
п��ģ������Ϊ��ֵģ�⼰ʧЧ����
��Զƽ1, 2���Ϻ�־1
(1. ���ϴ�ѧ ���繤��ѧԺ������ ��ɳ��410083��
2. ��������ְҵ����ѧԺ ����ϵ������ ���ף�416000)
ժҪ�����п��ģ��ʹ�ù�������Բ�Dz�λ��ƣ�����ƶ�ʧЧ�����⣬��������Ԫ������ģ��пҺ��ע�������̹�����п��ģ���¶ȳ���Ӧ�������ҵ�п��ģ����Ӧ������3���㣬��3�㼴Ϊ����ģ��ʹ�������Ĺؼ��㡣����п��ģ�ij�ʼ�¶ȡ�пҺ�Ľ�ע�¶ȶԹؼ������Ӧ����Ӱ�죬ģ��п��ģ��������Ӧ������֯���ܣ��õ�ģ�߶�������Ӧ���Ϳ���ǿ�ȷֲ�������п��ģ���Ʋ�����ԭ�����п��ģʹ�ù��ա��о�����������ȳ����ƣ����п��ģ�������Ƶ���Ҫԭ�����Ʋ�һ��λ��Ӧ�����λ������λ��Ӧ���ϴ�����֯���ܽϲ�IJ�λ����п����ע�����У���ģ�ߵ��¶Ƚϵ�ʱ��Ӧ���õ��½�ע��
�ؼ��ʣ�
п��ģ��������Ϊ����ֵģ����ʧЧ������
��ͼ����ţ�TG21+3 ���ױ�־�룺A ���±�ţ�1672-7207(2011)05-1310-06
Thermal force behavior numerical simulation and failure analysis of zinc ingot die
YANG Yuan-ping1, 2, YAN Hong-zhi1
(1. School of Mechanical and Electrical Engineering, Central South University, Changsha 410083, China;
2. Department of Mechanical and Electrical Engineering, Xiangxi Vocational Technical College for Nationalities,
Jishou 416000, China)
Abstract: Aiming at breakage of zinc ingot die caused by fatigue crackle in the process of using at corner, the temperature and stress field of zinc ingot die in the process of zinc melt casting and solidification were simulated using FEM. Three maximum stress nodes in zinc ingot die were found, which are the key nodes that decide the using life of die��The influences of die initial temperature and zinc melt casting temperature on key nodes maximum stress were analyzed��By the simulation of casting stress and structure property for zinc ingot die��the distributions of casting stress and tensile strength in flange section were obtained��The crackle reasons of zinc ingot die were analyzed. The application technology for zinc ingot die was proposed. The results show that the primary reasons caused crackle are heat shock and fatigue, and the crackle is not necessarily at the maximum stress position where the stress is comparatively large and the structure property is worse. In the process of zinc ingot casting, when the temperature of die is lower, the casting temperature of zinc melt should be lower, too.
Key words: zinc ingot die; thermal force behavior; numerical simulation; failure analysis
п��������ģ������ɫ����ұ��һ�ֻ����Ĺ�װ�豸������ģ�ߵĽṹ�ϼ���ǻ���漴ģ�ߵĹ�����ֱ���������γɣ�ģ���ڼ��ȡ������������ʹ�ã�ģ���²�仯���ڲ������ܴ����Ӧ����������ƣ�����ƶ�ʧЧ�����ڶ�������п��ģ�ߵ��о���Ҫ�����ڲ��ò�ͬ�IJ���������ģ�ߣ�����ӡ��[1]ģ������ģ��ʹ���������о��˲�ͬ������֯��ī��������ƣ�����ܣ���Ϊ��������ī��������ƣ��������ã�������[2]�о�����ī����������ģ�����е�Ӧ�ã��Ƚ����������������������ī�����ľ�����ѧ���ܡ�������ѧ���ܺ�����ƣ�����ܣ���Ϊ��ī����������������ģ���Ͻ�Ϊ���ʣ�����Դ[3]��������QT400-18����ZG230-450����п��ģ����������¶��ı�����ȣ��ӳ�ģ�ߵ�ʹ�������������ص�[4]��Ϊ����ѡ�����ֲ���������п��ģ��Ӧ��������ģ�ߵ���״����С�����ȵȶ�������������������־��[5]��������Ԫ������������п��ģ��Ӧ����ں�ȹ�ϵ�������п��ģ�ṹ�Ľ���ʩ����Ŀǰ���Ƕ�ģ����ʹ�ù����У�ģ�ߵ��¶ȡ�пҺ�Ľ�ע�¶ȵȹ��ղ��������Ƶ�Ӱ���о����٣���ģ�ߵ���Ӧ���ֲ�����֯���ܶ�����Ӱ���о�Ҳ���١��ڴˣ��������߲�������Ԫ����������ģ�߳�ʼ�¶ȡ�пҺ��ע�¶ȵȹ��ղ�����п��ģ��Ӧ����Ӱ�죬�Լ�п��ģ������Ӧ������֯���ܶ����Ƶ�Ӱ�죬�ۺ�����ģ��������п��ģ��ʧЧԭ��
1 ��������
ij��˾��һ��п����עģ������ΪHT200���䳤�ȡ����ȡ��߶�Ϊ1 440 mm��840 mm��420 mm���ں�Ϊ100 mm����Բ�ǰ뾶Ϊ30 mm��ģ������ԼΪ1.5 t��ģ��Ԥ�����ѣ���п����ע���̹����У�ģ�߸����������²��������Ӧ�������յ�����Բ�Ǵ�����ƣ�����ƶ�ʧЧ����ͼ1��ʾ��
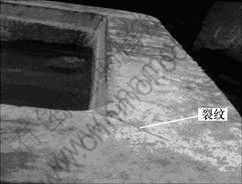
ͼ1 ʧЧ��п��ģ
Fig.1 Failure die for zinc ingot
2 п��ģӦ������Ԫ����
2.1 ���ν�ģ����ʼ��������
2.1.1 ���ν�ģ
���ν�ģ����ѡ��Pro/E������Ԫ��������ѡ��ProCAST������Pro/E����ʵ�彨ģ��װ�䡢�������������*.ans�ļ�������ProCAST�е�MeshCASTģ�黮���������������飬��PreCAST ģ�����ò���������DataCAST��ProCAST����ViewCAST���������[6-10]��
2.1.2 ��ʼ����
ģ����п����ע�����г�ʼλ�ơ���ʼ�غɵȾ�Ϊ0����ע�ٶ�ԼΪ20 kg/s����עʱ��Ϊ50~60 s��п����п��ģ֮��Ľ��滻��ϵ��Ϊ1 000 W/(m2?K)[11]��п��ģΪ�Գƽṹ��Ϊ���ټ�������ȡ1/4ģ�ͽ��з�����㡣п��ģ�IJ���ΪHT200��Ϊ���Բ��ϣ�ʹ������ƻ�����Ҫ�����������Ӧ���������ƻ�����һǿ�������жϣ���ģ������Ӧ��Ϊ�����Ӧ����1��
2.2 ��ͬ����������п��ģ��Ӧ������Ԫ����
2.2.1 �ؼ�Ӧ�������
��ʵ�������У�пҺ�Ľ�ע�¶�һ��Ϊ520~ 600 �棬��ʼΪ��ģ��ע����ˣ����ȼٶ�п��ģ�ij�ʼ�¶�Ϊ25 �棬пҺ��ע�¶�Ϊ600 �档����ProCASTģ�����[8-11]���õ�п��ģ��пҺ��ע�����̹����е�Ӧ��������ͼ2��ͼ3��ʾ��
��п��ģ��Ӧ������ʱ��仯��ͼ���п��Ե�֪����Բ�Ǵ��⣬п��ģ���ڱ�����ѹ����������������ѹӦ��λ��п��ģ����Բ�ǹ��ɲ�λ�������Ӧ����3����λ���ֱ�Ϊ������Ե���̱���Ե���Ϸ�����Բ�ǡ�����п��ģƣ��ʧЧ��Ҫ������Ӧ�����𣬹�ֻ������Ӧ������3�������Ӧ����λ��ͨ����������1���ߣ����ֳ�����Ե�е㡢�̱���Ե�е㡢��Բ���е�ֱ�Ϊ���Բ�λ�������Ӧ���㣬Ϊ����ģ��ʹ�����ܵĹؼ��㣬����ֱ��Ϊ��1��2��3������λ�ü�ͼ2��
2.2.2 п��ģ��ʼ�¶ȶԹؼ���Ӧ����Ӱ��
��������ʵ�ʺ�пҺ�������¶�(419 ��)���ٶ�п��ģ�ij�ʼ�¶ȷֱ�Ϊ25��100��200��300 �棬пҺ��ע�¶Ⱦ�Ϊ600 �档��ģ����㣬�õ�����4������¹ؼ���1��2��3��Ӧ����ʱ��仯���ߣ���ͼ4��ʾ��
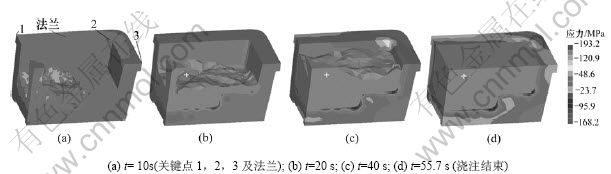
ͼ2 п��ģ��пҺ��ע������Ӧ����
Fig.2 Stress fields of zinc ingot die in casting process of zinc melt
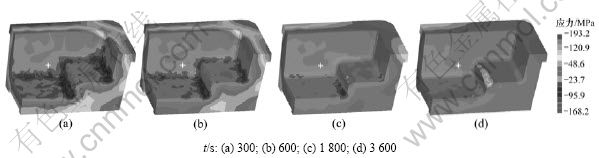
ͼ3 п��ģ��пҺ���̹�����Ӧ����(����ʾп��)
Fig.3 Stress fields of zinc ingot die in solidification process of zinc melt
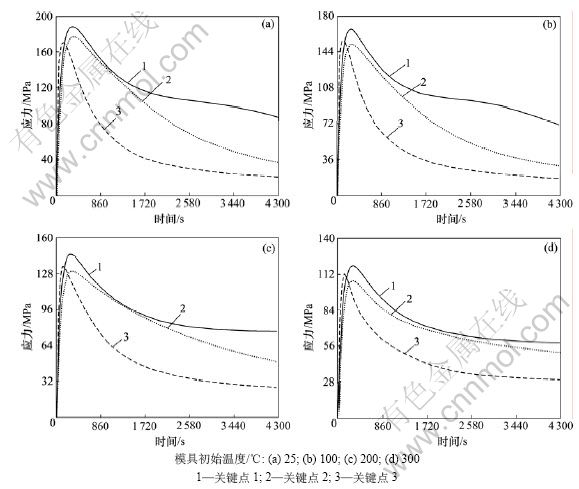
ͼ4 ��ͬģ�߳�ʼ�¶�ʱ�ؼ����Ӧ���仯����
Fig.4 Key nodes stress at various die initial temperatures
п��ģ��Ӧ�������ĸ���ԭ������п����ע�����У�ģ�߸����ֺ�пҺ�Ӵ�ʱ��IJ��졢�¶ȵĴ����ȣ�����������ֲ����²��ע��ʼǰ��û���²ģ��Ҳ��û��Ӧ���������տ�ʼʱ��ģ�߸����ֵ��²�����������ԣ�Ӧ���������ߣ��������п��ģ�ϵ��²���С���������¶�����ƽ�⣬п��ģ��Ӧ��ƽ���½����Ӹ��ؼ����Ӧ����ʱ��ı仯���߿�֪����1��Ӧ�����3����ģ�������Ʋ���λ�ã�ȴ�������Ӧ���㣻��1�����Ӧ���ȵ�3�Ĵ�12~16 MPa��
����п��ģ��ʼ�¶ȵ���ߣ����ؼ�������Ӧ�����ϼ�С��Ϊ�˸�Ϊֱ�۵ط���п��ģ�ij�ʼ�¶ȶ���Ӧ����Ӱ�죬��ȡ3���ؼ�������Ӧ����Ȼ����ģ�ߵij�ʼ�¶Ƚ�����ϣ��õ�3���ؼ�������Ӧ����ģ�߳�ʼ�¶ȵı仯���ߣ���ͼ5��ʾ������3�����߽���ֱ�ߣ���˿ɵã�����ģ�߳�ʼ�¶ȵ����ߣ��ؼ�������Ӧ����ֱ���½����������֪��ģ�ߵij�ʼ�¶ȴ�25 ��������300 ��ʱ����1�����Ӧ���½�36%����2�½�40%����3�½�34%��ƽ����˵��ģ�߳�ʼ�¶�ÿ����100 �棬�ؼ�������Ӧ���½�13%��
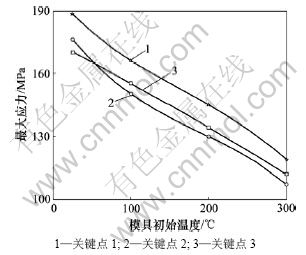
ͼ5 �ؼ������Ӧ����ģ�߳�ʼ�¶Ȼ�����
Fig.5 Relationship between key node��s maximum stress and die initial temperature
2.2.3 пҺ��ע�¶ȶԹؼ���Ӧ����Ӱ��
ʵ��������пҺ�Ľ�ע�¶�һ��Ϊ520~600 �档ѡȡпҺ�Ľ�ע�¶�Ϊ520��550��600 �棬������ע�¶ȶ�п��ģӦ��Ӱ�졣�ٶ�ģ�ߵij�ʼ�¶Ⱦ�Ϊ25 �棬��ģ����㣬�õ�������3�ֽ�ע�¶��¹ؼ���1��2��3��Ӧ����ʱ��仯���ߣ���ͼ6��ʾ��
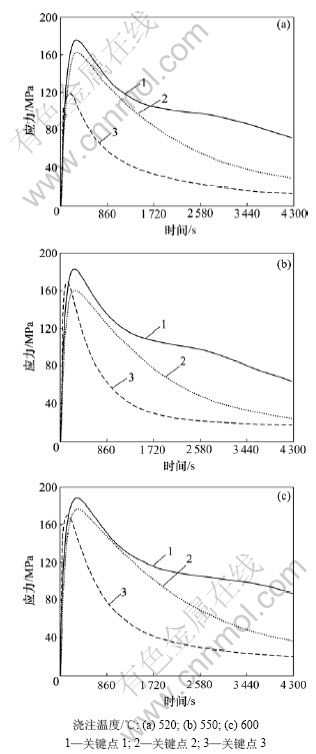
ͼ6 ��ͬпҺ��ע�¶�ʱ�ؼ����Ӧ���仯����
Fig.6 Relationship between key nodes stress at various zinc melt casting temperatures and time
��ͼ6��֪�����Ž�ע�¶ȵ��½���п��ģ�Ϲؼ����ϵ����Ӧ��Ҳ��֮���ͣ�����ע�¶ȴ�600 ���½���520 ��ʱ���ؼ���1��2�����Ӧ����188��176 MPa�½���170��163 MPa���½�Լ7%���ؼ���3�����Ӧ����170 MPa����120 MPa���½�Լ30%��
2.2.4 ģ�߳�ʼ�¶ȡ�пҺ��ע�¶��ۺ϶Թؼ���Ӧ����Ӱ��
ʵ�����������У�п��������ע����Լ4 h��ע1������һ�ν�עʱ��ģ����ע���ȣ��¶ȴ�Լ��200 �棬�ٶ�пҺ�Ľ����¶�Ϊ550 �档��ģ������3���ؼ�������Ӧ���ֱ�Ϊ131��120��108 MPa����ģ�߳�ʼ�¶�Ϊ25 �桢пҺ��ע�¶�Ϊ600 ��ʱ��Ӧ�����Ӧ��188��176��170 MPa��ȣ�ƽ���½�Լ60 MPa���½�Լ1/3��
2.3 п��ģʧЧԭ��������Ľ���ʩ
2.3.1 п��ģ����Ӧ������֯����ģ��
Ϊ�˸��õĽ���п��ģ��Բ�Dz�λ�������Ƶ�ԭ��ģ��п��ģ������Ӧ����������֯���ܣ��õ��Ϸ���(ͼ2)���������Ӧ���仯��ͼ7��ʾ��ͬһ��������������ǿ�ȵķֲ���ͼ8��ʾ[12-13]��

ͼ7 �������������Ӧ���仯ͼ
Fig.7 Casting stress of section in flange
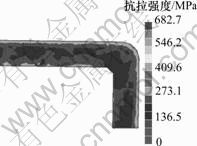
ͼ8 ��������Ŀ���ǿ��ͼ�仯ͼ
Fig.8 Tensile strength of section in flange
��ͼ7��������Ӧ���ֲ�ͼ��֪���ڷ�������Բ�Dz�λ��������Ӧ������ѹӦ������Ӧ��֮�䣬����Ӧ����С�����ԣ��ڴ˲�λ�������������Ʋ�������ͼ8���濹��ǿ�ȷֲ�ͼ���ж�����Բ�Dz�λ����ǿ��ԼΪ180 MPa��������Ե�ϴ���Ϊ270 MPa�����Լ90 MPa�����ɵõ�1�Ŀ���ǿ�ȱȵ�3��90 MPa���ҡ�
2.3.2 ʧЧԭ�����
п��ģ�IJ���ΪHT200�������ۿ���ǿ��Ӧ����200 MPa��������ָ����������ѧ���ܡ�ʵ���ϣ����������ں�����ӣ��俹��ǿ�Ȳ����½�������GB/T 9439��1988���ƺ�ΪHT200���������ں�Ϊ50~80 mmʱ�������Ŀ���ǿ�ȴ���150 MPa���ں�Ϊ80~150 mmʱ�������Ŀ���ǿ�ȴ���140 MPa[14]�����ͼ7��ʾп��ģ����Ӧ����ģ���������ƶϳ�п��ģ�����Ʋ�����ģ����������в�����Ӧ����пҺ��ע���̹����в�����
��ʵ�����������У�����ģ�ߴ����أ�Ԥ�����ѣ���ʼ��עʱһ��Ϊ��ģ��ע�����пҺ��ע�¶Ƚϸߣ��罽ע�¶�Ϊ600 �棬п��ģ��3���ؼ�������Ӧ���ֱ�Ϊ188��176��170 MPa����˴��Ӧ�����п��ģ�����ܴ���ȳ��������ʹп��ģ�������ơ�������עʱ��п��ģ��3���ؼ����ϵ����Ӧ���ֱ�Ϊ131��120��118 MPa�����С�������ڲ�λ��Ӧ�Ŀ���ǿ��150 MPa��140 MPa����ÿ��4 h���ҵ�Ӧ��ѭ�������ϱ仯�Ľ���Ӧ����ʹģ��ƣ�ͣ�����ƣ�����ơ�ͬʱ�����µ�Һ̬������ģ����ǻ����ķ�����ˢ��ʹģ����ǻ�����¶Ȳ���������ģ���ڲ��¶ȳ������ȣ�����ģ����ǻ��������ϴ����Ӧ��������ģ�߲��ϸ����µ�����ǿ�ȶ��������Ա��Σ������Ե��¶ȱ仯ʹģ�߱�����������Ե������͡���������Ӧ�������յ�����ƣ��ʧЧ[15]�����Ͽ�֪���ȳ����ƣ����п��ģ�������Ƶ���Ҫԭ��
����ģ���������п��ģ�����Ӧ����λ�ڵ�1��������Ե�е㣬���Ʒ����ڵ�3����Բ���е㡣ͼ8���濹��ǿ�ȷֲ�ͼ���ԺܺõĽ�����һ����ͼ8��֪����1���Ŀ���ǿ�ȱȵ�3����90 MPa���ң�����1����Ӧ��ֻ�ȵ�3����Ӧ����12~16 MPa���ɴ˿�֪�����Ʋ���һ��λ��Ӧ�����λ��������λ��Ӧ���ϴ�ͬʱ��֯���ܽϲ�IJ�λ��
2.3.3 �Ľ���ʩ
(1) ��ģ��Ԥ�����ѣ�����Į��עʱ��Ӧ���õ��½�ע���Ա����п��ģ�����ȳ����
(2) �Ľ�п���Ľṹ��������Բ�ǰ뾶��������Ч����п��ģԲ�Ǵ���Ӧ��������������ʱ��Բ�ǰ뾶��30 mm���ӵ�100 mm������ģ�����½�עʱ��Բ���е�����Ӧ����170 MPa�½���133 MPa��Ӧ�������½�����ͼ9��ʾ��
(3) ����п��ģ��Բ�Ǵ�����֯���ܣ�����俹�����ܡ�����п��ģ����������У���Բ�Dz�λ�����������Լӿ�Բ�Dz�λ����ȴ�ٶ�,ϸ����������ø��õ���֯����[16]��
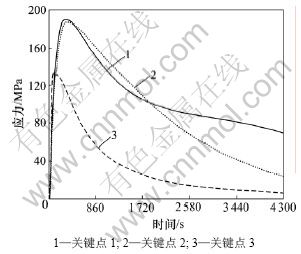
ͼ9 Բ�ǰ뾶Ϊ100 mmʱ�ؼ���Ӧ���仯����
Fig.9 Relationship between key nodes stress at 100 mm and time
3 ����
(1) п��ģ�ij�ʼ�¶�ÿ����100 �棬ģ���Ϲؼ�������Ӧ��ƽ���½�13%���ҡ�
(2) ����пҺ��ע�¶ȣ�ģ���Ϲؼ���1��2�����Ӧ���½�7%���ң�����3�����Ӧ�����½�30%����ˣ���ģӦ���õ��½�ע��
(3) п��ģ����Į�����½�עʱ������Ӧ���ϴ��ģ�߲����ϴ���ȳ������ʹģ�߲������ƣ���ʵ��������Ӧ�������⡣
(4) п��ģ�����Ʋ���һ��λ��Ӧ�����λ������λ��Ӧ���ϴ�ͬʱ��֯���ܽϲ�IJ�λ��
�ο����ף�
[1] ����ӡ, ������, ������, ��. ��������ģ������ƣ�����ܵ��о�[J]. ���켼��, 2007(5): 6-9.
XU Zhang-yin, JIANG Yin-ji, LIU Li-xin, et al. Study on the thermal fatigue property of aluminum ingot die made by spherical graphite cast iron[J]. Foundry Technology, 2007(5): 6-9.
[2] ������. ��ī����������ģ�����е�Ӧ��[J]. �ִ�����, 2008(2): 68-70.
CHEN Yong-hua. Application of vermicular cast iron in production of moulds for aluminum ingot[J]. Modern Cast Iron, 2000(2): 68-70.
[3] ����Դ. п��ģ��������̽�����о�[J]. ���켼��, 2001(1): 23-25.
WANG Li-yuan. Study on several problem of zinc ingot die production[J]. Foundry Technology, 2001(1): 23-25.
[4] ������, ��С��. ����Ǧп��ģ�Ŀ������о�[J]. ��ұ�Ƽ�, 1997(2): 27-29.
XIA Ri-xi, WANG Xiao-zhong. Research and development for export lead-zinc ingot die[J]. Science and Technology of Zhuzhou Smelter, 1997(2): 27-29.
[5] ����־, �Ϻ�־. ����ProCAST��п����ģʧЧ�����о����ṹ�Ľ�[J]. �ȼӹ�����, 2009, 38(3): 142-145.
ZHANG Li-zhi, YAN Hong-zhi. Failure mechanism study and improvement of breed of zinc ingot die based on ProCAST[J]. Hot Working Technology, 2009, 38(3): 142-145.
[6] ESI Software Inc. ProCAST user��s manual & technical reference[M]. Annapolis, America: ESI Software Inc, 2007: 135-146.
[7] Alexandrou A, Bardinet F, Loues W. Mathematical and computational modeling of die filling in semisolid metal processing[J]. Journal of Materials Processing Technology, 1999, 96: 59-72.
[8] ����, ������, �մ�Ϊ, ��. ProCAST�ڽ���������������ͺ�ģ���¶ȳ��е�Ӧ��[J]. ����, 2008, 57(12): 1263-1266.
WANG Xu, ZHAO Yu-tao, SU Da-wei, et al. Simulation of mold filling and temperature field of mold in metal mold gravity casting by ProCAST[J]. Foundry, 2008, 57(12): 1263-1266.
[9] ���, �ֺ�ͬ. �������̹���Ӧ������ֵģ�⼼��[J]. �ȼӹ�����, 2001, 12(1): 40-42.
YANG Chong, LIN Han-tong. Stress-field numerical simulation technology in solidification processing of cast[J]. Hot Processing Technology, 2001, 12(1): 40-42.
[10] Fackeldey M, Ludwig A, Sahm P R. Coupled modeling of the solidification process prediction temperature stresses and microstructure[J]. Computational Materials Science, 1996(7): 194-199.
[11] ������. ��ֵ����ѧ[M]. ����: ������ͨ��ѧ������, 2001: 150-155.
TAO Wen-quan. Numerical heat transfer theory[M]. Xi��an: Xi��an Jiaotong University Press, 2001: 150-155.
[12] Goettsch D D, Dantziq J A. Modeling microstructure development in gray cast irons[J]. Metall Mater Trans A: Phys Metall Mater Sci, 1994, 25A(5): 1063-1079.
[13] Alrawajin N, Tryggvason G. Numerical simulation of dendrites solidification with convection three-dimensional flow[J]. Journal of Computational Physics, 2004, 194: 677-696.
[14] GB/T 9439��1988. ����������ѧ����[S].
GB/T 9439��1988. Mechanical property of gray iron[S].
[15] ���, ��ɺ��, ���ƽ, ��. ���Ͻ�ѹ��ģ��ƣ��ʧЧ������������[J]. �����Ƽ���ѧѧ��, 2008, 26(2): 104-106.
GUO Nan, ZENG San-qi, LI Gui-ping, et al. Thermal fatigue failure analysis and solutions of aluminium alloy die[J]. Journal of Shanxi University of Science and Technology, 2008, 26(2): 104-106.
[16] ���촺. �����γ����ۻ���[M]. ����: ��е��ҵ������, 1987: 94-116.
LI Qing-chun. Theoretical principle of casting forming[M]. Beijing: China Machine Press, 1987: 94-116.
�ո����ڣ�2010-04-08�������ڣ�2010-07-15
������Ŀ��������Ȼ��ѧ����������Ŀ(50975291)
ͨ�����ߣ��Ϻ�־(1964-)���У����ϰ����ˣ���ʿ�����ڣ���ʿ����ʦ�����»�е����������о����绰��13637315291��E-mail: yhzcsu@163.com
