
�м��˻��4343/3003/7072�����Ƚ����������Ͻϲ����´����ܵ�Ӱ��
������1���ž�1���ƽ���1���ܵ¾�2������1
(1. ���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ������ ��ɳ��410083��
2. ����������ҵ����˾������ ������214122 )
ժ Ҫ��
����羵���������о������м��˻��¶Ⱥ���������ѹ���ʶ������Ƚ�������4343/3003/7072���Ͻϲ����´����ܵ�Ӱ�졣�о������������ͨ������о�Ľ����ľ����ߴ�����߸��ϲ��Ŀ��´����ܣ����м��˻��¶Ⱥͳ�Ʒ����ѹ���ʷֱ�Ϊ370 ���10%~35%���Լ�500 ���20%~35%ʱ������ǥ����о����������֯Ϊ�ִ���ٽᾧ������֯����ʱƤ���е�Si�ؾ�����о�ĵ��������ƣ����ϲ��Ŀ��´����ܵõ���ߡ�
�ؼ��ʣ�
���Ͻϲ������´��������ٽᾧ��Si�������ղ�����
��ͼ����ţ�TG146 ���ױ�־�룺A ���±�ţ�1672-7207(2012)01-0059-07
Influence of intermediate annealing temperature on sagging resistance of 4343/3003/7072 layered aluminum foil for automobile exchanger
ZHANG Xin-ming1, ZHANG Jing1, TANG Jian-guo1, ZHOU De-jing2, YIN Lin1
(1. School of Materials Science and Engineering, Central South University, Changsha 410083, China;
2. Wuxi Yinbang Aluminum Industry Co. Ltd., Wuxi 214122, China)
Abstract: The effects of intermediate annealing temperature (IA) and cold rolling (CR) reduction on sagging resistance of 4343/3003/7072 layered aluminum foil were investigated by means of optical microscopy, transmission electron microscopy and energy dispersive spectrometer. The results show that the sagging resistance depends on the IA temperature and CR reduction. The microstructure examination shows that the grain size of the core material plays an important role. Under the conditions of 370 ��/10%-35% and 500 ��/20%-35%, coarse recrystallized grains are formed in the core material of the clad sheet during brazing, which prevents silicon element of the filler alloy from penetrating into the core material along the grain boundaries and the sagging resistance of the foil is improved.
Key words: composite brazing aluminum foil; sagging resistance; recrystallization; silicon penetration; technique parameters
�����Ƚ�������������ܵ���ɢ�ȳ�Ƭͨ��ǥ����װ�����[1]���ڸ���ǥ��ʱ����Ƭǿ�Ƚ��ͷ����������Σ����ܵ��µ�����ɢ�ȳ�Ƭ���ϲ��ι̣����������麸���Ѻ�����Ӱ��ˮ���ɢ��Ч������ˣ����´����ܳ�Ϊ����ǥ������������Ҫָ�꣬�����ڸ���ǥ�����Ŀ��´����������������Խϲ�[2]���о�����[3-5]��Ƥ���е�Si��о�����ǵ���ǥ���´�����Ҫԭ���ڸ���ǥ�������У����¶ȼ�����580~610 ��ʱ��Ƥ���е�Al-Si�����Ͻ���577 ��ʱ��ʼ�ۻ����ڻ��Ľ���Һ��һ�����γ�ǥ����ͷ����һ�������ž�����о��������ɢ����Ƥ�ĺ�о���������洦�γ�һ����ɢ�����������о���Χ��ǥ�������е����̹����Լ�ǥ����ͷ���γɽ��д������о�[6-9]���������Ƴ�Ʒ��Ҳ�����˴����о�[10-15]���о�����[5]��Ƥ���е�Si��Ҫ����о�ľ�����ɢ�γɦ�(Al)+Si�������Ӷ�����о�ĵ�ǿ�ȣ����¸���ʱ�����������Ρ���ˣ��������ߴ���پ������������������ڵ�Ƥ����о����������ɢ�����������ǥ�������´��ԵĹؼ����ٽᾧ�ǵ������Ͻ����ߴ�����Ҫ���ֶΣ����ڴˣ����������о������м��˻����������������о���ٽᾧ�����ϲ����´����ܵ�Ӱ�졣
1 ʵ������뷽��
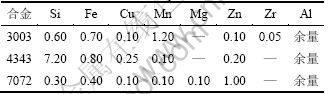
��3003�Ͻ�Ϊо�ģ�һ�����4343�Ͻ���ΪƤ�ģ�����ǥ��ʱ�ۻ���Ϊǥ�ϣ���һ�����7072�Ͻ���ΪƤ�ģ�����������������о�����ܸ�ʴ���� ��[3]��3������γ������νṹ��Ƥ�ĺ��һ��ռ����������ȵ�10%���ҡ�
�Ͻ���Ƴɷ����1��ʾ����4343��7072�������Ȼ������������2.5 mm���ô�ͳ�����Ա�����д���������Ȼ�����Ϊ25 mm��3003�����������ϡ�����ѹ����Ϊ50%�������¶�Ϊ500 �档���ս����ϲ������������2 mm��Ȼ�����Ϸֱ����������0.11~0.33 mm���������м��˻��˻��¶ȷֱ�Ϊ300��370��420��500 �棬�˻�ʱ��Ϊ1 h�������г�Ʒ���ƣ�����ѹ����Ϊ10%~85%����Ʒ���Ϊ0.1 mm��
���ͼ1��ʾ��ʵ��װ������⡢������Ʒ�����Ŀ��´����ܡ���������������Ϊ50 mm����������Ϊ22 mm��������¯���µ�610 �棬���ȶ�20 min���ٽ�װ��õ���������¯�ڽ��м��ȣ�����ʱ��Ϊ5 min��Ȼ������װ��ƽ�ȵ��Ƴ�¯����䣬���α꿨�߲������������ɶ���Ȼ�´������´�ֵ[12]��
��1 о�ĺ�Ƥ�ĵĺϽ���Ƴɷ�(��������)
Table 1 Chemical compositions of core and filler alloys studied %
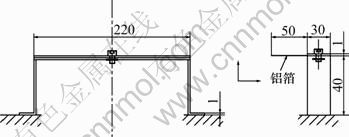
ͼ1 ���´�ʵ��װ��ʾ��ͼ(��λ��mm)
Fig.1 Schematic of sagging test rig
������������������Ĥ����POL YVARMET ��ѧ����(OM)�Ͻ�������֯�۲죻��羵�۲���Tecnai G220����羵�Ͻ��У���KYKY2800 ��ɨ���������(SEM)�Ͻ�������֯�۲켰��������
2 ���������
2.1 �м��˻�����ζԴ��ľ����ߴ��Ӱ��
ͼ2��ʾΪ�м��˻��о�ĵľ�����֯����ͼ2���Կ�������300 ���˻�ʱ��о������δ�����ٽᾧ����370 ���˻�ʱ�����־��������ٽᾧ����420 ���˻�ʱ������ȫ�������ٽᾧ�����˻��¶�������500 ��ʱ�����������ֻ���
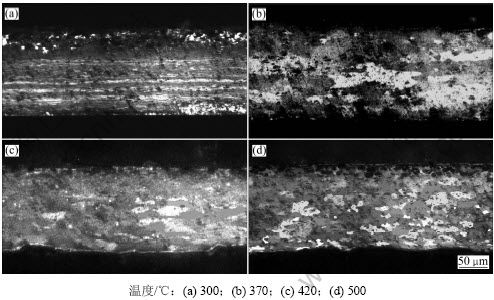
ͼ2 ��Ʒǰ��ͬ�м��˻��¶���о�ĵ�����֯
Fig.2 Microstructure of clad sheet intermediate-annealed at different temperatures
ͼ3��ʾΪ���´�ʵ��ǰо�������Ľ�������֯����ͼ3���Կ�����ģ��ǥ����Al-Si�����ۻ���������о�������ľ�����ɢ�����ھ����γ�Al-Si���������ؽ���о��������ǿ�ȡ�
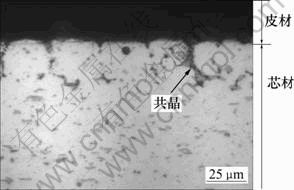
ͼ3 ���´�ʵ��ǰо������������֯
Fig.3 Microstructure of core material after brazing
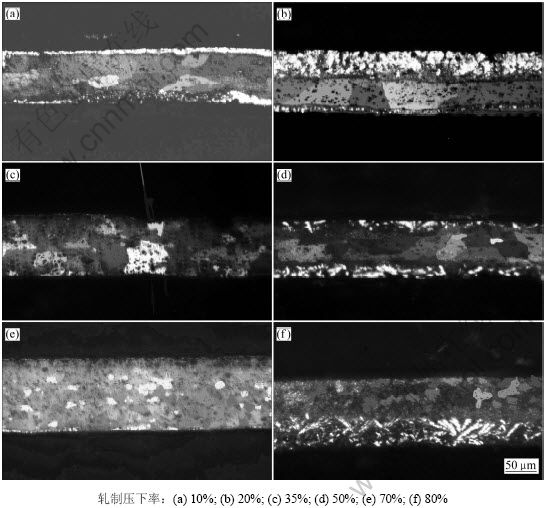
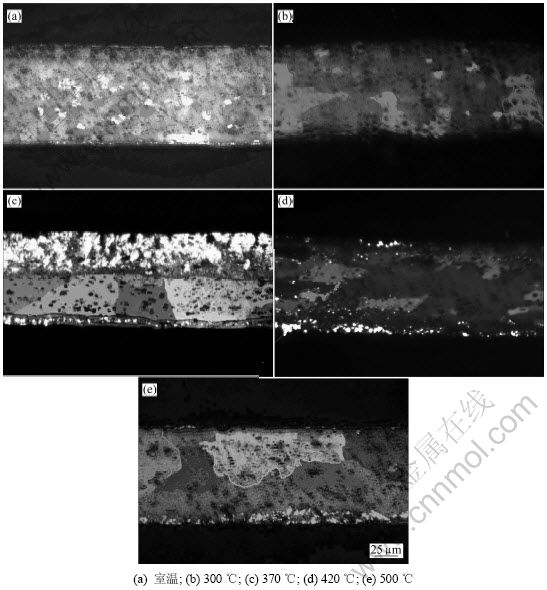
����ǥ����ͬ�˻��¶Ⱥ�����ѹ���������µĽ�����֯��ͼ4~5��ʾ����ͼ4���Կ���������ͬ���˻��¶��£���������ѹ���ʵ�����о�������ľ�����С����ͼ5���Կ�����������ѹ������ͬ������£���370 ���500 ���м��˻�ʱ����������ǥ����о�������ľ����ߴ���ִ������420 ���м��˻𣬲��˻��300 ���м��˻�ľ�����ϸС��
ͼ6��ʾΪ�м��˻��¶�Ϊ500 �桢ѹ����Ϊ10%ʱ�����´������о��������TEM��֯����ͼ6���Կ�����о��������λ���ܶȽϴ��ڴ�ǶȾ��硣��˵����610 ��ģ��ǥ��ʱ��о��������û����ȫ�����ٽᾧ��
ͼ7��ʾΪ���γ̶Ⱥ;����ߴ�֮��Ĺ�ϵ����ͼ7�ɼ��������γ̶ȴﵽ��cʱ��������ģǨ�Ʒ����ٽᾧ�����ٽᾧ�����Ƚϴִ����ű��γ̶������ٽᾧ��������ϸ����
2.2 �м��˻��������ζԿ��´����ܵ�Ӱ��
���´�ʵ������ͼ8��ʾ����ͼ8���Կ����������ں����м��˻��ƶ��£�����Ʒѹ���ʳ���50%ʱ�����´����ܺܲ���������м��˻�����ѹ����Ϊ���٣����´����ܶ��ܲ���´����ܽϺõĹ���������370 ��/10%~35%��420 ��/10%~20%��500 ��/ 20%~35%��
ͼ4 ���м��˻��¶�Ϊ370 ��ʱ����ͬ������ѹ�����¿��´�ʵ���о�ĵ�����֯
Fig.4 Microstructures of post-brazing alloys after annealing at 370 �� through different reductions
ͼ5 ������ѹ����Ϊ20%����ͬ�˻��¶��¿��´�ʵ���о�ĵ�����֯
Fig.5 Microstructures of post-brazing alloy after 20% cold rolling at different intermediate annealing temperatures
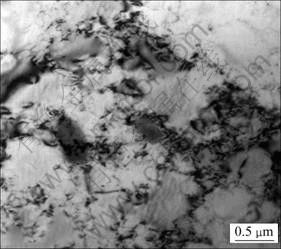
ͼ6 �м��˻��¶�Ϊ500 �桢��Ʒѹ����Ϊ10%ʱ�����´�ʵ���о��������TEM��֯
Fig.6 TEM image of core specimen intermediate-annealed at 500 �� after 10% cold-rolling
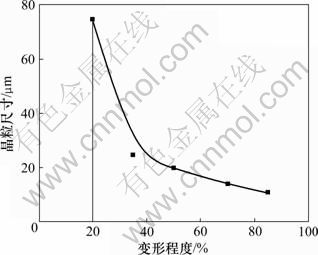
ͼ7 500 ���м��˻�ʱ���γ̶ȶ�ǥ�������ߴ��Ӱ��
Fig.7 Effect of cold-rolling reduction on grain size after brazing at intermediate annealing temperature of 500 ��

ͼ8 ��ͬ�м��˻�ͳ�Ʒ����ѹ���ʶԿ��´��Ե�Ӱ��
Fig.8 Sagging distance vs cold rolling reduction at different intermediate annealing temperatures
�Կ��´�ʵ���ĸ��ϲ�����������������Լ��Ƥ���е�SiԪ����о���е���ɢ�����ͼ9��ʾΪ420 ���м��˻𡢳�Ʒѹ���ʷֱ�Ϊ20%��50%ʱ���������������ͬ�����SiԪ�صķֲ��������ͼ9�ɼ������ŵ����ϲ������������ӣ���ѹ����Ϊ20%ʱ��SiԪ�صĺ����½���50%ѹ����ʱ�Ŀ죬˵��ѹ����Ϊ20%ʱSiԪ�ص���ɢ��ѹ����Ϊ50%ʱ���١�
��ͼ8(a)���Կ������������м��˻�ʱ��ѹ���ʶ��´�����Ӱ�첻���ҿ��´����ܶ��ܲ�������ڲ������м��˻�IJ�����ǥ��ǰ�Ѿ��зdz���ı���������ˣ��ھ�������ǥ�����ٽᾧ�����dz�ϸС(��ͼ5(a))����ˣ�SiԪ���ؾ������ɢ�����¿��´������½���
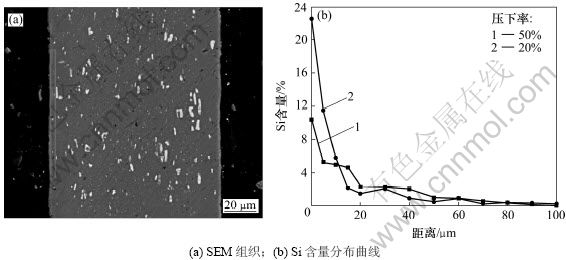
ͼ9 ��370 ���м��˻𡢳�Ʒѹ����Ϊ20%��50%ʱ���������´�ʵ���о��������Si�����ķֲ�
Fig.9 Si content of brazed core specimen annealed at 370 ��, then 20% and 50% cold-rolled
��ͼ8(b)�ɼ�����300 ���˻���ѹ����Ϊ10%ʱ�´�����ܴ�ѹ����Ϊ20%~35%ʱ���´�������������С��Ȼ����ѹ���ʵ������´����벻���������ܱ�������������˻��¶ȣ������������µ��´����붼�Ƚϴ�ͨ���۲���˻��¶Ⱥ�Ľ�����֯(ͼ2(a)��ʾ)���Կ�������300 ���£�о��������δ�����ٽᾧ�����������д����������δ��ȫ�ͷţ�������ǥ�������У��ٽᾧ�����Ƚ�ϸС����ͼ5(b)��ʾ��
��ͼ8(c)�ɼ�����370 ���˻�ѹ����Ϊ10%~20%ʱ�����´����ܽϺã����ű������ļ��������´�����Խ��Խ��370 ���м��˻��о��������ֻ�в��־����ٽᾧ��ɣ����ԣ��м��˻����һ���ִ��ܡ���ˣ������һ���α�����Ϊ10%ʱ���������Ѿ��������ٽ��������ʹо�����������ٽᾧ���Ҿ����ϴ�(��ͼ4(a)��ʾ)���´������С�����´����ܽϺá������������������Ҳ����������ˣ�����ǥ������Ҳ���ϱ�С����ͼ4��ʾ����ˣ��´���������
420 ���˻������ȫ�������ٽᾧ(��ͼ3(c)��ʾ)��֮ǰ�����Ĵ���ȫ���ͷţ����ٽᾧ�����ߴ�dz�С������ԭʼ�����ߴ�dz�С��ԭ�д�ǶȽ������࣬��ˣ��������κ���ǥ���Ժ���ٽᾧ������500 ���˻�ʱ��С����ͼ5(d)��ʾ����10%~35%ʱ���´�����仯�������´�������Խϴ���ͼ8(d)��ʾ��
��500 ���˻�ѹ����Ϊ10%ʱ�����ڱ��γ̶Ƚ�С�����κ�ı��δ��ܺ�С���ڸ���ǥ��ʱ����δ�ﵽ�ٽ���γ̶Ȧ�c����������ǥ�����о��������Ȼ�����˽϶��λ���ʹ�ǶȾ��磬��ͼ6��ʾ��Ƥ���ۻ�������λ���ܶȽϴ���������������ˣ��´�����ϴ������γ̶ȴﵽ�ٽ���γ̶�20%ʱ������ǥ��ʱ�������ٽᾧ���Ҿ����ϴ�(��ͼ5(e)��ʾ)���´������С��֮�����ű��γ̶ȵIJ���������ҲԽ��ԽС���´�������֮����
3 ����
(1) ���´�������о�������ٽᾧ�̶������й�ϵ����о���������ٽᾧ��ѹ���ʺ��м��˻��¶� ���ơ�
(2) 4343/3003/7072���Ͻϲ��м��˻��¶����Ʒѹ������370 ��/10%~35%�Լ�500 ��/20%~ 35%ʱ��о�������ٽᾧ�����ϴ�������Ƥ���е�Si��о�ĵ��������´����ܽϺá�
�ο����ף�
[1] ���ط, ����, �ھ���, ��. ����ǥ�����������������Ƚ����������е�Ӧ��[J]. �������������, 2003(12): 37-38.
ZU Guo-yin, WANG Ning, YU Jiu-ming, et al. Application of composite brazing aluminium foil technology in automotive heat exchanger production[J]. Automobile Technology & Material, 2003(12): 37-38.
[2] �Ժ���, ����, �콨��, ��. ���������Ƚ��������о���չ[J]. ���ӹ���, 2004, 33(2): 3-5.
ZHAO Hai-jun, LIU Lei, ZHU Jian-hua, et al. Progress in study of automobile aluminium heat-exchangers[J]. Welding Technology, 2004, 33(2): 3-5.
[3] �˴���. A4343/A3003���Ͻ𱡰�ǥ����ͷ������֯����[J]. �й���ɫ����ѧ��, 2002, 12(3): 481-485.
PAN Chun-xu, Dusanp.Sekulic. Microstructural charateristics of AA4343/AA3003 Al-alloy sheet brazed joint[J]. The Chinese Journal of Nonferrous Metals, 2002, 12(3): 481-485.
[4] Turriff D M, Corbin S F, Kozdras M. Diffusional solidification phenomena in clad aluminum automotive braze sheet[J]. Acta Materialia, 2009, 58(4): 1332-1341.
[5] Sekulic D P, Galenko P K, Krivilyov M D, et al. Dendritic growth in Al-Si alloys during brazing[J]. Heat and Mass Transfer, 2004, 48(12): 2372-2384.
[6] Marshall G J, Bolingbroke R K, Gray A. Micostructural control in an aluminum core alloy for brazing sheet applications[J]. Metallurgical Transactions, 1993, 24(9): 1935-1942.
[7] GAO Feng, ZHAO Hui, Sekulic D P, et al. Solid state Si diffusion and joint formation involving aluminum brazing sheet[J]. Materials Science and Engineering A, 2001, 337(2): 228-235.
[8] Tierce S, Pebere N, Blanc C, et al. Corrosion behavior of brazing material AA4343[J]. Electrochimica Acta, 2006, 52(9): 1092-1100.
[9] Yoshino M, Edo M, Kuroda S, et al. Effect of additional Fe, Ni, and Mn on corrosion resistance of sacrificial anode fin stock for automotive heat exchangers[J]. Journal of Japan Institute of Light Metals, 2008, 59(3): 101-107.
[10] ZHAO Hui, Sekulic D P. Diffusion-controlled melting and re-solidification of metal micro layers on a reactive substrate[J]. Heat Mass Transfer, 2005, 42(6): 464-469.
[11] ���ط, ���, ���, ��. �������϶����Ͻϲ���֯�����ܵ�Ӱ��[J]. ������ѧѧ��: ��Ȼ��ѧ��, 2008, 29(5): 689-692.
ZU Guo-yin, LI Hong, YU Jiu-ming. Effect of cold-rolling cladding on microstructure and properties of composite aluminum alloy foil[J]. Journal of Northeasten University: Natural Science, 2008, 29(5): 689-692.
[12] �ﺣ��, ���ı�, �����. ���Ͻϴ��Ŀ��´����ܵ��о�[J]. ��Ͻ�ӹ�����, 2002, 30(9): 44-47.
SUN Hai-an, ZHANG Wen-bin, DAI Yu-guang. Study about Hang-down resistance of 464-H14 aluminium alloy composite strip[J]. Light Alloy Fabrication Technology, 2002, 30(9): 44-47.
[13] �ƹ��, �γ���. �ӹ����ն�ǥ�����Ŀ��´����ܵ�Ӱ��[J]. ���ϵ���, 2007, 21(5A): 414-430.
HUNG Guang-jie, DUAN Cheng-yin. Effect of processing craft on Hang-down resistance of brazing foil[J]. Materials Review, 2007, 21(5A): 414-430.
[14] Yoon J S, Lee S H, Kim M S. Fabrication and brazeability of a three-layer 4343/3003/4343 aluminum clad sheet by rolling[J]. Journal of Material Processing Technology, 2001, 111(3): 85-89.
[15] Sung J, Kim M S, Jung D. Brazeability of cold rolled three layer Al-7.5Si/Al-1.2Mn-2Zn-(0.04-1.0)Si/Al-7.5Si(wt.%) clad sheets[J]. Journal of Materials Processing Technology, 2002, 130(10): 240-244.
(�༭ ���˱�)
�ո����ڣ�2011-01-16�������ڣ�2011-03-21
������Ŀ���Ƽ�������ʩ����ƻ�������ʡ��ҵԺʿ����վ(BM2010470)
ͨ�����ߣ�������(1946-)���У����ϳ����ˣ����ڣ����²��Ͽ�ѧ�빤���о����绰��0731-88830265��E-mail: xmzhang@csu.edu.cn
ժҪ�����ù�ѧ��������羵���������о������м��˻��¶Ⱥ���������ѹ���ʶ������Ƚ�������4343/3003/7072���Ͻϲ����´����ܵ�Ӱ�졣�о������������ͨ������о�Ľ����ľ����ߴ�����߸��ϲ��Ŀ��´����ܣ����м��˻��¶Ⱥͳ�Ʒ����ѹ���ʷֱ�Ϊ370 ���10%~35%���Լ�500 ���20%~35%ʱ������ǥ����о����������֯Ϊ�ִ���ٽᾧ������֯����ʱƤ���е�Si�ؾ�����о�ĵ��������ƣ����ϲ��Ŀ��´����ܵõ���ߡ�
