
DOI: 10.11817/j.ysxb.1004.0609.2021-39799
�����ٶȺ����Ʊ��ζ�HCCM��ʽ��������ͭ������֯���ܵ�Ӱ��
¬ ǿ1, 2���� ��1, 2, 3���� ��2, 3�����»�1, 2, 3
(1. �����Ƽ���ѧ �ִ���ͨ����������ӹ���������ʵ���ң����� 100083��
2. �����Ƽ���ѧ �����Ƚ��Ʊ������������ص�ʵ���ң����� 100083��
3. �����Ƽ���ѧ �������ϻ��̸߾��ⴴ�����ģ����� 100083)
ժ Ҫ��
����HCCM��ʽ���������Ʊ�����ͭ�����������в�ͬѹ���������Ʊ��Σ��о������ٶȺ����Ʊ��ζ�����֯���ܵ�Ӱ�졣ͨ������ʵ�������ͬ״̬�°��ĵ���ѧ���ܱ仯�����ù�ѧ����(OM)�����ӱ�ɢ������ϵͳ(EBSD)��ɨ���������(SEM)������ɫɢ��(EDS)�۲���ĵ�����֯��ò�����������������Һ�¶�Ϊ(1300��5) �桢���ͼ����¶�Ϊ(1250��5) �桢��ȴˮ����Ϊ400 L/h�����������ٶ�Ϊ0.5~2.0 mm/sʱ�����Ʊ�������������״����֯��������ѧ���ܵ�����ͭ���������������ٶ���0.5 mm/s������2.0 mm/sʱ���ִ���״����֯��ת��Ϊ�����������һ���Ƕȵ���״����֯�͵��ᾧ��֯������ǿ�ȳ��������ƣ�Ϊ311~418 MPa���Ϻ��쳤����69.2%������64.9%�������ھ��紦��֦����ĸ��������������ࡢ�ֲ���þ��ȡ�����������������0������80%������ǿ�ȳ������������������������������ǿ�����ٷŻ�������������������0������40%���Ϻ��쳤�ʳ����Խ��ͣ�������������Ϊ40%~94%ʱ���Ϻ��쳤���ȶ���5%���ң�չ�ֳ���״����֯�ϺõĿɳ����ӹ����ܣ��������ٶȼ����Ʊ��ζ���״����Ӱ������д���һ����֤��
�ؼ��ʣ�
����ͭ��HCCM��ʽ��������������֯����ѧ������
���±�ţ�1004-0609(2021)-06-1475-10���� ��ͼ����ţ�TG244���� ���ױ�־�룺A
���ĸ�ʽ��¬ ǿ, �� ��, �� ��, ��. �����ٶȺ����Ʊ��ζ�HCCM��ʽ��������ͭ������֯���ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 2021, 31(6): 1475-1484. DOI: 10.11817/j.ysxb.1004.0609.2021-39799
LU Qiang, ZHAO Fan, LIU Xin-hua, et al. Effect of continuous casting speed and cold rolling on microstructure and properties of aluminium white copper bars produced by HCCM vertical continuous casting[J]. The Chinese Journal of Nonferrous Metals, 2021, 31(6): 1475-1484. DOI: 10.11817/j.ysxb.1004.0609.2021-39799
����ͭ����Cu-Ni�Ͻ����������һ���������γɵ�Cu-Ni-Al�Ͻ𣬾�����������ѧ���ܺ���ʴ����[1]������ͭ�γɵ���ͭ���Ӷ��ں���������и߶��ԣ���˾������õĿ�������Ⱦ���ܡ���������ۺ�����Ҳ��ʹ����ͭ�ں��̡����ͽ�������ˮ���������������Ź㷺��Ӧ��[2-4]�����Ʒ���Թܲĵ���ʽʹ�ã��纣�̵����͡���ˮ�������ܵ��ȡ�����ͳ��ͭ��ͭ�Ͻ�ܲĶ��Լ������������������ȷ�ʽ���������������������̰�������������-��ѹ-����-������ֱ�������������������̰���ˮƽ�������Ĺ���-ϳ��-����-������ֱ��[5-6]����Щ�����������ڹ������̳���������ѹ/���Ƽӹ����ѡ���Ʒ�ʽϵ͵����⣬�����������������׳���������ʹ������������ȱ��[7]�����������ȷ���������Ч�������壬�������˴�ھ�ͭ����������[8]��������Ԫ�صļ���ʹ�Ͻ��������أ���������ס����ɵ�ȱ�ݣ������Ͻ�Ԫ�صļ���ᵼ�ºϽ�������Ա��׳���֦��ƫ��[9-10]��
��Դ�ͳͭ�Ͻ�ܲ������ӹ����ڵ����⣬����һ���������ͭ�ܲĵĶ����̡��ӹ������������ǽ�������������Ч�ֶ�[11-12]�������������ڿ����鿪���������������(Heating-cooling combined mold��HCCM)��ʽ����������ͨ��HCCM��ʽ���������������Ĺܲ�������֯���ȡ����������ã�����ͨ�����Ƽӹ�ֱ�ӵõ���Ʒ�ܲģ������̹������̣�����������������֯Ϊ������״����֯��������٣����Ʊ��κ����Ӧ����С�������ں��������Ƽӹ�[13-15]�����о���ͨ��HCCMˮƽ�����ɹ��Ʊ��˴�ͭ���������Ż����պ����Ϻ��쳤����߿ɴ�61.7%�����ҹ����������ϳ����ֱ�ӽ��к�����ӹ�[16]����÷����[17-18]���о��У�ͨ��HCCMˮƽ�����Ʊ��˴�ھ���BFe10�������Ϻ��쳤�ʴﵽ45%���ۼ������ܱ������ﵽ94%������Ī����[19]���о��У�ͨ��HCCMˮƽ�����Ʊ��Ļ�ͭ�ܲģ���߶Ϻ��쳤�ʴﵽ84.4%���ۼ������ܱ������ﵽ95%��
����HCCM����������ͭ��ͭ�Ͻ�ܲ����ŷḻ���������飬����ˮƽ��������Ϊ����ԭ������ºϽ�����ɷ�ƫ������ˣ���������ͨ��HCCM��ʽ���������Ʊ�����ͭ�����������в�ͬѹ���������Ʊ��Σ���չ�����Ʊ����պ���֯���ܵĻ����о���ּ����ȷ�����ٶȼ����Ʊ�����������ͭ������֯����ѧ���ܵ�Ӱ����ɣ�Ϊ����ͭ�ܲĵĸ�Ч�������������ṩ���ۻ�����
1 ʵ��
1.1 ʵ��������豸
������ո�Ӧ����¯(ZG-0.05 t)����Cu-Ni- Al-Fe-Mn�Ͻ���ɷ����1��ʾ���������ͭ��
��1 ����ͭ�Ļ�ѧ�ɷ�
Table 1 Chemical composition of aluminium white copper (mass fraction, %)

HCCM��ʽ�����豸��ԭ��ͼ��ͼ1��ʾ�����豸��Ҫ���IJ�����ɣ��ֱ�Ϊ�����ۻ�ϵͳ�����ͼ���ϵͳ���ᾧ����ȴϵͳ��ǣ��ϵͳ������Һ�������ۻ�ϵͳ���������������ͼ���ϵͳ�������Ⱥͱ��£�Ȼ�������ᾧ����ȴϵͳ���������̣�����֤����λ�������ͼ���ϵͳ��ᾧ����ȴϵͳ֮�䣬��ǣ��ϵͳ��ǣ���£�����ͭ���������˶���ͨ��ǿ�Ƽ��Ⱥ�ǿ����ȴ�Լ�ǣ��ϵͳ��Э����ϣ�ʹ��Һ����ǰ���������������γɽ�ǿ���¶��ݶȣ��õ�����������״������֯��
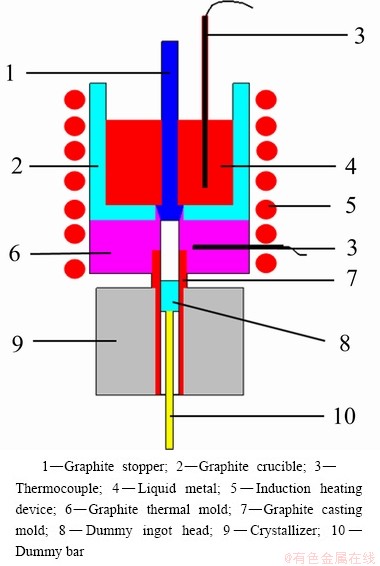
ͼ1 HCCM��ʽ����ʾ��ͼ
Fig. 1 Schematic diagram of HCCM vertical continuous casting
1.2 ʵ�鷽��
HCCM��ʽ����ϵͳ�ɿصĹ��ղ�����Ҫ���������¶ȡ������¶ȡ���ȴˮ�����������ٶȡ���ǰ�ڶ�ͭ������ͭ�Ͻ�����������̽�������ϣ��ƶ���ֱ��20 mm����ͭ�������������ղ��������о���ͬ�����ٶȶ�����֯����ѧ���ܵ�Ӱ�죬���2��ʾ�����ö��������������¶Բ�ͬ�����ٶȵİ����������ƣ�����ֱ��Ϊ310 mm�������ٶ�Ϊ10 m/min��ÿ����ѹ����Ϊ0.45~0.55 mm���ܱ������ֱ�Ϊ20%��40%��60%��80%��94%��
��Բ��������Բ�Ĵ�ȡ�����������ߴ�Ϊ10 mm��8 mm��2 mm��������ʴ��Ϊ���ᡢ���ᡢˮ(�����Ϊ2:2:1)�Ļ��Һ�����ý�������(DM-4M)�۲�����֯��������ɨ���������(JSM-7001F)�۲������࣬EBSD������������ȡ���ذ��ĵ���������ȡ��������������GB/T 228.1��2010ʵ�鷽�����Բ��ϵ�������ѧ���ܣ���ʹ�ó�����ɨ���������(JSM-7001F)�۲�Ͽ���ò��
��2 HCCM��ʽ�������ղ���
Table 2 Technology parameter of HCCM vertical continuous casting
2 ʵ����
2.1 �����ٶȶ�������֯�����ܵ�Ӱ��
ͨ��HCCM��ʽ�����Ʊ�������ͭ������ͼ2��ʾ��������������á�

ͼ2 ����ͭ���������ò
Fig. 2 Macrophology of casting bar of aluminium white copper
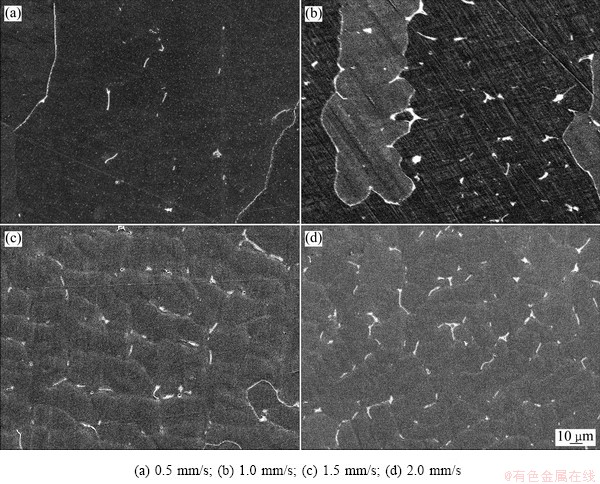
��ͬ�����ٶ��°��ĵĹ�ѧ����֯��ͼ3��ʾ���õ���������ȡ�����״����֯�����ֵ��ᾧ��֯���������ٶ�Ϊ0.5 mm/sʱ��������֯Ϊ������Ĵִ���״����֯���������ٶ����ӵ�1.0 mm/sʱ����״���ߴ��С�������ٶ�������1.5 mm/s��2.0 mm/sʱ���õ��������һ���Ƕȵ���״����֯���Ҵ��ڽ϶��֦����
��ͬ�����ٶ��°�����EBSD����ȡ��ֲ���ͼ4��ʾ���������ٶ�Ϊ0.5 mm/sʱ���������������״����Ϊ�ִ������ٶ�������1.0 mm/sʱ����״����֯��ϸ�������ٶ�������1.5 mm/s��2.0 mm/sʱ����״��ȡ����һ���Ƕȵ�ƫת���Ҵ���һ�����ĵ��ᾧ��
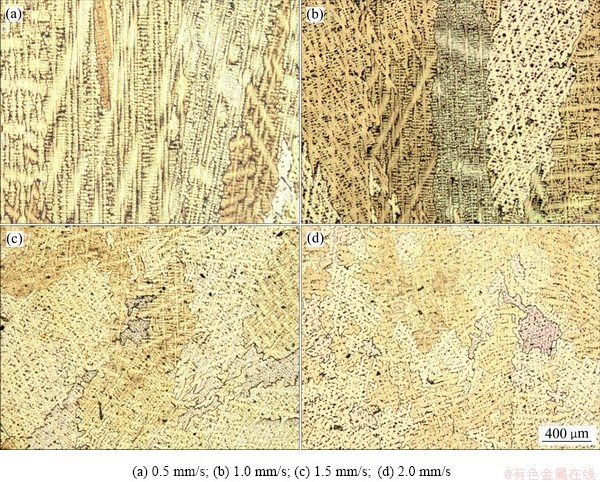
ͼ3 ��ͬ�����ٶȰ��ĵĹ�ѧ����֯
Fig. 3 Optical microstructures of bar billets at different continuous casting speeds
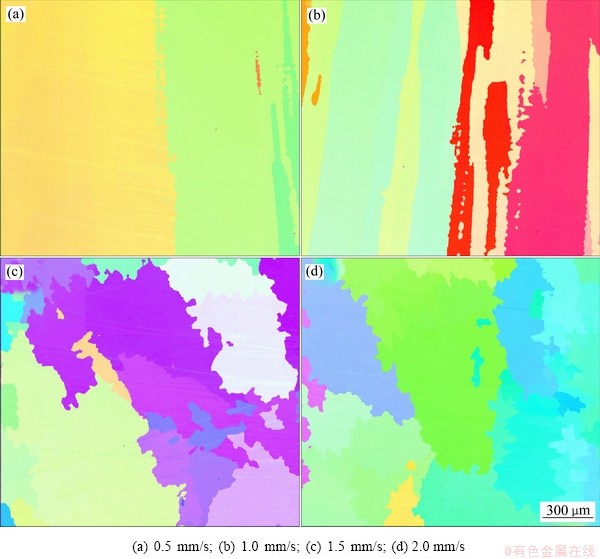
ͼ4 ��ͬ�����ٶȵ�EBSD����������ȡ��ֲ�
Fig. 4 Orientation maps of bar billets at different continuous casting speeds
��ͬ�����ٶ��°���������������ѧ������ͼ5��ʾ����ͼ5��֪���������ٶȵ���ߣ�����ǿ������������������ƣ���311 MPa����418 MPa�����Ϻ��쳤����69.2%������64.9%�������ٶȽ���ʱ���õ�����֯Ϊ������Ľ�Ϊ�ִ����״����֯��������٣�����ǿ�Ƚϵͣ����ֳ��Ϻõ����ԡ��������ٶ������1.5 mm/s�õ�����֯Ϊ�������һ���Ƕȵ���״����֯���Һ������ĵ��ᾧ��֯��ϸ��ǿ��Ч����ǿ������ǿ����ߣ��Ϻ��쳤���½���
���⣬��ͬ�����ٶȵ���������֯���ε�����ò��ͼ6��ʾ���ھ��缰֦������ڸ������࣬����̬�Ը�״Ϊ������������õĻ�ѧ�ɷ����3��ʾ�����������ٶȵ���ߣ���������֯�еķֲ���þ������������࣬������ѧ���������������������ಢδ�Բ��ϵ����Բ������Բ���Ӱ�졣
��ͬ�����ٶȵ��������������Ͽ���ò��ͼ7��ʾ���Ͽ��д��ڽ϶�����ѣ�����Ϊ���Զ��ѡ����������ٶȵ���ߣ����ѵ����������������С�����������½���
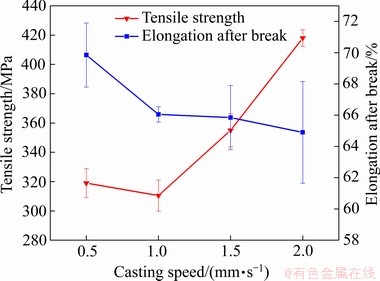
ͼ5 ��ͬ�����ٶ�����������ѧ����
Fig. 5 Mechanical properties of bar billets at different continuous casting speeds
��3 ��������Ļ�ѧ�ɷ�
Table 3 Chemical composition of Al-rich �� phases (mass fraction, %)

ͼ6 ��ͬ�����ٶ���������SEM��
Fig. 6 SEM images of bar billets at different continuous casting speeds
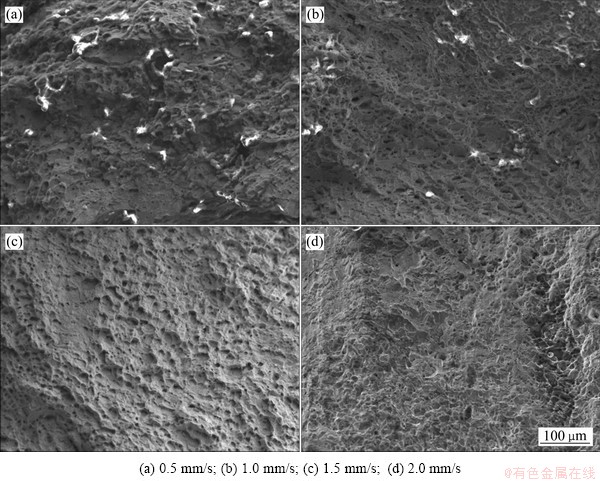
ͼ7 ��ͬ�����ٶ������������������Ͽ���ò
Fig. 7 Fracture morphologies of bar billets at different continuous casting speeds
2.2 �����ٶȺ����Ʊ��ζ�������֯�����ܵ�Ӱ��
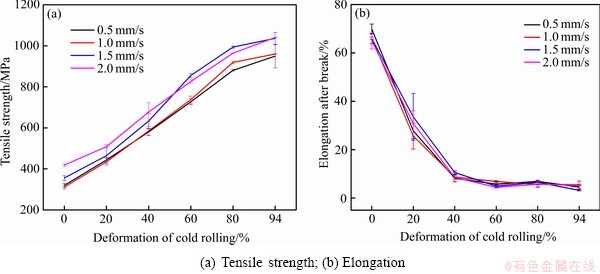
��ͬ�����ٶȺ������������İ��Ĺ�ѧ����֯��ͼ8��ʾ����ͼ8�ɿ������������ٶ�Ϊ0.5 mm/s��1.0 mm/sʱ���������Ʊ�������������״����֯���Σ���������������60%ʱ�������������ԣ���ø���ϸ������������������80%ʱ����Ȼ���ֳ������������ȡ���ԣ���������������94%������֯�Ѿ�������Էֱ档�������ٶ�Ϊ1.5 mm/s��2.0 mm/sʱ������֯��Ϊ�����������һ���Ƕȵ���״����֯�͵��ᾧ��֯�������Ʊ�����Ϊ20%��40%ʱ���������ϸС��֦������С�����������϶��֦����ѹ��һ�𣻵�������������60%��80%ʱ��֦���Ѿ����ѷֱ棬�������ֳ���������״����������������94%�������Ѿ��������ر��Σ�����֯���Էֱ档
��ͬ�����ٶȺ���������ʱ���ĵ�����������ͼ9��ʾ����ͼ9���Կ������������������������ӣ�����ϸ����λ���ܶ�����ʹ�ÿ���ǿ����ߣ��Ϻ��쳤�ʽ��͡�����������������0������80%������ǿ�ȳ���������������������������ǿ�����ٷŻ�������������������0������40%���Ϻ��쳤�ʳ����Խ��ͣ�������������Ϊ40%~94%ʱ���Ϻ��쳤���ȶ���5%���ҡ���˵������������40%�Ļ����ϼ�������ʱ�����ϵĿɼӹ�����ά��������ȶ���ˮƽ��չ�ֳ���״����֯����ij����ɼӹ��ԡ�
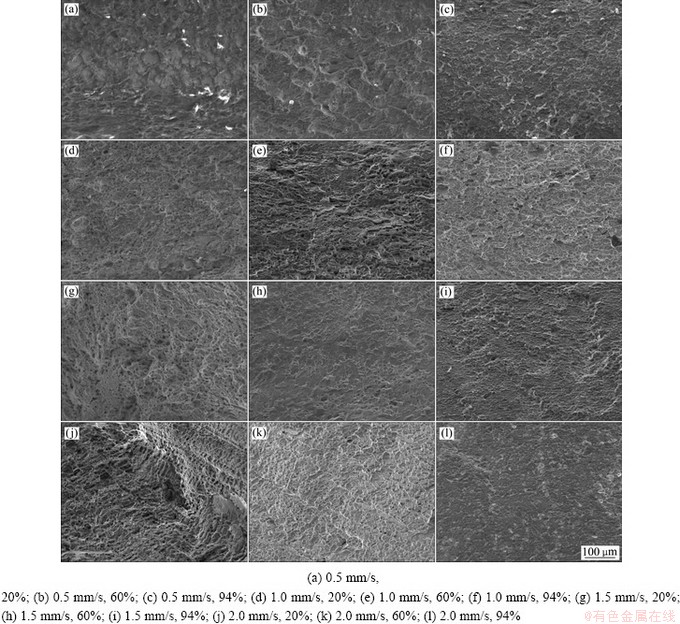
���ĵ�����Ͽ���ò��ͼ10��ʾ����������������60%�Ͽ��е���������Ѹ�ټ��٣�����ѷ�ʽ�����Զ���ת��Ϊ�����Զ��Ѻʹ��Զ�����ɵĻ�϶��ѷ�ʽ������������������Զ��ѵı��ز�����ߡ�
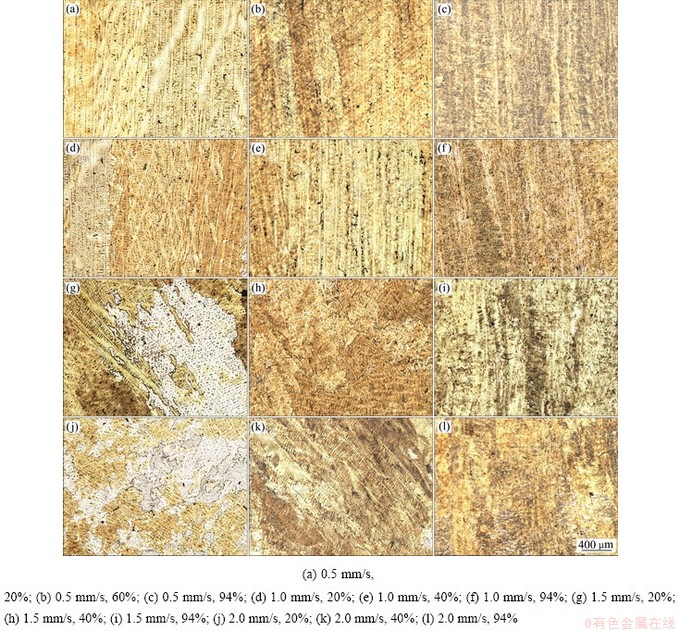
ͼ8 ��ͬ�����ٶȺ�����ѹ����ʱ���ĵĹ�ѧ����֯
Fig. 8 Optical microstructures of bar billets at different continuous casting speeds and cold rolling reduction
ͼ9 ��ͬ�����ٶȺ�����ѹ����ʱ���ĵ���ѧ����
Fig. 9 Mechanical properties of bar billets at different continuous casting speeds and cold rolling reductions
ͼ10 ��ͬ�����ٶȺ�����ѹ����ʱ��������Ͽ���ò
Fig. 10 Fracture morphologies of bar billets at different continuous casting speeds and cold rolling reductions
3 ����������
���о�����ҪĿ����ͨ��HCCM��ʽ�����Ʊ�������ǿ����ȡ����״����֯������ͭ���ϣ�̽����ͬ�����ٶȼ���ͬ���Ʊ���������״����֯��ò�����ܵı仯���ɡ����������ٶ���0.5 mm/s������2.0 mm/s���Ϻ��쳤��ԼΪ65%~70%������ǿ�ȴ�311 MPa�����418 MPa�����ڰ�������֯��Ϊ����ǿ����ȡ�����״����֯��������٣�����ڱ��ι��������Խϸߡ����Թܲĵĺ������Ʊ��Σ������Ʊ���������������״����֯�������Σ���������������94%ʱ������֯�Ѿ��������֡����Ʊ�����������ʹ�����õ�ϸ����λ���ܶ����ӣ��Ӷ���ʹ�ܲĵĿ���ǿ�Ȳ��ϵõ��������Ϻ��쳤���½���
����ͨ��������֯��ȣ�ͨ��HCCM��ʽ�����Ʊ�������ͭ��������������״����֯����ѧ���ܽϺá�RAN��[20]ͨ�����������Ʊ����뱾�о��ɷֻ�����ͬ������ͭ�������俹��ǿ�ȺͶϺ��쳤�ʷֱ�ԼΪ345 MPa��50%����HCCM��ʽ�����������ٶ���0.5~1.5 mm/sʱ����������ǿ���볣������ʱ���൱�����Ϻ��쳤������30%���ϣ��������ٶ�Ϊ2.0 mm/sʱ����������ǿ�ȱȳ���������֯����20%���ϣ��Ϻ��쳤������29%���ҡ�����������״����֯�ͳ���������֯������ͭ����������94%������ʱ�ĺ����Ƭ��ͼ11��ʾ�������Ʊ������ۻ���94%ʱ������������״����֯������ͭ������Ȼ�нϺõı�����̬��û�з������ѣ������ڳ���������֯�����������ۻ���80%ʱ��������ۿɼ������ƣ������ƽ�Ϊ���ء��볣��������֯��ȣ���״����֯�����Ͼ��и��õ���ӹ����ܡ�
����������ͨ��HCCM��ʽ�����ܹ����Ʊ�����ǿ����ȡ����״����֯������ͭ���ϣ�Ȼ��ͨ���������������μӹ�������ʵ�ָ�ǿ����ʴ����ͭ�ܲĵĶ����̸�Ч�Ʊ��ӹ���

ͼ11 ������94%ʱ�������������HCCM��ʽ�����Ʊ�������ͭ�����ò�Ա�
Fig. 11 Comparison of macroscopic morphologies of aluminum white copper bars by conventional casting(a) and HCCM vertical continuous casting(b)
4 ����
1) ������Һ�¶�Ϊ(1300��5) �桢���ͼ����¶�Ϊ(1250��5) �桢��ȴˮ����Ϊ400 L/h�����������ٶ�Ϊ0.5~2.0 mm/sʱ�����Ʊ�������������������״����֯������ͭ������
2) ���������ٶ���0.5 mm/s������2.0 mm/s���ִ���״����֯��ת��Ϊ�����������һ���Ƕȵ���״����֯�͵��ᾧ��֯������ǿ�ȳ��������ƣ�Ϊ311~418 MPa���Ϻ��쳤����69.2%������64.9%�������ھ��紦��֦����ĸ��������������ࡢ�ֲ���þ��ȡ�
3) ����������������0������80%������ǿ�ȳ���������������������������ǿ�����ٷŻ�������������������0������40%���Ϻ��쳤�ʳ����Խ��ͣ�������������Ϊ40%~94%ʱ���Ϻ��쳤���ȶ���5%���ң�չ�ֳ���״����֯�ϺõĿɳ����ӹ����ܡ�
REFERENCES
[1] �� �. Cu-Ni-Alϵ�Ͻ���̬��֯�о�[J]. ��ɫ���������빤��, 2016, 37(3): 90-94.
WU Hao. Study on as cast microstructure of Cu-Ni-Al alloy[J]. Nonferrous Metal Materials and Engineering, 2016, 37(3): 90-94.
[2] �Ծ���. �ҹ�������ʴ����ͭ�Ͻ��о�����Ӧ��[J]. �������켰��ɫ�Ͻ�, 2006, 26(6): 390-392.
ZHAO Jiu-yi. Research and application of marine corrosion and antifouling copper alloys in China[J]. Special Casting and Nonferrous Alloys, 2006, 26(6): 390-392.
[3] ������, ������, �ο���. ϡ����Cu-Ni-Al�Ͻ��ͳ�ˢ��ʴ���ܵ�Ӱ��[J]. ������ұ��ѧ��, 2017(4): 42-58.
LI Xiao-meng, ZHANG Yan-min, SONG Ke-xing. Effect of rare earth on erosion corrosion resistance of Cu-Ni-Al alloy[J]. Journal of Materials and Metallurgy, 2017(4): 42-58.
[4] �� ��. ͭ�ܰ������������г���״����[J]. �й���ɫ����, 2009, 19(1): 52-53.
GUO Li. Production technology and market analysis of copper tube bar[J]. China Nonferrous Metals, 2009, 19(1): 52-53.
[5] ��ʿ��, �Ž���, ������, ��. ͭ�������������½�չ[J]. ������װ��Ӧ��, 2006(7): 14-17.
ZHANG Shi-hong, ZHANG Jin-li, LIU Jins-ong, et al. New progress of copper tube casting rolling technology[J]. Application of Technology and Equipment, 2006(7): 14-17.
[6] �� ��, ��ʿ��, �Ž���. B10ͭ�Ͻ����������������ģ���Ż���ʵ���о�[J]. ϡ�н���, 2006, 30: 162-167.
LI Bing, ZHANG Shi-hong, ZHANG Jin-li. Simulation optimization and experimental study on three roll planetary rolling of B10 copper alloy tube blank[J]. Rare Metals, 2006, 30: 162-167.
[7] ZHANG Y Z, HUANG C, VILAR R. Microstructure and properties of laster direct deposited CuNi17Al3Fe1.5Cr alloy[J]. International Journal of Minerals Metallurgy and Materials, 2011, 18(3): 325-329.
[8] �����, ��Ʒ�, ������, ��. ��������-������ѹ�����Ʊ�Cu-Cr-Zr�Ͻ����֯������[J]. �й���ɫ����ѧ��, 2021, 31(5): 1168-1175.
ZHANG Wen-jing, XIE Hao-feng, PENG Li-jun, et al. Microstructure and properties of Cu-Cr-Zr alloy fabricated by up-drawn casting-continuous extrusion[J]. The Chinese Journal of Nonferrous Metals, 2021, 31(5): 1168-1175.
[9] MEI J, LIU X H, XIE J X. Microstructure and mechanical properties of BFe10 cupronickel alloy tubes fabricated by a horizontal continuous casting with heating-cooling combined mold technology[J]. International Journal of Minerals Metallurgy and Materials, 2012, 19(4): 329-347.
[10] FERGUSON C G, CHRISTOFIDOU K A, HILDYARD E M. On the continuous and discontinuous precipitation of the L12 phase in Cu-Ni-Al alloys[J]. Materialia, 2020, 13(9): 328-335.
[11] л����, ¦����, ���Զ�. ͭ��ͭ�Ͻ��ܹܲĶ������Ʊ�����: �й�, CN2007100652819[P]. 2009-06.
XIE Jian-xin, LOU Hua-fen, WANG Zi-dong. Short process preparation process of copper and copper alloy precision tube: China patent, CN2007100652819[P]. 2009-06.
[12] л����, ÷ ��, ���»�. һ�ְ�ͭ�ܲ������������ˮƽ�����豸���乤��: �й�, CN2010105014074[P]. 2011-02.
XIE Jian-xin, MEI Jun, LIU Xin-hua. A kind of horizontal continuous casting equipment and technology of hot and cold combined mold for white copper pipe and its process: China patent, CN2010105014074[P]. 2011-02.
[13] л����, �� ��, �ƺ���. ������״����֯ͭ��ͭ�Ͻ�ij���չ������Ϊ�����������[J]. �й���ɫ����ѧ��, 2011, 21(10): 2324-2336.
XIE Jian-xin, WANG Yu, HUANG Hai-you. Superplastic deformation behavior and plasticity improvement mechanism of continuous columnar microstructure copper and copper alloy[J]. The Chinese Journal of Nonferrous Metals, 2011, 21(10): 2324-2336.
[14] �� ��, �� ��, ���ѷ�. ������״����֯��ͭ���³���չ���λ���[J]. �й���ɫ����ѧ��, 2017, 27(12): 2426-2433.
WU Heng, ZHANG Hong, L�� Jia-feng. Deformation mechanism of pure copper with continuous columnar crystal structure at room temperature[J]. The Chinese Journal of Nonferrous Metals, 2017, 27(12): 2426-2433.
[15] ��ѧ��, Ф ��, �ο���, ��. ��������Cu-Ag�Ͻ����ι�������֯�������ݱ�[J]. �й���ɫ����ѧ��, 2021, 31(5): 1176-1187.
ZHU Xue-feng, XIAO Zhu, SONG Ke-xing, et al. Microstructure and properties evolution of Cu-Ag alloy prepared by downward continuous casting[J]. The Chinese Journal of Nonferrous Metals, 2021, 31(5): 1176-1187.
[16] ���»�, ����, л����. �Ʊ�������HCCMˮƽ������ͭ������֯����ѧ���ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 2018, 28(2): 213-222.
LIU Xin-hua, JIN Jian-xing, XIE Jian-xin. Effect of preparation parameters on Microstructure and mechanical properties of hccm horizontal continuous casting pure copper slab[J]. The Chinese Journal of Nonferrous Metals, 2018, 28(2): 213-222.
[17] ÷ ��, ���»�, л����. ����ȡ����֯BFe10-1-1�ܲ������ӹ���������֯��֯������ѧ���ܵı仯[J]. �й���ɫ����ѧ��, 2012, 22(9): 2529-2538.
MEI Jun, LIU Xin-hua, XIE Jian-xin. Evolution of microstructure, texture and mechanical properties of BFe10-1-1 tube with microstructu[J]. The Chinese Journal of Nonferrous Metals, 2012, 22(9): 2529-2538.
[18] ÷ ��, ���»�, л����. BFe10��ͭ�ܲ������������ˮƽ���������¶ȳ�ģ��[J]. �й���ɫ����ѧ��, 2012, 22(5): 1430-1439.
MEI Jun, LIU Xin-hua, XIE Jian-xin. Simulation of solidification temperature field in horizontal continuous casting of BFe10 cupronickel pipe by hot and cold combined mold[J]. The Chinese Journal of Nonferrous Metals, 2012, 22(5): 1430-1439.
[19] Ī����. HCCMˮƽ������ͭ�ܲı�����������֯���ܿ����������ӹ�[D]. ����: �����Ƽ���ѧ, 2017.
MO Yong-da. Surface quality microstructure and properties control and cold rolling of HCCM horizontal continuous casting brass pipe[D]. Beijing: University of Science and Technology Beijing, 2017.
[20] RAN Yang, WEN Jiu-ba, ZHOU Yan-jun. Effect of Al element on the microstructure and properties of Cu-Ni-Fe-Mn alloys[J]. Materials, 2018, 11(9): 1777-1788.
Effect of continuous casting speed and cold rolling on microstructure and properties of aluminium white copper bars produced by HCCM vertical continuous casting
LU Qiang1, 2, ZHAO Fan1, 2, 3, LEI Yu2, 3, LIU Xin-hua1, 2, 3
(1. Beijing Laboratory of Metallic Materials and Processing for Modern Transportation, University of Science and Technology Beijing, Beijing 100083, China;
2. Key Laboratory for Advanced Materials Processing, Ministry of Education, University of Science and Technology Beijing, Beijing 100083, China;
3. Beijing Advanced Innovation Center for Materials Genome Engineering, University of Science and Technology Beijing, Beijing 100083, China)
Abstract: The HCCM vertical continuous casting technology was used to prepare aluminum white copper bar billets, and rolling with different reduction was carried out, so as to study the effect of continuous casting speed and rolling deformation on the microstructure and properties. The mechanical properties of the bar under different conditions were analyzed by tensile test. The microstructure and orientation of the bar were observed by OM, EBSD, SEM and EDS. The results show that , when the temperature of the molten metal is (1300��5) ��, the heating temperature is (1250��5) ��, the cooling water flow rate is 400 L/h, and the continuous casting billet speed is 0.5-2.0 mm/s, aluminum white copper bar billets with columnar crystal structure along the continuous casting direction and excellent mechanical properties can be prepared. With the continuous casting speed increasing from 0.5 mm/s to 2.0 mm/s, the coarse columnar crystal structure gradually changes into the columnar crystal structure with an angle to the continuous casting direction and equiaxed crystal structure, and the tensile strength tends to increase in the range of 311-318 MPa, and the elongation decreases from 69.2% to 64.9%. In addition, the aluminum-rich �� phases increase and the distribution becomes more uniform. With the cold rolling deformation increasing from 0 to 80%, the tensile strength increases linearly. With the further increase of deformation, the growth rate of tensile strength slows down. With the cold rolling deformation increasing from 0 to 40%, the elongation decreases linearly. When the cold rolling deformation is in the range of 40%-94%, the elongation is stable at about 5%, showing good sustainable processing performance of columnar crystal structure. However, the influence mechanism of continuous casting speed and rolling deformation on columnar crystal needs to be further verified.
Key words: aluminium white copper; HCCM vertical continuous casting; cold rolling; microstructure; mechanical properties
Foundation item: Project(51925401) supported by the National Natural Science Foundation for Distinguished Young Scholars of China; Project(2016YFB0301404-01) supported by the National Key Research and Development Programme of China; Project(FRF-TP-19-020B1Z) supported by the Fundamental Research Funds for the Central Universities, China
Received date: 2021-10-10; Accepted date: 2021-12-10
Corresponding author: LIU Xin-hua; Tel: +86-13691117937; E-mail: Liuxinhua18@163.com
(�༭ ������)
������Ŀ��������Ȼ��ѧ����ܳ����������Ŀ(51925401)�������ص��з��ƻ�������Ŀ(2016YFB0301404-01)�������У��������ҵ���ר���ʽ�������Ŀ(FRF-TP-19-020B1Z)
�ո����ڣ�2021-10-10�������ڣ�2021-12-10
ͨ�����ߣ����»������ڣ���ʿ���绰��13691117937��E-mail��Liuxinhua18@163.com
ժ Ҫ������HCCM��ʽ���������Ʊ�����ͭ�����������в�ͬѹ���������Ʊ��Σ��о������ٶȺ����Ʊ��ζ�����֯���ܵ�Ӱ�졣ͨ������ʵ�������ͬ״̬�°��ĵ���ѧ���ܱ仯�����ù�ѧ����(OM)�����ӱ�ɢ������ϵͳ(EBSD)��ɨ���������(SEM)������ɫɢ��(EDS)�۲���ĵ�����֯��ò�����������������Һ�¶�Ϊ(1300��5) �桢���ͼ����¶�Ϊ(1250��5) �桢��ȴˮ����Ϊ400 L/h�����������ٶ�Ϊ0.5~2.0 mm/sʱ�����Ʊ�������������״����֯��������ѧ���ܵ�����ͭ���������������ٶ���0.5 mm/s������2.0 mm/sʱ���ִ���״����֯��ת��Ϊ�����������һ���Ƕȵ���״����֯�͵��ᾧ��֯������ǿ�ȳ��������ƣ�Ϊ311~418 MPa���Ϻ��쳤����69.2%������64.9%�������ھ��紦��֦����ĸ��������������ࡢ�ֲ���þ��ȡ�����������������0������80%������ǿ�ȳ������������������������������ǿ�����ٷŻ�������������������0������40%���Ϻ��쳤�ʳ����Խ��ͣ�������������Ϊ40%~94%ʱ���Ϻ��쳤���ȶ���5%���ң�չ�ֳ���״����֯�ϺõĿɳ����ӹ����ܣ��������ٶȼ����Ʊ��ζ���״����Ӱ������д���һ����֤��
[1] �� �. Cu-Ni-Alϵ�Ͻ���̬��֯�о�[J]. ��ɫ���������빤��, 2016, 37(3): 90-94.
[2] �Ծ���. �ҹ�������ʴ����ͭ�Ͻ��о�����Ӧ��[J]. �������켰��ɫ�Ͻ�, 2006, 26(6): 390-392.
[3] ������, ������, �ο���. ϡ����Cu-Ni-Al�Ͻ��ͳ�ˢ��ʴ���ܵ�Ӱ��[J]. ������ұ��ѧ��, 2017(4): 42-58.
[4] �� ��. ͭ�ܰ������������г���״����[J]. �й���ɫ����, 2009, 19(1): 52-53.
[5] ��ʿ��, �Ž���, ������, ��. ͭ�������������½�չ[J]. ������װ��Ӧ��, 2006(7): 14-17.
[6] �� ��, ��ʿ��, �Ž���. B10ͭ�Ͻ����������������ģ���Ż���ʵ���о�[J]. ϡ�н���, 2006, 30: 162-167.
[11] л����, ¦����, ���Զ�. ͭ��ͭ�Ͻ��ܹܲĶ������Ʊ�����: �й�, CN2007100652819[P]. 2009-06.
[12] л����, ÷ ��, ���»�. һ�ְ�ͭ�ܲ������������ˮƽ�����豸���乤��: �й�, CN2010105014074[P]. 2011-02.
[14] �� ��, �� ��, ���ѷ�. ������״����֯��ͭ���³���չ���λ���[J]. �й���ɫ����ѧ��, 2017, 27(12): 2426-2433.
[19] Ī����. HCCMˮƽ������ͭ�ܲı�����������֯���ܿ����������ӹ�[D]. ����: �����Ƽ���ѧ, 2017.
