
���±�ţ�1004-0609(2010)S1-s0811-04
TC11�ѺϽ�����ڦ�+�����������նͱ���
��Ӣ�壬������ ��
(��ɽ�����ɷ�����˾ �ظ���ҵ�����Ϻ� 200940)
ժ Ҫ��
��TC11��ǿ�ѺϽ�d130~160 mm����Ϊ�о����������ͺ;������ֲ�ͬ���췽ʽ�ڦ�+���������ε��ŵ��ȱ�㣬�ص�Ծ��͵��������նͱ��ι��ս��ж�����飬��ȡ�ó�Ч��Ϊ�����ѺϽ���ĵ��ȼӹ��ṩһ���µĹ�������·�ߡ�
�ؼ��ʣ�
TC11�ѺϽ���������������������
��ͼ����ţ�TF 804.3���� ���ױ�־�룺A
Final wrought deformation of TC11 titanium alloy in (��+��) phase
WU Ying-yan, WANG Wan-bo, JI Bo
(Special Steel Branch, Baoshan Iron & Steel Co., Ltd., Shanghai 200940, China)
Abstract: TC11 refractory titanium was researched as the object. The advantages and disadvantages with two different ways of the steam hammer and the radical forging press were analyzed. Several experimentation made had some effects and profits for the final wrought deformation in (��+��) phase, which supplies a new technological process for the production of titanium alloys.
Key words: TC11 titanium alloy; radial forging press; final wrought deformation
���ź��ա������òĶ��ѺϽ���֯Ҫ��IJ�����ߣ���Ч�����ѺϽ���֯��ò��Ϊ��Ʒ����ˮƽ��һ����Ҫ��־��TC11�ѺϽ���ҪӦ���ں��շ�������ѹ�����̡�ҶƬ������Լ��ɻ��ṹ��[1]�����ѺϽ���֯��ò�У���˫̬��֯��ò���ʹ����������ijЩ��Ҫ���d130~160 mm�����ĸ߱���֯Ҫ�������GJB 2220��1994��1~6��ˮƽ������ĵ���������ܸߵ�Ҫ��Ϊ������֯�����ӱ�������������Ҫ���÷�����εķ�ʽ����TC11�ѺϽ�����ι����������������������ص����⡣�������������ڲ�������ε�����£��ն������������Ǿ���������֯��ò��Ϊ�ؼ���Ӱ�����أ����Ƚϸ��ֱ��η�ʽ����ĵ���֯��ò������
1 �նͱ��η�ʽ�Ƚ�
�ն����������οɷ�Ϊ��͡����͡����͡�����4�ַ�ʽ��4�ֱ��η�ʽ�У����ƶ����ڲ���֯�ĸı������õı������������d130~160 mm����İ��ģ��������ϱȽϴ�TC11�Ͻ��������ѱ��κϽ�����ʱ����ҧ�����ѣ������Ѷ����
��ͱ��β��þ�ѹ�����ɷֶ��α��������ճ�Ʒ������λ��ѹ�����ʺϿ������첻С��d200 mm������������ϣ�����d130~160 mm���İ��ķ����Եò��������ԣ���Ҫ���þ��ͺʹ������ֱ��η�ʽ�����ն����������Σ��־������ֱ��η�ʽ���бȽϣ�Ѱ�������֯���Ʒ�ʽ��
����ͨ����̬�ij�����Σ���������������֯���γ�ϸС�Ħ�+��ת��˫̬��֯��ȱ���Ǵ����������ڽϳ��������ϱ���Ҫ��ϸߣ���������Ҫ�����ʵ��Ĵ��ٿ��ƣ���Ʒ���ı�������һ�㣬�ɲ��ʵ͵ȡ�
���Ϳ����ȶ�����Ϊ���������٣�ֻҪ���ƺ�¯�¡������¶ȡ���������ʡ������ٶȣ�����ȷ�������ڲ��������������㣬�õ���������֯����֯�Ц����ΪϸС������������֯������һ�㣬�����������ã��ɲ��ʸߣ������ڸ�Ч�ʵ������ȶ���������ȱ���DZ������Ѷ���������ѹ���ν��ѳ������������������������������״���ࡣ����֯��ò�У��������������Լ������Ե������ڲ�����֯����ò���������Ծ������о�Ӧ���������ϵ�ԭʼ��֯��ò�����������ѡ���Լ��նͱ������Ĵ�С��
2 �����նͱ���
���ڴ���һ��������������Һ������������õ���3 t��Һ�������ص��Ƕ��Գ�֣���һ���ı������£�������֯�ܵõ��ܺõ����顣ȱ���Ƕ�����̿���Ҫ���ϸ������ϱ���Ҫ����⣬�Դ��ٵĿ��ơ�ÿ�δ���������Ҫ��֤�����ڲ������Ȳ��ܹ��ȡ�
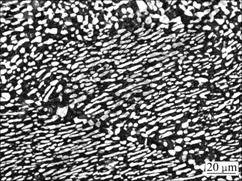
����1���ն����������β��ÿ��50%����+����50%���Σ������¶�ΪTphase-(40~50) �棬��������˫���˻�����õ�����֯��ͼ1��ʾ��
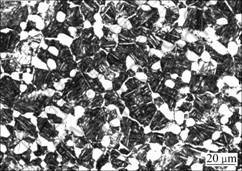
ͼ1 ���55%����+����50%���ε���ò
Fig.1 Morphology of deformation with hot press forge (55%) and hammer forge (50%)
��ͼ1�ɼ������ô��͵Ķ��칤�գ��ɵõ����͵�˫̬��֯�����͵õ��ĸù����ij�����̽��ˮƽΪd1.2-0 dB~ -6 dB��
���Ͳ��ö�̬�������������ֱ��������ģ�ֻҪ���ٿ��Ƶõ������Ա������Ĺ��ȵ�����
���ܴ��Ͷ������֯ϸ������֯�����Է����и�ͻ���Ĺ��ף�����ҵ���������ص��ǽϸ�����Ч�ʺͲ�Ʒ�������ϡ����������ܲ�������(��Ҫ���ˡ�����������)Ӱ��ϴ����ص���࣬����Ч�ʼ�����������ҪͶ��ܴ�ľ�����
3 �����նͱ���
����ʽ���õ¹����;������۵Ķ��Թ�ʽ[2]��
![]() (1)
(1)
ʽ�У�hΪ����ѹ��������Ϊ��ͷб�����ϵļнǡ������ѺϽ�һ���ȡ8?��E��1/2D��DΪ����ֱ����
����ʽ[2]ָ�������ݾ��������Ƶ��Ĺ�ʽ�����ŵ��α�����ʱ����Ҫ���Ƕ���Ҫ���ڰ��ĵ��������ϣ���ˣ����α������ܴ�ʱ����������ܸߵı����ȣ������IJ��¶ȿ��ܳ������㣬������֯���ϸ������
���Ͷ�����Ӱ���ѺϽ��ڲ���֯��ò����Ҫ���أ����������Ѱ������뾭������α��Σ��������ڱ��ι����У����Ű��ijߴ�ı仯��ÿ���εĶ���Ƚ��ӽ�����״̬��
����2���ն������������ھ�����ɡ����ò�ͬ���ľ������ϣ�������֯��ò�����ԭʼ״̬Ϊ�´��������֯����ͼ2���Ӳ�ͬ�������Ͼ��Ͷ�����d150 mm���ģ��������ֱ�Ϊ50%��80%��
����3��ͼ2�ij�ʼ��֯״̬���ն����������β��ÿ��+������ɡ���ͱ�����Ϊ35%��55%+���ͱ�����Ϊ50%��
������������¶ȶ�ѡ����Tphase-(60~70) �档��Ʒ������֯������˫���˻𣬷�ӳ���ճ�Ʒ���ĵ���֯��ò������
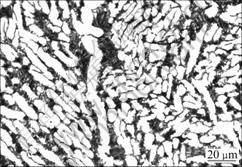
����2�У�ͼ2��ʾΪ����������30 �澭�´�����ľ���������֯��ò��ͼ3��ʾΪ�ն������������ھ��ͱ�����Ϊ50%����֯��ò��ͼ4��ʾΪ������Ϊ80%����֯��ò��
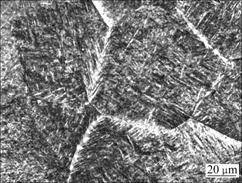
ͼ2 ����������֯��ò
Fig.2 Microstructure of flan for radial forge
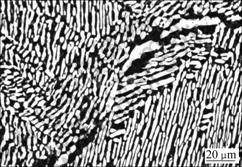
ͼ3 �նͱ�����50%�ľ��Ͱ�����֯��ò
Fig.3 Microstructure with 55% deformed in radial forge
������2���Կ�����ͼ3�д��ڵľ��糤�����࣬�����ھ��ͱ��κ��ѽ��������ئ¾��糤�������״���������飬���Ŵ����˳�Ʒ����[3-6]�������������ͨ���㹻�����������ε��Ը��ƣ����ֲ������������δ�ܳ������Ŀ�״����״���ࡣͼ4����֯����80%�ı������γɵ���ϸС�Ħ���ͦ�ת�����֯����ͼ4���Կ������ն����������ν�ֱ��Ӱ�쵽���ͱ��ε�������֯��ò�ص㡣
���⣬�ھ���50%���ι����У��ڰ��ľֲ���������һ�������Եĵ������(��ͼ5)��������Ϊ�����ھ��ͱ���ʱ����ʹ����������ѵı������ڸ������һ��������У�����������ͨ���������Ͳ����Ŀ��ƣ����Ը��ơ�
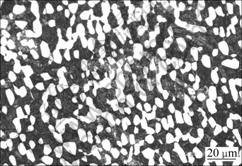
����2�У�ͼ6��ʾΪ���35%������+����50%����������֯��ò��ͼ7��ʾΪ���65%������+����50%����������֯��ò��
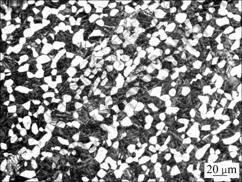
ͼ4 �նͱ�����80%�ľ��Ͱ�����֯��ò
Fig.4 Microstructure of deformation with final radial forge of 80%
ͼ5 ���Ͷ��صķ����Ԧ���ò����
Fig.5 Microstructure of �� phase with a particalar direction
ͼ6 ���35%����+����50%���ε���ò
Fig.6 Morphology of deformation with hot press forge of 35% and radical forge of 50%
ͼ7��ͼ6�и�����նͱ�������ͼ6����״���ò����ܺõ����飬��������Ʒ�����С�ͼ4��ͼ7���ǿ��Խ��ܵĺϸ���֯������3�п��65%����+����50%���ο��Խ���״��������飬��֯�����Կ��ԴﵽҪ��
��TC11�ѺϽ��������У������ڴ��͵��ն�
ͼ7 ���65%����+����50%���ε���ò
Fig.7 Morphology of deformation with hot press forge of 65% and radical forge of 50%
���ϱ����¶���820 �����ϣ����͵��ն��¶ȿɵ���750 �档���⣬���Ͷ����d150 mm���ij�����̽��ˮƽ�ɴﵽd1.2-6 dB��
4 ����
1) �ն����������ν�ֱ�Ӿ�����Ʒ���ĵ���֯��ò��Ҫ�õ�����ϸС�Ħ�+��˫����֯���ɲ��þ��ͻ͵ķ�ʽ�����նͱ��Ρ�
2) ���Ͷ������ھ��ͣ�ͨ���Դ����̿��ƣ����Եõ����ȵ�˫̬��֯����ͨ�����������ղ��������Խ������ڲ���������֯��ò����������״̬��
3) ���Ͷ����ѺϽ�ʱ�ն��¶�Ҫ���ڴ��͵��ն��¶ȣ��������ͬ���İ��ģ����ͷ�ʽ�õ��ij�����̽��ˮƽҪ���ڴ��͡�
4) ��ҵ�����������ʹ����ߵ�����Ч�ʣ������ı������������ѺϽ�����һ�ַ�չ���ơ�
REFERENCES
[1] �ƹ��, ����У. TC11�Ͻ��ڲ�ͬ�ȴ��������µ�����֯����[J]. ϡ�н���, 2002(3): 21-24.
TANG Guang-xi, ZHU Zhang-xiao. Microstructural analysis of TC11 alloy by different heat treatment[J]. Chinese Journal of Rare Metals, 2002(3): 21-24.
[2] ����ʽ. �����ѺϽ���ĵĶ���[J]. �ѹ�ҵ��չ, 2000(5): 15-18.
HU Zong-shi. Research on forging penetration efficiency of titanium alloy which was made in the Radical Forging Press[J]. Evolving of Titanium Industry, 2000(5): 15-18.
[3] ��־��, ��־��. ��ǿ�ѺϽ�[M]. ����: ��е������, 1981.
ZHANG Zhi-fang, GE Zhi-ming. Heat strong titanium alloy[M]. Beijing: China Machine Press, 1981.
[4] ������, ��־��, �����. �������ѺϽ�[M]. �Ϻ�: �Ϻ���ѧ����������, 1985.
WANG Jin-you, GE Zhi-ming, ZHOU Yan-bang. Aerospace titanium alloy[M]. Shanghai: Publishing Company on Technology of Shanghai, 1985.
[5] ������, ��ϣ��, ����. TC11�ѺϽ��ȱ��ε���֯�ͻ��Ʒ���[C]//��һ���ѺϽ�������ļ�. ����, 1982.
LIN Xing-zhao, WU Xi-zhe, WANG Zhen-dong. Hot deformation microstructure and mechanism of TC11 titanium alloy[C]//The First Annual Conference of Titanium Alloy. Xi��an, 1982.
[6] BLENKINSOP P A. Advanced alloys and processes titanium[C]//PRESS F H, CAPTAN I. 92 Science and Technology. United Kingdom: The Minerals Metals and Materials Metals and Materials Society, 1993.
(�༭ ����ƽ)
ͨ�����ߣ���Ӣ�壻�绰��021-26032944��E-mail: wuyingyan@baosteel.com
