
DOI��10.19476/j.ysxb.1004.0609.2019.08.15
�����������Ĥ����֯������
�� ��1, 2�����ʹ�1, 2���¾�2, 3
(1. ���ݴ�ѧ ���Ͽ�ѧ�빤��ѧԺ������ 213164��
2. ���ݴ�ѧ ����ʡ���ϱ����ѧ�뼼���ص�ʵ���ң����� 213164��
3. ���ݴ�ѧ ��е����ѧԺ������ 213164)
ժ Ҫ��
ժ Ҫ�����ü����۸�������������������S355����ֱ����Ʊ��˸����մ�Ĥ�㣬����ɨ���������(SEM)��������(EDS)��X����������(XRD)�����մ�Ĥ����۽ṹ��ͨ��Ϳ����������Ӳ�ȡ�����Ӧ����Ħ��ĥ��͵绯ѧ�Ȳ��Է����о�����Ĥ������ܡ���������������մ�Ĥ����Ҫ�������ܲ�������ɲ���ɣ����ɲ���Ҫ�ɦ�-Al2O3��ɣ����ܲ���Ҫ�ɦ�-Al2O3��ɡ����ŵ����ܶ�����Ĥ����������������Ĥ������ײ������ã���Ӳ�Ƚ��۸�Ϳ����������������۸�Ϳ��������Ӧ��Ϊ��Ӧ��������Ĥ���ΪѹӦ�����ڵ����ܶ�Ϊ5 A/dm2ʱ������Ĥ�������Ը��ƻ������۸�Ϳ�����ĥ������ʴ�ԡ�
�ؼ��ʣ�
S355������������۸����������������մ�Ĥ��������֯��
���±�ţ�1004-0609(2019)-08-1701-11���� ��ͼ����ţ�TG174.44���� ���ױ�־�룺A
S355��Ϊ����ƽ̨�����ø֣�����ʹ�û������̣���ˮ�½ṹ�����ܺ�ˮ�����������ʴ��������ʴ���⣬�ҷ����ڳ�������ǿ�ȸߣ�����ĥ��ʴ���ѵ����⣬��ˣ���Ҫ�ϸߵ���ʴ����ĥ�ԣ�������и�ǿ�ȡ������ԡ��͵��¡���ƣ�͵�����[1]����ȥ������ƽ̨��Ҫ��������Ϳ����Ϳ����з�����������ƽ̨����ṹ�ֱ���ķ�������˽ϸߵ�Ҫ����Ϳ�㱾������Ч���⣬������Ϳ�����ס���Ⱥͱ��洦���ȶ����ϡ�Ҫ��Ϳ����ֲı��漰����Ϳ��֮�������õĸ����������ϻ������������ͺ�ˮ���ܺã����γ��ʵ����Ե�Ϳ�㣬��������������ʹ�ã����չ��̸��ӣ�Ч�����ѡ�������(Micro-arc oxidation, MAO)�ǽ����������һ���ڽ�������ԭλ�����մ�Ĥ���¹��ա������ýϸߵĹ�����ѹ��ͨ�����ŵ�ʹ�����Ľ���ԭ������Һ�е���ԭ�ӽ������һ����������Ϊ��Ҫ�ɷֵ�����ƽ�����մɲ㣬�Ӷ���һ����������ĥ�Ժ���ʴ����[2]�����ü���Ŀǰ��Ҫ�����ڷ�����(�����ѡ�þ)���ϣ���Ŀǰ�ڸ��������������������Ҫ�������ڸ��������Ƚ��������ٽ���������[3]�����ս�����[4]��A3�ֱ���ͨ���Ƚ����������������ϼ����Ʊ����������մɲ㡣��Ԫ�ֵ�[5]�����Ƚ��Ƽ�����20�ֻ�������Ʊ�����Ϳ�㣬Ȼ�������������������Ϳ���������������,�γ��˸����մ�Ϳ����ϵ�������ַ��������źܶ�ȱ�ݣ������ǽ��ǿ�Ȳ��ߣ���ι��չ��̸��ӣ��ɱ��ϸߡ���ˣ����ǽ����һ�ֳɱ��ϵͣ����չ��̼ı�����Լ��������۸��������۸�(Laser cladding)��һ���Բ�ͬ�����Ϸ�ʽ����ĩ���ӵ��۸����ı��棬���������ʹ֮�ͻ��ı��污��һ������������������ʹ֮����ij�ұ���ϵı����۸��㣬�Ӷ��������ƻ��ı������ĥ����ʴ����ƣ�͡��������ȵ�һ�ֱ���ǿ������[6]�������۸������г��õ�̼�����մɷ�ĩ���нϸߵ�Ӳ�ȡ���ĥ�Ժ���ʴ�Ե��������ܣ������մɲ��ϵ��۵㡢����ģ����������ϵ����������ܴ��ڼ����۸������л����һЩ����[7]����CeO2����ϸ���������Ͻ����ƾ���״̬��������Ӧ����������״�����������ã����貨��[8]�о�����CeO2����Ϊ1%ʱ��Ϳ���Ӳ������ʴ����ѡ�ͬʱNi�߱����õ���ʪ�ԺͿ��������ܣ�������Ч����Ϳ���϶�ʣ�ZHANG��[9]�о�������Ni����Ϊ5%(��������)ʱ��Ϳ����3.5%NaCl(��������)��Һ�о߱����õ���ʴ���ܡ���ˣ����������������ּ��������Լ����۸�+�����������ں���ֱ����Ʊ�����Ĥ�㡣
Ŀǰ��YANG��[10]��þ�Ͻ������þ����ĩ��Ϳ(EPS)����+�����������ɹ��Ʊ�˫�㸴��Ĥ����ϵ����������ø���Ĥ��ļ�����������Ҫ���ڵ�һͿ�㣬��ʴ���ܵõ�����������XIONG��[11]Ҳͨ������������������������þ�Ͻ�����Ʊ���������Ϳ�㣬����������뵥һLSP���MAO����Ϳ����ȣ�LSP/MAO��������Ϳ�㲻�������������þ�Ͻ�������ʴ�ԣ����ҿ����������ѧ���ܡ�����ͨ������ӹ�������������������ϵ��о�Ҳ��Ҫ���������ʺϽ��ϣ���ͨ�������۸�(LC)+������(MAO)�����ں���ֱ����Ʊ�˫�㸴���մ�Ĥ�㼸�����١���ˣ����������Ȳ��ü����۸�������S355�ֱ����Ʊ�Al-Ni-TiC-CeO2�۸�Ϳ�㡣�Ը��۸�Ϳ����Ϊ���ײ㣬���Թ�����Ϊ���Һ����ϵ�£��Ʊ������մ�Ĥ�㣬�о���ͬ�����ܶ���Ĥ����֯�����ܱ仯������Al-Ni-TiC-CeO2�۸�Ϳ����жԱȡ�
1 ʵ��
1.1 ʵ�����
ʵ�����Ϊŷ��S355�ṹ��(����������%)��C 0.17��Si 0.55��Mn 0.94��P 0.035��Cr 0.065��S 0.035��Ni 0.065��Mo 0.30��Zr 0.15������ΪFe���۸���ĩ����ΪAl��(����99.0%��ƽ������50~95 ��m)��TiC��ĩ(����99.5%��ƽ������40 ��m)��Ni��(����99.5%��ƽ������1.5 ��m)����������6:3:1��Ϻ����1%CeO2(����99.0%��ƽ������20 nm)������ĥ����ֻ�Ͼ��ȡ�
1.2 ʵ�鷽��
�����۸�ʵ���������ZKSX-2008��2 kW��̬���������۸���ʽ�����ͷ��۸����������Ϊ�ͷ۶���Դ��ʵ��ͬ���ͷ��۸������弤���۸����ղ������1��ʾ��
��1 �����۸����ղ���
Table 1 Laser cladding process parameters
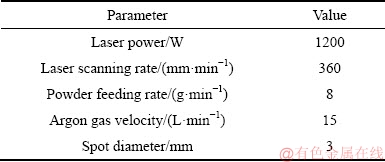
�۸�ʵ����ɺõ���ʽ�������и�ķ����и�ɴ�СΪ30 mm��25 mm��3 mm��������ɰֽ��ĥ��Ԥĥ��1000#ˮĥɰֽ��Ȼ����Al2O3��Һ���л�е�⣬��ͪ�������ͣ����۸�������⣬��������û�����֬�̻����ܷ�������������������ʵ����ú���ģʽ�������ܶȲ���3��5��8 A/dm2������ʱ��Ϊ30 min�����Ƶ��Һ�¶���30 �����£����Һ�䷽���2��ʾ��
��2 ���������Һ�䷽
Table 2 MAO electrolyte formulation
������ɺ�õ��۸�Ϳ��(�Ա�����)�������������մɲ㣬���õ����۸�Ϳ�����ĥƽ�����������մɲ������ĥ�⣬��JSM-6510ɨ���������(SEM)��������(EDS)�۲��۸�Ϳ�㡢�������մɲ�ĸ߱���֯��ɷ֡�����X����������(XRD)��Ϳ��������з�����Ϳ���϶����Ҫ��IPP����������õ�Ϳ�������ò��Ƭ���д������ⶨ5��ȡ��ƽ��ֵ��Ϊ��Ч��϶�ʴ�С��������Ĥ���������Բ���WS-2005��Ĥ�㸽�����Զ������ǡ�����װ�����õ�ѹͷ�ǽ��ʯ��(120��)ѹͷ��ѹͷʩ���غɷ�Χ��0.01~200 N��ʩ���غ��������ټ��ء�����Ĥ�㻮��ʱ�����������Ħ������ϵķ�ʽ�������غ�40 N�����۾���4 mm��ѹͷ�ƶ��ٶ�Ϊ0.1 mm/s��������������������۲컮����ò���� HMV-1T������Ӳ�ȼƲ���4��Ϳ�����Ӳ�ȣ����м����غ�Ϊ2 N������ʱ��Ϊ15 s���ڽ�����Ϳ����������巽��ÿ��50 ��m��һ���㣬ͬһ���ˮƽ�ϲ���3��ȡƽ��ֵ������X-350A��X����Ӧ���ⶨ�Dz���Ϳ������ز������������Ӧ���������侧��(400)����������Ϊ���Զ�������Ǧ��ֱ�Ϊ0�㡢25�㡢35�㡢45�㣬Ӧ��������-130 MPa/(��)��2��ɨ����ʼ�ǵ���ֹ��Ϊ155��~135�㣬����Ϊ0.1�㣬����ʱ��0.50 s��Ħ��ĥ���������CFT-1�Ͳ��ϱ��������ۺϲ����ǣ�ĥ�����Ϊ������Ϳ���ĥ����ΪSiC�մ������غ�Ϊ2 N�����ת��Ϊ500 r/min��������������ģʽ��ĥ�۰뾶Ϊ3 mm������ʱ��Ϊ30 min��������ɺ����BT25S���ӷ�����ƽ����ĥ��������ʧ��ĥ������ĥ������������ò�۲����������λ�������Բ���CS350�绯ѧ����վ�����Խ�����3.5% NaCl��Һ(��������)���������Ϊ1 cm2�������缫Ϊ�������αȵ缫Ϊ���ʹ��缫�������缫Ϊ���缫������ǰ����3.5%NaCl(��������)��Һ�н���30 min����ֱ����·��λ�ȶ��������¶ȱ�����(25��1) �档ɨ������1 mV/s�����Խ��������Tafel��ϡ�
2 ��������
2.1 �����մ�Ĥ��ṹ
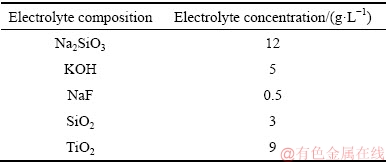
ͼ1��ʾΪ�����մ�Ĥ��Ľ�����ò����ͼ1(a)��ʾ������Ϳ�������Կ���3�����Ե���������Ϊ���塢�۸��㡢�������մɲ㣬���л�����������������������۸��������Ϊƽ������3�����Ե����ƣ�������Ϳ������20 ��m���ҡ�ͨ���Ʊ����������մ�Ĥ���Ϊ�����ܲ������ɲ��˫��ṹ����ͼ1(b)��(c)��ʾ���մɲ������֮����־��״ұ���ϣ��������ã��ڵ����ܶ�Ϊ3 A/dm2��5 A/dm2ʱ���Ʊ���Ĥ����Կ������Ե�˫��ṹ���ڵ����ܶ�Ϊ3 A/dm2ʱ���մɲ�������ɲ���Ϊ14 ��m���ҷֲ��϶���ף������ܲ�Ϊ6 ��m�����������٣��������ܶ�����5 A/dm2ʱ���մɲ�������ɲ���Ϊ16 ��m�����������٣�������������ܲ���Ϊ8 ��m�����������٣��������ܶȽ�һ������8 A/dm2��Ĥ���������ʴ�������������٣��մɲ���������28 ��m������Ҫ�����ڵ����ܶȽϴ���������ĵ�ѹ�ϸߣ��������մ�Ϳ���ϵĵ糡ǿ�Ⱥʹų�ǿ�����������ӣ�ʹ����������Ӧ�����е����������ӣ��Ӷ��ٽ�Ĥ���Ƚ�һ�����ӡ���һ���棬���ߵĵ����ܶȻ��ʹ�����������������մɲ㷢�����ۣ��ڵ��Һ�����������Ѹ�����̣���ʹ��Ӧ�������������ڱڣ�ʹ����������[12]��
ͼ1 ��ͬ�����ܶ�ʱ����Ĥ��Ľ�����ò
Fig. 1 Sectional morphologies of composite films at different current densities
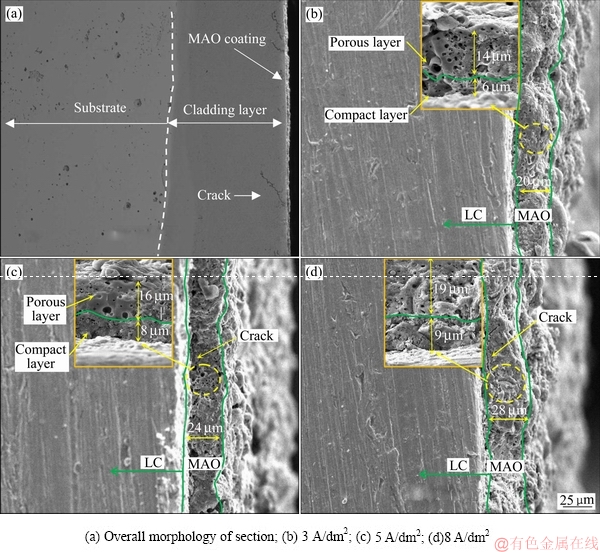
ͼ2 �۸�Ϳ���븴��Ĥ�����XRD��
Fig. 2 XRD patterns of cladding layer(a) and composite films(b)
ͼ2��ʾΪ�۸�Ϳ���벻ͬ�����ܶ��¸���Ĥ������XRD�����ס��۸�Ϳ������ǿ��TiC��������Ϊ��Ҫ���࣬����AlFe3�ࡢAlNi3�ࡢAl2O3���AlFeNi�࣬��ͼ2(a)��ʾ������Ĥ����˻���Al�����⣬������Al�Ļ��������Al2O3��AlF3��Al(OH)3�ȣ���Щ����˵�����Һ�е�F-����Һ�е�O2��Al�ڸ�ѹ�ŵ������·����˻�ѧ��Ӧ�����⣬��Һ�л�����SiO2��TiO2��Al2Ti7O15�࣬SiO2��TiO2��ij��������ڵ��Һ�����Ӽ����£�SiO2������������Ӧ������Ϳ����棬TiO2����Һ����O2��Al3+������������Ӧ����Al2Ti7O15������Ϳ�㵱�У���ͼ2(b)��ʾ��
ͼ3��ʾΪ�۸�Ϳ���븴��Ϳ�������ò����Ӧ��EDS������ͼ��ͼ3(a)��ʾΪ�۸�Ϳ�������òͼ�����Կ����۸�Ϳ������нϴ�Ŀ���������һ�����Ե����ƣ���ǿ��TiC�ֲ����ȣ�TiC��ò��ҪΪϸС����״���������ӳ�������ơ�ͼ3(b)��ʾΪ��Ӧ�ĵ���������������Կ���Ϳ�����Ԫ����ҪΪAl��C��Ti��Fe��O��Ni����Ҳ����Ե�XRD������Ǻϡ�Ϳ���ڵ�FeԪ����Ҫ���Ի������ɢ�㣬����Ϳ��������γɽϺõ�ұ���ϡ�ͼ3(c)��(e)��(g)��ʾΪ�����մ�Ĥ����ò��3��Ĥ����ֵ��͵�������ò��Ĥ�����ֲ��Ž϶���ף������������������ԵIJ��졣ͼ3(c)������������ϸС�������ȣ���Ϳ����������һЩ���ơ�ͼ3(e)��(g)��Ĥ��ʵ��͵��������̵���ò����������Ҫ�����������������л����ŵ�ʱ��̣��������У������γ��ۻ�������������̬�����������ڷŵ�ͨ���з�Ӧ���ɵ�����ѹ���ͷŵ�ѹ�������ߣ����²������ڵ��������ӷŵ�ͨ������������������Χ�γ����������̵���ò[13]����ʱͿ��������������٣���������ͼ3(d)��(f)��(h)��ʾΪ��Ӧ��MAO�����������ף����Կ�����Ϳ�������ҪԪ��ΪO��Al��Si��Ti��F�����ŵ����ܶ����ӣ�Si��F�ĺ����������������ơ���������Ϳ����������ܶ����Ӷ����ӣ����Ϳ���и���Ŀռ����ɴ������ʡ�
ͼ4��ʾΪ�մ�Ĥ��Ŀ�϶�ʼ�����ֲ�����ͼ4�ɿ����������϶���г��������Ӻ������ȶ��Ĺ��ɡ��ڵ����ܶ�Ϊ3 A/dm2����С��1 ��m����������࣬Լռ56%�����⣬���ŵ����ܶȵ����ӣ�������Ӧ�ٶȼӿ죬�մɲ��ȿ������ӣ����Է����ŵ�������������һЩС�Ŀ�϶�������һ���̶ȵ��������ۣ�ֱ���ٴη����ŵ�����������Ŀ����[14]����ʹ����1 ��m���ڵ��ֲ�������С��
2.2 ����Ĥ����������
Ϳ��������MAOĤ����ǿ�ȵ���Ҫָ�ꡣͼ5��ʾΪ��ͬ�����ܶ���Ĥ������źź�Ħ���������Լ���Ӧ�Ļ�����Ƭ��ͼ5(a)��ʾΪ�����ܶ�Ϊ3 A/dm2���մɲ�Ľ��ǿ�ȣ����Կ���Ϳ�㻮��ʱ�������Ե����źţ�Ħ������������������ͼ����ɫ��Ȧ��ʾ����ͼ5(b)Ҳ���Կ�����ѹͷ�ڻ����϶̾��봦ʱ�����۹��۵ײ������˽���ɫ��������ʱͿ���Ѿ���������ʱ�������ص��غ�Ϊ�ٽ��غ�Fc[15]���������ĥ�����ź��Լ�����Ƭ��֪�������ܶ�Ϊ3 A/dm2���մɲ��FcֵΪ15.2 N���������ܶȼ��ص�5 A/dm2ʱ���������ﵽ28.4 Nʱ�����źŲ����ϴ��մɲ㻮������϶̣���ͼ5(c)��(d)��ʾ������Ϳ��Ľ��ǿ�ȽϺá��������ܶȽ�һ�����ӵ�8 A/dm2��Ϳ���Fcֵ����15.8 N, ����λ�÷������Ե���ǰ��˵��Ϳ��Ľ��ǿ�ȳ������½�����ͼ5(e)��(f)��ʾ��
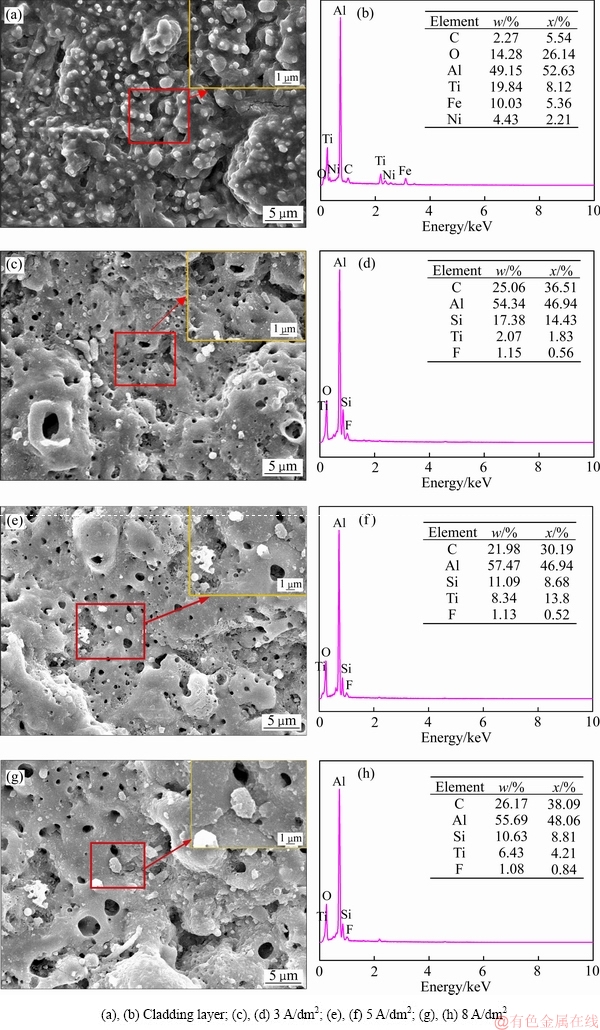
ͼ3 �۸�Ϳ���벻ͬ�����ܶ��µĸ����մ�Ĥ�������ò����Ӧ������ͼ
Fig. 3 Surface morphologies and EDS spectra of cladding coating and composite ceramic film under different current densities
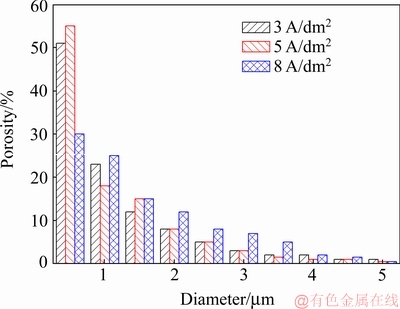
ͼ4 ����Ĥ������϶�ʼ�����ֲ�
Fig. 4 Surface porosity and pore size distribution of composite films
2.3 ��Ӳ�ȷ���
ͼ6��ʾΪ����Ϳ���ݽ�����Ӳ�ȷֲ����ߡ���ͼ6�ɿ��������ܵ����ܶȲ�ͬ��������Ϳ���Ӳ��ֵ�����������������������ֵ��Ȼ�����½����ڵ����ܶ�Ϊ3 A/dm2ʱ���մɲ��ھ��������10 ��m���ң�Ӳ�����������پ����12 ��m���Ҵﵽ���ֵ1267 HV0.2�����۸�Ϳ��Ӳ�����ֵ964.3 HV0.2�����Լ31.4%��ԼΪ����Ӳ��(384.4 HV0.2)��3.29�����ڵ����ܶȴﵽ5 A/dm2ʱ��Ĥ����Ӳ�ȷֲ�������Ҫ���ڵ����ܶ�Ϊ3 A/dm2ʱ�մɲ�ģ��ھ����13 ��m��Ĥ��Ӳ�ȴﵽ���ֵ1424.3 HV0.2���ڵ����ܶȽ�һ�����ʱ���մɲ���Ӳ�Ƚ�һ����ߣ�����ܴﵽ1496.7 HV0.2�������մɲ������ɺ���������Ӱ��Ĥ��Ӳ�ȵ���Ҫ���أ����ŵ����ܶȵ����ӣ��մɲ��������ӣ����ܲ�����ɲ���Ҳ�����ӡ�ͬʱ�����ܲ��к��и���Ħ�-Al2O3�࣬��ʹ��Ӳ��ֵ���ߡ���һ���棬���ŵ����ܶȵ����ӣ��մɲ����ֳ������������ƣ�ʹ��Ĥ����������С��Ӳ���½����Ƹ�����[16]��
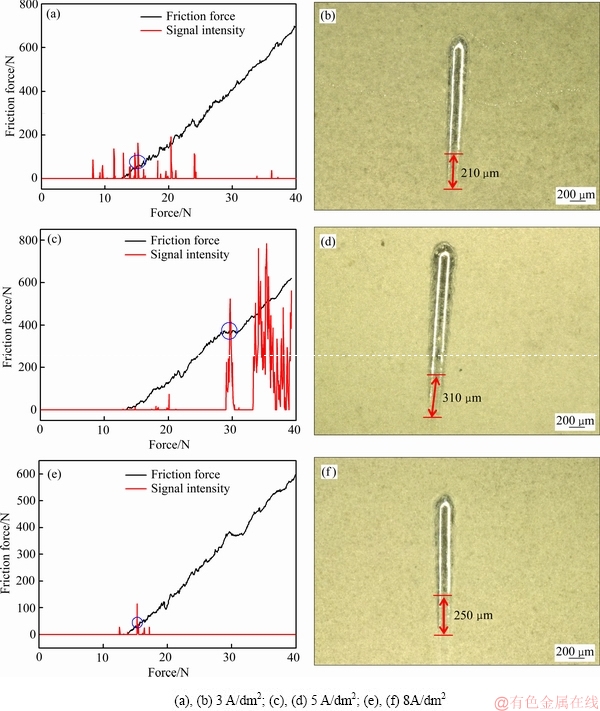
ͼ5 ��ͬ�����ܶ���MAOĤ��Ľ��ǿ�������Լ���Ӧ�Ļ�����Ƭ
Fig. 5 Compressive strength curves((a), (c), (e)) and corresponding scratch photos((b), (d), (f)) of MAO coatings under different current densities
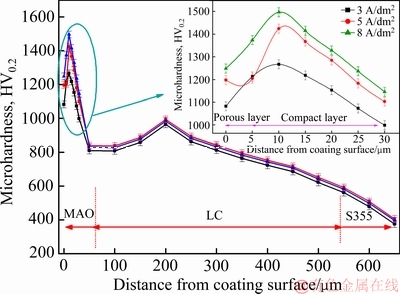
ͼ6 �۸�Ϳ���븴��Ĥ����Ӳ�ȷֲ�
Fig. 6 Microhardness distribution of cladding layer and composite films
2.4 ����Ӧ������
������ƷXRD�����������ѡ�����侧��(400)����������Ϊ���Զ���X ������������������Ӧ���Ļ�����ʽΪ
 (1)
(1)
ʽ�У�EΪ����ģ���� Ϊ���ɱȣ���0Ϊ��ѡ��������Ӧ������µ�����ǣ�
Ϊ���ɱȣ���0Ϊ��ѡ��������Ӧ������µ�����ǣ� Ϊ���ϱ��淨�����������ľ��淨�ߵļнǣ���Ϊ��ѡ����ʵ�ʲ���������ǡ��մɲ���ҪΪ���������䵯��ģ��Eȡ390 GPa�����ɱ�ȡ0.26[17]��ͨ������õ�����Ϳ��������Ӧ���ֲ�����ͼ7��ʾ����ͼ7���Կ�����3�ֲ�ͬ�����ܶ��Ʊ���MAOĤ���������ڵIJ���Ӧ������ΪѹӦ���������ž���ļӴ�ѹӦ���������ھ����20 ��m���ﵽ���ֵ��������С�����ڵ����ܶ�Ϊ3��5��8 A/dm2��Ĥ�㣬��������Ӧ������ԼΪ-118��-170.42��-127.51 MPa�����Կ����������ܶ�Ϊ3 A/dm2��8 A/dm2��Ĥ��ѹӦ���ϵ����ܶ�Ϊ5 A/dm2��Ĥ��ѹӦ��ҪС������Ҫ�������մɲ㲻�ܳ��ܽϸߵ�ѹӦ���������Ѻۣ��Ӷ��ͷ��˲��ֲ���Ӧ������Ҳ��Ĥ�������ò�۲쵽�Ľ��һ�¡��۸�Ϳ�������ڲ���Ӧ����Ϊ��Ӧ�����ھ�Ϳ�����300 ��m������Ӧ���ﵽ���ֵ439.61 MPa���ϴ�IJ���Ӧ����Ӱ����ϱ��濪�ѳ̶ȣ��������������ԡ���ˣ���ʹ��������������Ϳ�������������ܵõ�һ���̶ȵĿ��ơ�
Ϊ���ϱ��淨�����������ľ��淨�ߵļнǣ���Ϊ��ѡ����ʵ�ʲ���������ǡ��մɲ���ҪΪ���������䵯��ģ��Eȡ390 GPa�����ɱ�ȡ0.26[17]��ͨ������õ�����Ϳ��������Ӧ���ֲ�����ͼ7��ʾ����ͼ7���Կ�����3�ֲ�ͬ�����ܶ��Ʊ���MAOĤ���������ڵIJ���Ӧ������ΪѹӦ���������ž���ļӴ�ѹӦ���������ھ����20 ��m���ﵽ���ֵ��������С�����ڵ����ܶ�Ϊ3��5��8 A/dm2��Ĥ�㣬��������Ӧ������ԼΪ-118��-170.42��-127.51 MPa�����Կ����������ܶ�Ϊ3 A/dm2��8 A/dm2��Ĥ��ѹӦ���ϵ����ܶ�Ϊ5 A/dm2��Ĥ��ѹӦ��ҪС������Ҫ�������մɲ㲻�ܳ��ܽϸߵ�ѹӦ���������Ѻۣ��Ӷ��ͷ��˲��ֲ���Ӧ������Ҳ��Ĥ�������ò�۲쵽�Ľ��һ�¡��۸�Ϳ�������ڲ���Ӧ����Ϊ��Ӧ�����ھ�Ϳ�����300 ��m������Ӧ���ﵽ���ֵ439.61 MPa���ϴ�IJ���Ӧ����Ӱ����ϱ��濪�ѳ̶ȣ��������������ԡ���ˣ���ʹ��������������Ϳ�������������ܵõ�һ���̶ȵĿ��ơ�
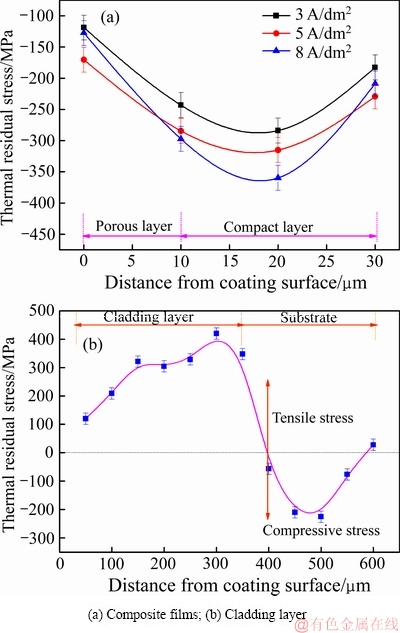
ͼ7 ����Ĥ�����۸�Ϳ�����Ӧ���ֲ�
Fig. 7 Residual stress distribution of cladding layer and composite films
2.5 ��ĥ�Է���
ͼ8��ʾΪ������Ϳ��������Ħ��������ʱ��仯���ߡ���ͼ8���Կ���������ĥ����Է�Ϊ�����Σ�ĥ��κ��ȶ��Σ���0~1 min�ڻ���Ħ������Ѹ��������1.0���ң�֮�����ȶ���0.9���ҡ������۸�Ϳ�㣬��ĥ��η�����0~5 min�ڣ�֮��Ħ���������ȶ���0.5���ҡ����ڸ���Ĥ����������ĥ��η�����0~2 min��������ƽ������������Ҫ������MAOͿ�����ܲ�Ĵ��ڡ�����ĥ��ʱ����ӳ���Ħ�����������ӣ����ջ���Ĥ��ﵽ�ȶ��Ρ�������Ϳ���ȶ�ʱĦ���������۸�Ϳ��Ҫ�ͣ�˵��������Ϳ�����һ���ļ�ĥ���á�
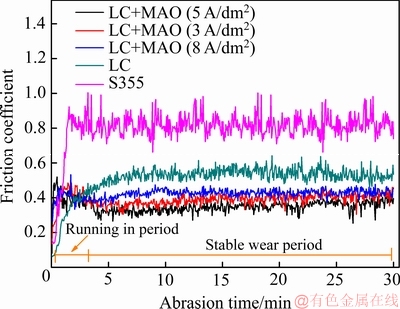
ͼ8 ��ͬ����Ħ��������ʱ��仯����
Fig. 8 Fiction coefficients of cladding layer and MAO coatings obtained under current density
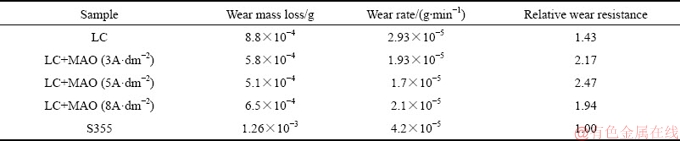
ͼ9��ʾΪ��ͬͿ������ĥ���ı�����ò����ͼ9���Կ������۸�Ϳ��(��ͼ9(a))����ĥ�۽Ͽ���Ϳ��������������Ͱ��䣬ĥ�������������Ա��κ�ճ��ĥ������Ҫ������Ϳ�����Ӳ�Ƚϸߣ�ʹ��������Ħ������ĥ������������ĥ���ã��谭��Ϳ��������Ա��Σ��������Ϳ�����ĥ�ԡ�����۸�Ϳ����˵��MAOͿ���ĥ�ۿ��Ƚ�һ����С��ĥ�����Ҳ��С���ұ����Ϊƽ����ĥ�۳���Ƭ״������Ҫ������Ϳ����ĥ������У�MAOͿ�������ɲ���������������ױ��ƻ����������ܲ����ں��м�Ӳ�࣬Ӳ�ȸߣ�ʹ��ĥ���ֲ�������ƽ������ȴ�иߵ�֮���ʹĥ�۳���Ƭ״���ڵ����ܶ�Ϊ5 A/dm2ʱ��Ϳ��ֻ�DZ��ֳ����IJ�������δ��ĥ�����������Լ�Ӳ�Ƚϴ�Ħ�-Al2O3��Ĵ��ڿ��ܵ���Ϳ����ĥ�Ե���ߡ���3����Ϊ����ĥ��������ʧ��ĥ�������Լ������ĥ�ԡ����������ĥ��Ϊ��������ĥ�����뱻������ĥ����֮�ȣ����б�����ΪS355�ֻ��塣�ɱ�3���Է���,Ϳ��������ĥ��������ʧҪ�Ȼ����Сһ��������������Ĥ���ĥ����Ҫ�ȵ������۸�Ϳ����������26%~42%���ڵ����ܶ�Ϊ5 A/dm2ʱ������Ϳ���ĥ�����ʺ������ĥ�Զ�����Ϊ��ѡ�
2.6 ����λɨ�����߷���
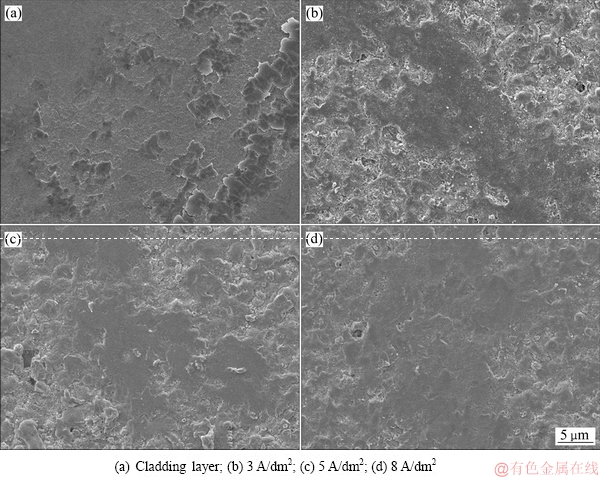
ͼ9 ��ͬ����ĥ��������ò
Fig. 9 Worn morphologies of cladding layer and MAO coatings obtained under different current densities
��3 ��ͬ����Ħ��ĥ����Խ��
Table 3 Friction and wear tests results of different samples
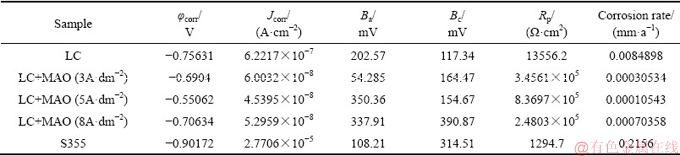
��4 Ϳ������弫���������ֵ
Table 4 Fitting results of polarization curves between coating and substrate
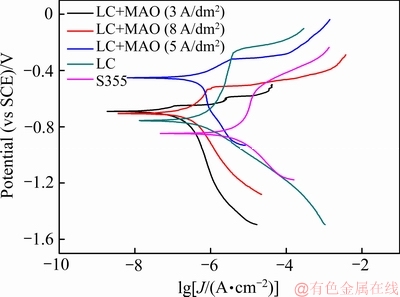
ͼ10 �����Ϳ�������ļ�������
Fig. 10 Potentiodynamic polarization curves of substrate and coatings in 3.5% NaCl solution
ͼ10��ʾΪ�����Ϳ��Ķ���λ�������ߡ�ͨ���ϵ͵ĸ�ʴ�����ܶȡ��ϸߵļ��������ʴ��λ�����͵ĸ�ʴ���ʺͽϺõ���ʴ���ܡ���ϱ�4�м���������Ϻ�õ������ݣ������Ը�ʴ��λ(��corr)����ʴ�����ܶ�(Jcorr)������/����Tafel����(Ba��Bc)�ȵ绯ѧ����ͨ��Tafel��Ϸ���ֱ�ӵõ�����������(Rp)ͨ��Stern-Geary���̼�����
 (2)
(2)
��ʴ������ʽ(3)�ó�
 (3)
(3)
ʽ�У�MΪ������ԭ������nΪ������ԭ�Ӽۣ�FΪ�����ڳ������ɱ�4���Կ�����������Ը�ʴ��λԼΪ-0.90 V����ʴ�����ܶ�Ϊ2.77��10-5 A/cm2���۸�Ϳ�㸯ʴ��λ-0.75 V����ʴ�����ܶ�Ҫ�Ȼ��������������������Ĥ�㸯ʴ��λ���۸�Ϳ���һ������ʴ�����ܶȽ��۸�Ϳ�����һ������������Ȼ������������������������ʴ���ܽ�һ�����[18]���ڵ����ܶȴﵽ5 A/dm2ʱ������Ĥ�㼫������ﵽ���ֵ8.3697��105 ����cm2������Ҫ������Ĥ��Ľṹ��ɵģ���ʱĤ�����ܲ��Ƚϴ��ߴ��С��Ϊ�տף����������ƣ�ʹ�ø�ʴ���ʺ�����Ĥ�������Ӵ����������ܶȽ�һ������ʱ������Ĥ�����������Ӧ���������ƵIJ������Ҵ�ʱ�����ϴ�ʹ�ø�ʴ���ʸ�������Ĥ���ڲ��ƻ�Ĥ�㣬�Ӷ�ʹ��Ϳ����ʴ�Խ��͡��ۺϸ�ʴ�������������Է����۸�Ϳ�㸯ʴ����Ҫ�Ȼ���ĵ�2��������������Ĥ���Ҫ�Ȼ���ĵ�3��������������S355�ֱ����Ʊ�����Ĥ���ܼ���������Ŀ���ʴ���������Ʊ�����Ĥ������ܶ�Ϊ5 A/dm2ʱ��Ĥ����ʴ������ѡ�
3 ����
1) ͨ�������۸������������ϴ��������ں�������Ʊ������������մɲ㣬�������Ľ��ǿ�Ƚϸߣ����ɲ���Ҫ�ɦ�-Al2O3��ɣ����ܲ���Ҫ�ɦ�-Al2O3��ɡ����ŵ����ܶ����ӣ�Ĥ���������ӣ����������٣������ӡ�
2) ���ŵ����ܶȵ����ӣ�����Ϳ�����ֳ������������ƣ�Ӳ����С�����Ա��۸�Ϳ��Ӳ�ȸ�31.4%�����������ƻ��ĵ�Ӳ�ȡ�����Ϳ�����Ӧ������ΪѹӦ�������۸�Ϳ��Ϊ��Ӧ����
3) ����Ĥ��Ħ������Ҫ���۸�Ϳ���20%~ 30%���ڵ����ܶ�Ϊ5 A��dm2ʱ������Ĥ���ĥ�����ʺ������ĥ�Զ�����Ϊ��ѡ�
4) ����Ĥ���Ը�ʴ�����ܶȽϵͣ���������ϸߣ������Խ���Ϳ��ĸ�ʴ���ʡ�
REFERENCES
[1] ���Ŀ�, ������, ������, ������. ����ƽ̨�ø�ǿ��ǿ�ȼ�����ʴ����״����չ����[J]. װ����������, 2014, 11(2): 50-58.
HAO Wen-kui, LIU Zhi-yong, WANG Xian-zong, LI Xiao-gang. Current situation and prospect of studies on strength and corrosion resistance of high strength steel for ocean platform[J]. Equipment Environmental Engineering, 2014, 11(2): 50-58.
[2] ������, �볤��, ��־��, ����ϼ, �� ��. ���Ͻ��������������о���չ[J]. ���ϵ���, 2010, 24(9): 132-136.
CHEN Yan-jun, FENG Chang-jie, SHAO Zhi-song, WANG Chun-xia, ZHOU Ya. Research progress of micro-arc oxidation on the aluminum alloys[J]. Materials Review, 2010, 24(9): 132-136.
[3] ������, ������, �ܱ��, ��ѧ��, �� ��. ̼���Ƚ��������������о�[J]. ��Ͻ�ӹ�����, 2003, 31(9): 35-38.
XIE Shi-yue, WANG Cong-zeng, KOU Bin-da, SU Xue-kuan, MA Jie. Research of hot-dip aluminum and micro arc oxidation on surface of carbon steel[J]. Light Alloy Fabrication Technology, 2003, 31(9): 35-38.
[4] �ս���, ��־��, �� ��, ������, ������. A3���Ƚ�����������������ת���������֯����[J]. ����뻷��, 2010, 30(1): 25-28.
TAO Jian-dong, ZHAO Zhi-long, HU Peng, MA Lian-hui, AI Chang-hui. Microstructure characteristics of hot-dip aluminum and micro-arc oxidation multilayer conversion coating on A3 steel[J]. Electroplating & Pollution Control, 2010, 30(1): 25-28.
[5] ��Ԫ��, ������, ��ռ��, �� Ρ. 20�ֻ�������Ƚ�����+���������ϴ����о�[J]. װ�ױ�����ѧԺѧ��, 2015, 29(3): 105-107.
HUANG Yuan-lin, SUN Xiao-feng, LI Zhan-ming, SONG Wei. Study on composite treatment of 20 steel substrate by hot dip aluminum and micro-arc oxidation[J]. Journal of Academy of Armored Force Engineering, 2015, 29(3): 105-107.
[6] Ԭ����, ����, �ܾ���, ��־��. �����۸������о���չ[J]. ���ϵ���, 2010, 24(3): 112-116.
YUAN Qing-long, FENG Xu-dong, CAO Jing-ling, SU Zhi-jun. Research progress in laser cladding technology[J]. Materials Review, 2010, 24(3): 112-116.
[7] ������, �ο�ɼ, �� ��. �����������̼���Ѹ���Ϳ���۽ṹ��Ħ��ѧ����Ӱ��[J]. Ħ��ѧѧ��, 2010, 30(3): 250-255.
CHENG Xi-yun, HE Ke-shan, HE Jun. Influence of CeO2 on tribological properties and microstructure of laser-cladding TiC4 ceramic layer[J]. Tribology, 2010, 30(3): 250-255.
[8] ���貨, �����, ������, ������, ���. ϡ��CeO2��Ni60A�����۸�����֯�����ܵ�Ӱ��[J]. �������Ͽ�ѧ�빤��, 2017, 40(6): 83-87.
HE Hua-bo, DAI Jiao-yan, YANG Meng-meng, HUANG Xiao-bo, XU Jin-fu. Effect of CeO2 on microstructures and properties of Ni60A laser cladding layer[J]. Ordnance Material Science and Engineering, 2017, 40(6): 83-87.
[9] ZHANG H, ZHANG C H, WANG Q, WU C L, ZHANG S, CHEN J, ABDULLAH A O. Effect of Ni content on stainless steel fabricated by laser melting deposition[J]. Optics & Laser Technology, 2018, 101: 363-371.
[10] YANG W, XU D P, WANG J L, YAO X F, CHEN J. Microstructure and corrosion resistance of micro arc oxidation plus electrostatic powder spraying composite coating on magnesium alloy[J]. Corrosion Science, 2018, 136: 174-179.
[11] XIONG Y, HU Q, SONG R G, HU X X. LSP/MAO composite bio-coating on AZ80 magnesium alloy for biomedical application[J]. Materials Science and Engineering C, 2017, 75: 1299-1304.
[12] YANG Y, WU H. Effects of current density on microstructure of titania coatings by micro-arc oxidation[J]. Journal of Materials Science & Technology, 2012, 28(4): 321-324.
[13] YANG Y, WU H. Effect of current density on corrosion resistance of micro-arc oxide coatings on magnesium alloy[J]. Transactions of Nonferrous Metals Society of China, 2010, 20(S2): s688-s692.
[14] �� Ρ, ������, ʱ��Ӣ. LY12���Ͻ�������Ĥ����γ�����������[J]. �й���ɫ����ѧ��, 2010, 20(10): 1949-1954.
YANG Wei, JIANG Bai-ling, SHI Hui-ying. Formation and growth mechanism of microarc oxidation coating on LY12 aluminium alloy[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(10): 1949-1954.
[15] LU J P, CAO G P, QUAN G F, WANG C, ZHUANG J J, SONG R G. Effects of voltage on microstructure and corrosion resistance of micro-arc oxidation ceramic coatings formed on KBM10 magnesium alloy[J]. Journal of Materials Engineering and Performance, 2018, 27(1): 147-154.
[16] CAO G P, SONG R G. Microstructure and properties of ceramic coatings prepared by micro-arc oxidation on 7075 aluminum alloy[J]. Materials Research Express, 2018, dio.org/10.1088/2053-1591.
[17] MAO W G, WAN J, DAI C Y, DING J, ZHANG Y, ZHOU Y C, LU C. Evaluation of microhardness, fracture toughness and residual stress in a thermal barrier coating system: A modified Vickers indentation technique[J]. Surface and Coatings Technology, 2012, 201(26): 4455-4461.
[18] ZHUANG J J, GUO Y Q, XIANG N, XIONG Y, HU Q, SONG R G. A study on microstructure and corrosion resistance of ZrO2-containing PEO coatings formed on AZ31 Mg alloy in phosphate-based electrolyte[J]. Applied Surface Science, 2015, 357: 1463-1471.
Microstructure and properties of micro-arc oxidation coatings on offshore steel
HE Xing1, 2, SONG Ren-guo1, 2, KONG De-jun2, 3
(1. School of Materials Science and Engineering, Changzhou University, Changzhou 213164, China;
2.Jiangsu Key Laboratory of Materials Surface Science and Technology, Changzhou University, Changzhou 213164, China;
3. School of Mechanical Engineering, Changzhou University, Changzhou 213164, China)
Abstract: The composite ceramic films were prepared on the surface of S355 offshore steel by laser cladding combined with micro-arc oxidation technology, and the composite films structures were evaluated by SEM, EDS and XRD. The properties of the composite coatings were studied by a coating scratch tester, microhardness tester, X-ray stress measurement instrument, friction and wear test machine and electrochemical workstation. The results show that the composite ceramic film is mainly composed of an inner dense layer and an outer loose layer, the loose layer is mainly composed of ��-Al2O3, and the dense layer is mainly composed of ��-Al2O3. With the increase of current density, the film thickness and the micropore diameter gradually increase. The composite film is well integrated with the substrate layer. Compared with cladding coating, the hardness of composite films is improved significantly. The residual stress on the surface of the cladding coating is tensile stress, and the residual stress of the composite film is compressive stress. When the current density is 5 A/dm2, the composite film can significantly improve the wear resistance and corrosion resistance of the substrate and the cladding layer.
Key words: S355 offshore steel; laser cladding; micro-arc oxidation; composite ceramic films; microstructure
Foundation item: Project(BE2016052) supported by the Key Research and Development Project of Jiangsu Province, China
Received date: 2018-07-30; Accepted date: 2018-10-16
Corresponding author: SONG Ren-guo; Tel: +86-519-86330069; E-mail: songrg@hotmail.com
(�༭ ����)
������Ŀ������ʡ�ص��з��ƻ�������Ŀ(BE2016052)
�ո����ڣ�2018-07-30�������ڣ�2018-10-16
ͨ�����ߣ����ʹ������ڣ���ʿ���绰��0519-86330069��E-mail��songrg@hotmail.com
[2] ������, �볤��, ��־��, ����ϼ, �� ��. ���Ͻ��������������о���չ[J]. ���ϵ���, 2010, 24(9): 132-136.
[3] ������, ������, �ܱ��, ��ѧ��, �� ��. ̼���Ƚ��������������о�[J]. ��Ͻ�ӹ�����, 2003, 31(9): 35-38.
[6] Ԭ����, ����, �ܾ���, ��־��. �����۸������о���չ[J]. ���ϵ���, 2010, 24(3): 112-116.
[7] ������, �ο�ɼ, �� ��. �����������̼���Ѹ���Ϳ���۽ṹ��Ħ��ѧ����Ӱ��[J]. Ħ��ѧѧ��, 2010, 30(3): 250-255.
