
Article ID: 1003-6326(2005)03-0577-06
Effect of original microstructures on microstructural evolution of A2017 semi-solid alloy billets during reheating
WANG Shun-cheng(��˳��), CAO Fu-rong(�ܸ���), WEN Jing-lin(�¾���)
(School of Materials and Metallurgy, Northeastern University, Shenyang 110004, China)
Abstract:
The microstructural evolution of the A2017 semi-solid alloy billets provided with rheocasting and extruding/extending forming by shearing-cooling-rolling(SCR) technology during reheating in semi-solid state was investigated. The microstructural differences and their generation causes for both billets were also analyzed. The results show that during reheating, the grains of rheocasting billets grow up and spheroidize gradually with the prolongation of isothermal holding time, the eutectic liquid phase at low melting point forms mainly among the grains. However, the grains of the extruding/extending forming billets grow up abnormally through grain coalescence in the initial stage of the reheating, the entrapment of large amount of liquid within grains occurs, and the grain sizes in the reheating billets are coarse and inhomogeneous. Compared with extruding/extending forming billets, rheocasting billets have smaller and uniform grains in reheating microstructure and can rapidly form liquid phase among grains. Therefore, rheocasting billets are more suitable for the semi-solid forming than the extruding/extending forming billets.
Key words:
semi-solid metal; rheocasting; extruding/extending forming; reheating; microstructural evolution;;
aluminum alloy CLC
number: TG146.3 Document code: A
1 INTRODUCTION
The thixoforming process for semi-solid metals is composed of three main processes, i.e. semi-solid slurry preparing, billets reheating and thixoforming. The key to the success of the thixoforming process is to gain the fine and uniform spheroidal grains suspending in the liquid phase in semi-solid alloy[1-3]. It is well known that it can obtain non-dendritic microstructures(degenerated dendrite, rosette or equiaxed) but it is difficult to obtain fine and uniform spheroidal grains during slurry preparing. So prior to processing, billets reheating become a key procedure for thixoforming process. Through billets reheating, the grains should be as spherical as possible in order to increase the thixotropic properties of the semi-solid slurry. In addition, grain growth should be prevented so that the final forming product will obtain satisfactory mechanical properties[4]. In recent years, the billets reheating process have been researched widely, including selection of reheating equipments, decision of reheating process(reheating temperature, reheating speed and reheating time) and microstructural evolution[5-9]. Loue[10], Bergsma[11], LI[12] and JIANG[13] et al proposed that the microstructural evolution during billets reheating and its final microstructures strongly depend upon the original microstructures and thermomechanical history of semi-solid billets.
The shearing-cooling-rolling (SCR) process is a new approach to the efficient preparation of semi-solid slurry[14]. The semi-solid slurry can be cast into billets by rheocasting[15] or can obtain large size billets by continuously extruding/extending forming process through the installation of extending dies at the exit of semi-solid slurry in SCR machine[16]. Pervious experimental works show that both billets are composed of different non-dendritic microstructures. However, the microstructure evolution during reheating of semi-solid billets prepared by SCR is still unknown. In this paper, both billets were reheated in semi-solid temperature zone and the microstructure evolution was studied. Special attention has been focused on the differences in the structural evolution between two billets during reheating and their causes.
2 EXPERIMENTAL
The material used in this study was commercial A2017 aluminum alloy, which has a wide semi-solid temperature zone with solidus temperature and liquidus temperature being 513�� and 641��, respectively. The chemical compositions were 3.8%-4.8%(mass fraction) for Cu, 0.4%-0.8% for Mg, and 0.4%-0.8% for Mn, balanced with Al. The reheating billets are the rheocasting billets and continuously extruding/extending forming billets prepared by SCR machine. The microstructures of both billets are shown in Fig.1(a) and Fig.1(b), respectively. As shown in Fig.1(a), both billets are composed of not a spheroidal microstructure but fine rosette-shape grains and coarse grain boundary for rheocasting billet. Very fine equiaxed grains and fine grain boundary for extruding/extending forming billet can be seen from Fig.1(b).
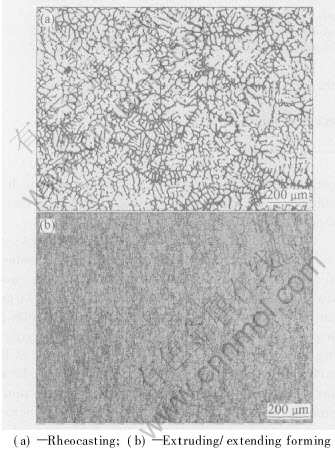
Fig.1 Microstructures of A2017 semi-solid alloy billets
The reheating samples cut from both billets were cylinders, whose sizes were 20mm in diameter and 30mm in height. The samples were isothermally heated in an electric resistance furnace. The reheating temperature was precisely controlled by a thermocouple placed at the edge of the sample. After reaching the predetermined isothermal holding time, the samples were withdrawn and quenched in water immediately. The reheating temperature was set to 625��, which corresponded to the theoretical liquid fraction of 54% calculated by Scheil equation[17]. The quenched samples were firstly sectioned and polished, etched in a mixed solution of 2mL HF+3mL HCL+5mL HNO3+250mL H2O, and observed by the optical microscopy. The microstructure of samples was observed by back-scattered electronic imaging technique on Japan Shimadazu SSX-550 scanning electron microscope(SEM). The micro-composition variation was analyzed by energy spectrum of SEM. The equal area circle diameter(the equal-area-circle diameter D=2[S/��]1/2) of grains and liquid phase fraction were measured by IAS-4 automatic image analyzer. To obtain a reasonable and accurate statistical results, at least 200 grains were counted for each evaluated specimen.
3 RESULTS AND DISCUSSION
The microstructural evolution of the billets by rheocasting reheated at 625�� for different holding times is shown in Fig.2. When the billets were reheated to the semi-solid state, the eutectic phases at low melting point melt firstly, and resulted in the melting of boundary of primary grains through the mass diffusion at liquid-solid interface. It can be seen from Fig.2(a) that after 10min of holing time, rosette starts to coalescence, amalgamate and grow[18, 19], its grains obviously tend to grow and spheroidize and do not possess the characteristics of rosette microstructure. But in this case, the eutectic liquid phase exists in small amount and grain boundary becomes ambiguity. It can be seen from Fig.2(a) that as rosettes��s arm abends and melting exists and rosettes amalgamate during melting, some eutectic liquid phases are wrapped into to form small pool in grains[20]. After 20min holding, as shown in Fig.2(b), the grain boundary becomes clear gradually, grains further grow and spheroidize, but in this case, the eutectic quantity is much less than the equilibrium eutectic quantity. When the holding time lasts 40min, it can be seen from Fig.2(c) that grains grow obviously, liquid phase fraction increases obviously and form continuous liquid phase network. It can be seen from Fig.2(c) that compared with Fig.2(b), the quantity of grains decreases obviously due to the amalgamation and growth of grains. When the holding time lasts 90min, it can be seen from Fig.2(d) that it reaches the 54% equilibrium eutectic quantity at holding temperature. Meanwhile, grains spheroidize obviously and separate by liquid phase network. There is no obvious variation in grain size but the quantities of grains decrease further as compared with Fig.2(c).
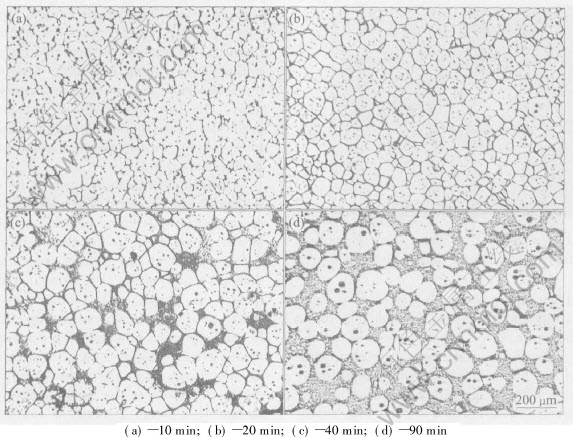
Fig.2 Microstructures of rheocasting billets reheated at 625�� for different holding times
During the initial stage of reheating, only a small quantity of the eutectic liquid phase exists. A continuous solid skeleton forms among grains. Under the driving of decrease of free energy of system, grains mainly amalgamate and grow up through melting. It can be seen from Fig.2 that it is the amalgamation and growth of grains at the initial stage that leads to the increase of grains size in reheating billets, sharply decrease of grain quantity and small liquid pool form inside grains. With the diffusion of solute in solid phase and with the prolongation of holding time, liquid phase inside grains amalgamates and grows up gradually. The back-scattered electron image of the reheating microstructure for rheocasting billets in the semi-solid state is shown in Fig.3. It can be seen that the grain boundaries disappear gradually due to the melting and amalgamation of grain boundaries, as shown by arrow A in Fig.3. By means of SEM energy spectrum analysis, we know that those small liquid pools inside grains pointed by arrow B are Cu-rich low melting point eutectic phase, the same as liquid phase of grain boundaries.
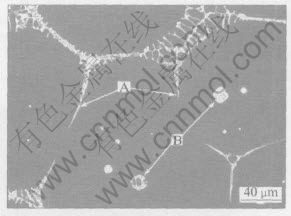
Fig.3 Back-scattered electron image of microstructure for rheocasting billets
Since the grains coalescence strongly depends on the numbers of adjacent grains and the extent of grain connectivity, grain coalescence will be the dominant mechanism during the early stage of the whole reheating process. With the prolongation of holding time and the increase of liquid phase, Ostwald ripening will be the grain growth mechanism[19, 21]. That is to say, after small grains melt, they deposit gradually onto big grains due to mass transfer, and cause big grains to grow continuously. The spheroidization of grains also obeys Ostwald ripening mechanism because such mechanism takes the dissolution of solute on the surface of big curvature as its prerequisite. Because Ostwald ripening takes the long distance migration of solute as its prerequisite, such migration is rather slow under the action of no convection. Therefore, the microstructural evolution is rather slow. It can be seen from Fig.2 that after the rheocasted sample is held at 625�� for 40min, the liquid phases among grains increase obviously and form eutectic liquid phase network. The sample continues to hold 90min, grains further spheroidize but grain sizes and quantity vary little. In this case, quenching is performed, non-deposited solutes precipitate on the margin of big grains and inside eutectic liquid phase to form large numbers of fine dendrite colonies, as shown in Fig.4.
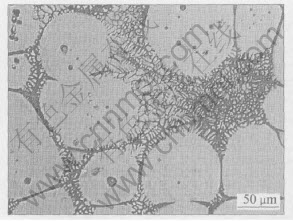
Fig.4 Fine dendrites on large primary grain boundary or in eutectic liquid phase field
The microstructural evolution of the extruding/extending forming A2017 billets reheated at 625�� for different times is shown in Fig.5. The variation of the grain size with the holding times for rheocasting and extruding/extending forming billets is shown in Fig.6. It can be seen that some significant differences exist in reheating microstructure of two billets and their microstructural evolution, as shown by comparing Fig.2 with Figs.5 and 6. Firstly, the grain size in extruding/extending forming billets increases sharply at the initial stage of the holding, then decreases as the holding time increases. However, the rheocasting billets show a continuous increase of the grain size as the holding time increases. Secondly, another significant difference between the extruding/extending forming billets and the rheocasting billets is that the former have a large amount of liquid phaseinside the grains, while the latter have very few amount of the liquid phase inside the grains. However, in order to keep the same equilibrium liquid fraction, the amount of the liquid phase among the grains in extruding/extending forming billets is much less than that in the rheocasting billets. Finally, the last significant difference is that the grain size in extruding/extending forming billet is more coarse, inhomogeneous and round than that in rheocasting billet.
Extruding/extending forming is of a rapid solidification technology. Therefore, the grain sizes in extruding/extending forming billets are much smaller than those in the rheocasting billets, the eutectic phase at low melting point not only forms among the grains but also forms in great quantities inside the grains. The connection among fine grains is precise, as shown in Fig.1(b). After reheating enters semi-solid state, grains grow into coarse grains through melt, amalgamation and rapid growth among grains, which result in sharp increase of grains at the initial stage of reheating, meantime a large number of eutectic phase is wrapped inside grains, as shown in Fig.5(a).With the prolongation of holding time, eutectic phases dissolve further, eutectic liquid phases inside the grains also gradually amalgamate and grow and interpenetrate with liquid phase among grains, resulting in the separation and melting and break of big grains and refinement of grains[18], as shown in Fig.5. Therefore, after extruding/extending billets
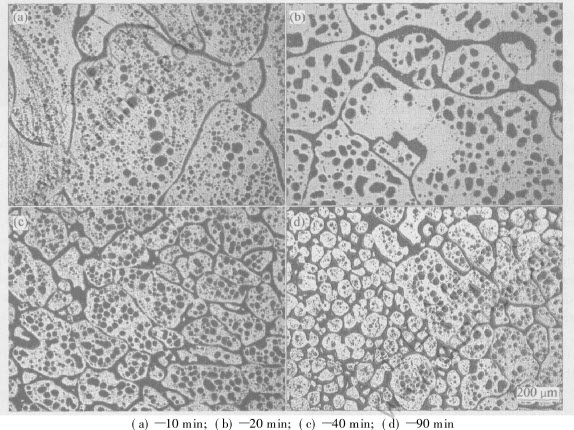
Fig.5 Microstructures of extending/extruding forming billets reheated at 625�� for different holding times
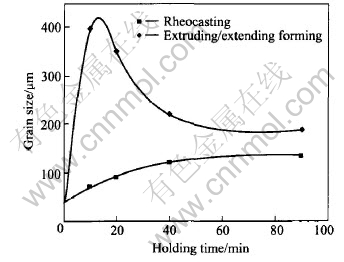
Fig.6 Relationship between grain size and holding times
are reheated for 10min, grain size decreases gradually and the quantity of grains increases with the prolongation of holding time. With the prolongation of holding time, grains also spheroidize gradually under Ostwald ripening mechanism. However, some coarse grains still exist. Grain sizes are very inhomogenous. Large numbers of liquid phase are enwrapped inside the grains. But for rheocasting billets, the solidification rate of semi-solid metal slurry is very slow in copper die, although its grain size is larger, most of the grains are rosette, but the eutectic phase at low melting point finally solidified mainly form among them, as shown in Fig.1(a). After billets are reheated into semi-solid state, such microstructure is favorable to the rapid formation of liquid phase among grains and restraint of excessive grain growth due to grain coalescence at the initial state of reheating. Therefore, reheating microstructure possesses fine grains and less small liquid pool inside grains, as shown in Fig.2.
Based on the above discussion, comparing with extruding/extending forming billets, rheocasting billets have smaller and uniform grains in reheating microstructure with high degree of spheroidization. Most liquid phases form among grains. There has less liquid phase inside grains. Such microstructure increases the valid liquid phase fraction among grains, improves the fluidity for thixoforming and reduces the shrinkage resulting from solidification of entrapped liquid pools during thixoforming. Therefore, rheocasting billets are more suitable for the thixoforming than the extruding/extending forming billets.
5 CONCLUSIONS
1) During isothermal holding in the semi-solid state, the grain size of rheocasting billets increases gradually with the prolongation of isothermal holding time, while the grain size of extruding/extending forming billets increases sharply through grain coalescence initially, then decreases.
2) The eutectic liquid phase in reheating microstructure for rheocasting billets forms mainly among grains and small amount of liquid phase exists inside the grains while large amount of liquid phase forms inside the grains for extruding forming billets and small amount of effective liquid phase exists among grains.
3) The rheocasting billets have smaller grain sizes and more spheroidized and homogeneous grains than the extruding/extending forming billets during reheating at the semi-solid state. Liquid phase can form rapidly among grains. The rheocasting billets are more suitable for the semi-solid thixoforming.
REFERENCES
[1]Flemings M C, Riek R G, Young K P. Rheocasting [J]. Materials Science and Engineering, 1976, 25: 103-117.
[2]Flemings M C. Behavior of metal alloys in the semisolid state [J]. Metall Trans A, 1991, 22A : 957-981.
[3]LUO Shou-jing, JIANG Ju-fu, DU Zhi-ming. New research development, industrial application and some thinking of semi-solid metal forming [J]. Chinese Journal of Mechanical Engineering, 2003, 39(11): 52-60. (in Chinese)
[4]Park C, Kim S, Kwon Y, et al. Effect of microstructure on tensile behavior of thixoformed 357-T6 semisolid Al alloy [J]. Metalll Mater Trans A, 2004, 35A: 1407-1410.
[5]Jung H K. The induction heating process of semi-solid aluminum alloys for thixoforming and their microstructure evaluation [J]. Journal of Materials Processing Technology, 2000, 105: 176-190.
[6]Jung H K, Kang C G. Reheating process of cast and wrought aluminum alloys for thixoforming and their globularization mechanism [J]. Journal of Materials Processing Technology, 2000, 104: 244-253.
[7]YANG Hong-liang, ZHANG Zhi-liang, Ohnaka I, et al. Reheating of semi-solid ZL101 alloy [J]. The Chinese Journal of Nonferrous Metals, 2003, 13(3): 626-630.(in Chinese)
[8]DONG Jie, CUI Jian-zhong, LE Qi-chi, et al. Liquidus semi-continuous casting, reheating and thixoforming of a wrought aluminum alloy 7075 [J]. Materials Science Engineering A, 2003, A345: 234-242.
[9]ZHANG Yong-zhong, ZHANG Kui, LIU Guo-jun, et al. The formation of rosette �� phase, structural evolution during the reheating and semi-solid casting of AlSi7Mg alloy [J]. Journal of Materials Processing Technology, 2003,137:195-200.
[10]Loue W R, Suery M. Microstructural evolution during partial remelting of Al-Si7Mg alloys [J]. Materials Science and Engineering A, 1995, A203: 1-13.
[11]Bergsma S C, Tolle M C, Kassner M E, et al. Semi-solid thermal transformations of Al-Si alloys and resulting mechanical properties [J]. Materials Science and Engineering A, 1997, 237A: 24-34.
[12]LI Yuan-dong, HAO Yuan, CHEN Ti-jun, et al. Effects of different primary microstructure on semi-solid melting behavior of AZ91D magnesium alloy [J]. The Chinese Journal of Nonferrous Metals, 2004, 14(3): 366-371. (in Chinese)
[13]JIANG Ju-fu, LUO Shou-jing, WANG Ying. Semi-solid microstructure evolution of AZ91D magnesium extruded by equal channel angular die [J]. The Chinese Journal of Nonferrous Metals, 2004, 14(5): 752-758. (in Chinese)
[14]Kiuchi M, Sugiyama S. A new process to manufacture semi-solid alloys [J]. ISIJ International, 1995, 35(6): 790-797.
[15]WANG Shun-cheng, WEN Jing-lin, CHEN Yan-bo, et al. Microstructural evolution of A2017 semi-solid alloys produced by SCR technology [J]. The Chinese Journal of Nonferrous Metals, 2004, 14(4): 627-632. (in Chinese)
[16]GUAN Ren-guo, LI Ying-long, WANG Shun-cheng, et al. Finite element modeling analysis of metal flowing during process of extending extruding semisolid A2017 alloy [J]. The Chinese Journal of Nonferrous Metals, 2004, 14(9): 1539-1544. (in Chinese)
[17]Tzimas E, Zavaliangos A. Evaluation of volume fraction of solid in alloys formed by semisolid processing [J]. Journal of Materials Science, 2000, 35: 5319-5329.
[18]LE Qi-chi, CUI Jian-zhong, LU Gui-min, et al. Microstructure evolution and partially remelting processing of two-phase-region casting AZ91D semi-solid slurry ingot [J]. The Chinese Journal of Nonferrous Metals, 2003, 13(6): 1488-1493. (in Chinese)
[19]LIU Chang-ming. Structure evolution of AlSi6.5-Cu2.8Mg alloy in semi-solid remelting processing [J]. Journal of Materials Science, 2001, 36: 4949-4953.
[20]CHEN Ti-jun, HAO Yuan, SUN Jun. Formation of liquid pools entrapped within solid grains of ZA27 alloys during partial remelting [J]. Journal of Materials Science & Technology, 2002, 18(6): 481-483.
[21]MAO Wei-min, CUI Cheng-lin, ZHAO Ai-min, et al. Dynamical coarsening processes of microstructures in non-dendritic AlSi7Mg alloy remelted in semi-solid state [J]. Trans Nonferrous Met Soc China, 2000,10(1): 25-28.
(Edited by LI Xiang-qun)
Foundation item: Project(50274020) supported by the National Natural Science Foundation of China and Baosha Steel & Iron Corporation of Shanghai
Received date: 2004-08-31; Accepted date: 2005-03-10
Correspondence: WANG Shun-cheng, PhD candidate; Tel: +86-24-83686459; E-mail: wangsc76@sina.com
