

Processing and mechanical properties of SiC particulate reinforced AZ91 composites fabricated by stir casting
WANG Xiao-jun(������), WU Kun(�� ��), PENG De-lin(������),
ZHANG Hai-feng(�ź���), ZHENG Ming-yi(֣����), HUANG Wen-xian(������)
School of Materials Science and Engineering, Harbin Institute of Technology, Harbin 150001, China
Received 28 July 2006; accepted 15 September 2006
Abstract:
The influence of stirring parameters (stirring temperature, stirring speed and stirring time) on the particle distribution of 10%(volume fraction) SiC particulate reinforced AZ91 composites (SiCp/AZ91) was studied. It is found that it is necessary for 10 ��m SiC particulate reinforced AZ91 composites to stir the molten composites in semi-solid condition with vortex formation, or else the cluster of the reinforcements would not be eliminated. Compared with the monolithic alloy, the SiCp/AZ91 composite has higher strength, especially for yield strength, but the elongation is reduced. For the as-cast composite, the particles often segregate within the grain boundary regions. Extrusion can effectively reduce the segregation of SiC particles and improve the mechanical properties of the composite. The extrusion-induced reduction in particle size varies with extrusion temperatures and extrusion ratios. The effect of extrusion-induced reduction in particle size on the mechanical properties of the composites is not always beneficial.
Key words:
AZ91 composites; magnesium matrix composite; mechanical properties; SiC; stir casting; extrusion;
1 Introduction
Magnesium matrix composites have become attractive in automotive, defense and aerospace fields because of the high specific stiffness and high specific strength[1-5]. Among the variety of manufacturing processes available for discontinuous metal matrix composites, stir casting is considered as the most economical, due to its simplicity, flexibility and applicability to large quantity production[6]. For magnesium matrix composite fabricated by stir casting, researchers have studied the effect of stirring temperature on the distribution of the particles, but few focused on the influence of the stirring speed and stirring time on the particle distribution[1,4-5]. ROZAK[5] has succeeded in fabricating 52 ��m and 15 ��m SiC particulate reinforced AZ91 composites without vortex formation on the surface of the molten, but he failed when the diameter of the particles is small to 7 ��m. The vortex during stirring is observed to be helpful for transferring and dispersing the particles into the molten matrix[6]. So, it is of great interest to study the influence of the vortex formed on the surface of molten during stirring on the particle distribution in magnesium matrix composite, especially for the particle size smaller than 10 ��m.
During the solidification of the composite, most of the particles are pushed by the growing solid grains into intergranular region, so the particles often segregate within the grain boundary regions[1,6]. This will reduce the mechanical properties of the composite, so it is very important to redistribute the reinforcement by hot deformation such as extrusion[4-6]. Unfortunately, few focused on this in magnesium matrix composite fabricated by stir casting. So, in this study, the effect of stirring speed and vortex formation on the distribution of the particles was studied, and the influence of extrusion on the evolution of the particles and the mechanical properties of SiCp/AZ91 composites was also investigated.
2 Experimental
The AZ91D alloy was employed as the matrix alloy. And the reinforcement is SiC particles (SiCp) with average diameter of 10 ��m. In order to investigate the effect of vortex and stirring time on the distribution of the particles, the experiments were conducted for different processing conditions as shown in Table 1. After stirring, the composite was solidified under about
100 MPa. For EXP-1, EXP-2 and EXP-3, the compo- sites were reheated to 720 �� before poured into the mould. And during reheating, the molten composites were stirred without vortex formation. The SiCp/AZ91 composites fabricated by EXP-2 were subjected to T4 treatment (at 415 �� for 24 h). And then SiCp/AZ91 composites after T4 treatment were extruded under different extrusion parameters as shown in Table 2.
Table 1 Experiment conditions for SiCp/AZ91 composites
Table 2 Extrusion conditions for SiCp/AZ91 composite
3 Results and discussion
3. 1 Microstructures of composites
The distribution of SiC particles in the composites fabricated under the different processing conditions is shown in Fig.1. It can be seen that the distribution of particles in the composite fabricated by EXP-2 is very uniform. Although there is no cluster of particles in the composite fabricated by EXP-1, there are large particle free zones, as shown in Fig.1(a). But the particles distribute uniformly when stirring time is increased from 25 min to 35 min, as shown in Fig.1(b). Although stirring the composite for a long time without vortex formed on the surface of the molten in both the semi-solid (EXP-3) and liquid condition(EXP-4), the cluster of particles cannot be eliminated, as shown in Figs.1(c) and (d). Comparing Fig.1(c) with (d), it is found that the cluster of SiC particles is more serious in the composite fabricated by EXP-4 than by EXP-3, which indicates that stirring in the semi-solid condition is more effective to disperse the SiC particles[4-6]. So it is necessary for 10 ��m SiC particulate reinforced AZ91 composites to stir the composites for sufficient time in the semi-solid, forming vortex on the surface of the molten. From Fig.2(a), it can be seen that most of the SiC particles segregate at grain boundaries, which is due to the ��push�� effect of the freezing front on the particles during the solidification process[1,6].
The distribution of particles in the composite is significantly improved by extrusion, as shown in Fig.2. The extrusion significantly reduces the segregation of particles at the grain boundaries. Some of the particles are cracked. Especially, under extrusion temperature of 250 or 300 ��, there are multi-cracked particles during extrusion, as shown in Fig.3, which indicates that extrusion can effectively reduce the size of the reinforcement. From Fig.4, it is clear that the SiC particles are refined by extrusion. During the reduction of cross-section of the composite billet within the extrusion die, the matrix and the hard and brittle particles deform in different manners. The metal matrix is deformed in plastic manner, but the non-deformed particles tend only to fragment with the softer metal matrix being forced into the voids created by the fracture events[7]. A particle cracks when the localized stress acting on the particle exceeds its fracture strength. Comparing Figs.4(c) with (d), the SiC particles in the composite extruded in the 350R23 condition are finer than those in the 350R12 condition. So it is evident that extrusion ratio plays an important role in the refinement of the particles. This may be due to the fact that the SiC particles undergo larger stress when the extrusion ratio is larger[8-9]. Comparing Fig.4(a) with (b) and (c), the particle sizes are different for the composites extruded at different extrusion temperatures. And there are multi-cracked particles in the composites extruded in both 250R23 and 300R23 conditions, but the multi-cracked particles are not found in the composite extruded in 350R23 condition. And the multi-cracked particles are more common in the composite extruded in 250R23 condition than in 300R23 condition. And there are many large particles which are not cracked in the composites extruded in 350R23 and 350R12 conditions, as shown in Figs.4(c) and (d). All these indicate that extrusion temperature can also influence the extrusion-induced reduction in particle size. This can be attributed to the flow softening mechanisms such as dynamic recovery and recrystallization. At the higher temperature, recovery and recrystallization proceed more fully[8,10,11]. So the strength of the matrix around particles is lower at the elevated temperature, which effectively lowers the localized stress state around the particles in the matrix. So many large particles are not cracked in the composite extruded at 350 ��.
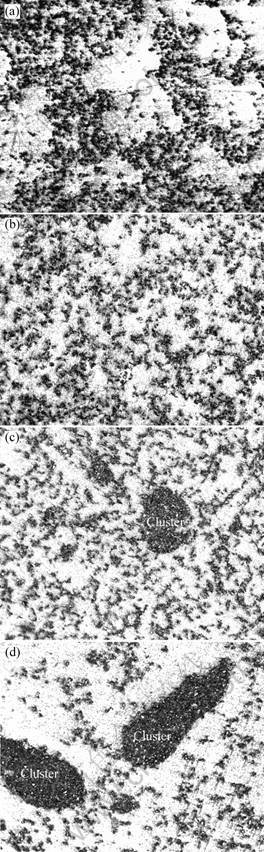
Fig.1 Optical micrographs of as-casting SiCp/AZ91 composites fabricated under four different processing conditions: (a) EXP-1; (b) EXP-2; (c) EXP-3; (d)EXP-4

Fig.2 Distribution of SiC particles before (a) and after (b) extrusion
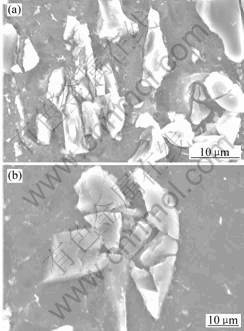
Fig.3 SEM images showing crushed particles in composites extruded at 250 ��(a) and 300 ��(b)
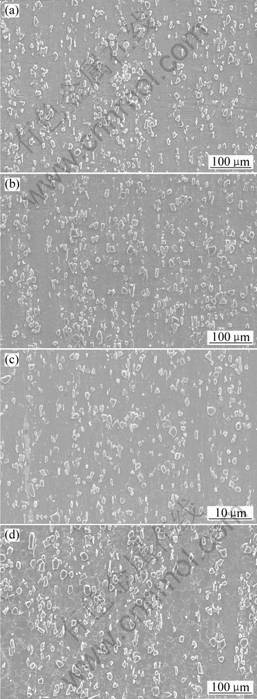
Fig.4 SEM images of composites extruded by different processes: (a) 250R23; (b) 300R23; (c) 350R23; (d) 350R12
3.2 Mechanical behavior
The typical stress��strain curves obtained from tensile testing of the as-cast and extruded SiCp/AZ91 composites are shown in Fig.5. Compared to monolithic alloy��the SiCp/AZ91 composites have higher strength, especially for yield strength, but the elongation is reduced[1,4]. The mechaincal properties are significantly improved by extrusion, which is mainly due to redistri-
bution of the reinforcement and grain refinement by dynamic recrystallization[10,12]. From Figs.2 and 4, it can be seen that extrusion can significantly improve the particles distribution and reduce the effect of particle segregation at the grain boundaries. It can also destroy the old grain boundaries and the new grain boundaries are formed by dynamic recrystallization[10,12]. These new grain boundaries are stronger than the original ones because most cavities, microcracks and segregation of particles or inclusions at the boundaries are elimin- ated[12]. All these improve the matrix plastic flow and decrease the possibility of crack in the matrix during deformation. So the elongation of the composite is improved significantly by extrusion. And from Fig.2, the grain size is refined significantly because of dynamic recrystallization[10]. Extrusion can increase the disloc-
ation density and decrease the grain sizes[10-12]. Therefore, the strength of the matrix is increased after extrusion and a larger effective load can be transferred to the reinforcement. So, SiC particles reinforce the matrix more effectively in the extruded composite. And the optimal mechanical properties were obtained at extrusion temperature of 350 �� and extrusion ratio of 23?1. From Figs.3 and 4, there are multi-cracked particles in the composites extruded in 250R23 and 300R23 conditions, but there are many large particles which are not cracked in the composites extruded in 350R12 and 350R23 conditions. Although the grain size and average particle size of the composites extruded in 250R23 and 300R23 conditions are finer than those of the composites extruded in 350R23 condition, the ultimate strength and elongation of the composites extruded in 350R23 condition are better. This may be due to the voids created by the particles fracture events during extrusion. Although the extrusion-induced reduction of particle size is more evident at lower temperature in which the matrix is more difficult to deform, the matrix is not easy to fill into the voids created by the fracture events, as shown in Figs.4(a) and (b). So extrusion-induced reduction of particle size does not always improve the mechanical properties of the composite[9].
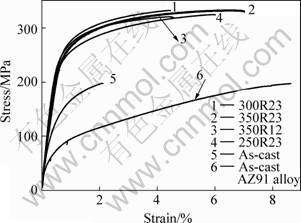
Fig.5 Stress��strain curves for as-cast and extruded composites
4 Conclusions
1) For the particle with diameter not larger than
10 ��m��it is necessary to stir the molten composites in semi-solid condition with vortex formation, or else the cluster of the reinforcements would not be eliminated.
2) Extrusion not only improves the distribution of the particles but also reduces the particle size. And the extrusion-induced reduction in particle size varies with extrusion temperatures and extrusion ratios.
3) Extrusion-induced reduction of particle size is not always helpful to the mechanical properties of the composites.
References
[1] LUO A. Processing, microstructure and mechanical behavior of cast magnesium metal matrix composites[J]. Metall Mater Trans A, 1995, 26: 2445-2455.
[2] ZHENG M Y, ZHANG W C, WU K, YAO C K. The deformation and fracture behavior of SiCw/AZ91 magnesium matrix composite during in-situ TEM straining[J]. J Mater Sci, 2003, 38: 2647-2654.
[3] SASAKI G, YOSHIDA M, FUYAMA N, FUJII T. Modeling of compocasting process and fabrication of AZ91D magnesium alloy matrix composites[J]. J Mater Proc Technol, 2002, 130-131: 151-155.
[4] LAURENT V, JARRY P, REGAZZONI G. Processing-microstruc-
ture relationships in compocasting magnesium/SiC[J]. J Mater Sci, 1992, 27: 4447-4459.
[5] ROZAK G A. Effects of Processing on the Properties of Aluminum and Magnesium Matrix Composites[D]. Case Western Reserve University, 1993.
[6] HASHIM J, LOONEY L, HASHIM M S J. Metal matrix composites: production by the stir casting method[J]. J Mater Proc Technol, 1999, 92/93: 1-7.
[7] THAM L M, GUPTA M, CHENG L. Effect of reinforcement volume fraction on the evolution of reinforcement size during the extrusion of Al-SiC composites [J]. Mater Sci Eng A, 2002, A326: 355-363.
[8] BORREGO A, RICARDO F, CRISTINA M C, IB??E J, GASPAR G D. Influence of extrusion temperature on the microstructure and the texture of 6061Al-15% SiCw PM composites[J]. Compos Sci Technol, 2002, 62: 731-742.
[9] DAVIES C H J, CHEN W C, HAWBOLT E B, SAMARASEKERA I V, BRIMACOMBE J K. Particle fracture during extrusion of a 6061/alumina composite[J]. Scripta Metall Mater, 1995, 32: 309-314.
[10] OZDEMIR I, TEKMEN C, TOPARLI M, ONEL K, TSUNEKAWA Y. Recrystallization and particle growth in Al-based SiC particle-reinforced composites[J]. Z Metallkd, 2003, 94: 41-43.
[11] FERRY M, MUNROE P R. Recrystallization kinetics and final grainsize in a cold rolled particulate reinforced Al-based MMC[J]. Compos(Part A): Appl Sci Manuf, 2004, 35: 1017-1025.
[12] ZHONG W M, ESP?RANCE G, SU?RY M. Effect of thermomechanical processing on the microstructure and mechanical properties of Al-Mg(5083)/SiCp and Al-Mg(5083)/Al2O3p composites[J]. Mater Sci Eng A, 1996, A214: 104-114.
Corresponding author: WANG Xiao-jun; Tel: +86-451-86402492; E-mail: wang81113@126.com
