
����TiC�ֽ�Ӳ�ʺϽ����ܻ�����
��ӵ������Ϫ�������������Ը���
(���ϴ�ѧ ��ĩұ������ص�ʵ���ң����� ��ɳ��410083)
ժ Ҫ��
ժ Ҫ����������ʽ��ĥ����Fe-3.0Cr-3.0Mo-0.5Cu-0.5C-33TiC���ֽ�Ӳ�ʺϽ��Ϸ�ĩ���и�����ĥ�����ս��ĺϽ�����ȵȾ�ѹ�Ͷ��촦�����о���ĥʱ�䡢�ȵȾ�ѹ�����칤�նԺϽ���֯�����ܼ���϶�ȵ�Ӱ�졣�о����������������ĥʹ��ĩϸ���ͳɷ־��Ȼ����ٽ��ս���̣�����ĥʱ����ӳ����Ͻ���֯ϸ�������ܣ��ȵȾ�ѹ�Ͷ��칤�տɽ�һ����С�������Ͻ����ս������Ŀ���ȱ�ݣ�������Ϊ����գ���ʹTiC����֮����������飬��ʹӲ���������ɢ�ֲ����Ӷ������ս���֯����ߺϽ�������Լ���ѧ���ܡ�
�ؼ��ʣ�
TiC�ֽ�Ӳ�ʺϽ������ܻ���������ĥ���ȵȾ�ѹ��������
��ͼ����ţ�TF125.3 ���ױ�־�룺A ���±�ţ�1672-7207(2009)06-1563-05
Densification processing of a new steel bonded titanium carbide
XIONG Yong-jun, LI Xi-bin, LIU Ru-tie, ZHAO Fu-an
(State Key Laboratory of Powder Metallurgy, Central South University, Changsha 410083, China)
Abstract: The Fe-3.0Cr-3.0Mo-0.5Cu-0.5C-33TiC mixed powders were prepared by high energy ball milling in a planetary ball mill. The sintered alloy was treated by HIP (hot isostatic pressing) and forging. The effect of ball milling time, HIP and forging on the microstructure, properties and porosity of alloy was studied. The results show that high energy ball milling refines and homogenizes the mixed powders, accelerates the sintering process, and with the increase of milling time, the grain is finer and the alloy is denser. HIP and forging is beneficial to decrease or remove the pole formed during the sinter course, and as the last process, forging breaks the junctions between TiC particles, the microstructure and mechanical properties of alloy are improved.
Key words: steel bonded titanium carbide; densification; high energy ball milling; HIP (hot isostatic pressing); forging
TiC�ֽ�Ӳ�ʺϽ�����TiC��Ӳ���࣬�Ը���ճ�����ͨ����ĩұ���Ʊ����ɵ�һ�ָֻ����ϲ��ϡ�������Ӳ����TiC���и�Ӳ��(HV 3 200)�����۵�(3 150 ��)�����õĸ����ȶ��ԣ���ճ����־������õ����ԣ�ʹ��TiC�ֽ�Ӳ�ʺϽ��ۺ���Ӳ�ȸߡ���ճ���Ժá���ĥ�������Ժã��ɻ��ӹ��Ϳ��ȴ������ص㡣��20����60���������TiC�ֽ�Ӳ�ʺϽ�õ��˿��ٷ�չ������ģ�ߡ����ߺ���ĥ���������õ��㷺Ӧ��[1-4]�����ڳɷּ����յȷ���ԭ���ҹ�Ŀǰ������TiC�ֽ�Ӳ�ʺϽ�������в����룬�ر�����ؼ�ָ���϶�ȹ���������Լ�����ں��졢��������������ҵ������µ�Ӧ�á�������ĥ���ȵȾ�ѹ������ȹ�����Ϊ��Ҫ�IJ����Ʊ��ʹ����ֶΣ����㷺Ӧ���ڲ���������������о����ڸֽ�Ӳ�ʺϽ������о���Ա�Բ�����Щ�ֶν��иֽ�Ӳ�ʺϽ��Ʊ��ʹ����������о�[5-10]����������TiCԭλ�ϳ�Ӳ�ʺϽ���о�����ͬʱ����3�ֹ�����ֱ����TiC��������Ϊ�ɷ���Ԫ���ӵ��о�Ŀǰ��δ��������Ϊ�ˣ��������߶�һ������TiC�ֽ�Ӳ�ʺϽ��Ϸ�ĩ���и�����ĥ�����������ս��ĺϽ�����ȵȾ�ѹ�Ͷ��촦���������⼸�ֹ��նԺϽ��϶�ȼ��ۺ����ܵ�Ӱ������о���
1 ʵ ��
1.1 ԭ�ϼ������Ʊ�
ʵ����õ�ԭ�Ϸ�ĩ��TiC�ۡ�Cr-Fe�ۡ�Mo�ۡ�Cu�ۡ�C�ۡ�Fe��(����TiC����Ϊ4.3 ?m��Cr-Fe�ۡ�Mo�ۺ�Fe�۵����Ⱦ�С��7.5 ?m)������1��ʾ�ijɷֽ������ϡ�
��1 ʵ����TiC�ֽ�Ӳ�ʺϽ�ijɷ�
Table 1 Chemical compositions of steel bonded titanium carbide w/%

Ϊ����ѹ�ƣ���ĩ������2%(��������)��ʯ����Ϊ���μ���
�Ͻ��Ʊ�����Ϊ�����ϡ�������ĥ����ɡ���ɸ�� ģѹ������ս���ȵȾ�ѹ�����졣���սᡢ������ȵȾ�ѹ��ֱ�ȡ���ӹ��ɽ���Ϳ���������
������ĥ�����Ͼ���ѧ������������QM-1SP4������ʽ��ĥ����ĥ��Ϊ�����������������Ϊ10?1������ʪĥ��ʽ����ĥ����Ϊ�����飬ת��Ϊ300 r/min����ĩ��6�����ֱ���ĥ0��1��5��10��20��30 h��
��������ABB��˾QIH-6���ȵȾ�ѹ�豸�����ȵȾ�ѹ��ѹ��Ϊ14��107 Pa���¶�Ϊ1 260 �棬���±�ѹʱ��Ϊ0.5 h��
�������75 kg���������ƶ�ģ������¶�Ϊ1 200 �档
1.2 ���ܲ���
������ˮ���ⶨ�Ͻ��ܶȣ�����HBRVU-187.5�Ͳ���ά��ѧӲ�ȼƲⶨ�Ͻ�Ӳ�ȣ�����LJ-3000A�ͻ�еʽ������������ԺϽ���ǿ�ȣ���LeicaMeF3A����������������֯���й۲죬����Leica Q550��������ϵͳ�������Ŀ�϶�Ƚ��з�����
2 ���������
2.1 ������ĥ�ԺϽ������Լ��ۺ����ܵ�Ӱ��
ͼ1��ʾΪ��ĩ��ĥ��ͬʱ���1 400 ������ս��960 �����»ػ��Ͻ�Ľ����� Ƭ�����У��Ұ�ɫ����TiC�࣬�Բ���������Ϊ �������ֿ���ճ���γ��Ž��ࣻ��ɫ�������֯Ϊ�ֻ��壬�Իػ�������Ϊ��������������������塣������ĥʱ������ӣ��Ͻ������֯ϸ����TiC�������ȼ�С�ҷֲ����ھ��ȡ�����ĥ���ںϽ��д��ڵĽϴִ���Ž�������ĥ20 h���ѱ��ʮ��ϸС��������֯��Ŵ�1 000�����ϲſɷֱ档
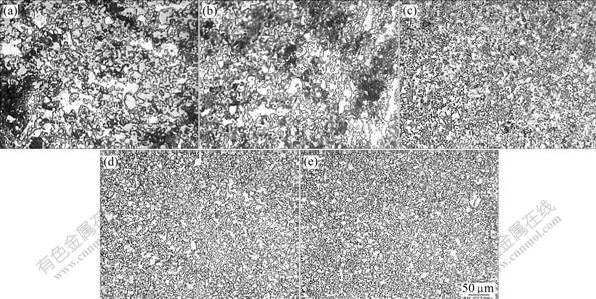
��ĥʱ��/h��(a) 1; (b) 5; (c) 10; (d) 20; (e) 30
ͼ1 ��ĥʱ�䲻ͬʱ�ս�Ͻ����֯��ò
Fig.1 Microstructures of material sintered after ball milling for different time
ͼ2��ʾΪ��ĥʱ����Ͻ��϶�ȵĹ�ϵ����ͼ2���Կ�����δ���и�����ĥ�����ĺϽ��϶�����(4.88%)��������ĥʱ������ӣ��Ͻ��϶��Ѹ�ټ�С����ĥ10 h��϶�ȼ�С���ٶȱ仺����ĥ30 h��϶�ȴﵽ���ֵ(0.42%)���Ͻ��϶������ĥʱ������Ӷ���С��ԭ�����ڸ�����ĥ�ɴٽ��ս���̣�һ���ڸ�����ĥ�����У���ĩ���ڷ������λ����˴����Ŀ�λ��λ����ȱ�ݣ�Ϊ�ս�����е�ԭ��Ǩ���ṩ��ͨ������������ĥʱ�����ӣ���ĩ���ȼ�С����ĩ�ܵıȱ�������λԴ���࣬�Ӷ��ٽ���Ӧ�ı�����ɢ�������ɢ���̣�ʹ���ս���̸��졢����ȫ[11-12]��

ͼ2 �Ͻ��϶������ĥʱ��ı仯����
Fig.2 Change curve of porosity of alloys with ball milling time
2.2 �ȵȾ�ѹ�ԺϽ������Լ��ۺ����ܵ�Ӱ��
���ø�����ĥ30 hʱ�Է�ĩ�ս��������ȵȾ�ѹ��������2��ʾΪ�ȵȾ�ѹ����ǰ����Ͻ�����ܱȽϽ�����ӱ�2���Կ��������ȵȾ�ѹ�����Ͻ��϶�ȼ�С���ۺ�����������ߣ���Ӳ�����14.9%������ǿ�����34.4%����϶����0.42%��С��0.26%��
��2 �ȵȾ�ѹǰ����Ͻ������
Table 2 Mechanical properties of alloy before and after HIP

ͼ3��ͼ4��ʾΪ�ȵȾ�ѹǰ����Ͻ������֯�Ϳ�϶����Ƭ����ͼ3���Կ������ȵȾ�ѹǰTiC�����ʲ��������Σ��߽��������ֲ���̫���ȣ����ֿ���֮������ӣ��ȵȾ�ѹ��TiC������״���Ӳ������ұ߽�ģ��������֮����������Ӿ硣��ͼ4���Կ������ս��Ļ�����֯�д�����һ�������Ŀ������ȵȾ�ѹ��������С����ʧ��
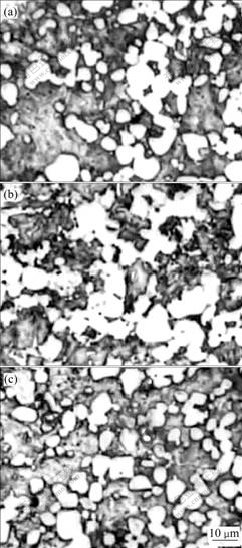
(a) �ȵȾ�ѹǰ��(b) �ȵȾ�ѹ��(c) �����
ͼ3 �ȵȾ�ѹ�Ͷ���ǰ����Ͻ������֯
Fig.3 Microstructures of alloy before and after HIP and forging
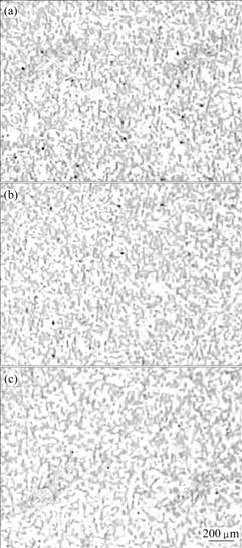
(a) �ȵȾ�ѹǰ��(b) �ȵȾ�ѹ��(c) �����
ͼ4 �ȵȾ�ѹ������ǰ����Ŀ�϶��
Fig.4 Porosities of alloy before and after HIP and forging
TiC��Ȼ��������Ԫһ�㲻������Ӧ������һ���¶������£��������ɳ����黯������������ȴ�����У����ѵ�TiC�����ֳ��ֺϲ�����[13]���ȵȾ�ѹ���̲�����һ���¶ȵ����ߺ���ȴ���̣�������һ�����У�ʼ�ձ�����140 MPa�ĸ�ѹ����һѹ���Ĵ��������ڼ�С�������ս���̲����Ŀ��Ȼ�����֯ȱ�ݣ���TiC�����ĺϲ�����Ҳ�дٽ����á��ʾ����ȵȾ�ѹ����������֯�������ܣ���TiC����֮�����������Ӿ硣��������˵��TiC���������ӶԺϽ����ܲ�������Ӱ�죬�ر��Ƕ�ǿ����Ӱ�죬�������÷�ĩұ���Ʊ���TiC�ֽ�Ӳ�ʺϽ���˵���������ԶԺϽ�ǿ�ȵ�Ӱ�����[14-15]��
2.3 ����ԺϽ������Լ��ۺ����ܵ�Ӱ��
�ֽ�Ӳ�ʺϽ�Ļ���Ϊ�Ͻ�֣��ʶ���ͨ�����������ٺϽ��ڲ�ȱ�ݣ�������֯�ṹ�����ܣ��������������TiCӲ�ʿ����Ĵ�����Ϊ���������һ�������ѣ�������ͨ�����ɶ����ײ������ƣ�ʹ�������ϡ�������������ƵĶ�ģ���ж��죬��ԭ���ǽ�2���м�����ΰ��۵Ķ�ģ��ס�������ж��죬�������������Ӵ����������ͨ����ģ�����������������ɶ���ʱ�����ڲ����������ͬ����ģ����ʱ�������ܵ����Ƕ���ѹӦ�������ֶ���ѹ��������״̬��������ǿ����������������ʹ�ö������Ƴ��ֵĸ��ʴ�͡��ڶ�������У��Ͻ�ı��λ������Ǹֻ�������Ա��Σ������е�Сȱ���ڴ˹����л��պϣ������ܶ���ߡ�Ӳ�����TiC�������������Ա��Σ��������ջ��崫�ݵ����������飬�ʶ���ǰTiC����֮�以�����ӽ����أ��������ֻ������ӵ�TiC���������Ӵ������ϣ�������ø��������ֲ�Ҳ������ɢ���ȡ�
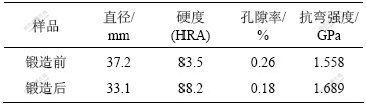
��3��ʾΪ���ö�ģ����ǰ����Ͻ�ĸ�������ָ�ꡣ�ӱ�3���Կ���������ǰ����ֱ��Ϊ37.2 mm�����������ֱ��Ϊ33.1 mm��ֱ�����ٷ��ȴﵽ11%����ֵı������Ƕ�������кϽ����ܻ�����֯���Ƶı�֤����϶���ɶ���ǰ��0.26%��С��0.18%��Ӳ��(HRA)�Ϳ���ǿ����ֱ��ɶ���ǰ��83.5��1.558 GPa��ߵ�������88.2��1.689 GPa��
��3 ����ǰ����Ͻ����Ҫ����
Table 3 Main mechanical properties of alloy before and after forging
��ͼ3(c)��ͼ4���Կ�����ͨ���ȵȾ�ѹ�������Ͻ���֯�в�����С������һ�����������ֻ������ӵ�TiC���������Ӵ������ϣ��γ���ɢ�ֲ��Ŀ������Ͻ����ս�̬��֯ת��Ϊ����̬��֯[16]��
3 �� ��
a. �ڸ�����ĥ�����У���ĩ�ķ�������ʹ���ս������ǿ�����ȼ�С������ԭ��Ǩ�Ƶľ��롣������ĥʱ������ӣ��ս��Ͻ����֯ϸ�����ɷ־��������ӣ��Ͻ��Ӳ�ȺͿ���ǿ������϶�ȼ�С��
b. �����ȵȾ�ѹ�����Ͻ��ս����ڵĿ�����֯ȱ�ݼ�С����ʧ���Ͻ����ܻ����Ͻ��ۺ�����������ߣ����У�Ӳ�����14.9%������ǿ���� ��34.4%��
c. ͨ�������Ķ�ģ���칤�գ��ȵȾ�ѹ��Ͻ����Դ��ڵ�ϸС����һ�����������ֻ������ӵ�TiC���������Ӵ������ϲ��γ���ɢ�ֲ����Ͻ���֯�õ����ƣ��Ͻ�Ӳ�ȺͿ���ǿ�Ƚ϶���ǰ�ֱ����5.6%��8.4%��
�ο����ף�
[1] Akhtar F. Microstructure evolution and wear properties of in situ synthesized TiB2 and TiC reinforced steel matrix composites[J]. Journal of Alloys and Compounds, 2008, 459(1/2): 491-497.
[2] Jiang Q C, Ma B X, Wang H Y, et al. Fabrication of steel matrix composites locally reinforced with in situ TiB2-TiC particulates using self-propagating high-temperature synthesis reaction of Al-Ti-B4C system during casting[J]. Composites: Part A, 2006, 37(1): 133-138.
[3] WANG Jing, WANG Yi-san, DING Yi-chao. Production of (Ti,V)C reinforced Fe matrix composites[J]. Materials Science and Engineering A, 2007, 454/455: 75-79.
[4] Farid A, GUO Shi-ju, FENG Pei-zhong, et al. TiC-maraging stainless steel composite: microstructure, mechanical and wear properties[J]. Rare Metals, 2006, 25(6): 630-635.
[5] Farid A, GUO Shi-ju, CUI Feng-e, et al. TiB�� and TiC stainless steel matrix composites[J]. Materials Letters, 2007, 61(1): 189-191.
[6] Farid A. Processing, microstructure, properties and wear behavior of in situ synthesized TiB2 and TiC thick films on steel substrates[J]. Surface and Coatings Technology, 2007, 201(24): 9603-9609.
[7] Degnan C C, Shipway P H. A comparison of the reciprocating sliding wear behaviour of steel based metal matrix composites processed from self-propagating high-temperature synthesised Fe-TiC and Fe-TiB2 masteralloys[J]. Wear, 2002, 252(9/10): 832-841.
[8] WANG Jing, WANG Yi-san. In-situ production of Fe-TiC composite[J]. Materials Letters, 2007, 61(22): 4393-4395.
[9] WANG Xin-hong, ZOU Zeng-da, QU Shi-yao. Microstructure of Fe-based alloy hardfacing reinforced by Tic-VC particles coating[J]. Journal of Iron and Steel Research International, 2006, 13(4): 51-55.
[10] Patrik P, Anders E W, Steven S. Self-propagating high-temperature synthesis and iquid-phase sintering of TiC/Fe composites[J]. Journal of Materials Processing Technology, 2002, 127(2): 131-139.
[11] Mansour R, Mohammad R R, Amir H R. Effect of nanocrystalline TiC powder addition on the hardness and wear resistance of cast iron[J]. Materials Science and Engineering A, 2007, 454/455: 144-147.
[12] Akhtar F, Guo S J. Microstructure, mechanical and fretting wear properties of TiC-stainless steel composites[J]. Materials Characterization, 2008, 59(1): 84-90.
[13] ����Ӳ�ʺϽ�. �ֽ�Ӳ�ʺϽ�[M]. ����: ұ��ҵ������, 1982: 84-85.
Zhuzhou Cemented Carbide Plant. Steel bonded carbide[M]. Beijing: Metallurgical Industry Press, 1982: 84-85.
[14] WANG Jing, WANG Yi-san, DING Yi-chao. Reaction synthesis of Fe-(Ti,V)C composites[J]. Journal of Materials Processing Technology, 2008, 197(1): 54-58.
[15] Pagounis E, Talvitie M, Lindroos V K. Microstructure and mechanical properties of hot work tool steel matrix composites produced by hot isostatic pressing[J]. Powder Metallurgy, 1997, 40(2): 55-59.
[16] ���ٱ�, �� ��. GT35������ѹ���ͳ���ģ[J]. Ӳ�ʺϽ�, 1996, 13(4): 236-241.
WANG Rong-bin, HAI Bo. GT35 crank hot-pressing rotary-forging forming die[J]. Cemented Carbide, 1996, 13(4): 236-241.
�ո����ڣ�2009-01-10�������ڣ�2009-03-31
������Ŀ���������������Ŀ(MKPT-02-204)
ͨ�����ߣ���ӵ��(1970-)���У������ϲ��ˣ���ʿ�о��������·�ĩұ���Ħ��ĥ�����о����绰��0731-88876566��E-mail: xt7073@sohu.com
