�ۻ��������Ʊ�Al/AZ31��㸴�ϲ��ϼ���ǿ��
�ű� �Ź�ƽ
�й���ѧԺ�����о����������Ͽ�ѧ����ʵ����
������ѧ������ұ��ѧԺ
ժ Ҫ��
�����ۻ����������Ʊ���Al/AZ31��㸴�ϲ���, ��ͨ��ɨ��羵��X���������Ǻ���Ӳ�ȼƶ����Ʊ���Al/AZ31��㸴�ϲ��Ͻ����˺������ò�۲졢�������Լ���Ӳ�Ȳ��ԡ��������, ���������ε��ۻ�������֮����Ʊ�Al/AZ31��㸴�ϲ��ϡ�����������, ��Al���AZ31��Ľ��洦��������ɢ��, �������Ƶ��ε�������ɢ��ĺ�������ӡ���Ӳ�Ȳ��Ա���, �������Ƶ��ε�����, Al/AZ31��㸴�ϲ��ϵIJ���Ԫ��ǿ��Ҳ��֮����, ��Al���ǿ�Ƚ�AZ31���ӵÿ�, �����γɵĽ�����ɢ�����һ����Ӳ���ݶȡ�
�ؼ��ʣ�
�ۻ������� ;Al/AZ31��㸴�ϲ��� ;������ò ;������ ;��Ӳ�� ;
��ͼ����ţ� TB33
����飺 �Ź�ƽ (E-mail:gpzhang@imr.ac.cn) ;
�ո����ڣ� 2008-05-21
���� �й���ѧԺ�����˼ƻ����������ص�����о���չ�滮��Ŀ (2004CB619303) ����;
Al/AZ31 Multilayered Composite Prepared by Accumulative Rolling Bonding Technique and Its Strength
Abstract��
Al/AZ31 multilayered composite was fabricated by ARB process.A scanning electron microscope (SEM) equipped with energy dispersive X-ray spectrometer (EDS) was used for the observation of the cross-section of the ARB processed Al/AZ31 multilayered composite.The micro-hardness of the cross-section was also measured.SEM observation of the cross-section showed that Al/AZ31 multilayer composite could be fabricated successfully.EDS line-scan analysis indicated that there was diffusion layer at the interface between the Al layer and AZ31 layer and the thickness of the diffusion layer would be thicker and thicker with the increase of the ARB cycles.The strength of the Al and AZ31 layers would also increase, and there was gradient hardness at the Al/AZ31 interface diffusion layer.
Keyword��
accumulative rolling bonding (ARB) ;Al/AZ31 multilayer composites;cross-section microstructure;EDS analysis;micro-hardness;
Received�� 2008-05-21
���ڽ�����㸴�ϲ��Ͼ������õĻ�е
[1 ]
�� ��
[2 ]
�� ��
[3 ]
������, �Ʊ����в�ͬ��Ԫ�ͽ���ṹ�ĸ����ܽ�����㸴�ϲ����ǵ�ǰ�²����о����ȵ�֮һ�� Ŀǰ���еĶ�㸴�ϲ��ϵ��Ʊ�������Ҫ�дſؽ���
[4 ]
�� �������
[5 ]
�� ���
[6 ]
��, ����Щ���������豸���ӡ� �۸� �����Ʊ����ڽϳ�
[4 ,5 ,6 ]
, ������ֻ���Ʊ���㱡Ĥ��Ϳ�����, ʹ���ڹ��̽ṹ���ϵ��Ʊ������ܵ����ơ� �ۻ������� (Accumulative Rolling Bonding, ��дARB) ��һ�ֿ��ԶԲ��������������Ա��λ�þ��г�ϸ�߶������ϲ��ϵķ���
[7 ,8 ,9 ]
�� ����ARB�ķ����Ʊ�������㸴�ϲ���, ����ͨ�����ƹ����еĴ�ѹ����ʵ�ֲ�ͬ���ϲ��ĺ��ϡ�
����Al��Mg�Ͻ���ΪĿǰӦ��������������϶�������Ŀ, �����Ʊ��������㸴�ϲ��ϵ��о�ȴ���١� ����ͨ����ͬΪ�������L2������AZ31þ�Ͻ���е���, ͨ�����Ƶ�������, �о����Ʊ�Al/AZ31��㸴�ϲ��ϵĿ�����, ����Al/AZ31��㸴�ϲ��ϵ�����֯��ǿ�Ƚ����˱������о���
1 ʵ ��
����L2������AZ31þ�Ͻ���Ϊԭʼ����, ��ʼ��Ʒ�ߴ��Ϊ100 mm��30 mm��1 mm (����������) �� ��L2������AZ31þ�Ͻ�徭��ˢ��ĥ�����ȥ�������Լ���ͪ��ϴ��֬����Al/AZ31/Al�ĵ���˳�������һ��, ��320 ����Ȳ��������ɷ��Ӻ���������� ����ֱ��150 mm, �����ٶ�22 r��min-1 �� ��Ʒ�����ڿ�������ȴ, ������İ�Ĵ��м���Ͼ����洦�����ٵ�����һ��, �ظ�������������̡� ͨ�����ַ����Բ��Ϸֱ������һ�������εĵ���, ÿ���ε�ѹ����Ϊ54%��
����ɨ��羵 (SEM, FEI Quanta600) �Ե�������Ʒ�ĺ���������ò�۲�, ���������� (EDS) ��ɨ������� ������Ӳ�ȼƶԶ����Ϻ���������Ӳ�Ȳ���, �����غ�Ϊ50 g, ����ʱ��Ϊ10 s��
2 ���������
2.1 ����ṹ
����һ�����������ε�Al/AZ31��㸴�ϲ��ϵĺ������ò��ͼ1��ʾ, ����һ�������ε�����, Al/AZ31��㸴�ϲ��ϵ��ܺ�ȷֱ�Ϊ1.4, 1.3��1.2 mm�� ��ͼ1 (a) ���Կ���, ����һ���κ�Al���AZ31�������ƽֱ, �����κ������κ� (ͼ1 (b) �� (c) ) , Al����Ȼ����ƽֱ, ��AZ31�㿪ʼ���־ֲ�����, ��ͼ1 (c) �м�ͷ��ʾ��
�����
[10 ]
: �����ֲ�ͬ�Ľ�����ɲ�״�ṹ���ҹ�ͬ�������Ա���ʱ, �������ֽ������������Բ�ͬ, ��ɲ㽫��������ʧ��, ���ı��ν�����Ӳ�ʲ㷢�������� ����״���ϵ�Ӳ�ʲ㷢������֮��, ���ھ�������Ӧ������, ������Ӳ�ʲ�������ȶ��Եõ����, ���������ı��ν���ʹӲ�ʲ㾱����������, ֱ�����������
[8 ]
�� ���������ṹ��AZ31þ�Ͻ�Ļ���ϵ�����������ṹAl�Ļ���ϵ��, �������Ƶ��ε�����, �ܵ�ЧӦ�䲻������, ��AZ31�Ͻ��еĻ���ϵ����������, ����Ϊ�ߵ�ǿ�Ⱥͽϵ͵���չ��, ����ΪAl/AZ31��㸴�ϲ����е�Ӳ�ʲ�, �ʶ��������Ƶ��εĽ���, Al��AZ31�����ﵽ��ͬ�ľ��ȱ�����, ����AZ31�㷢���˾ֲ�����ֱ�������ϵ���Ϊ�� �������о�����
[8 ,9 ,10 ,11 ,12 ]
, �������ȷ�������, ���������ֱ�����ѵ������ڲ�״���ϲ��ϵ��Ʊ������зdz��ձ顣
2.2 ������
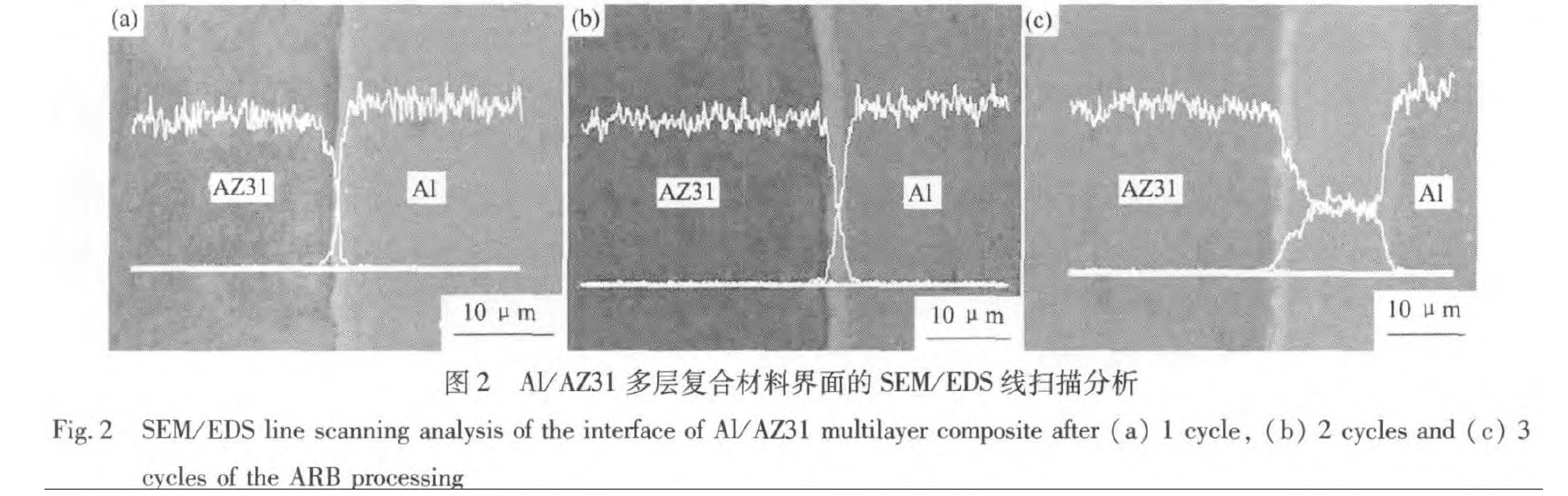
ͼ2Ϊ����һ�������ε������Al/AZ31��㸴�ϲ��Ͻ����ɨ��羵EDS��ɨ������ ��ͼ���Կ���, ����EDS���߳�X��, ��˵�������������ɢ��, ����ɢ����Al����ɢ�㡢 �м���ɢ�㡢 AZ31����ɢ����ɡ� Al ������ɢ��֮��Ľ���ʮ������, ����ɢ����AZ31��֮���������ԵĽ��ޡ� ͼ2 (a) Ϊ����һ���κ�����EDS����, ���Կ�������һ���εĵ������м���ɢ�����ԼΪ2 ��m, ���������κ�������ɢ��ĺ������3.5 ��m (ͼ2 (b) ) , ���������εĵ�����Al/AZ31���洦����ɢ����ԼΪ19 ��m, ���ҳ�����һ����ԼΪ10 ��m������ƽ̨, ��ʱƽ̨���ijɷִ����ȶ�״̬, ��ͼ2 (c) ��ʾ��
���ŵ������ε������Լ����ȹ������ۻ�����ʱ�������, AZ31�е�Mgԭ����Al����ɢ, ͬʱAlԭ��Ҳ��AZ31����ɢ, ����Al/AZ31���洦������ԭ�Ӵﵽһ����Ũ��ʱ������Ӧ��ɢ, �������µĽ����仯����, �γ����ܵ���ɢ��
[13 ]
�� �����������κ�, ���洦�������ȶ��Ľ����仯����, �����ﵽƽ��, Alԭ����Mgԭ�ӵ�������Ϊ12��17, �ɷִﵽ�ȶ�״̬, �ʶ���������ƽ̨, ���ҿ����Ʋ����ɵĽ����仯����ΪAl12 Mg17 �� ���Ϸ�������, ͨ����ѹ�������ۻ�����������ʵ��Al��AZ31�Ͻ�֮��ĺ���, �Ʊ�������㸴�ϲ��ϡ�
2.3 Ӳ�ȱ仯
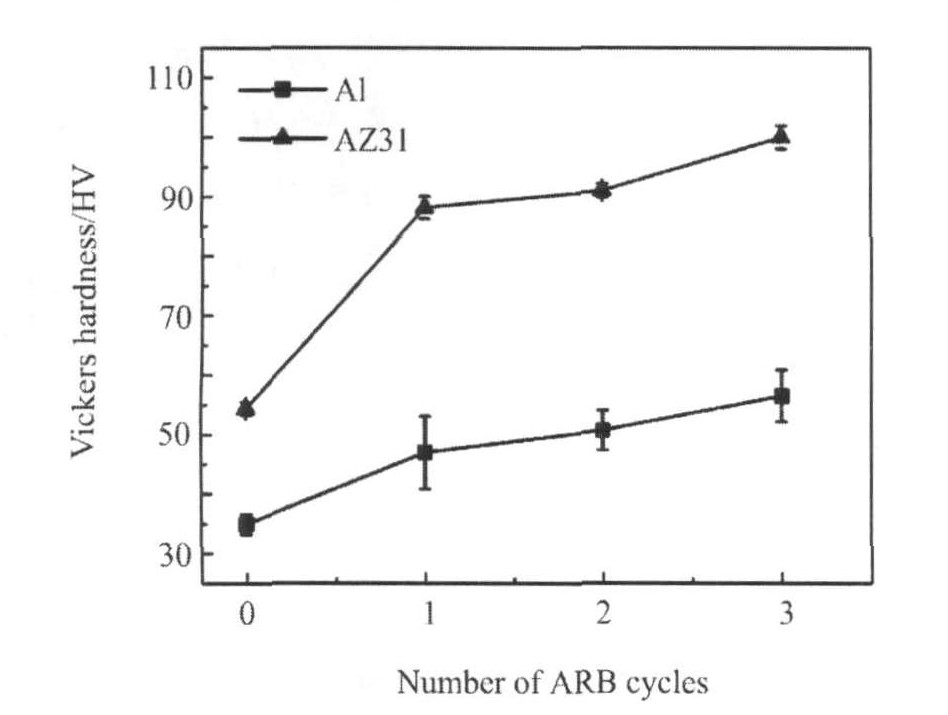
����һ�������ε��ۻ�������֮��, ��Al/AZ31��㸴�ϲ��ϸ�����Ԫ��������Ӳ�Ȳ���, Ӳ��ֵ��ͼ3��ʾ�� ��ͼ�ɿ���, ������һ���κ�, Al��Ӳ�ȱ仯����, ��AZ31��Ӳ�ȼ�������, ԼΪԭʼ̬��1.6��, ��������������Al��AZ31��Ӳ�ȱ仯������ ��������Al�������κ���ϵͳ����, ����λ���ܶȼ�������, �����α���������, λ�������λ����, �γ��Ǿ�, ʹAl�ڲ�����������, ����Al��Ӳ�ȱ仯���� ��MgΪ���������ṹ, ����3������ϵ, �ڵ�һ�������Ʊ���ʱ����ϵ������, λ���ܶȱȽϵ�, ����AZ31þ�Ͻ��ڲ����ܵĴ�����, �ʶ�Ӳ�ȵı仯�ܴ�, �������е����������ƴﵽ�˿�������ϵ���������, ����ϵ������������, ���Ӳ�ȱ仯���� ��֮, ��㸴�ϲ����е���Ԫǿ�Ⱦ�����ԭʼ̬���ϵ�ǿ��, ��������ε�����, ǿ�������ߡ� �����ƹ����в����ڲ�������������, ����λ���IJ���, ʹ������������ �������ά��, �����ڲ������˲���Ӧ��, �����˼ӹ�Ӳ��, �ʶ�ʵ����Al/AZ31��㸴�ϲ��ϸ���Ԫǿ�ȵ���ߡ�
ͼ3 Al/AZ31��㸴�ϲ�����Ԫ����Ӳ����������α仯��ϵ
Fig.3 Vickers hardness of the constituents of the ARB processed Al/AZ31 multilayer composite as a function of rolling number
Ϊ�������˽��㸴�ϲ��ϵĽ�����ɢ����Ϊ, ��Al���AZ31���Լ�Al/AZ31������ɢ�㴦��Ӳ�Ƚ����˸�ϸ�µIJ����� ͼ4 (a) �� (c) �ֱ�ΪAl/AZ31��㸴�ϲ��Ͼ�һ���������ۻ�������֮�������ɢ�㴦Ӳ�ȱ仯, ͼ4 (d) �� (f) Ϊ���洦��Ӧѹ�۵�SEM��Ƭ, ͼ������������Ʒ����, �Ҳ����Ʒ���ڲ��� ��ͼ4 (a) ���Կ���, ��һ�������ƺ�AZ31��Ӳ���ں�ȷ����ϻ�������һ���ȶ�ֵ, ��Al�㿿�����洦��Ӳ��Ҫ���ڿ������洦��Ӳ�ȡ� ���ֱ���ͽ��洦��Ӳ�Ȳ�����Ҫ�����ڱ��洦�ļ���Ӧ��������ļӹ�Ӳ����ɵ�
[14 ,15 ]
�� ��ͼ4 (b) �� (c) ��, AZ31���Ӳ���ں�ȷ�������Ȼ����һ����ֵ, �����Al������Ӳ�ȱ��洦Ҫ���ڽ��洦, ���ڲ�Al�� (ͼ4 (b) ) Al��Ӳ������Ҫ�����IJ��� ���ܾ���һ���ε����ƺ�Al����ڼӹ�Ӳ������, ���������ĵ����б���Al��ᱻ�����IJ�, ���������м�Al����Al/Al��������, ���Գ�ʼ���洦��ʱ��ˢ�����Ӳ��������Ȼ�ᱻ�����IJ�
[15 ]
, �����ͻ�����м��Al/Al ���Ͻ��洦��Ӳ��Ҫ���ڷ����ӹ�Ӳ����Al/AZ31���Ͻ��洦��Ӳ�ȡ� ͼ4 (c) ���м䲿�ָ����������μӹ��������ɢ���Ӳ�ȱ仯���ơ� ���Կ�����ɢ���Ӳ�ȱ仯����һ�����Ե��ݶ�, ������ɢ���Ӳ��Ҫ��Al���AZ31���Ӳ�ȸߺܶࡣ ��Ȼ��һ���εļ��Ⱥ����ƹ����л���Al��AZ31�Ͻ����γ�����Ĥ, ���ڱ���ʱ��ܶ�, ��������ʱ��ѹ����Ҳ�dz���, �����������ᱻ���顣 ���ڵڶ��� �����εĵ�����, ������������ЩAl/AZ31�����������ڲ㲻���ٷ������Ե�����, ���ͼ4 (c) �� (f) �п���Al���AZ31�Ͻ������������ɢ��Ӳ�Ȳ�����Ӱ�첻��ܴ� ��ɢ���д��ڵ�Ӳ���ݶ���һ��֤���˽��洦�����˷�Ӧ��ɢ, ���������������Ԫ���ʲ�ͬ���µ���ɢ�㡣 ����Sato��
[16 ]
�ı���, Al12 Mg17 ��ά��Ӳ��ԼΪ225, ���ֵҲ��ͼ4 (c) ����ɢ���п���AZ31���Ӳ��ֵ�dz������ ��˽�һ��֤���˿���AZ31�����ɢ��Ϊ�����仯����Al12 Mg17 �㡣 ����, �ɽ�����ɢ���Ӳ���ݶȿ��Կ���, ����AZ31���Ӳ��Ҫ���Ը��ڿ���Al���Ӳ��, ��һӲ���ݶȼ�ӷ�ӳ����ɢ����Ԫ�سɷֵı仯, ������Al���ΪMg�Ĺ�����, �������ƵĽ���, Al���е�Mgԭ�ӵ��������Է�����Ӧ, ֻ���γ�Mg��Al�еĹ�����, ����Ӳ��ƫ�͡� ������AZ31��Al����ɢʹ��AZ31�㸽�������γ��ȶ��Ľ����仯����, �Ӷ�������Ӳ�����ߡ�
ͼ4 Al/AZ31��㸴�ϲ��Ͻ��洦Ӳ�ȱ仯�����Լ���Ӧ����ѹ����ò
Fig.4 Variation of Vickers hardness near the interface of Al/AZ31 multilayered composite after (a) 1 cycle, (b) 2 cycles and (c) 3 cycles of the ARB processing and the corresponding SEM images of indents around the interface after (d) 1 cycle, (e) 2 cycles and (f) 3 cycles of the ARB processing
3 �� ��
1. ͨ����ѹ�������ۻ����������������Ʊ�Al/AZ31 ������㸴�ϲ��ϡ� ����L2������AZ31þ�Ͻ�Ľ��洦������ɢ��, �������Ƶ��ε�����, ��ɢ��ĺ����֮���ӡ�
2. Al/AZ31 ������㸴�ϲ����е���ԪAl����AZ31�㾭�����ƺ�ǿ�Ⱦ�����ԭʼ̬���ϵ�ǿ��, ��������ε�����, ǿ�������ߡ�
3. ��Al/AZ31������ɢ��ľֲ���Ӳ�ȱ�������, ��ɢ�����Ӳ���ݶȡ�
�����
[1] Kavarana F H, Ravichandran K S, Sahay S S.Nanoscale steel-brass multilayer laminates made by cold rolling:microstructureand tensile properties[J].Scripta Materialia, 2000, 42 (10) :947.
[2] Li Y P, Zhang G P, Wang W, Tan J, Zhu S J.On interfacestrengthening ability in metallic multilayers[J].Scripta Materia-lia, 2007, 57 (2) :117.
[3] Alexandre G, Nguyen HH, Nora D, Dominique G.Preparationof microstructured and nanostructured magnetic materials by me-chanical deformation[J].Journal of Magnetism and MagneticMaterials, 2002, 242-245:581.
[4] ��С��, ��ѵ��, ����.��������Ի���TiO2/Ag/Ti/TiO2���Ĥ���Ʊ�������ͺ��ⷢ������[J].ϡ�н���, 2008, 32 (3) :300.
[5] Wadley HN G, Hsiung L M, Lankey R L.Artificially layerednanocomposites fabricated by jet vapor deposition[J].Compos-ites Engineering, 1995, 5 (7) :935.
[6] NabiRahni D MA, Tang P T, Leisner P.The electrolytic plat-ing of compositionally modulated alloys and laminated metal nano-structures based on an automated computer-controlled dual-bathsystem[J].Nanotechnology, 1996, 7 (2) :134.
[7] Saito Y, Utsunomiya H, Tsuji N, Sakai T.Novel ultra-highstraining process for bulk materials-development of the accumula-tive roll-bonding (ARB) process[J].Acta Materialia, 1999, 47 (2) :579.
[8] Hsieh P J, Hung Y P, Huang J C.Transformation into nano-crystalline or amorphous materials in Zr-X binary systems usingARB route[J].Scripta Materialia, 2003, 49 (2) :173.
[9] Ohsaki S, Kato S, Tsuji N, Ohkubo T, Hono K.Bulk mechan-ical alloying of Cu-Ag and Cu/Zr two-phase microstructures byaccumulative roll-bonding process[J].Acta Materialia, 2007, 55 (8) :2885.
[10] Chen I W, Winn E J, Menon M.Application of deformation in-stability to microstructural control in multilayer ceramic compos-ites[J].Materials Science and Engineering A, 2001, 317:226.
[11] Min G H, Lee J M, Kang S B, Kim HW.Evolution of micro-structure for multilayered Al/Ni composites by accumulative rollbonding process[J].Materials Letters, 2006, 60 (27) :3255
[12] Zhang R G, Acoff VL.Processing sheet materials by accumula-tive roll bonding and reaction annealing from Ti/Al/Nb elementalfoils[J].Materials Science and Engineering A, 2007, 463:67
[13] л��, ������, Ǯ����.Ni-P-���ʯ��ѧ���϶Ʋ���ֻ�����ɢ[J].����ѧ��, 2001, 8:841.
[14] Lee S H, Sakai T, Saito Y, Utsunomiya H, Tsuji N.Strengthe-ning of sheath-roll aluminum based MMC by the ARB process[J].Materials Transactions, 1999, 40 (12) :1422.
[15] Lee S H, Saito Y, Sakai T, Utsunomiya H.Microstructures andmechanical properties of 6061 aluminum alloy processed by accu-mulative roll-bonding[J].Materials Science and Engineering A, 2002, 325 (1-2) :228.
[16] Sato YS, Park S HC, Michiuchi M, Kokawa H.Constitutionalliquation during dissimilar friction stir welding of Al and Mg alloys[J].Scripta Materialia, 2004, 50 (9) :1233.