
���±�ţ�1004-0609(2012)10-2762-06
�ȴ���ϵ����TC4�ѺϽ��ȱ��ι���Ħ�������ⶨ��Ӱ��
�� ��1��������1������1��ۢ�尲2��������2�����λ�2
(1. ������ҵ��ѧ ����ѧԺ������ 710072��
2. �����������շ�����(����)�������ι�˾������ 110043)
ժ Ҫ��
��TC4�ѺϽ��ڱ����¶�Ϊ940 �桢�⾶���ھ��߶�֮��Ϊ20:10:7��Բ������Բ�����ʵ�飬����������Ԫ����DEFORM-3D����ֹ��̽���ģ�⡣����������ȴ���ϵ����Ħ�������IJⶨ�кܴ�Ӱ�죬�ȴ���ϵ�����ӵ��¹�����ģ�ߵĽӴ����¶��½���Ħ�����ӣ����ڲ�ͬ������Ӧ���ò�ͬ���ȴ���ϵ������ģ�⣬�Ӷ�������ͬ������У���ߡ����ò�ͬ���ȴ���ϵ���ֱ���������Ħ�������µ�����У���ߣ����Բ�����ʵ�飬���յó�TC4�ѺϽ�940 ����±���ʱ�ڸ�Ħ���Ͳ����������µ�Ħ������ֵ�ֱ�Ϊ0.59��0.42��
�ؼ��ʣ�
Բ�����ʵ��������Ԫģ�����ȴ���ϵ����Ħ��������
��ͼ����ţ�TG301 ���� ���ױ�־�룺A
Effect of heat transfer coefficient on measurement of
friction factor in hot deformation of Ti-6Al-4V alloy
TAO Huan1, ZENG Wei-dong1, ZHU Yan-chun1, TAI Qing-an2, LI Xiao-guang2, LI Zhi-hua2
(1. School of Materials Science and Engineering, Northwestern Polytechnical University, Xi��an 710072, China;
2. Avic Shenyang Liming Aero-Engine (Group) Co., Ltd., Shenyang 110043, China)
Abstract: The ring-compression test of Ti-6Al-4V alloy was carried out at 940 �� and the ratio of outer diameter, inner diameter, height of 20:10:7. And the ring compression process was simulated by means of DEFORM-3D software. The results show that the effect of heat-transfer coefficient on measurement of friction factor is significant. The increase of heat-transfer coefficient results in the decrease of interfacial temperature between the workpiece and dies, and in turn leads to the increase of friction. Therefore, for various lubricant media, different heat-transfer coefficients should be chosen to conduct the FE simulation and establish different calibration curves. Combined with the ring-compression test, different heat-transfer coefficients for glass lubricant and dry friction condition are selected to establish the calibration curves, and finally the friction factors of TC4 titanium alloy under high temperature (940 ��) deformation for dry friction and glass lubricant condition are determined to be about 0.59 and 0.42, respectively.
Key words: ring-compression test; FE simulation; heat-transfer coefficient; friction factor
������Ŀ��������Ȼ��ѧ����������Ŀ(51075333)�����̼��������ص�ʵ���ҿ��ſ���(35-TP-2009)
�ո����ڣ�2011-11-22�������ڣ�2012-03-01
ͨ�����ߣ������������ڣ���ʿ���绰��029-88494298��E-mail: zengwd@nwpu.edu.cn
�������Լӹ������е��������ġ�������������ɡ�����ĥ�𡢲�Ʒ����������Ч�ʵȾ���Ħ������������أ�����������Ӱ�졣ȷ���Ӵ�����Ħ���������˽������ģ��ĽӴ����ӳ�ģ���������������Ч�ʵȾ�����Ҫ����[1-2]����Ħ���������ڶ�ⶨ�����У�Բ����ַ�����Ϊ��һ�ּ���Ч�ķ�������Ӧ��Բ����ַ��ⶨĦ������������ȷ������У����[3]��
����Բ���������У���ߵ�ȷ����ǰ�����˴������о���AVITZUR��[4]��KUDO[5]�춨�˽�����(�����������߷�������)�����ۻ������������[6-8]�ý��������Բ�����ʵ��ⶨ�˲�ͬ���ϡ���ͬ�������µ�Ħ�������������������DZ��ι����м���������߽������ı仯�������˸÷�����Ӧ�ã�SOFUOGLU��[9]��������ģ�⼼��(PMT)�������Ԫ��(FEM)�ó���Ħ����������У��������ϵ����ԡ�ʵ�������IJ�ͬ���仯��ROBINNSON��[10]Ҳ��Ϊ�����о���������е�Ħ������ʱ����ģ��ʵ��������Ԫģ����һ�ּ��ָ�Ч�ķ�������������ģ��ʵ�������õIJ�����ʵ��������ڽϴ�IJ�ࡣ����������������Ԫ�����ķ�չ�ͳ��죬��������Ԫ�����Ĺ㷺Ӧ�ã�����Ԫ���ѳ�Ϊ���Լӹ����̷�������������֮һ����������Ԫ��������ȷ�ش���Ħ���߽�ʹ��ȱ߽�������ȷ��ģ��Բ����ֹ����н�����������״�ߴ�仯���ɣ���ˣ�Բ����ֽ������Ԫ����Ϊ�ⶨĦ����������Ҫ�ֶΣ��ɴ�ȷ��������У���߸��ӽ�ʵ�����Լӹ�������Ħ��������
���ͬʱ��������ģ�߽Ӵ������ȴ��������ڽ������Գ��ι�����������Ҫ�����á����ȳ������У��ȴ���ϵ����Ħ��������ͬ�����ڽӴ���֮�䣬��Ӱ���������[11]�����ڴ�ͳ��Բ���������Ԫģ������У�û�п��ǵ���ͬ�������������ȴ���ϵ����ͬ����������ܺ���������������Ĭ�ϵ��ȴ���ϵ��ֵ���������õĽ���Dz�ȷ�ģ��ڹ�������ر���Ҳ���ټ�����������Ӧ�ô�����������Ԫ����DEFORM-3D��Բ�ͬ�ȴ���ϵ������TC4�ѺϽ���±��ε�����Ԫģ�⣬�о��ȴ���ϵ����Ħ�������ⶨ�е�Ӱ�죬�����Բ�����ʵ��ȷ����Ħ���Ͳ�����������TC4�ѺϽ���±��ε�Ħ������ֵ��
1 Բ�����ʵ�鼰ģ��
1.1 Բ�����ʵ��
ѡ��TC4�ѺϽ���Ϊʵ����ϡ�Բ�����ʵ����1 000 t�綯����ѹ�����Ͻ��С����ʱ������ģ�߲���ѡ�ù������õ�4Cr5W2VSi������һ�ֿ���Ӳ��������ģ�߸֡��������¾��нϸߵ���ǿ�ȡ�Ӳ�ȡ���ĥ�ԡ����ԺͽϺõ���ƣ�����ܡ��仯ѧ�ɷ�����(GB/T 1299��2000������������%)��C 0.32~0.42��Si 0.80~1.20��Mn��0.04��Cr 4.50~5.50��W 1.60~2.40��V 0.60~1.00��P��0.30��S��0.30��Բ���ߴ��������20:10:7(�⾶do 40 mm���ھ�di 20 mm���߶�14 mm)����ʵ�顣�ѺϽ���ģ��ͨ�����ò����������ʵ��ѡ�ò�������Ħ��������������Բ�����ʵ�飬������������Ϳ���������������棬�����������¯��Ϊ940 ��ļ���¯��ģ��Ԥ���¶�Ϊ150��300 �棬�����ɼ���¯��ȡ����ֱ������ģ���Ͻ��б�����Ϊ30%��50%��Բ�����ʵ�顣Ϊ�˱�֤ʵ��Ŀ��ظ��Ժ�ȷ�ԣ�ÿ�������ظ���3��������ʵ������α꿨�߲���Բ�����ھ��߶ȣ��ھ���ÿ���������ϡ��С���3����������Σ���6��ֵ���߶���Բ�ܷ���ÿ��120���һ�Σ���3��ֵ��ÿ��������3��Բ����ƽ��ֵ��Ϊʵ��ֵ��
1.2 ����Ԫģ��
��������Ԫģ���ܹ��ṩԲ����ֹ��̵ĸ�����Ϣ��������ʵ��Բ��ѹ��ʵ����бȽϣ��ڱ�ģ���в�������Ԫģ������DEFORM-3D���м��㡣ģ��������������ΪTC4�ѺϽ�Բ���ľ���ߴ���ʵ���������ߴ�һ�¡�����Ԫģ��ij�ʼ�������£�Բ�����ģ����̳�ʼ�¶�ȡ940 �棬����ģ��Ϊ����ģ�ߣ���ģѹ����Ϊÿ�Ӳ�0.05 mm����ģ��ֹ������������Ϊ50%ʱ����ʵ�顣ģ�߳�ʼ�¶�Ϊ200 �棬Ħ������mȡ0~1.0������Բ������Գƣ�����ѡȡ1/2���ֽ���ģ�⣬����������ԼΪ40 000������������Ԫ�����Դ��IJ�������¼��ͬ������ѹ��������µ��ھ��仯�����Ӷ�����Ħ�������ⶨ������У���ߡ�
2 �������������
2.1 Բ�����ʵ����
ÿ��������ÿ�������ھ���ƽ��ֵ�Լ�3��������ƽ��ֵ���ڱ�1�С��ӱ�1���Կ�������ֺ������ߴ���кܺõ�һ���ԣ�˵���������̿��Ƶúܺá�ͼ1��ʾΪ��ͬ�����±��κ�Բ�������������Ƭ����ͼ1���Կ�������ֺ�����������Ϊ��࣬��״����������ʵ����̿��Ƶúܺã�ΪĦ��������ȷ�ⶨ�춨�˻�����
��1 20:10:7Բ���ڲ�ͬ��������ֺ��ھ��ߴ�
Table 1 Inner diameters of rings with ratio of 20:10:7 deformed under different deformation conditions


ͼ1 ��ͬ������Բ�����������Ƭ
Fig. 1 Photos of ring compression test specimens under different conditions: (a) Height reduction of 30%, glass lubrication; (b) Height reduction of 30%, dry friction; (c) Height reduction of 50%, glass lubrication; (d) Height reduction of 50%, dry friction
2.2 �ȴ���ϵ����Ӱ��
�ȴ���ϵ���Ǵ��ȹ�����Ӱ���������ݵ�һ����Ҫ����������ӳ���ȹ��̵�ǿ�ҳ̶ȡ��������Գ��������ǰ����������IJ����ʹ��ݣ�����Ӱ�����������������������Լ���Ʒ������������ȷ���ȴ���ϵ����ȷ����Ħ������������Ҫ���塣�о��ȴ���ϵ����Բ�����ʵ���Ӱ�죬�����⼸��ȫ��������ֵģ��ķ����������Ŵ�����������Ԫ����DEFORM-3D�ķ�չ����������Ϊ��ʵ����һģ����������ߡ�Ϊ��֤���ȴ���ϵ����Ħ�������ⶨ��Ӱ�죬�ڱ�ʵ���У�����TC4�ѺϽ���940 ����ε�Բ����ֹ��̽����о���ѡȡĦ������(m)Ϊ0.35���ȴ���ϵ��(h)�ֱ�Ϊ1��5[12]��10[13]��15[14]��20[12]��25 kW/(m2��K)��������Ԫģ�⣬��Բ���ھ��仯��Ϊ�����꣬��ѹ����Ϊ������������ߣ������ͼ2��ʾ��
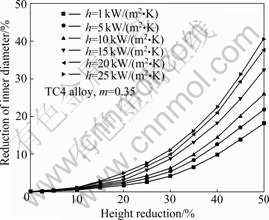
ͼ2 �ȴ���ϵ��������У���ߵ�Ӱ��
Fig. 2 Effect of heat transfer coefficient on calibration curves
��ͼ2���Կ���������ͬ��Ħ�����������£������ȴ���ϵ�������������߲������ƣ��ھ���С�����������������ȴ���ϵ����������������ģ��֮����������ݼӿ죬ʹ����ģ�ߵĽ����������½���������������Ħ����Ч��������ͬһĦ�����������£���ͬ���ȴ���ϵ�����õ��ھ��仯�����ܴ��Ա�����Ϊ50%Ϊ�������ȴ���ϵ���ֱ�ȡ10��20 kW/(m2��K)ʱ���ھ��仯������9.3%���ɴ˿�֪��������Ԫģ������У��ȴ���ϵ����Ħ�������IJⶨ�кܴ�Ӱ�죬���ڲ�ͬ�����ʣ�Ӧ���ò�ͬ���ȴ���ϵ���ֱ���Ħ����������У���ߡ�
2.3 Ħ�������IJⶨ
�ڽ���Բ����ֹ�������Ԫģ��ʱ���ȴ���ϵ�������ӣ��൱�������˹�����ģ��֮����ȴ����������¶�Ѹ�ٽ��ͣ����൱�������˽Ӵ�������Ħ����������ˣ����ڲ�ͬ�����������ڽ���Բ�����ʵ��ⶨ����У����ʱ��Ӧ���ò�ͬ���ȴ���ϵ����������ͬ��Ħ����������У���ߡ�ͨ������������ף��ڱ�ʵ���У��Բ���������ѡȡ�ȴ���ϵ��Ϊ5 kW/(m2��K)����ģ�⣬������Ԫ����DEFORM-3D����Ĭ��ֵһ�£����ڸ�Ħ��������ѡȡ�ȴ���ϵ��ֵΪ10 kW/(m2��K)������DEFORM-3D�Դ��IJ������ߣ����ѹ�����ֱ�Ϊ5%��10%��15%��20%��25%��30%��35%��40%��45%��50%ʱ���ھ��仯����Ȼ�����Origin 8.0��ͼ��������ѹ����Ϊ�����꣬�ھ��仯��Ϊ�����꣬��������У���ߣ������ͼ3��4��ʾ��
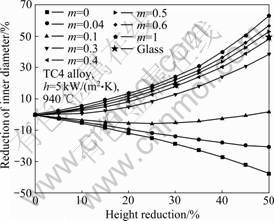
ͼ3 ������������Ħ����������У����
Fig. 3 Friction calibration curves under glass lubrication condition
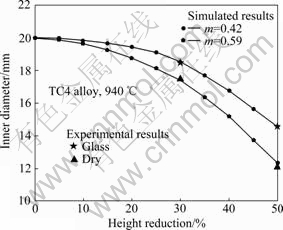
���ݱ�1���õ�ʵ���������ͼ3��4���Ƶ�Ħ����������У���ߣ������Բ�ֵ���������ʵ�ʵ�Ħ���������ڱ�����Ϊ30%��50%ʱ����Ħ�������µ�Ħ�������ֱ�Ϊ0.60��0.58�������������µ�Ħ�������ֱ�Ϊ0.43��0.41������dz��ӽ����ɴ˵ó�����Ħ��������Ħ������Ϊ0.59��������Ħ������Ϊ0.42��
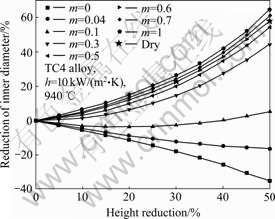
ͼ4 ��Ħ��������Ħ����������У����
Fig. 4 Friction calibration curves under dry friction condition
3 ��֤
Ϊ����֤ʵ������ȷ�ԣ����ո�Ħ��ʱm=0.59��������ʱm=0.42����ģ����㣬ģ��������䣬ģ������ʵ�����ĶԱ���ͼ5��ʾ����Բ����������ھ���ģ�����ý��бȽϣ������ͼ6��ʾ����ͼ5���Կ�����ģ������ʵ�����Ǻϵúܺã�ģ�������ھ�ֵ��Բ���������ʵ���ھ�ֵʮ�ֽӽ���ʵ��ֵ�ֲ���ģ�����ߵ����࣬���������������3%(��ͼ6)���Ӷ���֤�˱���ģ��������ȷ�ԡ�
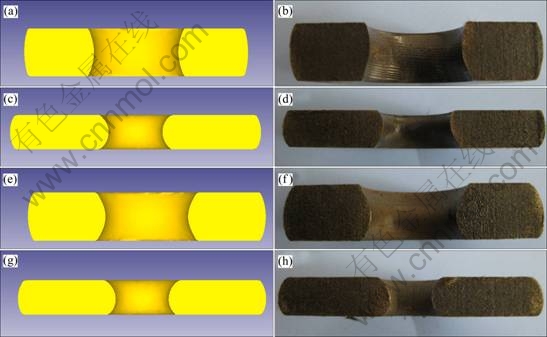
ͼ5 Բ�����ʵ������ģ�����Ա�
Fig. 5 Comparison between ring compression test results and simulation: (a) m=0.42, height reduction of 30%; (b) Glass lubrication, height reduction of 30%; (c) m=0.42, height reduction of 50%; (d) Glass lubrication, height reduction of 50%; (e) m=0.59, height reduction of 30%; (f) Dry friction, height reduction of 30%; (g) m=0.59, height reduction of 50%; (h) Dry friction, height reduction of 50%
DEFORM����������Ԫģ����������ģ�������Ĭ�ϵ�Ħ������Ϊ0.3�����ǵ��ѺϽ�����ճģ��Ħ������Ӧ�ñ�0.3�Ըߡ�SHAHRIARI��[15]����Բ�� ���ʵ�������Ԫģ�����ϵķ������Ni 115���ºϽ��ڲ�����������Ħ������Ϊ0.35���ڸ�Ħ��������Ħ������Ϊ0.69���뱾�ⶨ�Ľ���Ͻӽ���PETERSEN��[16]ͨ���Ƚ�����Ħ��ģ�ͣ�����Ħ��ģ�ͺ���Ħ��ģ�ͣ���ͨ������Բ�����ʵ��ó����ڸ�Ħ��������Ħ������ȡ0.5��Ϊ���ʣ��ڱ�ʵ�������£����ø�Ħ�������µ�ֵΪ0.59����ֵƫ�ߵ�ԭ�������Dz��ô�ͳ���������Ƶ�����У���ή��Ħ������ֵ��EBRAHIMI��[17]����ʯī��������Բ�����ʵ�飬���Ħ��ϵ��Ϊ0.24������Ħ�������µ�Ħ��ϵ��Ϊ0.58���뱾ģ�������Ľ���Ǻϡ�
ͼ6 ��ֺ������ھ���ģ�����Ա�
Fig. 6 Comparison of inner diameters between sample results and simulation
4 ����
1) ����Ԫģ��TC4�ѺϽ��ȱ��ι����У��ȴ���ϵ����Ħ�������IJⶨ������Ӱ�죬�����ȴ���ϵ�������ӣ�Բ���ھ���С��������ˣ���ͬ��������������ò�ͬ������У���߽��м��㡣
2) ������TC4�ѺϽ��ڸ�Ħ���Ͳ�����������940 �����ʱĦ����������У���ߣ��ⶨ���Ħ�������µ�Ħ������Ϊ0.59�������������µ�Ħ������Ϊ0.42�����õ���ʵ����֤��
REFERENCES
[1] ������, ��ά��. ����Ħ�������IJ��������[J]. ����, 1998, 33(4): 24-26.
ZHANG Ming-ru, ZHONG Wei-chun. Measurement and analysis of high temperature friction coefficient by ring-compression test[J]. Iron and Steel, 1998, 33(4): 24-26.
[2] ������, ����ͤ, Ԭ����. Բ����ƽ�����ֱ��ι��ɵ���ֵģ��[J]. �����豸�о�, 2005(1): 34-36.
HUI Yuan-yuan, TANG Wen-ting, YUAN Zhong-yue. Numerical simulation of the ring upsetting distortion rule between two plates[J]. Research Studies on Foundry Equipment, 2005(1): 34-36.
[3] �Ẻ��, �½��. �������Գ���ԭ��[M]. ��������е��ҵ������, 1999: 153-155.
YU Han-qing, CHEN Jin-de. Metal forming method[M]. Beijing: China Machine Press, 1999: 153-155.
[4] AVITZUR B, SAUERWINE F R. Limit analysis of hollow disc forging[J]. Journal of Engineering for Industry, 1978, 100(3): 340-355.
[5] KUDO H. Some analytical and experimental studies of axisymmetric cold forging and extrusion[J]. International Journal of Mechanical Sciences, 1961, 3: 91-117.
[6] ������, ��ά��. ��Բ��ѹ�������������ĸ���Ħ��ϵ��[J]. ���ּ���, 1997(1): 13-16.
ZHANG Ming-ru, ZHONG Wei-chun. Measurement of lubricant friction coefficient by ring-compression[J]. Masteel Technology, 1997(1): 13-16.
[7] SAHI M, RAHOUADJ R, HERBACH R, CHOULIER D. The influence of viscoplasticity in the interpretation of the ring test[J]. Journal of Material Processing Technology, 1996, 58: 286-292.
[8] CHEN C J, TZOU G Y, HUANG M N. Study on the twist compression forming of cylinder based on the upper bound and slab methods[J]. Journal of Materials Processing Technology, 2006, 174: 266-271.
[9] SOFUOGLU H, RASTY J. On the measurement of friction coefficient utilizing the ring compression test[J]. Tribology International, 1999, 32: 327-335.
[10] ROBINNSON T, OU H, ARMSTRONG C G. Study on ring compression test using physical modeling and FE simulation[J]. Journal of Materials Processing Technology, 2004, 153/154: 54-59.
[11] JOOYBARI M B, PILLINGER I, HARTLEY P, DEAN T A. Finite element simulation and experimental study of hot closed-die upsetting[J]. International Journal of Machine Tools and Manufacture, 1996, 36(9): 1021-1032.
[12] WILSON W R D, SCHMID S R, LIU J Y. Advanced simulations for hot forging: Heat transfer model for use with the finite element method[J]. Journal of Materials Processing Technology, 2004, 155/156: 1912-1917.
[13] ANDERSSON K, KIVIVUORI S, KORHONEN A S. Effect of the heat-transfer coefficient in ring-compression tests[J]. Journal of Materials Processing Technology, 1996, 62: 10-13.
[14] �����, ������, �� ��, ������. W-40%Cu�ȼӹ�Ħ�������뻻��ϵ���ⶨ[J]. ��ĩұ����, 2009, 27(3): 178-181.
LI Da-ren, LIU Zu-yan, YU Yang, WANG Er-de. Measurement of the friction-factor and the heat transfer coefficient between W-40wt%Cu and die during hot processing[J]. Powder Metallurgy Technology, 2009, 27(3): 178-181.
[15] SHAHRIARI D, AMIRI A, SADEGHI M H. Study on hot ring compression test of Nimonic 115 super alloy using experimental observations and 3D FEM simulation[J]. Journal of Materials Engineering and Performance, 2010, 19(5): 633-642.
[16] PETERSEN S B, MARTINS P A F, BAY N. Friction in bulk metal forming: A general friction model vs the law of constant friction[J]. Journal of Materials Processing Technology, 1997, 66: 186-194.
[17] EBRAHIMI R, NAJAFIZADEH A. A new method for evaluation of friction in bulk metal forming[J]. Journal of Materials Processing Technology, 2004, 152: 136-143.
(�༭ ������)
ժ Ҫ����TC4�ѺϽ��ڱ����¶�Ϊ940 �桢�⾶���ھ��߶�֮��Ϊ20:10:7��Բ������Բ�����ʵ�飬����������Ԫ����DEFORM-3D����ֹ��̽���ģ�⡣����������ȴ���ϵ����Ħ�������IJⶨ�кܴ�Ӱ�죬�ȴ���ϵ�����ӵ��¹�����ģ�ߵĽӴ����¶��½���Ħ�����ӣ����ڲ�ͬ������Ӧ���ò�ͬ���ȴ���ϵ������ģ�⣬�Ӷ�������ͬ������У���ߡ����ò�ͬ���ȴ���ϵ���ֱ���������Ħ�������µ�����У���ߣ����Բ�����ʵ�飬���յó�TC4�ѺϽ�940 ����±���ʱ�ڸ�Ħ���Ͳ����������µ�Ħ������ֵ�ֱ�Ϊ0.59��0.42��
