
���±�ţ�1004-0609(2015)-01-0001-08
TC11��ǿ�ѺϽ⺸�ӽ�ͷ������֯����ѧ����
�ݺ轭1��������2���� ��1��������2���� ��2
(1. �Ϻ���ͨ��ѧ �Ϻ��м�����������ϸ����ص�ʵ���ң��Ϻ� 200240��
2. �Ϻ����������豸�о������Ϻ� 201109)
ժ Ҫ��
ժ Ҫ�����ù��˼������TC11�ѺϽ�ԽӺ��ӣ��������ӽ�ͷ������֯����ѧ���ܡ����������TC11�ѺϽ�Ϊ������������֯����ĸ�����ۺ�����֯�ɦ�+��������� ת�䣻�����������������ӣ�������״���ߴ���������ֲ������ܼ�������ͬʱ��Ӱ�����������ӣ��־��������ߴ���2 mm��TC11�ѺϽ��ں����ٶ�2.0 m/min�������2.8 ~3.2 kW�Ĺ��ղ����µõ��ĺ���������ã�����Ӳ�ȸ���ĸ��Ӳ�ȣ������������������Ӷ������ӽ�ͷ����ǿ�ȴﵽĸ�ĵ�97 %���ϣ����������½�������ĸ�ĵ�50%������Ͽ���òΪ�������ؾ�����������
�ؼ��ʣ�
TC11�ѺϽ������⺸��������֯����ѧ������
��ͼ����ţ�TG456.7���� ���ױ�־�룺A
Microstructure and mechanical properties of high-strength TC11 titanium alloy joints welded by laser beam
YU Hong-jiang1, FAN Ru-yi2, HUANG Jian1, PAN Li-hua2, WANG Yong2
(1. Shanghai Key Laboratory of Materials Laser Processing and Modification,
Shanghai Jiao Tong University, Shanghai 200240, China;
2. Shanghai Xin Li Institute of Power Equipment, Shanghai 201109, China)
Abstract: The titanium alloy TC11 was welded by fiber laser beam, the microstructure and mechanical properties of the laser welded TC11 joints with different welding parameters were studied. The results show that the microstructure of weld metal consists of ���� martensite. From the base metal to fusion line, the microstructure evolves from ��+�� phase to ���� phase. With increasing the heat input, the size of columnar dendrites increases, the distribution of ���� martensite becomes more dispersive, the width of HAZ and grain size in coarse grain zone increase. Under the welding speed of 2.0 m/min and laser power of 2.8-3.2 kW, the sound welds of 2 mm thick TC11 alloy were obtained. The hardness of the weld increases with increasing the heat input. The tensile strength of welded joints reaches at least 97% of that of the base metal, while the plasticity decreases significantly. The fracture topography of welded joints shows brittle fracture character.
Key words: TC11 titanium alloy; laser beam welding; microstructure; mechanical property
�Ѽ��ѺϽ��Ǽ�����Ҫ�����ʺϽ���ϣ����б�ǿ�ȸߣ�����ʴ����ǿ�����¡��������ܺã����Ե����������ܣ��ں��ա����졢�������̡�ʯ�͡�������ұ�𡢻�е������ҽѧ�ȷ���õ��˹㷺��Ӧ�á�
TC11��һ���������ͦ�+��˫����ǿ���ѺϽ𣬺Ͻ�ɷ�ΪTi-6.5Al-3.5Mo-1.5Zr-0.3Si����500 ����Ȼ���Ա��ֽϸߵ����ܣ��ѹ㷺���ں��չؼ���������Ҫ�������캽������������ѹ�����̡�ҶƬ�����μ�����Ͳ�ͽ��̼������[3-4]������TC11�ѺϽ�Ĺ㷺ʹ�ã����亸���Ե��о�Ҳ�Ե�������Ҫ��Ŀǰ�����TC11�ѺϽӵ��о����б����������ټ�벻���[5]����˳������õĺ��죬ʹ��TC11ͬ�ʺ�˿�ɻ����ĸ�Ŀ���ǿ���൱�ĺ��ӽ�ͷ���Ը���ʹ��TA2���Ѻ�˿�Ľ�ͷ����ʹ��TA2��˿ʱ�����Խӽ�ĸ�ĵ����ԣ����õ�������[6-8]�����õ��ĺ��ӽ�ͷ�����������ĸ�ĵģ�ͬʱ�ó��������IJ����������йأ�����Ħ����[9-11]�����õ����ӽ�ͷ������ǿ�ȳ���ĸ�ĵģ����Խӽ�ĸ�ĵġ������TC11�ѺϽ�Ŀǰ�������δ�м��⺸�ӷ�����о������Ƶ���ǿ���ѺϽ���Ti6Al2Sn4Zr2Mo(Ti6242)[12-13]�ڼ��⺸�ӷ�����һ�����о����õ������ɿ��Ľ�ͷ�������ں�����֯�Լ����ӹ��ղ����Ժ�������֯Ӱ����о����١����⺸�Ӿ��������ܶȸߡ�����������С�������ٶȸߡ���������ȴ���Ӱ����(HAZ)խ���������μ�С���ǽӴ���������յ��ص㣬��������Ϸ������ж��ص�����[14]��Ŀǰ����ǿ�ѺϽ⺸�ӷ�����Ti6Al4V���о�Ϊ�����о��������������ʺ��ѺϽ�ĺ��ӣ������ڱ���;�������ĺ������кܴ��Ӧ��ǰ��[15-19]��
�ڴˣ��������߲��ù��˼����TC11�ѺϽ𱡰���к��ӣ��Բ�ͬ������º��ӽ�ͷ����֯���й۲죬�о�����������Խ�ͷ����֯��Ӱ�죬ͬʱ�Բ�ͬ�����������½�ͷ����ѧ���ܽ������ۣ�������ͷ��֯����ѧ���ܵ�Ӱ�죬ΪTC11�ѺϽ⺸�ӵ�ʵ��Ӧ���ṩ�������ݡ�
1 ʵ��
�������Ϊ����ѹ�ӹ�����˻�̬TC11�ѺϽ𱡰壬���Ϊ2 mm������֯��ò��ͼ1��ʾ��ĸ����֯����Ϊ�ִ��ԭʼ�¾�������ȴ�����дִ�¾���������֯ת�䣬�γɲ�Ƭ״ת����֯��ͼ1�а�ɫ�����ɦ��м���ֿ�����ԭʼ�¾����Ц����[20]��������ѹ���κ�ִ�Ħ�ԭʼ�����ؽ������������⡢����(��ͼ1(a))����Ƭ��֯�ر��η�����������ֱ�ڱ��η���������(��ͼ1(b))��
�������������豸ΪIPG��˾�����Ĺ��˼�����YLS 10000��������������Ϊ10kW�������ͷ�Ľ���Ϊ300 mm���۽���ֱ��Ϊ0.6 mm������ǰ�Ժ��Ӽ�������ϴȥ����������Ĥ����ϴҺ�䷽Ϊ5%HF+15%HNO3+80%H2O(�������)�����Ӳ��ü������۹��գ���Ϊ�ѺϽ��ڸ����������⡢��������������ǿ�������������½������ӹ����жԺ������±��涼ʹ�ñ���������б�����Ϊ�������Ϸ��ı�����Χ�����Ϸ�������������β�ϣ�ʹ�����溸�������¶ȳ���400 ���������ܵõ��������Դﵽ��ֹ������Ⱦ�����Ƶ��������Ч����װ��ʾ��ͼ��ͼ2�������к����ٶ�Ϊ2 m/min���뽹��Ϊ-3 mm������ʷֱ�ȡΪ2.8��3.0��3.2 kW���Ի�ò�ͬ�ĺ��������루��������������������������庸������������Ӧ��ϵ��������1���С�
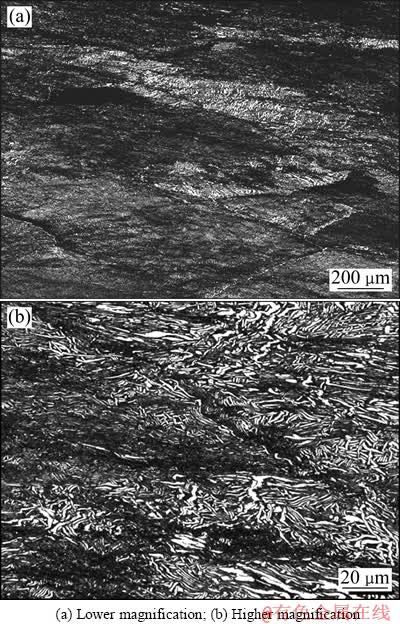
ͼ1 TC11�ѺϽ�ĸ������֯
Fig. 1 Microstructures of base metal (TC11 titanium alloy)
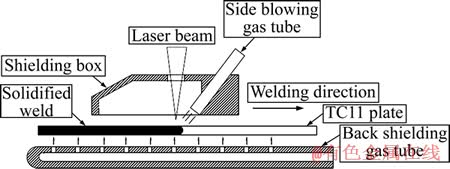
ͼ2 TC11�ѺϽ�庸��װ��ʾ��ͼ
Fig. 2 Sketch of experiment set for laser welding of TC11 titanium alloy plate with gas shielding
��1 TC11�ѺϽ⺸��ʱ�뼤�ع��ʶ�Ӧ�����庸��������ֵ
Table 1 Nominal welding heat input values corresponding to laser power at TC11 titanium alloy laser beam welding

���ý���������ɨ����������Ժ��ӽ�ͷ��ͬ�����������֯�۲죬��������������ʴҺΪKroll�Լ�����3%HF+7%HNO3+90%H2O���Һ(�������)�������������SANS�����Ƶ���������������У����������100 kN����������Ϊ1 mm/min��ĸ���Լ����ӽ�ͷ��������������������״�ߴ����GB/T228-2002��GB/T2651-2008��ƣ���ߴ�ʾ��ͼ��ͼ3��ʾ�����ӽ�ͷ��Ӳ�ȵIJⶨ����HVS-10��SCTMC����ά��Ӳ�ȼƣ������غ�Ϊ9.8 N������ʱ��Ϊ15 s��
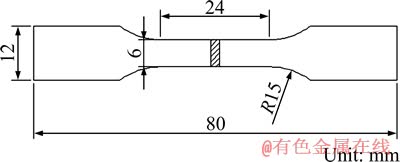
ͼ3 ���������ߴ�ʾ��ͼ
Fig. 3 Sketch of tensile sample size
2 ��������
2.1 ���ӽ�ͷ��֯����
ͼ4��ʾΪ�����ٶ�2 m/min�ͼ����3.0 kW�����µõ���TC11�ѺϽӽ�ͷ��۽�����Ƭ�����ӽ�ͷ��ĸ�ġ���Ӱ�����ͺ���Ľ���������������Ϊ�ִ����״����֯�����ӹ����У�������������ᾧ���ۺ���λ�ô��İ��ۻ�ĸ�ľ������棬����״������ʽ��ĸ�ľ����������������ѺϽ������ܽϲ�ȵ��ʽ�Ϊ15.24 W/(m��K)������ʱ�������۳ز������ȣ����ڴִ���״����������
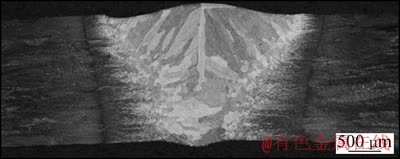
ͼ4 �����ٶ�2 m/min�ͼ����3.0 kW�µõ���TC11�ѺϽӽ�ͷ��ò
Fig. 4 Macrograph of TC11 titanium alloy joint welded at welding speed of 2 m/min and laser power of 3.0 kW
ͼ5(a)��ʾΪ�����в���״��������֯��ò�����������ع۲쵽�Һ�ɫλ�õ���״�����缰���ڲ������ֲ�����״��֯������XRD���������ͼ5(b)��ʾ�������ڲ�Ϊ������������֯�����⺸���������ܶȸߡ����÷�ΧС���������Ը������ĸ�Ĵ�������кܴ����ȴ�ٶȣ�����������������ɦ���״��֮��������ȴ�ܿ죬��ˣ�����������ͨ���Ͻ�Ԫ�صij����ɢ��ת��ɦ��࣬���Ƿ�������ɢת�䣬���ɦ����������ࡣ������������ԭʼ��״���ڲ��κ˳������γ�һ���������ƽ�е�һ����״�����壬Ȼ�����γ�һϵ�����ϸС�Ķ�����״�����壬�������һ���������ֹͣ�����º������γ��˵��͵Ľ����ֲ�����״��֯[21]��
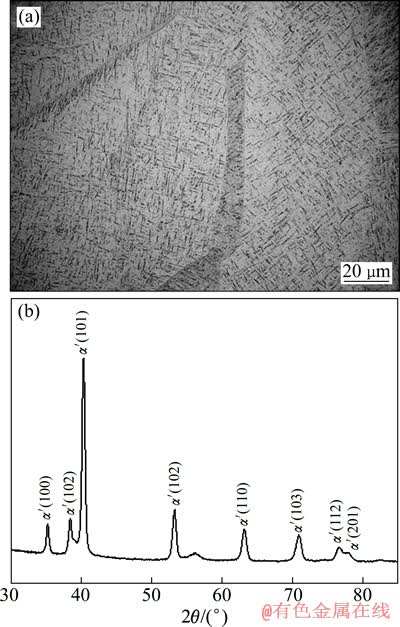
ͼ5 �����ٶ�2 m/min�ͼ����3.0 kW��TC11��������֯��XRD��
Fig. 5 Microstructure (a) and XRD patterns (b) of TC11 weld metal welded at welding speed of 2 m/min and laser power of 3.0 kW
ͼ6��ʾΪ�����ٶ�2 m/min�ͼ����3.0 kW�µõ���TC11�ѺϽӽ�ͷ��Ӱ��������֯��ͼ6(a)��ʾΪ�ٽᾧ������֯��������ĸ�ģ���ĸ�������Եķֽ���(��ͼ4)��������Ϊ��֯��ת����һ���ȼ�����̣�ֻ�дﵽһ���¶Ⱥ�ĸ�IJ��ܷ�����֯ת�䡣�ڴ�����ԭʼ�ִ�¾�����֯��������ʧ����+�²�Ƭ��֯��Ƭ�����ڲ�Ƭ��֯�����ͬʱ�����ٽᾧ���õ�ϸС���ٽᾧ������������Ϊ��+����֯��ͼ6(b)��ʾΪ�־�������֯�����������죬�ٽᾧ�����ڹ��Ⱥ��һ�����õ��ϴ�ĵ��ᾧ����֯�������죬�������ں��ӹ�������������ܸߣ�����������ȴ��������Ϊ����γɵ�ϸС��������֯���������Ǧ�+������֯�����ۺ��߲��ֿ��γ�ȫ������֯��
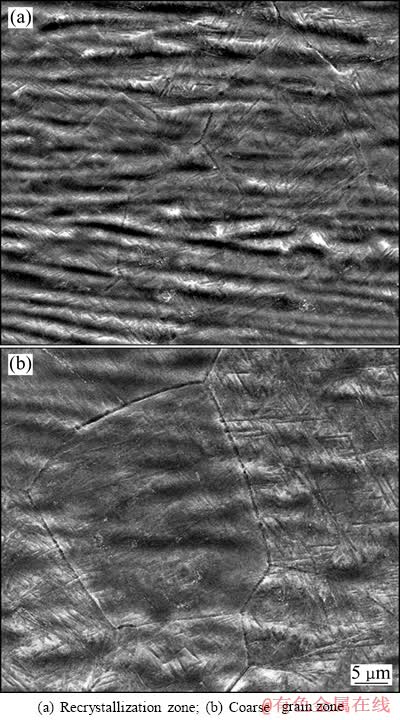
ͼ6 �����ٶ�2 m/min�ͼ����3.0 kW��TC11�ѺϽӽ�ͷ��Ӱ����������֯
Fig. 6 Microstructures of heat-affected zone (HAZ) of TC11 titanium alloy joint welded at welding speed of 2 m/min and laser power of 3.0 kW
2.2 ����������Խ�ͷ��֯��Ӱ��
TC11�ѺϽ⺸�Ӻ�����֯�뼤��ʼ����������������еĹ�ϵ�����ź����������������ӣ�������״���ߴ��������ͼ7��ʾ��
�ں����ٶ�2 m/min����ͬ������µõ��ĺ�������֯��ͼ8��ʾ����ͼ8���Կ�������״���ڲ����������̬�뺸��������������ء��ڽϵ͵����������£��������������ܼ��̶Ƚϵͣ���ͼ8(a)��ʾ�����������������������ֲ������ܼ����ң��֮�佻������״����ͼ8(b)��(c)��ʾ���������������ù����ں��촦�����������ʵ�ֺܴ����ȴ�ٶȣ��Ա�֤�������ת�䣬��������̬�IJ�ͬ��Ҫ���������κ�Ӱ�죬��һ�������۳ؽ����й�[22]����������κ���ĸ����Ԥ�ȴ��ڵ�ȱ���н�����ϵ��Ԥ�ȴ��ڵ�ȱ�ݿɳ�Ϊ�������κ˵ĺ��ߣ��ڽϸ����������£��۳ؽ��������͵��������������ü�ǿ�������۳������������ͬʱ��ǿ����һ�����к����ڲ����ײ����������κ���������ȱ�ݣ���ɸ�����κ˺��ģ�������һ���κ�������������������Ӷ������ɸ���ɢ�ҽ�������֯��ͬʱ�������������������ӣ����ӹ����кϽ�Ԫ�ص���ʴ�̶ȼӾ磬Mo�ȺϽ�Ԫ�غ����Ľ��ͽ�����������ת���¶�(Ms)����[23]��ʹ�������ת����翪ʼ���������������Ҳ��ɺ����ٶȼ�С�������������嵥��������ʹ������ֲ���ø����ܼ���
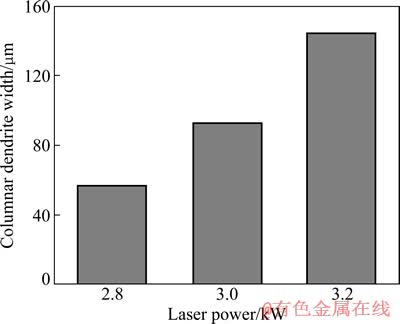
ͼ7 TC11�ѺϽ⺸�Ӻ�������״�������뼤��ʶ�Ӧ��ϵ
Fig. 7 Relationship between columnar dendrite width and laser power in weld metal of TC11 titanium alloy weld by laser beam
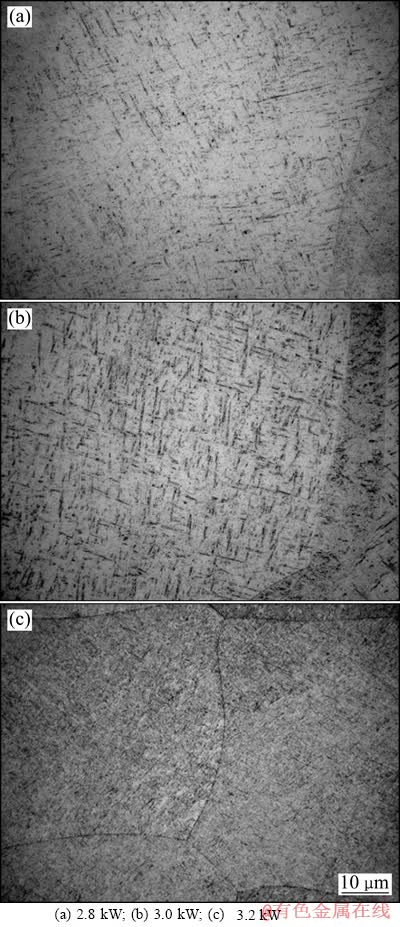
ͼ8 �����ٶ�2 m/min����ͬ������º��������֯
Fig. 8 Microstructures of weld metal at welding speed of 2 m/min and different laser powers
����������ĸı�Ժ��ӽ�ͷ��Ӱ������Ӱ����Ҫ��������Ӱ�����Ŀ��Ⱥʹ־����ľ����ߴ��ϡ��ں��ӹ����У����ź�������������ӣ��ɺ�����ĸ�ķ��ݵ����������ڸ�Զ�ĵط�ԭ�ӱ��������֯ת�䣬������Ӱ�����Ŀ������ӣ���Ӱ���������뼤��ʵĹ�ϵ��ͼ9��ʾ��
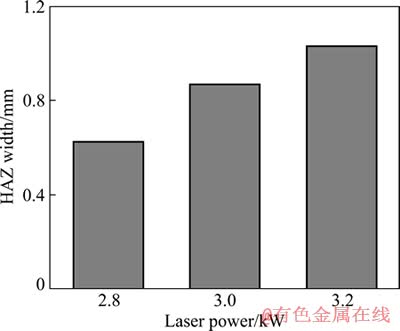
ͼ9 ��Ӱ���������뼤��ʶ�Ӧ��ϵ
Fig. 9 Relationship between HAZ width and laser power
ͼ10��ʾΪTC11�ѺϽӽ�ͷ�ڲ�ͬ���������´־���������֯���������������ӣ�����������ʱ���������������㾧������Ǩ�ƺ�ԭ����ɢͨ�����磬�ٽᾧ�������κ˺�����׳����γɴִ�ľ��������´־��������ߴ��������ӡ�
2.3 ��ͷ��ѧ���ܷ���
ͼ11(a)��ʾΪ�����ٶ�2 m/min�����3.0 kW��TC11�ѺϽӽ�ͷά��Ӳ�����ߡ�TC11�ѺϽ�ĸ����֯Ӳ��ֵΪ350 HV����ĸ�ĵ�����Ӳ��ֵ�������ӡ���Ӱ��������ĸ������Ϊ����ȫ���ٽᾧ�����ٽᾧ���ɵ�ϸС����ʹӲ��ֵ���ӡ������������������ӣ���Ӱ����Ҳ����������ת�䣬���Ҧ���ת�����濿���������ӣ����ۺ�����ȫת��Ϊ������֯������Ӳ��ֵ�������������������������ӣ�����Ӳ�ȳ������ӵ����ƣ���ͼ11(b)��ʾ���������������������������ӣ���������������ܼ����ң���ߺ���Ӳ�ȡ�
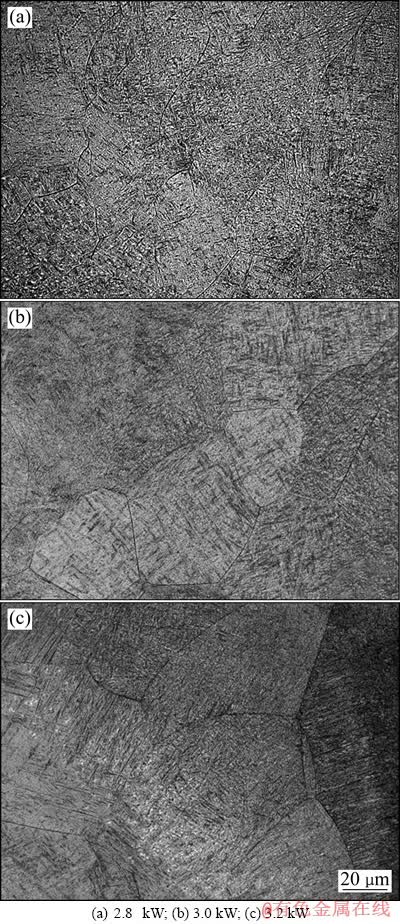
ͼ10 �����ٶ�2 m/min����ͬ���������Ӱ�����־���������֯
Fig. 10 Microstructures of coarse grain zone in HAZ at welding speed of 2 m/min and different laser powers
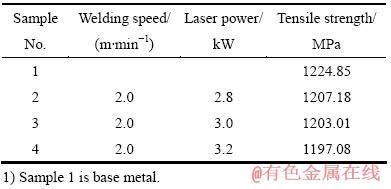
��2����Ϊ�����ٶ�2 m/min�²�ͬ����ʺ���������������ѧ���ܡ����������Ŀ���ǿ���Ե���ĸ�ĵģ��ﵽĸ��ǿ��97 %���ϣ����ӽ�ͷ����λ�þ�Ϊ��Ӱ������ԭ���Ǻ�����Ӱ������ͬ��λ���������ò�һ�£�����ڲ���֯�ֲ������ȣ�����ĸ�IJ���Ϊ��+����֯���濿��������֯���+����ת�䣬���ۺ�����ȫת��Ϊ������֯����ȻӲ��Ħ�����������߾���ǿ�ȣ�����ʱ����֯�IJ����ȣ������ø��ӱ���������������ǰ������ͬʱ��ͷ�ں�������Ӱ���������������С���°�����ͼ4��ʾ����ɳ���������ͣ����ڱ������������ڴ�λ��Ӧ�����Ӷ�������ѡ�ĸ���쳤��7%��Ϊ�����Բ��ϣ����������쳤��Ϊ3%�������Խ�ĸ�ĵ������½������ӽ�ͷ��Ӱ�����Ĵ־��������ִԸ���������Բ�������Ӱ�졣
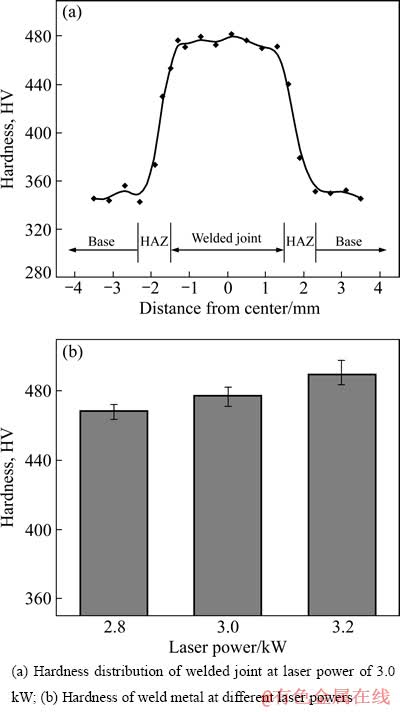
ͼ11 2 m/min�����ٶ��º��ӽ�ͷӲ��
Fig. 11 Hardness of welded joints at weld speed of 2 m/min
��2 ���ӽ�ͷ����������
Table 2 Tensile strength of welded joints
ͼ12(a)��(b)��ʾ�ֱ�Ϊĸ�ĺͺ����ٶ�2 m/min�����3.0 kW�º��ӽ�ͷ��������Ͽ�������ò�����߾����ֳ������Բ��ϵĶ����������Ͽڽ�����ά���ͼ��д����ɡ���������Ϊĸ�ĶϿ���ά������Ϊ���ѶϿ���������ͼ12(c)��ʾ�����������Ͽ�Ϊ�ؾ��Ͽڣ��Ͽڱ���ʱ���״��ͬʱ���еͳ̶ȵ�������������ͼ12(d)��ʾ���ı伤��ʵõ��ĺ��ӽ�ͷ�Ͽ�������ò��ͬ����������λ��Ϊ����Ӱ�����־�������������������ת�䣬Ӳ����������������ǿ��������ߣ����ھ���ǿ�ȣ�ʹ���Ϸ����ؾ����Զ��ѡ�
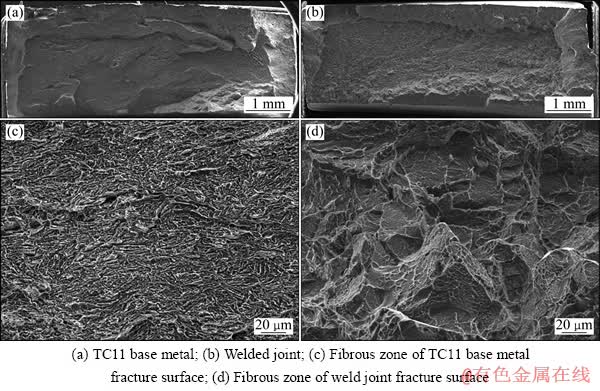
ͼ12 TC11�ѺϽ�Ͽ���ò
Fig. 12 Fracture morphologies of TC11 titanium alloy
3 ����
1) TC11�ѺϽ��⺸�Ӻ���Ϊ�ִ���״����֯�������ڲ�����ȴ�������γɽ����Ħ�����������֯����Ӱ������ĸ�����ۺ��߷�����+�µ���+�����ٵ��������ת�䡣
2) ����������Ժ��ӽ�ͷ��֯������Ӱ�죬���������������ӣ�������״���ijߴ����ڲ�������ֲ������ܼ����ң���Ӱ�����������ӣ��־��������ߴ��������
3) ���ӽ�ͷӲ�ȴ�ĸ�ĵ���������������ƣ������촦�ﵽ��ߣ�����Ӳ�����������������Ӷ������ѺϽ⺸�ӽ�ͷ����ǿ��ʹﵽĸ�ĵ�97%��������������������Ӱ��������ͷ���۶Ͽ���ò����Ϊ�ؾ��������������������½�������ĸ�ĵ�50%��
REFERECES
[1] L tjering G, Williams J C. Titanium[M]. Berlin: Springer, 2007: 1-12.
tjering G, Williams J C. Titanium[M]. Berlin: Springer, 2007: 1-12.
[2] TAN Li-jun, YAO Ze-kun, ZHOU Wei, GUO Hong-zhen, ZHAO Yan. Microstructure and properties of electron beam welded joint of Ti-22Al-25Nb/TC11[J]. Aerospace Science and Technology, 2010, 14: 302-306.
[3] �� һ, ������, �ij���, ��ѧ��, ��־��. �ȱ�¶��TC11�ѺϽ���֯����ѧ���ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 2013, 23(4): 997-1004.
GU Yi, QI Yan-ling, XIA Chang-qing��LI Xue-xiong��WANG Zhi-hui. Effects of thermal exposure on microstructure and mechanical properties of TC11 titanium alloy[J]. The Chinese Journal of Nonferrous Metals, 2013, 23(4): 997-1004.
[4] ������. ��ǿ�ѺϽ�ķ�չ��Ӧ��[J]. �й���ɫ����ѧ��, 2010, 20(S1): s958-s963.
WANG Ding-chun. Development and application of high-strength titanium alloys[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(S1): s958-s963.
[5] ������, ������. TC11�ѺϽ��ټ�벻������������о�[J]. �������켼��, 2011, 16: 78-80.
WANG Xiao-hui, DU Yu-xiao. Argon tungsten-arc welding process research on TC11 titanium alloy[J]. Aeronautical Manufacturing Technology, 2011, 16: 78-80.
[6] YANG Hang-hang, YAO Ze-kun, GAO Jun, GUO Hong-zhen, LIU Ying-ying, WANG Min. Influence of gradient heat treatment on microstructure and microhardness in weld seam of Ti3Al/TC11 dual alloys[J]. Rare Metal Materials and Engineering, 2010, 39(1): 22-26.
[7] ���ľ�. TC11���ϵĵ���������[D]. ����: ������ҵ��ѧ, 2005: 27-53.
KAN Wen-jun. Electron beam welding of TC11 alloy[D]. Xi��an: Northwestern Polytechnical University, 2005: 27-53.
[8] ������, �����, �¹���, �����, ������. 10 mm��TC11�ѺϽ������������֯���ܺͲ���Ӧ��[J]. ϡ�н��������빤��, 2013, 42(6): 1150-1153.
WANG Shi-qing, LIU Jin-he, WEN Guo-dong��JIANG Yu-heng, MA Zheng-bing. Microstructure, mechanical properties and residual stress of electron beam welded TC11 alloy joint of 10 mm thickness[J]. Rare Metal Materials and Engineering, 2013, 42(6): 1150-1153.
[9] �� ��, ������, ���ľ�, �����, ��˼Ǭ. TC11����Ħ������ͷ����֯��������ѧ����[J]. ���Ͽ�ѧ�빤��, 2009, 17(1): 191-195.
CHEN Tao, MA Tiej-un, KANG Wen-jun��RUAN Cheng-yong��YANG Si-qian. Mechanical properties and microstructure features of linear friction welded TCll joint[J]. Materials Science and Technology, 2009, 17(1): 191-195.
[10] LANG B, ZHANG T C, LI X H, GUO D L. Microstructural evolution of a TC11 titanium alloy during linear friction welding[J]. J Mater Sci, 2010, 45: 6218-6224.
[11] ���Ǿ�, �����, ������. TC11/TC17�ѺϽ�����Ħ������ͷ��֯������[J]. �������켼��, 2011(8): 66-69.
JI Ya-juan, ZHANG Tian-cang, LI Xiao-hong. Structure and mechanical property of TC11/TCl7 linear friction[J]. Aeronautical Manufacturing Technology, 2011(8): 66-69.
[12] ZHANG Li, GOBBI S L, NORRIS I, ZOLOTOVSKR S, RICHTER K H. Laser welding techniques for titanium alloy sheet[J]. Journal of Materials Processing Technology, 1997, 65: 203-208.
[13] ZHANG Li, GOBBI S L. Laser welding for lightweight structures[J]. Journal of Materials Processing Technology, 1997, 70: 137-144.
[14] AKMAN E, DEMIR A, CANEL T, SINMAZCELIK T. Laser welding of Ti6Al4V titanium alloys[J]. Journal of Materials Processing Technology, 2009, 209: 3705-3713.
[15] CHEN Hui-chi, ANDREW J, PINKERTON, LI Lin. Fibre laser welding of dissimilar alloys of Ti-6Al-4V and Inconel 718 for aerospace applications[J]. Journal of Materials Processing Technology, 2009, 209: 3705-3713.
[16] BLACKNURN J E, ALLEN C M, HILTON P A, LI L, HOQUE M I, KHAN A H. Modulated Nd:YAG laser welding of Ti-6Al-4V[J]. Science and Technology of Welding and Joining, 2010, 15(5): 433-439.
[17] ������, �� ��, �Ž�ѫ. TC4�ѺϽ⺸�ӽ�ͷ��֯������[J]. �й���ɫ����ѧ��, 2012, 22(2): 388-393.
ZHAO Xi-long, SONG Xu, ZHANG Jian-xun. In-situ investigation on mechanical behavior of laser-welded joint for TC4 titanium alloy [J]. The Chinese Journal of Nonferrous Metals, 2012, 22(2): 388-393.
[18] LIU J, WATABABE I, YOSHIDA K, ATSUTA M. Joint strength of laser-welded titanium[J]. Dental Materials, 2002, 18: 143-148.
[19] QI Yun-lian, DENG Ju, HONG Quan, ZENG Li-ying. Electron beam welding, laser beam welding and gas tungsten arc welding of titanium sheet[J]. Materials Science and Engineering A, 2000, 280: 177-181.
[20] E.A.��������. �ѺϽ����ѧ[M]. ��ʱ��, ��. ����: ������ҵ������, 1986: 206-224.
BORISOVA �� ��. Titanium alloy metallography[M]. CHEN Shi-qin, transl. Beijing: National Defence Industry Press, 1986: 206-224.
[21] �̶���, �Ƽ̻�, �ֺ���, �� ��. TC4�ѺϽ�ƴ����ͷ����֯����ѧ���ܷ���[J]. ����ѧ��, 2009, 30(2): 103-106.
CHEN Dong-hai, HUANG Ji-hua, LIN Hai-fan, ZHANG Hua. Microstructure and mechanical analysis of Ti26Al24V laser butt weld joint[J]. Transactions of the China Welding Institution, 2009, 30(2): 103-106.
[22] �� ��, �̶���, �Ƽ̻�, �� ��, ���˿�, ����ƽ. TC4�ѺϽ⺸�ӽ�ͷ��֯������[J]. ϡ�н��������빤��, 2009, 38(2): 259-262.
YANG Jing, CHENG Dong-hai, HUANG Ji-hua, ZHANG Hua, ZHAO Ke-xing, Guo He-ping. Microstructure and mechanical properties of Ti-6Al-4V joints by laser beam welding[J]. Rare Metal Materials and Engineering, 2009, 38(2): 259-262.
[23] �˰���. �ѺϽ�����������[J]. �Ϻ���ɫ����, 1999, 20(4): 193-199.
DENG An-hua. Martensitic transformation of titanium alloys[J]. Shanghai Nonferrous Metals, 1999, 20(4): 193-199.
(�༭ ������)
������Ŀ���Ϻ����켼���о�Ժ-�Ϻ��������Ƚ����������о�������Ŀ(USCAST2012-18)
�ո����ڣ�2014-04-20�������ڣ�2014-10-13
ͨ�����ߣ��� �ᣬ�����ڣ���ʿ���绰��021-54748940-8020��E-mail��jhuang@sjtu.edu.cn
[1] Ltjering G, Williams J C. Titanium[M]. Berlin: Springer, 2007: 1-12.
[4] ������. ��ǿ�ѺϽ�ķ�չ��Ӧ��[J]. �й���ɫ����ѧ��, 2010, 20(S1): s958-s963.
[5] ������, ������. TC11�ѺϽ��ټ�벻������������о�[J]. �������켼��, 2011, 16: 78-80.
[7] ���ľ�. TC11���ϵĵ���������[D]. ����: ������ҵ��ѧ, 2005: 27-53.
[11] ���Ǿ�, �����, ������. TC11/TC17�ѺϽ�����Ħ������ͷ��֯������[J]. �������켼��, 2011(8): 66-69.
[17] ������, �� ��, �Ž�ѫ. TC4�ѺϽ⺸�ӽ�ͷ��֯������[J]. �й���ɫ����ѧ��, 2012, 22(2): 388-393.
[20] E.A.��������. �ѺϽ����ѧ[M]. ��ʱ��, ��. ����: ������ҵ������, 1986: 206-224.
[21] �̶���, �Ƽ̻�, �ֺ���, �� ��. TC4�ѺϽ�ƴ����ͷ����֯����ѧ���ܷ���[J]. ����ѧ��, 2009, 30(2): 103-106.
[23] �˰���. �ѺϽ�����������[J]. �Ϻ���ɫ����, 1999, 20(4): 193-199.
