
���±��: 1004-0609(2005)01-0145-07
���ٵ��п���նԶƲ�ֲڶȼ�����ò��Ӱ��
������1, �� ��1, �����1, ��ΰ��2, �� ΰ2
(1. ��������ҵ��ѧ Ӧ�û�ѧϵ, ������ 150001; 2.����������²��Ϲɷ�����˾, ���� 110000)
ժ Ҫ��
�������Ƶ�ģ���������ٵ�Ʋ�, �������������ζ�п������, ���������ܶȡ� ��Һ���١� �Ʋ���3����Ҫ��ƹ��ղ���������п��Ĵֲڶȵ�Ӱ�졣 �������: �Ʋ�Ĵֲڶ�������ܶ�(30~70A/dm2)�����ӳ������½������ӵ�����, ���Һ����(0.8~2.0m/s)�����Ӷ������½�, ��Ʋ���(20~90g/m2)�����Ӷ��������ӡ� �ڶ���Щ���ݽ��з����Ļ�����, ��������3������֮��Ĺ�ϵ, ��������Դֲڶ�Ӱ���ԭ�� ͬʱ��������Щ�����ԶƲ�����ò��Ӱ��, ���ֶƲ������òҲ����������Щ������Ӱ�졣
�ؼ���: ���ٵ��п; ���ղ���; �ֲڶ�; ����ò ��ͼ�����: TG171
���ױ�ʶ��: A
Influence of technology of high-speed galvanization on roughness and micromorphology of coating
ZHU Xiao-dong1 , LI Ning1, LI De-yu1, LIU Wei-hua2, LI Wei2
(1. Department of Applied Chemistry, Harbin Institute of Technology, Harbin 150001, China;
2. Shenyang Golden Champower New Materials Co. Ltd., Shenyang 110000, China)
Abstract: Simulation gravity high-speed plating bath was used to study the technology of high-speed galvanization.The influence of three chief process parameters on the surface roughness was evaluated.These parameters include cathode current density, flow velocity of plating solution and thickness of galvanization coating.It is found that the surface roughness initially decreases and then increases with the increasing of current density(30-70A/dm2); and decreases constantly as the flow velocity(0.8-2.0m/s) of plating solution increases; however it increases monotonously along with the thickness of the galvanization coating(20-90g/m2). On the basis of analysis of the data and figures, the relationship among the parameters was discussed, and the reason for influencing the roughness was illustrated. And the influence of three parameters on the micromorphology of coating was studied. It is found that the parameters have a great influence on the micromorphology of galvanization coating.
Key words: high-speed galvanization; process parameters; roughness; micromorphology
���п�ְ���Ϊ�������ϱ��㷺������������ �ҵ硢 ��������ҵ, �ر����������ò���ռ�к���Ҫ�ĵ�λ, ��Ҫ���������ij������Ǽ��� �����Լ�С�ͳ�ѹ���� ������Ʒ���Ժ�������������ն������ö�п�ְ��������ʴ�ԡ� ��ѹ�ԡ� Ϳ���Եȶ���Ҫ��[1, 2]�� ��п�ְ�������������ӽ�ֱ��Ӱ���ѹ�����͵ĺ��������Լ�������������������ȡ� ���������û��Գ������������ ����Ч����Ҫ��Խ��Խ�ϸ�, ��Ϳ�������нϴ�Ӱ��ĸְ����ֲڶ�(Ra)Ҳ�����˸߶�����[3-5]�� �ֲڶ��ǹ����������״̬����ò��������������, �������ij�ѹ�����Ժ�Ϳװ����ֱ�����, ����ֲڶ����������ر��ǵ��п����������������Ҫ�Ŀ���ָ��֮һ[6]�� Ŀǰ����Դ��о���༯���ڻ������۷���[7-9], ����ȫ�����, ���ڶԸ��ٵ��п�������Ӱ��Ʋ����ֲڶ�δ�������� ������о�����ʮ����Ҫ�����塣
���ٵ��п����������Ǹߵ����ܶ�, ���ߵ����ܶ���Ӧ�����˸ߵĶ�Һ����, �ɴ�2m/s�� Ϊ��, �������߲������Ƶ���������ʽ���ٵ�Ʋ����о����ٵ��п�����е����ܶȡ� ��Һ���١� �Ʋ��ȶԶƲ�ֲڶȵ�Ӱ�����, ̽�ֶƲ���ò�����������ղ���֮��Ĺ�ϵ, ��������Դֲڶ�Ӱ���ԭ��
1 ʵ��
1.1 ʵ����ϵ
�����������ʽ��Ʋ�, ģ���ʵ������, ���ø�ѹ�ý���Һ��������г��, ������������ʽ��Ʋ�, ��������������, ʹ��Һѭ��������
���Һ��ϵ: ����������ϵ��
��������: ��ѧ���͡�ˮϴ����ϴ��ˮϴ����ơ����ɡ�
1.2 ʵ�����������ܲ���
������������ʽ��Ʋ�; �����ս������ҿ����; ����ÿ��ص�Դ(��ɽ������������˾GGDF-31-10012��): 0~100A�������ں���; ����ת��������(����廷�DZ���L2BF��): 0~10m3/h������������; �¶ȿ�����(�Ϻ������DZ���������˾TDW): ���ֶ�Һ����; ����pH��(�Ϻ��״�������pHS-3C��): ���ƶ�ҺpHֵ; ����ɨ������(�ձ�������˾S-570��): �о��Ʋ���۱�����ò; �ֲڶ���(�Ϻ�ʱ�����Ź�˾TR100��): �����Ʋ����ֲڶ�;
2 ���������
�ڸ��ٵ��п��, �����ܶȡ� ��Ⱥ����ٶԳ������������ʮ����Ҫ��Ӱ��, ���ڴ�, ��Zn2+Ũ��100g/L, �¶�53��, pH=1.3ʱ, �ֱ��20, 40, 60, 80, 90g/m2���ֹ��Ķ�п�ְ���е����ܶ������ٵ�ȫ��ʵ�顣 ���и�������ΧΪ: �����ܶ�30~70A/dm2, ����1.0~2.0m/s��
2.1 �����ܶȶԶƲ�ֲڶȡ� ��ò���ᾧȡ���Ӱ��
�����ܶȡ��ֲڶȹ�ϵ������ͼ1��ʾ�� ����Zn2+Ũ��100g/L�� �¶�53�桢 �Ʋ���60g/m2�� Һ���ٶ�2m/sʱ, ���õ���ɨ�������Բ�ͬ�����ܶ�ʱ�õ��ĶƲ���ò���й۲�, �����ͼ2��ʾ��
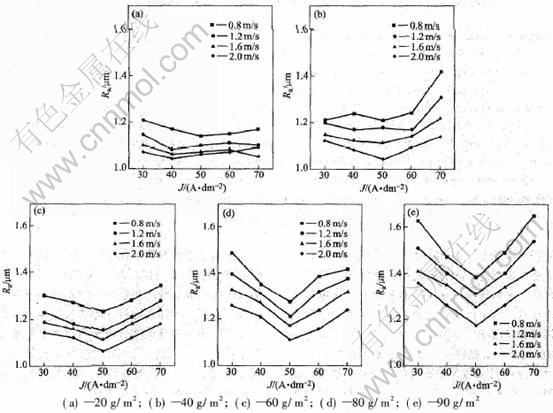
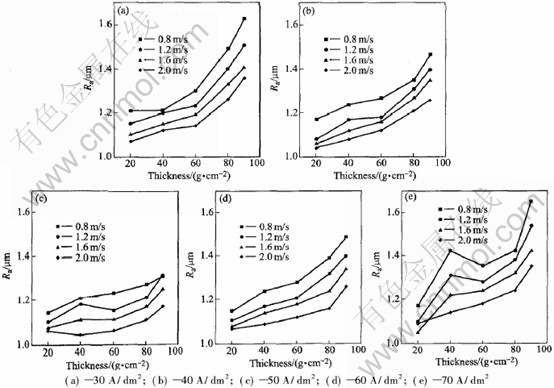
ͼ1 ��Ȳ�ͬʱ��ͬ�����µ����ܶȶԶƲ�ֲڶȵ�Ӱ��
Fig.1 Effects of current density on roughness of galvanization coating with different thickness at various flow velocities
��ͼ1�п��Կ���: ���ŵ����ܶȵ�����, �ֲڶ����½�, ��50A/dm2������Сֵ, Ȼ��������ܶȵ����Ӷ�����; ��ͼ2�п��Կ���: �ڵ����ܶȽ�Сʱ, ������ܶȵ�����, ��п�������ò���ƽ������, ���������ܶȴ���50A/dm2ʱ, ��п����濪ʼ���ֽ���[10]�� �����������������ԭ�������: 1)�������ܶ�С��50A/dm2ʱ, ���ڵ绯ѧ������������ᾧϸ��, �����ڶƲ������ò��þ���ƽ��, �Ӷ�ʹ�ñ���ֲڶȱ�С; 2)�������ܶȴ���50A/dm2ʱ, Һ�����ʿ�ʼ�Խᾧ����Ӱ��, �Ӷ�����ᾧ�ִ�, �������ֽ���, ���¶Ʋ����ߵͲ�ƽ, ��ò����, �Ӷ�ʹ�ôֲڶȱ��[11, 12]�� ����������¡�
1) �绯ѧ�����Խᾧ��Ӱ��
�绯ѧ����ʱ, �绯ѧ����λ�͵����ܶ�֮���������Tafel��ʽ:
��=a+blgJ
ʽ�� ��Ϊ�绯ѧ��������λ; JΪ�����ܶ�; a��bΪ������
��֪, ������ܶȵ�����, �绯ѧ��������
��п�㿪ʼ����ʱ�������µ�ᾧ�ɺ˼��ɳ��ٶȹ�ʽ:
�ɺ��ٶ�: v1=K1exp(-��-2)
�ɳ��ٶ�: v2=K2exp(-��-1)
ʽ�� v1Ϊ����ɺ��ٶ�; v2Ϊ����ɳ��ٶ�; ��Ϊ�绯ѧ��������λ; K1�� K2��Ϊ������
��֪, ������ܶ�����, �绯ѧ��������, п�ᾧ�ɺ��ٶȿ�ʼԶ���������ٶ�, �ᾧ�������ϸ��, �����ڶƲ������ò��þ���ƽ��, �Ӷ�ʹ�ñ���ֲڶȱ�С��
2) Һ�����ʶԽᾧ��Ӱ��
�ڵ�ƹ��������ŵ����ܶȼ��Ʋ��ȵ�����, Ũ���Ҳ���� ��Ũ����ɢ���Ƶ�������ʵ�ֵ����ʱ, ���˵���Ŀ�����Ͳ���, �����γɴ־��ĸ�Դ��
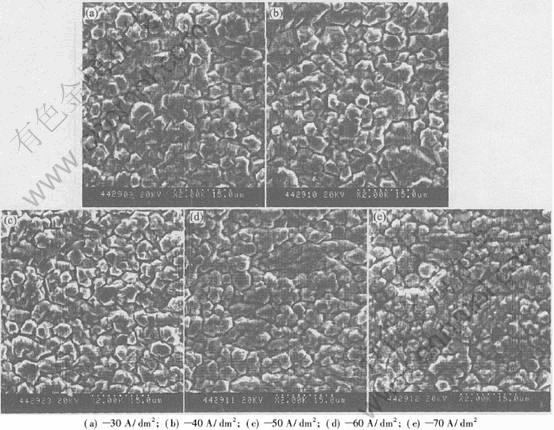
ͼ2 �����ܶȶԶ�п����ò��Ӱ��
Fig.2 Effects of current density on micromorphology of galvanization coating
�������������ܶ�ʱ, ��������Һ���зŵ�����ƶ��, һ���ڷŵ������ܴﵽ�IJ��־���Ҳ������Ǻ�ͻ����λ���ܼ�������, ����һ���־���ȴ���ۻ�, ������Ϊ֦���� ����ڵ�ƹ��������ŵ����ܶȼ��Ʋ�������, �Ʋ�ֲڶ�����[13]��
2.2 ��Һ���ٶԴֲڶȼ�����ò��Ӱ��
�ڸ��ٵ���в��øߵĶ�Һ���ٿ��Լ�С��ɢ����, �Ӷ�������������ܶȶ��ֲ����ڽ�����������Ч�ʡ� �о��˶�Һ���ٶԶƲ����ֲڶȵ�Ӱ��, �����Ƶ�������ͼ3��ʾ, ����Zn2+Ũ��Ϊ100g/L�� �¶�53�桢 �����ܶ�50A/dm2�� pH1.3ʱ, �۲첻ͬ����ʱ�Ʋ����ò, ��ͼ4��ʾ��
��ͼ3��ͼ4���Կ���, ����Һ���ٶȵ�����, ��п��Ľᾧ������ȡ� ϸ��, �ֲڶȳ������½��� ������Сʱ, п���Ӵ�����, ���ڽϴ��Ũ���, �ֲڶȽϴ�; ����Һ���ٶȵ�����, ���εĴ��ʱ��, Ũ�����С, �ᾧ����ϸ�¡�
�ɦ�=K1v-1/2(���Ц�Ϊ��ɢ����; vΪҺ���ٶ�; K1Ϊ����)��֪, ����Һ���ٶȵ�����, п����Ũ����ɢ��ĺ����֮��С, ��λʱ���ڵ���缫�����п��������֮����, Ũ�����֮��С, �ֲڶ���Ȼ��С[13]��
2.3 �Ʋ��ȶԴֲڶȼ�����ò��Ӱ��
�о��˶Ʋ��ȶԴֲڶȼ�����ò��Ӱ��, �����ͼ5��ͼ6��ʾ��
��ͼ6�п��Կ���, ���Ʋ��������ȡ� ϸ��, �������п�ᾧ���ȵ����Ӷ���ִ�, ����ͼ5�дֲڶ����ȵ����Ӷ����� ��������:
1) п��ᾧ���ڵ�������ʽ��Ҫ�ɻ�������״��������, ����Ϊ��������, ��Ϊ����Ĵֲڶ�ƽ����ֵ��С, ���Ե��Ʋ�ϱ�ʱ, ��20g/m2ʱ, ��п��ĴֲڶȱȽ�С, ����1.2; �������ڶƲ�ϱ�ʱ, ����û���㹻��ʱ��������, Ҳ�����˱��Ʋ�ľ����Ժ;�����ϸ�³̶Ⱦ��Ϻ�Ʋ�ĺ�[14]��
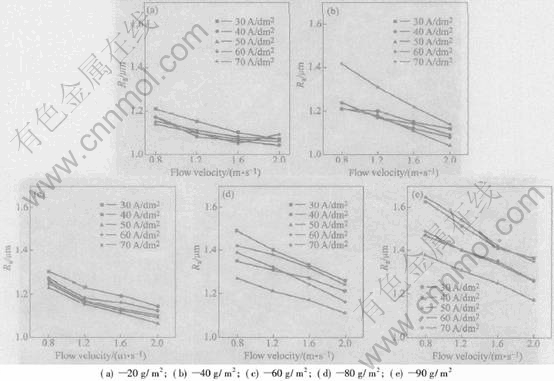
ͼ3 ��Ȳ�ͬʱ��ͬ�����ܶ������ٶԶƲ�ֲڶȵ�Ӱ��
Fig.3 Effects of flow velocity on roughness of galvanization coating with different thickness at various current densities
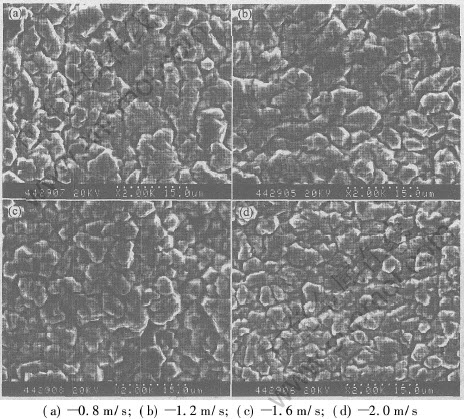
ͼ4 ��ͬ�����¶�п�����ò
Fig.4 Micromorphologies of galvanization coating at different flow velocities
ͼ5 ��ͬ�����ܶ��²�ͬ���ٵĺ�ȡ��ֲڶ�����
Fig.5 Curves of thickness��roughness under various flow velocities for different current densities
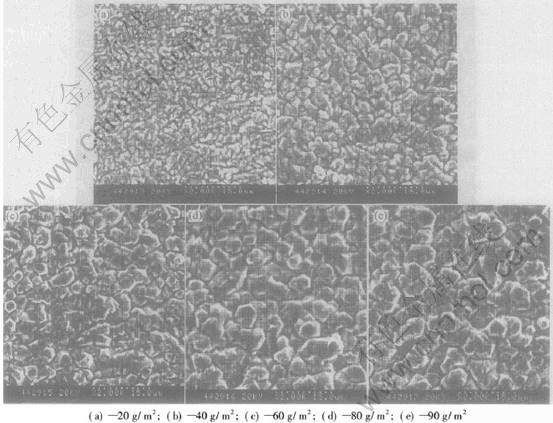
ͼ6 ��ͬ�Ʋ��ȶ�п�����ò
Fig.6 Micromorphologies of galvanization coating with different thicknesses
2) �����������Ĥ�ͺ�ȵ����ӻ���ֹп�����㲻ͬȡ�����������ijɺ�, �������������Ƽ�С, �Ʋ�������������ת��Ϊ������ȡ��ľ������ɵĶྦྷ������, ���´ֲڶȱ��[15]��
3) ��û����ƽ���ļ��ε��п��Һ��, �ֲڶ����ź�ȵ����Ӷ�����[16]��
3 ����
1) ������ܶȵ�����, ��п����������ڵ绯ѧ�������������ȡ� ϸ��, ������Ũ�����������ֽ���, �ֲڶ��ȼ�С������
2) Һ���ٶȶԸ��ٵ��п���Ӱ��������Թ���: ��Һ���ٶȵ�����, ��п���������Ũ�����С������ȡ� ϸ��, �ֲڶȳ������½���
3) �Ʋ��ȶԸ��ٵ��п�������ҪӰ��: ��Ʋ��ȵ�����, ��п�������������������ת��Ϊ�����������½ᾧ���Դִ� ����, �ֲڶ����
4) ���ٵ��п������, ���ƶƲ�Ĵֲڶȷdz�����, ���ۺϿ��Ǹ����ղ�����
REFERENCES
[1]����, �ܽ���, �����. �����ñ��ְ��������״�뷢չҪ��[J]. �������������, 2000(2): 14-16.
ZOU Heng-qi, ZHOU Jian-jun, LI Fei-peng. Quality actuality and requirement of development of sheet steel for automobiles[J]. Automobile Technology & Material, 2000(2): 14-16.
[2]����, ���, �����, ��. �������ȷ�ȷ�����ٵ��п���ղ���[J]. ���Ͽ�ѧ�빤��, 2001, 9(4): 420-423.
LI Ning, WU Gang, LI De-yu, et al. Confirmation of technological parameters in high-speed electro-galvanizing by means of lightness[J]. Materials Science & Technology, 2001, 9(4): 420-423.
[3]����, ����, ��־��. ���ٵ��п�ò���������[J]. ���ϱ���, 1999, 32(9): 7-9.
LI Ning, WANG Xu-dong, WU Zhi-liang. Insoluble anode of high-speed electro-galvanizing[J]. Materials Protection, 1999, 32(9): 7-9.
[4]Skarpelos P, Morris J W Jr. The effect of surface morphology on friction during forming of electro-galvanized sheet steel[J]. Wear, 1997, 212(7): 165-172.
[5]Interview P S F. Record-setting year for zinc coatings on cars[J]. Plating and Surface Finishing, 1987, l76(8): 47-48.
[6]Kudrak E J, Abys J A, Humiec F. Impact of substrate roughness on porosity: a comparison of electroplated palladium, palladium-nickel and cobalt hard gold[J]. Plating and Surface Finishing, 1997, 84(1): 5-6.
[7]Salvarezza R C, Alonso C A, Vara J M. Electr-ochemical growth mode of metal overlayers: a Monte Carlo simulation applicable to the effect of foreign adatom on roughness development[J]. Journal of the Electrochemical Society, 1991,138(10): 2938-2942.
[8]Gamburg J D. Corrections to the theory roughness development in metal electrodeposition[J]. Journal of the Electrochemical Society,1993, 140(12): 346.
[9]Timothy O D, Jason C G, Richard C A. Evolution of surface roughness during copper electrodeposition in the presence of additives: comparison of experiments and Monte Carlo simulations[J]. Journal of the Electrochemical Society, 2003, 150(5): 325-334.
[10]Roberts T R, Guzzetta F H. Morphology of high rate electrozinc[J]. Plating and Surface Finishing, 1988, 77(9): 53-55.
[11]Winand R. Electrostallization: fundamental current density continuous steel sheet plating[J]. Journal of Applied Electrochemistry, 1991, 21(7): 377-382.
[12]Weymeersch A, Renard L. High current density electroplating of zinc nickel and zinc iron alloys[J]. Plating and Surface Finishing, 1986, 75(6): 68-70.
[13]Sagiyama M, Kawabe M, Watanabe T. Effect of electrolysis and bath conditions on the surface roughness[J]. Morphology and Crystal Orientation of Zinc Electrodeposit, 1990, 76(8): 1301-1305.
[14]Kamei K, Ohmori Y. Heteroepitaxial growth of zinc electrodeposits on low-carbon steel sheets[J]. Journal of Applied Electrochemistry, 1987, 17(11): 821-824.
[15]Lee D N, Lee Y G. Factors determining crystal orientation of dendritic growth during solidification[J]. Materials Chemistry and Physics, 1997, 47(1): 154-156.
[16]Ohtsubo H, Sogo H. Zn/Ni electro-deposition on low carbon steel substrate[J]. ISIJ International, 1997, 37(5): 512-514.
�ո�����: 2004-06-29; ������: 2004-10-08
�����: ������(1979-), ��, ��ʿ�о���.
ͨѶ����: ������; �绰: 0451-86410270; ����: 0451-86412153; E-mail: zxd9863@163.com
