ����Ϊ��������ԣ�
Ϊһ��ֵ��������ʱ��ĩ����Ϊ��������ԣ�
2) ��![]() ��
��![]() ��
��![]() ʱ��
ʱ��![]() Ϊ����������������ʱ��ĩ����������Ϊ���������ܶȵ���������������ѣ����ֳ����ֹ������ԣ�
Ϊ����������������ʱ��ĩ����������Ϊ���������ܶȵ���������������ѣ����ֳ����ֹ������ԣ�
3) ��![]() ʱ��
ʱ��![]() ��ѹ�ƺ����ܶȽӽ����ֵ����ĩ������������ĩ���ֹ������ԡ�
��ѹ�ƺ����ܶȽӽ����ֵ����ĩ������������ĩ���ֹ������ԡ�
��������![]() ��
��![]() ��
��![]() ���ǿ��Ե����IJ��������ڲ�ͬ�ķ����в�ͬ��ֵ�����磬���ھ�����ɳں�������ѡȡ
���ǿ��Ե����IJ��������ڲ�ͬ�ķ����в�ͬ��ֵ�����磬���ھ�����ɳں�������ѡȡ![]() �������ܶȵĹ�ϵ��ͼ5��ʾ��
�������ܶȵĹ�ϵ��ͼ5��ʾ��
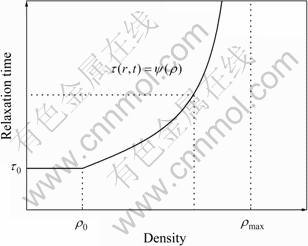
ͼ5 �ɳ�ʱ�����ܶȵĹ�ϵ
Fig. 5 Relationship between relaxation time and density
4 ģ��ʵ�ּ�����
����ǰ����������ģ�ͣ�����ѹ�Ƴ��ε�LBM��������ͼ��ͼ6��ʾ��
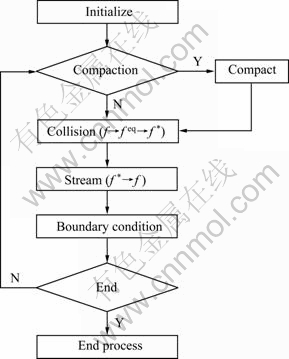
ͼ6 ����ѹ��LBM��������ͼ
Fig. 6 Program flowchart of LBM in HVC simulation
����ͼ�����ݵij�ʼ��������������ɢ�ٶȳ�ʼ������ʼ�ֲ��ͺ�۱����ļ��㡢�߽�������ʼ���ȡ�
4.1 Բ����ģ�ߵĶ�άģ��
����ĩ����ѹ��ģ�ߵ�ģǻΪԲ���壬��ģǻ�������Ϸ�ĩ�������ɼ���Ϊ���ζ�ά�������䳤�Ϳ���Ϊ25 mm���Ե��ͭ�۸���ѹ��Ϊ��������Lx��Ly�ֱ�Ϊģ�ߵij��Ϳ�����������![]() ΪĦ��������
ΪĦ��������![]() Ϊ��װ�ܶȣ�
Ϊ��װ�ܶȣ�![]() Ϊѹ����������ܶȣ�
Ϊѹ����������ܶȣ�![]() Ϊ��ʼ�ɳ�ʱ�䣬����������1���С�
Ϊ��ʼ�ɳ�ʱ�䣬����������1���С�
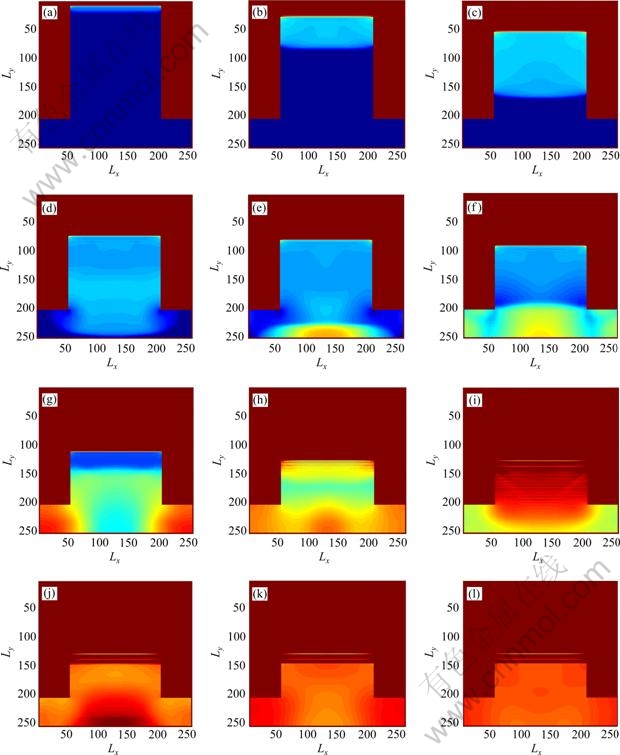
ͼ7��ʾΪ��ά�ȸ߷���HVCѹ�ƹ���1 000ʱ���ڵ��ܶȳ��ݻ����̡���ͼ�п������Եؿ����ڷ�������ܻ������д���Ӧ�����Ĵ������̣�����ѹ�Ƴ���ֻ��ģ�߶�������Ӧ�������������´�������ģ��ѹ�ƹ����У�Ӧ�����ڷ�ĩ�д��ݲ������Թ���IJ������´��������dz���һ����������״����step340ʱ��Ӧ��������ģ�ߵײ���������������Է���������ܣ�step600ʱ��Ӧ�������ﶥ�����붥��������Ӧ��������ӣ���һ���Է���������ܣ�step700ʱ��ѹ�ƹ���ֹͣ����Ӧ�����������ڷ����д�����step1000ʱ����Ӧ�������������£�ʹ���������ھ����ܶȡ�
��1 ���ͭ�۸���ѹ��ģ���е���Ҫ����
Table 1 Main parameters of electrolytic copper powder simulation


ͼ7 Բ�����άģ���ܶȳ��ݻ�����
Fig. 7 Density evolution of two-dimension cylinder mould: (a) Step 20; (b) Step 100; (c) Step 200; (d) Step 300; (e) Step 340; (f) Step 400; (g) Step 500; (h) Step 600; (i) Step 700; (j) Step 800; (k) Step 900; (l) Step 1 000
Ϊ����ͳ�ƺͷ����ܶȷֲ�����ѹ����ɺ�ÿ�������ϵ��ܶȻ�����ܶ�����ͼ����ͼ8��ʾ��
��ͼ8���ѿ��������ܶȷֲ�����һ���Ĺ��ɣ�1) ѹ�������ܶȷֲ����ȣ�����ܶȲ�Ϊ12 mg/cm3,�����͵ײ��ܶ��Դ��м䲿���ܶ���С�����м䲿�ֳ���һ����Լ0.26 mm���ĵ��ܶ�խ�������ܳ���һ���ܶȷֲ㣻2) �����ܶȻ����Գƣ�3) ѹ����ɺ�û�дﵽ��������ܶȣ�ƽ���ܶ�Ϊ7.948 g/cm3��Ϊ��������ܶȵ�94%���ҡ����ý����ͼ9��ʾ�ĸ���ѹ��ʵ����[11]��������ϡ�
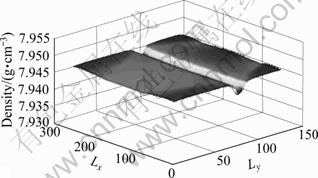
ͼ8 ѹ����ɺ��ܶȷֲ�����ͼ
Fig. 8 Simulation diagram of density distribution after compaction
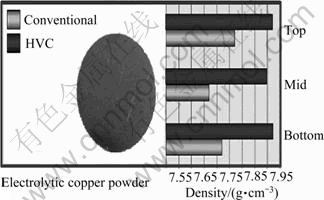
ͼ9 ���ͭ�۲������ֳ��η����Ʊ�Բ������ܶȷֲ�[11]
Fig. 9 Density distribution of cylinder made of electrolytic copper powder using two processes[11]
4.2 ����̨��Բ�����άģ��
���е���̨��Բ����ģ�ߣ�����������һ�������Σ���������״���ӣ�ѹ�ƹ���Ҫ��Բ�����ѹ�Ƹ�Ϊ���ӣ���������ʾ��ͼ��ͼ10��ʾ��
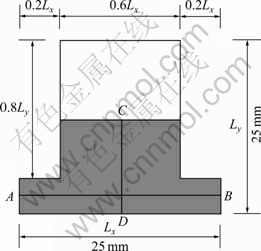
ͼ10 ����̨��Բ����������ʾ��ͼ
Fig. 10 Sketch map of vertical section of cylinder mould with single steps
����ͬ���Ե��ͭ�۸���ѹ��Ϊ��������������2���С�
��2 ����̨��Բ����ģ���е���Ҫ����
Table 2 Main parameters of simulation of single steps cylinder mould

ͼ11��ʾΪȡ��������ʱ�ܶȳ����ݻ����̡���ͼ11�п��Կ������ڵ���̨��Բ�����벻��̨��Բ����ѹ���У�Ӧ�����Ĵ��ݹ����нϴ��������step300ʱ���ӽ�ģ�ߵײ��ķ������������Ϊ���ԣ�step500ʱ���ײ��������������Ӧ���������������ܶȿ�������step700ʱ���ײ�����ص�Ӧ�����붥��������Ӧ��������ӣ�����һ�������εIJ��Σ�step1000ʱ�������ܶȻ������ȡ�
Ϊ���ǵ���̨��Բ�����ܶȷֲ��������ͼ10�е�������AB��CD���ܶȽ��з������õ���ͼ12��ʾ���ܶȷֲ����ߡ�
��ͼ12�п��Է��֣�AB���ϵ��ܶ����һ����ʶԳƷֲ������ײ��˽Ǵ��ܶȽϵͣ��м䲿���ܶȽϸߣ�CD���϶����ܶ���Խϸߣ��ӽ��ײ����ܶ����ͣ���Բ����ģ�߶����͵ײ��ܶȽϴ�ͬ����Ӧ���䵥��̨��ģ����״��ɵģ��ڵײ���Ӧ�������������ܻ��̶��Ե�һЩ��ͬ��ѹ����ɺ�û�дﵽ��ߵ������ܶȣ�ƽ���ܶ�Ϊ7.84 g/cm3��ֻ����������ܶȵ�93%���ҡ�
ͼ11 ����̨��Բ�����άģ���ܶȳ��ݻ�����
Fig. 11 Density evolution in two-dimension of single steps cylinder mould: (a) Step 20; (b) Step 100; (c) Step 200; (d) Step 300; (e) Step 340; (f) Step 400; (g) Step 500; (h) Step 600; (i) Step 700; (j) Step 800; (k) Step 900; (l) Step 1 000

ͼ12 ѹ����ɺ�������AB��CD�ϵ��ܶȷֲ�
Fig. 12 Density distribution of middle lines AB(a) and CD(b) after compaction
5 ����
1) ��Ը���ѹ�ƹ������ԣ��ı����Boltzmann�����ı߽�����ʹ����ģ��ѹ�ƹ��̣����ݷ������Խ����ɳں�����ʵ�ָ���ѹ�ƹ��̵Ķ�̬ģ�⣬��֤����Boltzmannģ�͵���Ч�ԡ�
2) ��Բ����͵���̨��Բ����ģ�ߣ�����ѹ�ƹ�����Ӧ�����Ĵ������ݻ����̡���ͬģ����״Ӧ��������״�нϴ�仯�������ܻ��̶�Ҳ������ͬ��Բ��������ܻ��̶ȱȴ�̨��Բ�������ܻ��̶��Ըߣ�������ģ�����ʱӦ���⸴�ӵ���״��
3) ��Բ����ģ�ߣ�ѹ������ܶȲ�Ϊ12 mg/cm3���ܶȷֲ�������ȣ������м䲿�ֳ���һ���ܶȽϵ͵�խ�������ܻ����һ���ֲ㡣Ϊ��С�ܶȲ����߳崸�ij��������
REFERENCES
[1] SKGLUND P. High density P/M components by high velocity compaction[C]//Proceedings of 2001 International Conference on Powder Transmission Components. Ypsilanti: MPIE, 2001: 16-17.
[2] ORBARL. New research directions in powder metallurgy[J]. Romanian Reports in Physics, 2004, 56(3): 505-516.
[3] RICHARD F. HVC punches PM to new mass production limits[J]. Metal Powder Report, 2002, 57(9): 26-30.
[4] ������, ������, ��ѡ��. ��ĩұ�����ѹ�Ƽ������о���չ[J]. ���ϵ���, 2007, 21(7): 79-81.
ZHOU Sheng-yu, YIN Hai-qing, QU Xuan-hui. Research status of high velocity compaction in powder metallurgy[J]. Materials Review, 2007, 21(7): 79-81.
[5] HAGGBLAD H A, HOCKAUF M, ERIKSSON M, BERGGREN C. Simulation of high velocity compaction of powder in a rubber mould with characterization of silicone rubber and titanium powder using a modified split Hopkinson set-up[J]. Powder Technology, 2005, 154: 33-42.
[6] KUMAR D R, KUMAR R K, PHILIP P K. Simulation of dynamic compaction of metal powders[J]. Journal of Applied Physics, 1999, 85(2): 767-775.
[7] ֣��˳, �� ˬ, ֣ ɺ, ��ѡ��. ������ɢ��Ԫ���ķ�ĩ����ѹ���������̵�ģ��[J]. ϡ�н��������빤��, 2010, 39(12): 2132-2136.
ZHENG Zhou-shun, WANG Shuang, ZHENG Shan, QU Xuan-hui. Numerical simulation of particle flow for high velocity compaction based on discrete element method[J]. Rare Metal Materials and Engineering, 2010, 39(12): 2132-2136.
[8] ֣��˳, ������, ����ƽ, �� ��. ��ĩ����ѹ�Ƴ��ζ�ά������Ԫ���Զ���ģ��[J]. ϵͳ����ѧ��, 2009, 21(21): 6825-6828.
ZHENG Zhou-shun, YUWAN Chun-zhi, ZHUGE Jin-ping, LIANG Deng. CA numerical simulation for two-dimensional flow of HVC[J]. Journal of System Simulation, 2009, 21(21): 6825-6828.
[9] ������, �� ��, �� ��. ����Boltzmann���������ۼ�Ӧ��[M]. ����: ��ѧ������, 2009.
HE Ya-ling, WANG Yong, LI Qing. Lattice Boltzmann method: Theory and applications[M]. Beijing: Science Press, 2009.
[10] ��Ԫѫ, Ф־�, ����ƽ, �˹���, ��ԪԪ. ��ĩұ�����ѹ�Ƽ�����ԭ�����ص㼰���о���չ[J]. ��ĩұ��ҵ, 2006, 16(3): 19-21.
SHEN Yuan-xun, XIAO Zhi-yu, WEN Li-ping, PAN Guo-ru, LI Yuan-yuan. Principle, characteristics and status of high velocity compaction technology in powder metallurgy[J]. Powder Metallurgy Industry, 2006, 16(13): 19-21.
[11] ������. ���ۺ�ͭ�۸���ѹ�Ƴ��μ����ܻ������о�[D]. ����: �����Ƽ���ѧ, 2009: 1-161.
WANG Jian-zhong. Study on densifying law and high velocity compaction of iron and copper powders[D]. Beijing: Beijing University of Science and Technology, 2009: 1-161.
[12] TANG Gui-hua, GU Xiao-jun, BARBER R, EMERSON D, ZHANG Yong-hao. Lattice Boltzmann simulation of nonequilibrium effects in oscillatory gas flow[J]. Physical Review E, 2008, 78(2): 026706-026714.
[13] GUO Zhao-li, ZHENG Chu-guang, SHI Bao-chang. Discrete lattice effects on the forcing term in the lattice Boltzmann method[J]. Physical Review E, 2002, 65(4): 046308 1-6.
[14] ������, �� ��, �� ��, �� ϼ. ��ĩұ�����ѹ�Ƴ��ε�ѹ�Ʒ���[J]. ��ĩұ����Ͽ�ѧ�빤��, 2006, 11(1): 24-27.
GUO Shi-ju, CHI Yue, MENG Fei, YANG Xia. Compaction equation for high velocity compact shaping of powder metallurgy[J]. Materials Science and Engineering of Powder Metallurgy, 2006, 11(1): 24-27.
[15] ֣��˳, ������, ��Զ��, ��ѡ��. �����������ѹ�Ƴ��ι��̵�Ӧ����Ӧ��������������[J]. �й���ɫ����ѧ��, 2011, 21(4): 888-893.
ZHENG Zhou-shun, XU Qin-wu, ZHU Yuan-peng, QU Xuan-hui. Characteristics analysis of stress��strain curves of metal powders during high velocity compaction process[J]. The Chinese Journal of Nonferrous Metals, 2011, 21(4): 888-893.
(�༭ ����)
������Ŀ��������Ȼ��ѧ����������Ŀ(50874123��51174236)�������ص�����о���չ�ƻ�������Ŀ(2011CB606306)
�ո����ڣ�2011-08-30�������ڣ�2012-01-28
ͨ�����ߣ�֣��˳�����ڣ���ʿ���绰��0731-88660172��E-mail: 2009zhengzhoushun@163.com
ժ Ҫ�����ݸ���ѹ�ƹ��չ��̵��ص㣬�ײ��Ͳ���߽���÷����뷴��Ļ�ϸ�ʽ������ͨ���ı�ֲ�����������ģ�̬ѹ�ƹ��̵ı߽��ʽ�����÷���ij�ʼ�ܶȺ�ѹ����������ܶȽ���һ����̬���ɳں������������Boltzmann�����Ĺ̶��ɳ�ʱ�䡣��Բ���弰����̨��Բ����ģ�ߵĸ���ѹ�Ƴ��ι��̽��ж�ά��ֵģ�⣬ֱ����ʾѹ�ƹ����з�ĩ�������Լ�Ӧ�������γ��봫�����̡�ģ����������ģ����״��Ӧ�����IJ����нϴ�Ӱ�죻ѹ����ɺ�Բ����ѹ������ܶȲ�Ϊ12 mg/cm3���ܶȷֲ����������ҶԳƣ�ѹ�������͵ײ��ܶȽ��м䲿���ܶ��Դ���ʵ�����������ƣ�Բ����ѹ���д����ܶȽϵ͵ĺ���խ������ʾ�������п����γɷֲ����ѡ�
