

J. Cent. South Univ. (2018) 25: 764-771
DOI: https://doi.org/10.1007/s11771-018-3781-0

Microstructure and mechanical properties of as-cast and extruded Mg–8Li–3Al–0.7Si alloy
YANG Guo-qing(杨国庆)1, PENG Xiao-dong(彭晓东)1, 2,YANG Yan(杨艳)1, 2,
LI Meng-luan(李孟孪)1, WEI Guo-bing(魏国兵)1, 2, SHAO Hong-yan(邵红岩)1, WANG Bao(王宝)1
1. School of Materials Science and Engineering, Chongqing University, Chongqing 400045, China;
2. National Engineering Research Center for Magnesium Alloys, Chongqing 400044, China
 Central South University Press and Springer-Verlag GmbH Germany, part of Springer Nature 2018
Central South University Press and Springer-Verlag GmbH Germany, part of Springer Nature 2018
Abstract:
Mg–8Li–3Al–0.7Si alloy was prepared by casting and deformed by hot extrusion in this study. And the microstructure of as-cast and extruded specimens was analyzed with OM, XRD, SEM and EDS. Results show that the specimens are composed of α-Mg, β-Li, AlLi, MgLiAl2 and Mg2Si phases. In as-extruded specimen, the microstructure is refined and the β-Li phase has the effect of coordination during deformation. After hot extrusion, Chinese script Mg2Si phase is crushed into block-like and distributes uniformly in the matrix. Mechanical properties results show that the strength and elongation are both improved after hot extrusion.
Key words:
Mg–Li alloy; microstructure; mechanical properties; extrusion; silicon;
Cite this article as:
YANG Guo-qing, PENG Xiao-dong, YANG Yan, LI Meng-luan, WEI Guo-bing, SHAO Hong-yan, WANG Bao. Microstructure and mechanical properties of as-cast and extruded Mg–8Li–3Al–0.7Si alloy [J]. Journal of Central South University, 2018, 25(4): 764–771.
DOI:https://dx.doi.org/https://doi.org/10.1007/s11771-018-3781-01 Introduction
With environment problems and energy crisis becoming serious, light weight materials have received great attention in recent years [1–3]. As the lightest structural materials, Mg–Li alloys display impressive advantages such as high stiffness ratio, good machining property, good magnetic screen and have shown promising prospect in the fields of aeronautical, automotive and electronic industry [4–6]. However, the strength of Mg–Li alloys is very low which restrict their wide application [7, 8]. In order to improve the strength of Mg–Li alloys, alloying elements such as Al, Zn, and rare earths (RE) are added [9, 10].
Al is the most common alloying element for Mg–Li alloys. Al addition increases tensile strength and hardness of Mg–Li alloys by means of solid solution and compound reinforcements [11, 12]. However, when the Al content exceeds 3 wt%, the elongation of Mg–Li alloys can decrease sharply. RE elements are usually added into Mg–Li–Al alloys to achieve good mechanical properties [13]. But RE elements are expensive and easily oxidized in the air, which demands big production expenses for alloy preparation. In contrast with RE elements, Si element is relatively cheaper, easily obtained and much lighter, having more advantages in strengthening Mg–Li–Al alloys. Moreover, Si mainly exists in Mg alloys with the form of Mg2Si compound, due to its low solid solubility in Mg (0.003 at%). Mg2Si exhibits high melting point (1085 °C), high hardness (430 HV) as well as low thermal expansion coefficient (7.5×10–6 K–1), which can act as the very effective strengthening phase in alloys [14, 15]. Hence, Si can be considered as the preferred one of alloying elements for further enhancing the mechanical properties of Mg–Li–Al alloys.
However, in the previous reports, there are few reports which discuss the effects of Si on the microstructure and mechanical properties of Mg–Li–Al alloys detailed. Meanwhile, Mg–8Li– 1Al and Mg–8Li–3Al are the most commonly used Mg–Li alloys. They have good comprehensive mechanical properties. In this paper, aiming to provide a preliminary theoretical guide for excavating Mg–Li–Al-Si alloys, Mg–8Li–3Al containing 0.7 wt% Si alloy was prepared by casting and then deformed by hot extrusion. The microstructure and mechanical properties of as-cast and extruded Mg–8Li–3Al–0.7Si specimens were studied.
2 Experimental
The starting materials used in this study are: pure Mg (99.9wt%), pure Li (99.9wt%), pure Al (99.9wt%), and a Mg–10Si master alloy (Mg 90wt%, Si 10wt%). The starting materials with appropriate ratio were melted in induction furnace with a graphite crucible to obtain Mg–8Li–3Al– 0.7Si alloy. The materials were heated to 720 °C and held for 1 h under the protection of argon atmosphere, then poured into a cylinder metal mould (d90×300 mm) which was preheated to 200 °C, to form as-cast ingots. The as-cast ingots (machined to d80×50 mm) was then homogenization treated at 260 °C for 4 h and extruded into a long rod with a diameter of 16 mm (extrusion ratio was 25:1) at the temperature of 260 °C. Chemical composition of the alloy, determined by wavelength dispersion X-ray fluorescence, is listed in Table 1.
After being polished and etched with 2% (volume fraction) nital, the microstructure of as-cast and extruded specimens was examined by optical microscope (OM, OLYMPUS) and scanning electron microscope (SEM, JEOL JSM 6460LV) equipped with an energy dispersive spectrometer (EDS). X-ray diffraction (XRD, D/MAX-2500pc) was used for phase analysis. Tensile specimens with gauge dimensions of d5×25 mm were machined from the central regions of as-cast and extruded specimens. The axial direction of the tensile specimens was parallel to the extrusion direction. Tensile properties at room temperature of as-cast and extruded specimens were conducted on SANS CMT-5105 tensile tester with a displacement speed of 2 mm/min. The fracture surface of the alloys was also examined by scanning electron microscope.
Table 1 Chemical composition of Mg–8Li–3Al–0.7Si alloy (mass fraction, %)

3 Results and discussion
3.1 Microstructure
Optical micrographs of as-cast Mg–8Li–3Al– 0.7Si are presented in Figures 1(a) and (b) in different magnifications. It can be seen that the matrix of the alloy consists of bright α-Mg phase and gray β-Li phase. The α-Mg phase (labeled as A) mainly presents a coarse flake form of which the average grain size is about 82.6 μm in diameter. β-Li phase (labeled as B) fills in the space between α-Mg phase grains, separated by boundaries between two phases. In addition, coarse Chinese script phase and tiny particle phase are formed on the matrix. Most of the Chinese script phase (labeled as C) is located at the boundary of α-Mg and inside α-Mg phase while tiny particle phase (labeled as D) is mainly located at the interior of β-Li phase.
Figures 1(c) and (d) show the microstructure of as-extruded specimen vertical to the extrusion direction in different significances. The grain size in the extruded specimen is relatively finer as compared to as-cast specimen. α-Mg phase is twisted as a result of severe deformation. The reason for the microstructure of extruded specimen can be explained from two following aspects. At first, α-Mg phase only has two  independent basal slip systems that are readily activated, far fewer than the five independent slip systems necessary for general deformation. Since the slip systems of α-Mg phase are very limited, it is possible for some grains of α-Mg phase with favorable orientations to be deformed in extrusion, while the other grains in α-Mg phase without favorable orientations can not. Hence, under mutual effects of above factors α-Mg phase is twisted. Secondly, β-Li phase with a BCC structure has five
independent basal slip systems that are readily activated, far fewer than the five independent slip systems necessary for general deformation. Since the slip systems of α-Mg phase are very limited, it is possible for some grains of α-Mg phase with favorable orientations to be deformed in extrusion, while the other grains in α-Mg phase without favorable orientations can not. Hence, under mutual effects of above factors α-Mg phase is twisted. Secondly, β-Li phase with a BCC structure has five  independent slip systems which is able to deform homogenously at high strain. Apparently, β-Li has better ductility than α-Mg, so it acts as a mediate of coordinating deform between α-Mg phase and the matrix in the extrusion process.
independent slip systems which is able to deform homogenously at high strain. Apparently, β-Li has better ductility than α-Mg, so it acts as a mediate of coordinating deform between α-Mg phase and the matrix in the extrusion process.
The microstructure of as-extruded specimen parallel to the extrusion direction is displayed in Figures 1(e) and (f). α-Mg phase and β-Li phase are elongated, becoming long strips parallel to the extrusion direction. Under the compression stress large precipitated phases are broken and distribute in the matrix evenly. Large amounts of grains (labeled as E) are formed in initial β-Li grain boundaries. β-Li phase exhibits an equiaxed morphology with a grain size of smaller than 15 μm, which indicates that dynamic re-crystallization (DRX) has occurred during the extrusion process, as shown in Figure 1(f).
XRD analysis is illustrated in Figure 2. It reveals that for the as-cast and extruded specimens, the main phases are α-Mg, β-Li, AlLi, MgLiAl2 and Mg2Si phases. Clearly, it is noted that hot extrusion did not lead to the formation of any new phases. Unlike AlLi phase, MgLiAl2 is not common phase in Mg–Li alloys but stable at room temperature, which is transformed from metastable MgLi2Al phase [16]. In as-extruded specimen, the diffraction intensity of certain peaks of Mg has changed which reveals a change of preferred orientation of α-Mg phase after severe deformation.
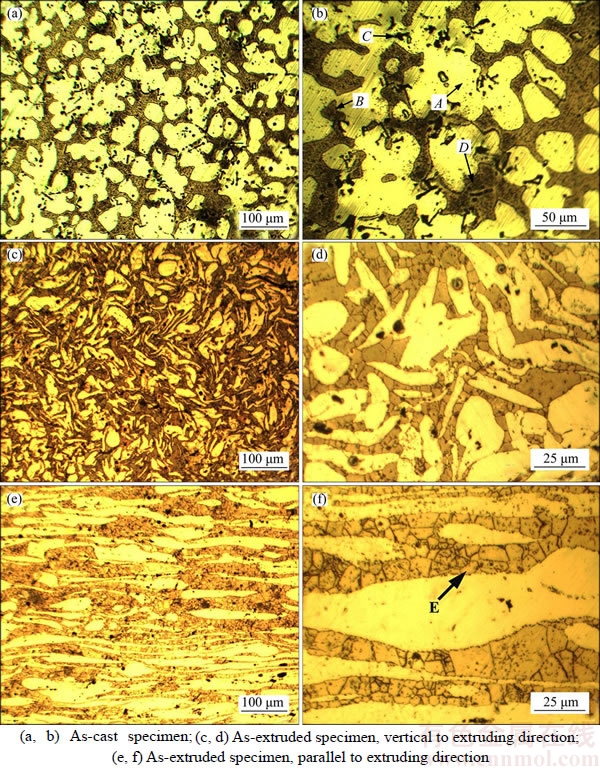
Figure 1 Optical microstructures of as-cast and extruded Mg–8Li–3Al–0.7Si alloy:
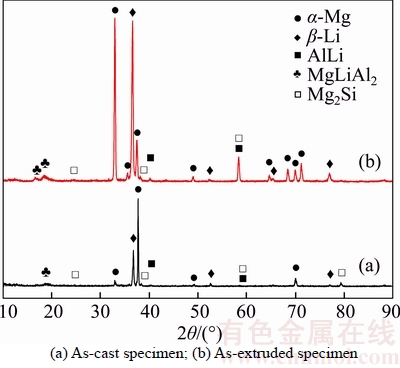
Figure 2 XRD patterns of Mg–8Li–3Al–0.7Si alloy:
The SEM images of as-cast specimen are exhibited in Figures 3(a) and (b) and the results of EDS analysis are shown underneath Figures 3(a) and (b). The dark area in the SEM images corresponds to α-Mg phase whereas the bright area corresponds to β-Li phase. Two different types of the second phases are observed in the images. It is clear to see that the Chinese script phase disperses in α-Mg phase and the grain boundary of α-Mg uniformly. The EDS result of Chinese script phase (labeled as A) reveals that Chinese script phase is enriched in Mg, Al and Si elements. And the atom amount ratio of Mg to Si is about 2:1. Considering that the Mg may come from the matrix, it can be concluded that the Chinese script phase is Mg2Si accordingly. Meanwhile, white tiny particles are distributed inside β-Li phase homogeneously. The EDS result of tiny particle phase (labeled as B) indicates that tiny particles are enriched in Mg and Al elements. Combining results of previous study [17], tiny particle phase is AlLi.
The SEM images of as-extruded specimen are presented in Figures 3(c) and (d). Fine equiaxed grains with an average grain size of approximately 8 μm are clearly observed in the alloy which is also in agreement with the OM results. Moreover, there exist some block compounds dispersing in the matrix uniformly. LIU et al [18] and DING et al [19], in the research of Al–Mg–Si alloys, found that coarse Mg2Si phase after extrusion was broken into small particles and distributed throughout the matrix uniformly. Therefore, it can be deduced that the block compound in SEM images is Mg2Si phase and segments from original Chinese script phase, which also can be explicitly verified by Figure 4, a high-magnification SEM image of the second phases. Meanwhile, numerous white tiny particles are distributed in β-Li phase. According to the XRD results and SEM images of as-cast specimen, white tiny particles are apparently AlLi phase, which implies that there is no noticeable change in the size and distribution of AlLi phase during the extrusion process.
3.2 Mechanical properties
Figure 5 presents representative engineering stress–strain curves of as-cast and extruded specimens. The mechanical properties of specimens are listed in Table 2. Figure 5 shows that after extrusion process, the yield strength (YS), ultimate tensile strength (UTS) and elongation are all improved. In Table 2, the as-cast specimen exhibits a low YS and poor elongation of only 6.1%, whereas the YS, UTS and elongation of as-extruded specimen reach values of 185.3 MPa, 252.4 MPa and 11.8%, which are increased by 34.7%, 42.2% and 93.4% separately compared with those of as-cast specimen. The UTS of as-extruded specimen is higher than that of most Mg–Li alloys reported in previous literatures.
Hence extrusion can improve mechanical properties of the alloy significantly. This can be attributed to the following aspects:
1) There are reduced cast defects such as shrinkage porosity, slag inclusion and so on in the extruded specimen [20, 21], which is beneficial to improving the mechanical properties of the alloy.
2) Due to dynamic re-crystallization (DRX) happening in β-Li phase during extrusion, grains of β-Li phase are much refined. And α-Mg phase is also refined. According to the Hall–Petch relationship [22], the grain refinement can improve the strength and ductility of the alloy simultaneously. Moreover, after extrusion, both α-Mg and β-Li phases are elongated along the extruding direction. This matrix texture is unfavorable to the activation of basal slip because of the tensile direction parallel to the extruding direction. Therefore, the as-extruded alloy is strengthened.
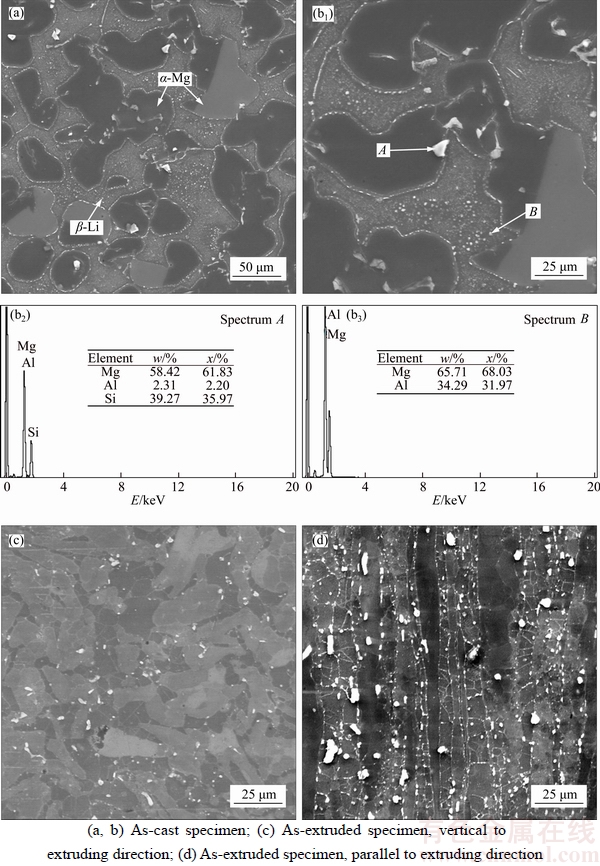
Figure 3 SEM images of Mg–8Li–3Al–0.7Si alloy:
3) During extrusion, Chinese script Mg2Si phase is broken into block shape and distributes uniformly in the matrix. This reduces the cleaving effects of large precipitates on matrix. And the strength and elongation are increased accordingly.
4) The broken Mg2Si phase and the fine AlLi particles are effective obstacles to dislocation movement during deformation and have a dispersive strengthening effect on the alloy. On other hand, small dispersive phases can pin grains boundaries and suppress the growth of grains newly formed in DRX during extrusion, providing fine and uniform DRX grains, so dispersive phases play important roles in enhancing the mechanical properties of the alloy.
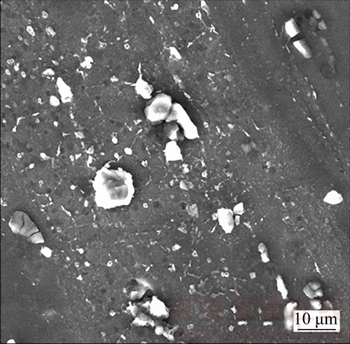
Figure 4 Magnified SEM image of second phases in as-extruded specimen
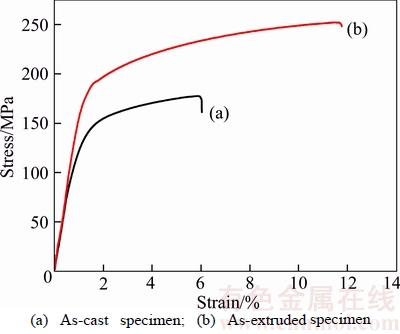
Figure 5 Tensile stress–strain curves of Mg–8Li–3Al– 0.7Si alloy:
Table 2 Mechanical properties of Mg–8Li–3Al–0.7Si alloy
5) During tensile test, the β-Li phase acts as a mediate of coordinating deform. Compared with that of as-cast specimen, the size of the β-Li phase in as-extruded specimen is much tinier. This makes the elongation of as-extruded specimen larger than that of as-cast specimen.
3.3 Fracture analysis
With a hexagonal crystal structure, cleavage fracture, quasi-cleavage fracture and inner-granular fracture are the main fracture modes of magnesium alloys [23]. SEM images of the tensile fracture surfaces are displayed in Figure 6. Fractography of as-cast and extruded specimens is significantly different. Figure 6(a) shows the fracture surface of as-cast specimen. In Figure 6(a), the fracture surface is mainly composed of cleavage planes and steps which demonstrate a typical cleavage fracture with the river pattern. The fracture surface of as-extruded specimen, as shown in Figure 6(b), consists of cleavage planes and numerous dimples. Therefore, the fracture of as-extruded specimen is a typical quasi-cleavage fracture. In addition, there are some plate-like phases (labeled as A) in dimples, as shown in Figure 6(c). EDS analysis shows the phase at position A is composed of Mg, Si element. Combining the analysis previously, it can be concluded that the phase is Mg2Si compound. The results mentioned above reveals that cracks easily originate and propagate from the interface between Mg2Si and the matrix. The Mg2Si compound may be the crack sources.
4 Conclusions
1) A new Mg–8Li–3Al–0.7Si alloy has been developed. As-cast and extruded specimens are both composed of α-Mg phase, β-Li phase, AlLi phase, MgLiAl2 phase and Mg2Si compound.
2) During the extrusion process, dynamic re-crystallization (DRX) occurred and β-Li phase is greatly refined. Both α-Mg and β-Li phases are elongated, becoming long strips along the extrusion direction due to severe deformation. Chinese script Mg2Si phase is crushed into block-like and distribute evenly in the matrix.
3) The specimen extruded at 260 °C has a yield strength of 185.3 MPa, an ultimate tensile strength of 252.4 MPa and an elongation of 11.8%, which are enhanced by 34.7%, 42.2% and 93.4% separately compared with those of as-cast specimen. The mechanical properties of alloy are significantly improved by hot extrusion.
4) The tensile fracture of as-cast specimen belongs to cleavage fracture while that of as- extruded specimen tends to be quasi-cleavage. As for as-extruded specimen, broken Mg2Si phase is the possible crack source.
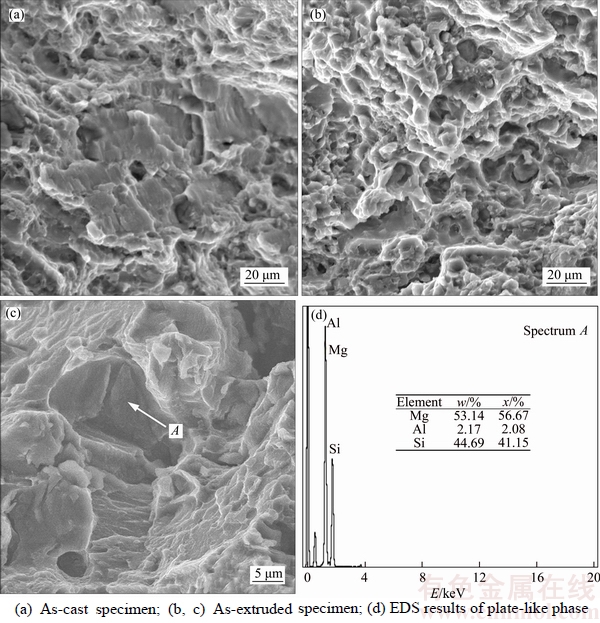
Figure 6 Tensile fracture of Mg–8Li–3Al–0.7Si alloy and EDS results:
References
[1] MA Lei-juan, HAO Hai, DONG Han-wei, ZHANG Xing-guo, JIN Jun-ze. Effects of electromagnetic field on structure and heat treatment behavior of Mg–Li–Al alloys [J]. Transactions of Nonferrous Metals Society of China, 2008, 18: 96-100.
[2] XU Guang-long, ZHANG Li-gang, LIU Li-bin, DU Yong, ZHANG Fan, XU Kai, LIU Shu-hong, TAN Ming-yue, JIN Zhan-peng. Thermodynamic database of multi-component Mg alloys and its application to solidification and heat treatment [J]. Journal of Magnesium and Alloys, 2016, 4(4): 249–264.
[3] CHEN Gang, ZHANG Yan-bin, XIA Wei-jun, CHEN Ding. Microstructure and tensile creep resistance of Mg–5.5%Zn– (0.7%, 1.5%, 3.5%, 7.5%) Y alloys [J]. Journal of Central South University, 2015, 22: 4112-4122.
[4] WU R, YAN Y, MURR L E, HAN W, ZHANG Z, ZHANG M. Recent progress in magnesium-lithium alloys [J]. International Materials Reviews, 2015, 60(2): 65-100.
[5] CHEN Zhao-yun, DONG Zi-chao, YU Chun, TONG Rui. Microstructure and properties of Mg–5.21Li–3.44Zn–0.32Y– 0.01Zr alloy [J]. Materials Science and Engineering A, 2013, 559: 651-654.
[6] LEU J S, CHIANG C T, LEE S, CHEN Y H, CHU C L. Strengthening and room temperature age-softening of super-light Mg–Li alloys [J]. Journal of Materials Engineering and Performance, 2010, 19: 1235-1239.
[7] WANG P C, LIN H C, LIN K M, YEH M T, LIN C Y. A study of aging treatment on the Mg–10Li–0.5Zn alloy [J]. Materials Transactions, 2009, 50(9): 2259-2263.
[8] YOU S, HUANG Y, KAINER K U, HORT N. Recent research and developments on wrought magnesium alloys [J]. Journal of Magnesium and Alloys, 2017, 5(3): 239–253.
[9] WANG Tao, ZHANG Min-lin, Wu Rui-zhi. Microstructure and properties of Mg–8Li–1Al–1Ce alloy [J]. Materials Letters, 2008, 62: 1846-1848.
[10] YANG Yan, PENG Xiao-dong, WEN Hai-ming, ZHENG Bao-long, ZHOU Yi-zhang, XIE Wei-dong, LAVERNIA E J. Influence of extrusion on the microstructure and mechanical behavior of Mg–9Li–3Al–xSr alloys [J]. Metallurgical and Materials Transactions A, 2013, 44A(2): 1101-1113.
[11] KAMADO S,KOJIMA Y. Deformability and strengthening of superlight Mg–Li alloys [J]. Metallurgical Science and Technology, 1998, 16(1): 45-54.
[12] RAYNOR G V. The physical metallurgy of magnesium and its alloys [M]. London: Pregamon Press, 1959.
[13] WU Rui-zhi, QU Zhi-kun, ZHANG Min-lin. Effects of the addition of Y in Mg–8Li–(1, 3) Al alloy [J]. Materials Science and Engineering A, 2009, 516: 96-99.
[14] MOUSSAA M E, WALYA M A, EL-SHEIKH A M. Effect of high-intensity ultrasonic treatment on modification of primary Mg2Si in the hypereutectic Mg–Si alloys [J]. Journal of Alloys and Compounds, 2013, 577: 693-700.
[15] GERANMAYEH A R, MAHMUDI R. Compressive and impression creep behavior of a cast Mg–Al–Zn–Si alloy [J]. Materials Chemistry and Physics, 2013, 139(1): 79-86.
[16] LIU T, WU S D, LI S X, LI P J. Microstructure evolution of Mg-14% Li-1% Al alloy during the process of equal channel angular pressing [J]. Materials Science and Engineering A, 2007, 460: 499-503.
[17] QU Zhi-kun, WU Rui-zhi, ZHAN Hai-bo, ZHANG Min-lin. The solution and room temperature aging behavior of Mg–9Li–xAl (x=3, 6) alloys [J]. Journal of Alloys and Compounds, 2012, 536(5): 145-149.
[18] LIU Fang, YU Fu-xiao, ZHAO Da-zhi, ZUO Liang. Microstructure and mechanical properties of an Al–12.7Si–0.7Mg alloy processed by extrusion and heat treatment [J]. Materials Science and Engineering A, 2011, 528: 3786-3790.
[19] DING Ke, LIAO Heng-cheng, JIN Qiu-min, TANG Yun. Effect of hot extrusion on mechanical properties and microstructure of near eutectic Al–12.0%Si–0.2%Mg alloy [J]. Materials Science and Engineering A, 2010, 527: 6887-6892.
[20] WANG T, WU R Z, ZHANG M L, LI L, ZHANG J H, LI J Q. Effects of calcium on the microstructures and tensile properties of Mg-5Li-3Al alloys [J]. Materials Science and Engineering A, 2011, 528: 5678-5684.
[21] MENG X R, WU R Z, ZHANG M L, WU L B, CUI C L. Microstructures and properties of superlight Mg–Li–Al–Zn wrought alloys [J]. Journal of Alloys and Compounds, 2009, 486: 722-725.
[22] SINGH A, WATANABE M, KATO A, TSAI A P. Microstructure and strength of quasicrystal containing extruded Mg–Zn–Y alloys for elevated temperature application [J]. Materials Science and Engineering A, 2004, 385: 382-396.
[23] SON H T, KIM Y H, KIM D W, KIM J H, YU H S. Effects of Li addition on the microstructure and mechanical properties of Mg–3Zn–1Sn–0.4Mn based alloys [J]. Journal of Alloys and Compounds, 2013, 564: 130-137.
(Edited by HE Yun-bin)
中文导读
铸态、挤压态Mg-8Li-3Al-0.7Si合金组织及力学性能研究
摘要:镁锂合金作为目前最轻的金属结构材料, 受到各国学者的广泛关注,但镁锂合金存在绝对强度低、耐热性能差等缺点。基于此, 本文设计并制备了新型Mg-8Li-3Al-0.7Si合金,并对其进行了热挤压加工。本文采用光学显微镜(OM)、扫描电镜(SEM)、X射线衍射(XRD)、EDS能谱分析(EDS)对合金的微观组织进行研究, 研究结果表明合金主要由α-Mg、β-Li、AlLi、MgLiAl2、Mg2Si相组成。与铸态合金相比,挤压态合金组织明显细化且β-Li相表现出良好的协调变形的性能。而且, 铸态中汉字状Mg2Si相在挤压过后会破碎成块状,均匀地分布在基体上。力学性能测试结果表明合金在挤压过后其强度和塑性都得到大幅度的提升。
关键词:镁锂合金;挤压;微观组织;力学性能;硅
Foundation item: Project(51601024) supported by the National Natural Science Foundation, China; Projects(2016YFB0700403, 2016YFB0301100) supported by the National Key Research and Development Program of China; Project(cstc2016jcyjA0418) supported by the Chongqing Research Program of Basic Research and Frontier Technology, China; Project(106112016CDJXZ138811) supported by the Fundamental Research Funds for the Central Universities, China
Received date: 2016-06-06; Accepted date: 2016-10-06
Corresponding author: PENG Xiao-dong, PhD, Professor; Tel: +86–23–65111625; E-mail: pxd@cqu.edu.cn; ORCID: 0000-0002- 6403-5347; YANG Yan, PhD, Associate Professor; Tel: +86–23–65102856; E-mail: yanyang@cqu.edu.cn; ORCID: 0000-0002-0128-2172
Abstract: Mg–8Li–3Al–0.7Si alloy was prepared by casting and deformed by hot extrusion in this study. And the microstructure of as-cast and extruded specimens was analyzed with OM, XRD, SEM and EDS. Results show that the specimens are composed of α-Mg, β-Li, AlLi, MgLiAl2 and Mg2Si phases. In as-extruded specimen, the microstructure is refined and the β-Li phase has the effect of coordination during deformation. After hot extrusion, Chinese script Mg2Si phase is crushed into block-like and distributes uniformly in the matrix. Mechanical properties results show that the strength and elongation are both improved after hot extrusion.
