
���±�ţ�1004-0609(2015)-09-2517-06
Si3N4���������մɵ��ߵĸ�������������ĥ�����
��־�ܣ���㰲���̿�ǿ
(ɽ��������ѧ ���繤��ѧԺ������ 250101)
ժ Ҫ��
������Si3N4��TiC��������������Si3N4��SiC���������������ѹ�սṤ���Ʊ���STS�������մɵ��ߣ����Ա�STS����FD-01������PUMA200MA�������ĸ�������Ӳ40CrNiMo�������������ܡ�����ɨ���������(SEM)��������ǰ�������ĥ����̬���о�STS�մɵ��ߵ�ĥ����������������STS�����ϵ��߲��Ͼ��нϸߵ���ѧ���ܣ�����ǿ�ȴ�1000MPa��ά��Ӳ�ȴ�19.5GPa�����ٸ�����40CrNiMo����ʱ�����������ٶȵ������ߺ���ĥ����֮���������ٶ�Խ�ߣ�STS��������Խ���ԡ����ֵ��ߵ�ĥ����̬����ҪΪ������ĥ��ͺ���ĥ��ĥ�������ҪΪĥ��ĥ���ճ��ĥ��
�ؼ��ʣ�
�����ϲ������մɵ�����40CrNiMo������������ĥ��ĥ����
�й�����ţ�TG 711���� ���ױ�־�룺A
Cutting performance and wear mechanism of Si3N4-based micro/nano composite ceramics tool in high speed cutting
 Zhi-jie, YANG Guang-an, CHENG Kai-qiang
Zhi-jie, YANG Guang-an, CHENG Kai-qiang
(School of Mechanical and Electronic Engineering, Shandong Jianzhu University, Ji��nan 250101, China)
Abstract: Si3N4/TiC/SiC (STS) micro/nano composite ceramic tools were fabricated by vacuum hot pressing sintering technique using Si3N4 and TiC submicron particles by adding Si3N4 and SiC nanoparticles. The cutting performance of STS and FD-01 tools in dry high speed machining 40CrNiMo component was studied. The wear morphologies of rake and flank wear were observed by scanning electron microscopy (SEM). The wear characteristic and mechanism were discussed. The results show that STS micro/nano composite tool material has excellent mechanical properties. The flexural strength and hardness are 1000 MPa and 19.5 GPa, respectively. The flank wear increases with the increase of cutting speed in high speed dry machining 40CrNiMo workpiece. STS tool obtains smaller tool flank wear, longer tool life, and is more suitable for high speed cutting under the same cutting condition. The wear forms of both ceramic tools are crater and flank, and the wear mechanisms are mainly adhesive wear and abrasive wear.
Key words: micro/nano composite; ceramic tool; 40CrNiMo; cutting performance; adhesive wear
�մɵ�����������ص����ܣ��������Ѽӹ����Ϸ�����ʾ��ǿ������ơ����մɵ��߲���Ӳ���Ե��µĵͿɿ���Ӱ�����մɵ��ߵ��ƹ�Ӧ�ã���ǿ�ȡ���Ӳ�Ⱥ����Ե�һֱ���մɵ��߲����о������Ŀ��[1-3]���������м������������壬���Ժ����Ʊ����գ��ɻ�ýϸ���ѧ���ܵ��������մɵ��߲���[4-5]��
Si3N4���մɵ������ȶ��ԺͿ������Ը���Al2O3���մɵ��ߣ������ڼӹ����ִ�Ӳ�ֺ���Ӳ����[6-7]�����н�ͻ���Ķ�������, ����ʱ�����������ơ������Ѽӹ����ϣ������������������ڴ�ͳӲ�ʺϽߵģ�������Ƥ����������������ʪʽ�����Ͷ�ϳ�ȳ��ϣ�Si3N4���մɵ������ȶ�����������[8-9]��Si3N4���մɵ��߲��Ͽ�ͨ��������ǿ���͡��ྦྷ�������͵ȷ�ʽ��ýϸߵ�ǿ�ȡ�Ӳ�ȺͿ�������[10]����־�ܵ�[11]ͨ��������Si3N4����������TiC�����Ʊ����߲��ϣ���ά��Ӳ��16.9 GPa������ǿ��900 MPa�������Ͷ�7 M��Pam1/2��֣������[12]�Ʊ���Si3N4/Sialon�ݶ������ϵ��߲��ϣ�ά��Ӳ��16.9 GPa������ǿ��900 MPa���ң������Ͷȴ�9 MPa��m1/2�����о�����������Inconel 718�Ͻ�ʱ���������ܺ�ĥ��������Ƚ϶��ԣ�Si3N4���մɵ���Ӳ���ձ��Al2O3���մɵ��ߵͣ���ĥ���Բ�[13]��
��������������Si3N4��TiC�����л������Si3N4��SiC���壬ͨ�������ķ�ɢ���սṤ�գ��Ʊ���STS�������մɵ��ߡ����Si3N4/TiC�����մɵ��߲���[11]��STS�����մɵ��߲������ÿ������͡�Si3N4�ྦྷ�����ͼ�����ƫת�ȶ��ַ�ʽЭͬ��ǿ���ͣ��ۺ���ѧ���ܵõ�������ߡ��Ա�STS�մɵ�������Ʒ������FD-01(Si3N4/TiC)�ӹ���Ӳ40CrNiMoʱ���������ܺ�ĥ�������
1 ʵ��
1.1 ���߲����Ʊ�
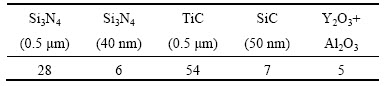
����ʵ����STS�մɵ��߲��ϲ���0.5 ��m Si3N4(���ȣ�99%��N������37.5%����������1.5%(��������))��0.5 ��m TiC ��ĩ(���ȣ�99%��C������19.5%����������1.0%(��������))��Ϊ������ϣ�����40 nmSi3N4��ĩ(���ȣ�99.0%������������0.62%(��������)���Ǿ�̬���ȱ������115 m2/g)��50 nm SiC��ĩ(���ȣ�99.9%���Ǿ�̬����������1.0%(��������)���ȱ������120 m2/g)�����߲������������1��ʾ��
��1 STS���߲������
Table 1 Constituents of STS micro/nano composite (mass fraction, %)
���þ��Ҷ���PEG��Ϊ��ɢ��������SB5200�ͳ�������ϴ���������裬������ĩ���з�ɢ���Ƶþ�������Һ������12 h��Ȼ��ͬ����ĩ��ϣ�װ���Ͳ����8 h����ո����ɸ����������ĩװ��ͿĨBN��ʯīģ�ߣ����������ѹ¯����1750 �桢30 MPa�½�����ѹ�սᡣȡ��Բ�����и�ڹ���ĥ���ϼӹ�����Ҫ��Ƭ��
1.2 ʵ�����
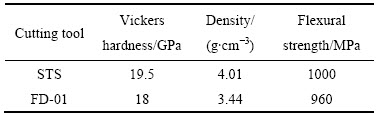
������ʵ����PUMA200MA�������Ľ��С���������Ϊ40CrNiMo��ǿ�ȴ�Ӳ��(HRC58)�����ϳߴ�100 mm��400 mm�����߲��ϵ����ܼ���2�����ߵļ��β���Ϊǰ�Ǧ�0=-5�㣬��Ǧ�0=5�㣬��ƫ�Ǧ�r=45�㣬����Ǧ�s=-5�㣬����Բ���뾶r��=0.8 mm��
��2 �մɵ���STS��FD-01������
Table 2 Performances of STS and FD-01
ʵ�����մɵ����趨�����������ֱ�Ϊ��vΪ200 m/min��250 m/min��300 m/min�� f = 0. 1 mm/r��ap= 0.15 mm��
ȡ����ĥ����Ϊ0.3 mm��Ϊĥ�۱����Դ�ʱ������ʱ����Ϊ�������������ù��������²������ߺ����ĥ����ֵ����ɨ��羵(SEM)�۲쵶��ǰ�������ĥ����̬��
2 ��������
2.1 STS���ߵ�����֯����ѧ����
ͼ1(a)��ʾΪSTS�������մɵ��߲��ϱ��澭400 ������NaOH��ʴ60 s���SEM����ͼ1(a)�ɼ�����-Si3N4��״�������Ϻã�������С��һ�����ֳ������ݺύ�����Ƕ�Ļ����ṹ�����ֳ���״�ྦྷ����������շ�ԭλ�����ͻ���[14]����ֱͬ���ͳ����ȵ��ྦྷ���-Si3N4�����ɹ���˫��ֲ���������ľ����ߴ�Ϊ0.2~1.2 ��m��������Ϊ2~5���ϴִ������ȵطֲ���ϸС����״����֮�䣬�����ṹ�ȽϹ���������ȱ���١������Ľṹ�����ѻ���ʵ����϶�٣����ײ������Ƶ�ƫת����������״�����İγ�ЧӦ�����²�����ѧ�������[15]��
ͼ1(b)��ʾΪSTS���Ϻ�����SEM����ͼ1(b)�ɼ�������NaOH��ʴ��STS�������մɲ��ϵĶ��ѷ�ʽΪ�ؾ����Ѻʹ������ѵĻ���͡��Ͽڿɹ۲쵽���Ե�Si3N4�ྦྷ�뾧�����ѡ��Žӡ��γ����µĿ��ȣ��ṩ�˶����������ɢ;���������ྦྷ��ԭλ������Ч��������ⲿʩ����������Ʊ�������ԭλ�����ͷ�ʽ�����Ʊ��ɱ��ͺͲ������ȶ��Ժõ��ص㡣
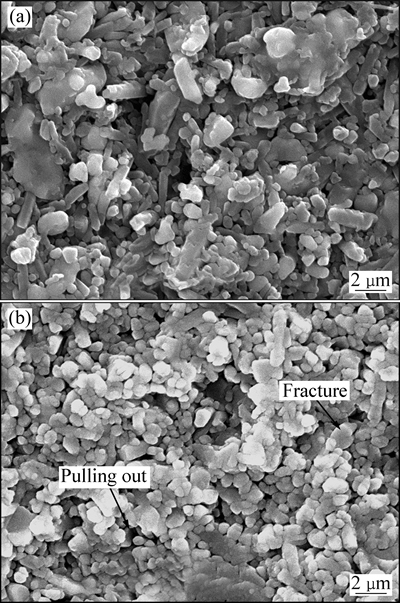
ͼ1 STS�����ϱ���Ͳ��Ϻ�����SEM��
Fig. 1 SEM images of surface (a) and crack section (b) of STS micro/nano composite material
����Si3N4��TiC��������������Si3N4��SiC�������������ѹ�ս�����У������ɢ�����������������ƻ��徧�����쳣����ʹ���ϲ�����֯�ṹ����ϸ����Ҳ���ڻ����γɾ����ͽṹ�����ƻ����ڵ�Ӧ��״̬������մɲ��ϵ���ѧ���ܡ��ྦྷ�����͡�������ɢǿ��������ƫת�Ȼ���Эͬ���ã�ʹSTS�����ϲ��ϵ��ۺ���ѧ���ܵõ���������ߡ�
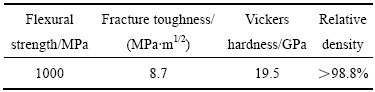
�Ʊ����ϵ���ѧ�������3��ʾ���ɱ�3�ɼ���STS�������մɵ��߲��ϵ����ܱ���Si3N4��������TiC�����ս��Ʊ��ĵ��߲����ۺ���ѧ�����нϴ����[16]��
��3 STS�����ϵ��߲��ϵ���ѧ����
Table 3 Mechanical properties of STS micro/nano composite
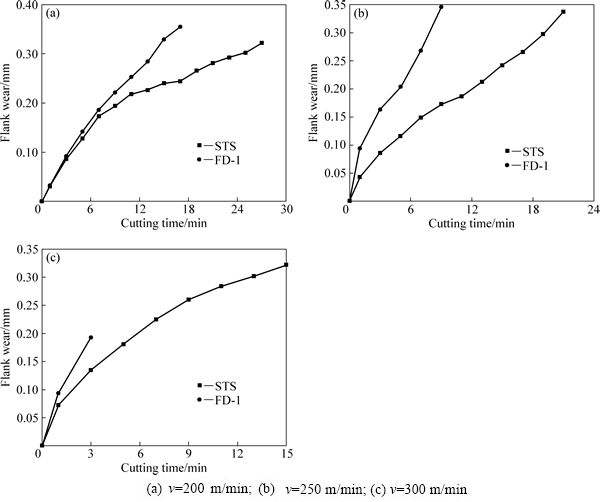
ͼ2 f=0.1 mm/r��ap=0.15 mmʱ����ĥ��������ʱ��Ĺ�ϵ
Fig. 2 Relationship between flank wear evolution and cutting time on flank at f=0.1 mm/r, ap=0.15 mm and different velocities
2.2 ���ߵ���������
40CrNiMo�ֵ�ǿ�ȸߡ����Դ����������ײ���ĥ��ʹ���ߵ�ʹ��������Ϊ���̡��������ٶ����ʱ������-��м�ĽӴ����ȱ�̣�����Ӵ����ѹǿ�ϴ������¶Ƚϸߣ������뵶�䷢��Ԫ�ص���ɢ��ճ�������²��ֵ��߲��ϴӻ�����䣬��������ĥ�������
ͼ2��ʾΪ����ĥ��������ʱ��Ĺ�ϵ����ͼ2(a)�ɿ�������v=200 m/min��f=0. 1 mm/r��ap=0.15 mm �����£��մɵ��ߴﵽ����ĥ����Ϊ0.3 mmʱ��STS�մɵ�Ƭ����ʱ��ΪFD-01�մɵ�Ƭ����������������ʱ������ӣ�STS��ĥ������б����12 minʱ�仺�������Ƴ�һ��30���ֱ�ߣ���FD-01������ĥ�����߽���ֱ�ߡ�
��ͼ2(b)�ɼ�����v=250 m/min��f=0.1 mm/r��ap=0.15 mm�����£����ߴﵽĥ���ʱ��STS�մɵ��ߵ�����ʱ���FD-01�մɵ��ߵ����ӵ���3����
��ͼ2(c)�ɼ�����v=300 m/min��f=0.1 mm/r��ap=0.15 mm�����£�STS�մɵ�������ʱ���15 minʱ������ĥ����Ϊ0.322 mm����FD-01�մɵ�Ƭ������3 min���ֱ��У�������������
2.3 ����ĥ�����
ͼ3��ʾΪSTS����FD-01������v=200 m/min��f=0.1 mm/r��ap=0.15 mm�����¸�������Ӳ40CrNiMo����ʱ����ĥ���SEM��
�Ա�ͼ3(a)��(d)�ɿ�����STS���ߺ�FD-01���߶�������������ĥ����ĥ��STS���߲��������ı߽�ĥ���������ڹ�������ӲƤ��ӹ�Ӳ����ȵ�Ӱ�죬ʹ��ĥ��Ӿ磬�����ϴ��ĥ���ơ�FD-01�����ڻ�е���ȳ�������������У���ǰ�����ڲ���С����ϺͰ��䡣
�Ա�ͼ3(b)��(e)�ɼ���FD-01���߱�STS���ߺ���ĥ�����أ����б鲼����ĥ�����Ķ������繵�ۡ�����Ҫ�����ڴ�Ӳ�����и�Ӳ�ȿ��������ڷ����غ������±�ѹ�뵶-м�Ӵ���, �����������У�ͨ����Ӳ�ȿ������繵����ʹ���߱���������ۡ������մ����ִ��Բ��϶��ԣ��繵�����ɾ����Ĵ�ϻ������γɡ�STS���߲��Ͼ��нϸߵ�ǿ�Ⱥ�Ӳ�ȣ��繵�������ԡ�
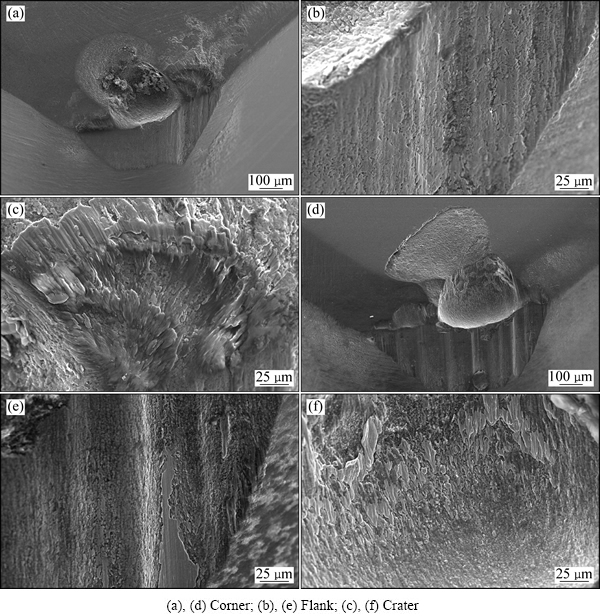
ͼ3 v=200 m/minʱSTS��FD-01�մɵ��ߵ�ĥ����ò
Fig. 3 Wear morphologies of STS ((a)-(c)) and FD-1 ((d)-(f)) inserts at v=200 m/min
�Ա�ͼ3(c)��(f)�ɼ�������ǰ���涼����ճ������������ʱ�����ߺ�����Ħ�����ʵ�ʽӴ����ϣ����㹻���ѹ�����¶������£��������Ա��ζ������亸����[17]���������������룬ճ�Ų���һ��㱻�������¸������������ߣ����γ�ճ��ĥ��
3 ����
1) ������Si3N4��TiC�����м�������Si3N4��SiC�����������ѹ�ս��Ʊ�STS�������մɵ��ߡ����ֲ�ǿ���ͻ���Эͬ����ʹ���߲��ϻ����������ѧ���ܣ����Ͽ���ǿ��1000 MPa��ά��Ӳ�ȴﵽ19.5 GPa��
2) �Ա�STS�մɵ��ߺ�FD-01�մɵ����ڲ�ͬ�����ٶ��¸�������Ӳ40CrNiMo������ʵ��������v=200 m/minʱ��STS�մɵ��ߵ�����ʱ����FD-01�մɵ��ߵ�һ������v=250 m/minʱ��STS�մɵ�������ʱ��FD-1�մɵ�Ƭ��2.5������v=300 m/minʱ��FD-1�մɵ�Ƭ������3 min����ֱ������ɼ������������ٶȵ����ӣ�STS�մɵ��ߵ����ö���������FD-01�մɵ��ߵġ�
3) ��v=200 m/minʱ��STS�մɵ��ߺ�FD-01�մɵ���ĥ����̬��Ҫ��������ĥ��ͺ���ĥ��STS�մɵ��������ı߽�ĥ�𣬶�FD-01�մɵ�����������к�Ƭ״���䣻STS�մɵ��ߺ�FD-01�մɵ��ߵ�ĥ�������Ҫ��ĥ��ĥ���ճ��ĥ��
REFERENCES
[1] ������, ��˼��, �ź�, ������. Ti (C, N) �������մɵ��ߵĸ�������������ĥ�����[J]. �й���ɫ����ѧ��, 2008, 18(7): 1286-1291.
LI Peng-nan, TANG Si-wen, ZHANG Hou-an, ZHANG Yong-zhong. Cutting performance and wear mechanism of Ti(C, N)-based cermets tools in high speed cutting[J]. The Chinese Journal of Nonferrous Metals, 2008, 18(7): 1286-1291.
[2] ��ά��, �� ��, �� ��, ��ӽ��. ���ٳ��� 300M ����ǿ�ȸ�ʱ�� Al2O3���մɵ���ĥ������о�[J]. Ħ��ѧѧ��, 2012, 31(6): 564-568.
LIU Wei-min, ZHAO Jun, AI Xing, ZHOU Yong-hui. Wear mechanisms of Al2O3-based ceramic cutting tool in high speed cutting turning of 300M ultra high strength steel[J]. Tribology, 2012, 31(6): 564-568.
[3] ����. �����մɵ��ߵķ�չ��Ӧ��[J]. �й���ɫ����ѧ��, 2004, 14(5): 237-242.
MIAO He-zuo. Development and applications of new types of ceramic cutting tools[J]. The Chinese Journal of Nonferrous Metals, 2004, 14(5): 237-242.
[4] Z J, DING M F, ZHAO J. Wear mechanism of Si3N4/TiC micro-nano-composite ceramic tool in dry machining of nodular cast iron[J]. Applied Mechanics and Materials, 2013, 319: 79-83.
[5] ����ǿ, �˽���, ����ͤ, �ƹ�Զ, �̺�ΰ. �ɸ���֯�������մɵ��ߵ��Ʊ�����������[J]. �������켼��, 2013(6): 42-46.
XING You-qiang, DENG Jian-xin, FENG Xiu-ting, YAN Guang-yuan, CHENG Hong-wei. Fabrication and properties of micro/nano-textured self-lubricated ceramic tool in dry cutting[J]. Aeronautical Manufacturing Technology, 2013(6): 42-46.
[6] �� ��, ���ҿ�, �챦��, �����, ����ƽ, ����. Si3N4�մɵ�����������Ӳ��ʱ��ĥ����Ϊ[J]. ������ѧ��, 1996, 24(6): 641-647.
LUO Hong, LIU Jia-jun, ZHU Bao-liang, LUO Zhen-bi, HUANG Shi-ping, MIAO He-zhuo. Wear mechanism of silicon nitride ceramic tool in cutting quenched steel[J]. Journal of the Chinese Ceramic Society, 1996, 24(6): 641-647.
[7] KOWALCZYK D, KISZKA P. Wear behaviour of nitride ceramic cutting tools in the machining of nodular cast iron[J]. Advances in Manufacturing Science and Technology, 2011, 35(2): 5-16.
[8] �� ��, ��սǿ, �� ��, �˽���, ����ѧ. �����������߲��ϵĽ�չ��δ��[J]. ���켼�������, 2001(8): 21-25.
AI Xing, LIU Zhan-qiang, ZHAO Jun, DENG Jian-xin, SONG Shi-xue. Progress and prospect of high-speed cutting tool material[J]. Manufacturing Technology & Machine Tool, 2001(8): 21-25.
[9] ֣����. Sialon-Si3N4 �ݶ��������մɵ��ߵ����Ƽ��������������о�[D]. ���ϣ�ɽ����ѧ, 2012: 94-105.
ZHENG Guang-ming. Fabrication and high speed cutting performance of Sialon-Si3N4 graded nano-composite ceramic tools[D]. Jinan: Shandong University, 2012: 94-105.
[10] BLUGAN G, HADAD M, GRAULE T, KUEBLER J. Si3N4-TiN-SiC three particle phase composites for wear applications[J]. Ceramics International, 2014, 40(1): 1439-1446.
[11] LV Z J, SONG X C, DING M F, ZHOU Y H. Cutting force, temperature and wear behavior in dry machining of nodular cast iron with Si3N4/TiC micro-nano-composite ceramic tool[J]. Advanced Materials Research, 2013, 711: 267-271.
[12] ZHENG G M, ZHAO J, GAO Z J, CAO Q. Cutting performance and wear mechanisms of Sialon-Si3N4 graded nano-composite ceramic cutting tools[J]. The International Journal of Advanced Manufacturing Technology, 2012, 58(1/4): 19-28.
[13] AI X, LI Z Q, DENG J X. Development and perspective of advanced ceramic cutting tool materials[J]. Key Engineering Materials, 1995, 108: 53-66.
[14] YAN J W, ZHOU J C, LU S Q, LI W C, ZHANG Z H. Mechanism of toughening and strengthening of Si3N4/SiC/ZrO2 nanocomposites[J]. Transactions of Nonferrous Metals Society of China, 2004, 14(3): 430-435.
[15] LIANG Z H, ZHANG H L, GUI L C, LI J, PENG G H, JIANG G J. Effects of whisker-like ��-Si3N4 seeds on phase transformation and mechanical properties of ��/�� Si3N4 composites using MgSiN2 as additives[J]. Ceramics International, 2013, 39(3): 2743-2751.
[16] Z J, AI X, ZHAO J. Mechanical properties and microstructure of Si3N4/TiC nanocomposites[J]. Journal of Materials Science & Technology, 2005, 21(6): 899-902.
[17] �� ��. ���������ӹ�����[M]. ����: ������ҵ������, 2003: 63.
AI Xing. High speed machining technology[M]. Beijing: National Defense Industry Press, 2003: 63.
(�༭ ����)
������Ŀ��������Ȼ��ѧ��������������Ŀ(51375281)
�ո����ڣ�2015-01-06�������ڣ�2015-06-16
ͨ�����ߣ���־�ܣ������ڣ���ʿ���绰��0531-86361369��E-mail��zhijie@sdjzu.edu.cn
ժ Ҫ��������Si3N4��TiC��������������Si3N4��SiC���������������ѹ�սṤ���Ʊ���STS�������մɵ��ߣ����Ա�STS����FD-01������PUMA200MA�������ĸ�������Ӳ40CrNiMo�������������ܡ�����ɨ���������(SEM)��������ǰ�������ĥ����̬���о�STS�մɵ��ߵ�ĥ����������������STS�����ϵ��߲��Ͼ��нϸߵ���ѧ���ܣ�����ǿ�ȴ�1000MPa��ά��Ӳ�ȴ�19.5GPa�����ٸ�����40CrNiMo����ʱ�����������ٶȵ������ߺ���ĥ����֮���������ٶ�Խ�ߣ�STS��������Խ���ԡ����ֵ��ߵ�ĥ����̬����ҪΪ������ĥ��ͺ���ĥ��ĥ�������ҪΪĥ��ĥ���ճ��ĥ��
[3] ����. �����մɵ��ߵķ�չ��Ӧ��[J]. �й���ɫ����ѧ��, 2004, 14(5): 237-242.
[8] �� ��, ��սǿ, �� ��, �˽���, ����ѧ. �����������߲��ϵĽ�չ��δ��[J]. ���켼�������, 2001(8): 21-25.
[9] ֣����. Sialon-Si3N4 �ݶ��������մɵ��ߵ����Ƽ��������������о�[D]. ���ϣ�ɽ����ѧ, 2012: 94-105.
[17] �� ��. ���������ӹ�����[M]. ����: ������ҵ������, 2003: 63.
AI Xing. High speed machining technology[M]. Beijing: National Defense Industry Press, 2003: 63.
