
DOI: 10.11817/j.issn.1672-7207.2017.11.013
һ�ֶԱ��庸��ȫ�����ε�ͼ���������
����1, 2������1, 2���¹���1, 2��ǧ����1, 2
(1. ������ͨ��ѧ ��е����ѧԺ ��е����ϵͳ���̹����ص�ʵ���ң����� ������710049��
2. �㶫˳��������ͨ��ѧ�о�Ժ���㶫 ��ɽ��528300)
ժ Ҫ��
�����ڸ��¸�����ʹ�����������Բ��������⣬���øĽ�������ͼ����ط���˫Ŀ�����Ӿ��Խ������庸��ȫ�����ν��в������������ͼ��ƥ��Ľ������������ͼ����ص��㷨���з�������ͨ��ȥ��ͷֶλ���֤�����ͼ�����ȷƥ�䣺���ȣ�ʹ�ø�˹ƽ����ԭʼͼ�����ȥ�봦������������ǿ����ţ�Ȼ���÷ֶν������ķ�������˺���������ɢ�������½������ֵ�����ƥ������⡣��Newton-Raphson�㷨�Ķ����ݶȾ�����м������ؼ�����ٶȡ��ڲ���ʵ���У����ȶ��ϱ������Ԥ������ɢ���Ʊ���Ȼ����벻��Ѻ�(TIG)���������ø������������Ϻ��Ӽ���ȴ���ɱ��ε�ȫ���̣�����������ͼ���б��ε��λ�ƣ���ð����ر��Ǻ�������ȫ���������ݡ��о�������������˷���Ӧ���ں��ӱ��β������ܵõ��������ӹ����������ı������ߣ����ҿ��ڸ��º��������ȷ�ı������ơ�������������ڷ���Ӱ�캸�ӱ��ε����أ������Ժ��ӱ���ʵʩ���ƣ�Ҳ�����ڼ��麸�ӱ�����ֵģ�ⷽ������ȷ�ԡ�
�ؼ��ʣ�
����ͼ�������˫Ŀ�����Ӿ������庸����ȫ���������ֶλ���
��ͼ����ţ�TG404��O353.5 ���ױ�־�룺A ���±�ţ�1672-7207(2017)11-2935-07
An image measurement method of whole field deformation during thin plate welding process
GONG Chunyuan1, 2, LIANG Jin1, 2, WEN Guangrui1, 2, QIAN Boxing1, 2
(1. State Key Laboratory for Manufacturing Systems Engineering, School of Mechanical Engineering,
Xi��an Jiaotong University, Xi��an 710049, China;
2. Guangdong Shunde Xi��an Jiaotong University Academy, Foshan 528300, China)
Abstract: It is hard to measure the deformation due to the high temperature and highlight during the welding process. To solve this problem, a method based on the modified digital image correlation and binocular stereovision technology were used in the thin plate welding whole field deformation. The solution to match images of poor correlation and the algorithm of digital image correlation were analyzed, and both the noise disposal and step benchmark were adopted to ensure that the images of poor correlation could be matched correctly. Firstly, Gaussian smoothing was used to deal with the noise of original image; then a method of setting up the piecewise benchmarks was adopted to overcome the matching difficulties which were caused by eliminate the effect of welding light, and the weak speckle performance around the solder joint. In order to improve the speed of correlation calculation, the second order gradient matrix was simplified by Newton-Raphson algorithm. After the metal surface pretreatment and speckle preparation, some photos of tungsten insert gas (TIG) arc welding and cooling process were taken by the high speed cameras during the whole states of deforming in the experiment. Eventually, the displacements of deformation points in all images could be calculated so that the data of whole field dynamic deformation on the thin plate especially the welding zone could be obtained. The results show that this method can get the strain curves of arbitrary points in the whole welding process, and the accurate deformation trend of the high temperature welding area can also be obtained. The measuring results can be used to analyze the influence factors of welding deformation, control the welding deformation and verify the welding numerical simulation.
Key words: digital image correlation; binocular stereovision; thin plate welding; whole field deformation; piecewise benchmark
�������ʻ��ǵ������ӽṹ�ķ�չ���ƣ����ڲ���Խ��Խ���Ӧ�����������ɻ����ִ���������ҵ������Щ�ṹ�ĺ��ӹ����У����ӱ�����Ӱ�캸�Ӳ�Ʒ�ӹ����ȡ��ⲿ��״�ͽṹ���ܵ���Ҫ���أ��ǹ�ҵ������������Ҫ��������⡣�˵°���[1-2]�о��˺��ӽ�ͷ�IJ���Ӧ����WANG��[3-4]����Թ������е��о���ָ�����ӹ����е����������ں�����Χ�����ѹ��Ӧ����ʹ�巢�����ε���Ҫԭ������Ч�ɿ��IJ��������о��庸�ӹ����еĶ�̬���Σ�����Ӱ�캸�ӱ��ε����أ���Ѱ���ں��ӹ����л��ߺ�����ȴ�����п��ƺ��ӱ��εķ���������Ҫ���塣������ѧ�߶Ա��庸�ӱ��ν��е��о�����������Ԫ������ASEL��[5]����𤵯����ģ��ģ���˱������Ͻ�T�ν�ͷ�ں��ӹ��̼�����ľֲ���ȫ��ʧ��Ӧ�䣬���ýṹģ�ͺ�����ֵʧ�ȷ������о�������ȫ��ʧ�ȱ��Ρ�LUO��[6]���û��ڹ���Ӧ��ĵ�������Ԫ������3D����ṹ���к���ʧ��ģ�⡣������ֵģ�ⷽ��Ԥ�⺸�Ӽ��ĺ��ӱ��κ�Ӧ�䣬һ����Ժ���ʱ�ĸ������أ����纸�ӱ��λ����ĸ����ԡ�����ʱ���ϲ��������Բⶨ�Եȣ�Ԥ����һ����ʵ�������ϴ���ʵ��������棬���ýӴ�ʽ��������Ӧ��ơ�λ�ƴ������ȴ�ͳ�IJ������������ܲ������Ӽ���������ı��γ����ں����������ָ��¶�ʱ�����£����ε��ٶȽϿ죬�������ϴӴ�ʽ�����豸��Ҫ���£���ͷ��λ�ò����赲��ǹ�켣����ˣ����Գ�ֽӽ������������ַ���ʹ�����ޡ�Ŀǰ������˫Ŀ�����Ӿ�������ͼ�����(digital image correlation��DIC)[7-8]���ַǽӴ�ʽ���������õ��˹㷺��Ӧ�ã��÷���ͨ���Ƚϱ���ǰ�����ɼ�ͼ��ĻҶȱ仯�������������ı��γ���Ȼ����ʹ�����ַ����Խ������庸�ӹ�����ȫ�����ν��в���Ҳ�������⡣���ں��ӻ����Ƚ϶��ӣ����ӹ��̲����ĸ��¸����������Ӱ�����ɼ�ͼ�������������ͼ�����Ȳ����⡢ģ��������״���ڿ�������ĺ���������Ϊ���أ������ؼ��������ͼ������ƥ�䣬�����жϡ��������߶�����ͼ������㷨�ڸ�������ػ����µ�ƥ�䷽�������о���ͨ����ͼ��ƥ��ǰ�����˲�������ͬʱ����Ӧ�����ֶλ�������ʹ��ؼ�������ܹ��������У��������ִ����Ժ�������ȸ��Žϴ�IJ�λҲ�ܹ�����̶ȵ����ƥ�䣬ʹ����������ӽ�����λ�ã�������������ܹ���ʾ�ķ�Χ��
1 ��������ػ�����ͼ���ƥ�����
1.1 ����ͼ����ط�
����ͼ����ط������ڴ�������������ɢ�ҵ�ͼ�����ڱ�Ƕ�λ����ͼ1��R����Ϊ����õ�ɢ�����������ϻ���1�����س���ΪM�ķ�������S��ͨ�����ƶȼ��㣬�ҳ���������ڱ��κ�ͼ���ϵĶ�Ӧ����S�䣬S��S���϶�Ӧ����������Ǹõ�ı����������Կ������÷���������2����裺�ڱ��ι����У��κ�1��ĻҶ�ʼ�ձ��ֲ��䣻�������㹻�������£����ƥ��ͼ��������ֻ��1����������֮��Ӧ��
����Ҫ���������٣��÷�������Ҫ���������������жϣ�������غ���������2�����������Ƴ̶ȣ�ͨ����ȡ��غ����ļ�ֵ������Ŀ������������ʹ�õ������ֵ��һ����С����ƽ�������ϵ������ʽ(1)��ʾ���ú��������Թ�ǿ�ĻҶȱ仯������������һ���Ŀ���������[9]���� ��ʾ���ֵ��һ����С����ƽ����ϵ��������㹫ʽΪ
��ʾ���ֵ��һ����С����ƽ����ϵ��������㹫ʽΪ
 (1)
(1)
ʽ�У�
����ӳ�亯���������ο�ͼ���������������ص�ı��κ��˶���������һ����[10-11]��ʾ������ʽ��ʾ��
 (2)
(2)
ʽ�У�u��v�ֱ�Ϊͼ���������ĵ� ���κ���x��y�����λ�ƣ�
���κ���x��y�����λ�ƣ� ��
�� ��
�� ��
�� Ϊ�ο�������λ���ݶȡ�
Ϊ�ο�������λ���ݶȡ�
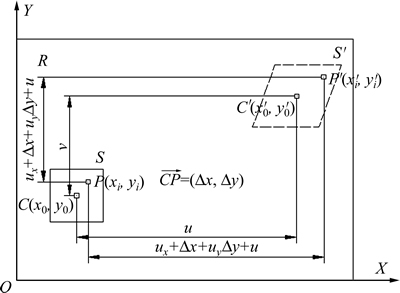
ͼ1 ����ͼ�����ԭ��
Fig. 1 Principle of digital image correlation
1.2 �����ͼ��ĸ�˹�˲����ֲ�ƥ��
�ڱ��庸�ӹ����У����ڲ����������ޣ���ǹ����������ʹ����ɢ��ͼ����ղ����ȣ�����ǿ����ڲ�������������������������ǿ������������ʹͼ�������������ȵ�ͻȻ�ı䣬Ӱ�캸��ͼ��ƥ�䡣���⣬���ں�ǹλ�öѻ��˴��������������������¶���������ǧ���϶ȣ���ʹ���ӽ����������ĺ���ɢ�߷���С�����䡢��ɫ�ͱ��Σ�����ɢ�������Ľ��͡���ˣ����Ӹ��»����IJ��������Ȳ�����ɢ�߱�ɫ���谭ɢ�ߵ�����ƥ�䡣
��Ժ��Ⱥ����Լ����������������������ؼ������������ǿ����Ž�Ϊǿ�ҵ�����ʱ�������������С�Ϊ�ˣ���ԭʼͼ����ø�˹ƽ���˲���������˹�˲�����1����ݸ�˹��������״��ѡ��Ȩֵ������ƽ���˲�������˹ƽ���˲����������Ʒ�����̬�ֲ��������dz���Ч��ͼ2(a)��ʾΪԭʼͼ��ͼ2(b)��ʾΪ���ø�˹ƽ�������Ժ��ͼ����ͼ2��֪�����ø�˹ƽ���������ͼ��Աȶ�������ǿ������������ؼ���ʱͼ�������ijɹ�ƥ�䡣
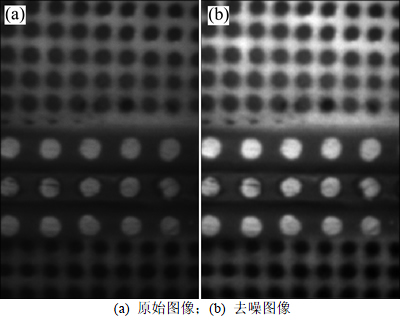
ͼ2 ���ø�˹ƽ��������ǰ��ͼ��Ա�
Fig. 2 Comparison of images using Gaussian smoothing or not
�Թ���Ž�Ϊǿ�ҵ�������н��봦�����ں���ǿ����Ž�Ϊǿ�ҵ�������2����Ϊ�ӽ�״̬����ؼ�����������С����ǣ���������ɢ�߷���С���������䡢���εȣ�ɢ���������ͣ���������ԭʼͼ����Ϊ�ο�����ƥ��ı���ͼ����ο�ͼ��֮������Ƴ̶ȴ�ͣ���Ȼ������ͼ�����ؼ��㡣������[12]��ʹ������ͼ����ط����а��ϳ�ѹ���εIJ���ʱ�����ǵ�����״̬���ε������ԣ���Դ��������ֲ�ƥ���㷨������ÿ�����ɸ�״̬�ֶ�����1�λ��ķ�����ɱ��μ��㡣�ڴ˻����ϣ��������������ͼ��������ԣ���ͼ���������Զ��������������ֶ������ķ�����ͬʱҲ�ܹ���֤�����Ļ���Ŀ���٣���������ʧ������͡�
�ھ������ӱ��ι��̲�����Ƶ�ʺ��÷ֶ�����Ӧ�������ķ�����֤���ͼ���ܹ�����ƥ�䡣��ͼ3��ʾ����ƥ��������¡�
1) �Գ�ʼ״̬I1(Ik1)Ϊ������I2��ʼ����I1������ؼ��㣬ֱ��ij��״̬��I1ƥ��ʧ�ܣ�����״̬��ǰ1��״̬��Ϊ�µĻ�״̬Ik2��
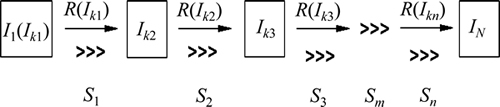
ͼ3 ͼ��ֶ�ƥ��ʾ��ͼ
Fig. 3 Schematic diagram of image piecewise matching
2) ��Ik2Ϊ������Ik2+1״̬��ʼ�������״̬����֮ƥ�䣬������ƥ��ʧ�ܵ�״̬����ʧ��״̬ǰ1��״̬Ik3����Ϊ��������ؼ��㣻
3) �Դ����ƣ�ͼ���������ٹ��̱���ΪS1��S2������Sn������һ��������״̬���н���n�����������Ϳ��Խ������״̬���ʼ״̬���ܴ����ƥ������⡣
������״̬�ı�������һ���α��������ۼӺͣ�����ʽ��ʾ��
 (3)
(3)
ʽ�У� ����Sm����IkmΪ��Ip��Ӧλ�õı�������
����Sm����IkmΪ��Ip��Ӧλ�õı������� ��ʾ��Si���״̬���У���β2��״̬��Ӧ���λ�Ʋ���öε�����������
��ʾ��Si���״̬���У���β2��״̬��Ӧ���λ�Ʋ���öε�����������
��ν������ᵼ���ۻ�������ѧ����������Ϊ
 (4)
(4)
ʽ�У�H1��H2������HnΪÿ���Ӷε�ƥ������� Ϊ2��״̬ƥ���ƫ�
Ϊ2��״̬ƥ���ƫ�
ͨ����ͼ��ĸ�˹�˲������ͷֶν�������������������ͼ�����ؼ��㡣
1.3 ���ٵ�������
�����������Խ�������ͼ���ƥ�����⣬Ϊ�˼ӿ�����ٶȣ��������۶���ؼ����е��������⡣
����ZNSSD���ϵ����Ϊͼ�����ƥ��������Ż���Ŀ��Ϊʽ(1)��С������pΪu��ux��uy��v��vx��vy�ĺ�����
����N-R(Newton-Raphson)�㷨��ʽ(1)���е�����⣬����
 (5)
(5)
ʽ�У�p0Ϊ�����δ֪���ij�ֵ��ͨ��������������ã�p����һ�������Ľ��ƽ⣻ ��
�� �ֱ�Ϊһ�Ͷ����ݶȣ�����ÿһ���������̶�Ҫ����2��������м��㣬Ϊ��������ٶȣ���һ���ݶȺͶ����ݶ�[13-14]���Ʊ�ʾΪ��
�ֱ�Ϊһ�Ͷ����ݶȣ�����ÿһ���������̶�Ҫ����2��������м��㣬Ϊ��������ٶȣ���һ���ݶȺͶ����ݶ�[13-14]���Ʊ�ʾΪ��
 (6)
(6)
 (7)
(7)
ʽ�У� Ϊ��������
Ϊ�������� ����һ�Ҷ��ݶȡ�
����һ�Ҷ��ݶȡ�
2 ʵ��װ��
2.1 ʵ�鷽��
����ʵ����ɶԱ��ְ庸�ӱ��εIJ��������ڴ�ͳ��λ�ƼƲ����Ľ��������ȷ�ģ���ˣ�����ͼ���õ��Ľ����λ�ƼƲ���������жԱȣ���֤�Ľ�������ͼ����ط��ĺ����ԣ���ͼ������֤���еĻ����ϣ�������õ�ȫ�����ݣ��о����ι��̡�
Ϊ��ʵ������ʵ��Ŀ�ģ����ͼ4��ʾ�IJ�����ʵ��ϵͳ���ֽ��и��Լ��ĺ���ʵ�顣��֤ʵ���ȫ��������ͬһ��ʵ���н��С�ͼ��λ�ƴ������鹹�ɴ���������ϵͳ��λ�ڸְ���ϱ��棬3���������ɵ������������նˣ��ɼ���������1̨�����ʵʱ��ȡ����˫Ŀ�������ͼ�����ϵͳ������Ըְ��±���������գ���ͼ��ʵʱ�洢����ʵ����ѡ��BWG3-20 mm��е�Ƶʽλ�ƴ��������������ΧΪ0~20 mm���ֱ���Ϊ0.004 mm/mV��������������Ϊ0.27%���ظ���������Ϊ0.02%���ں��������´������IJ���������С��0.15%���ܹ����㺸��˲̬���β����ľ���Ҫ����ʵ�ʵIJ��������У���������ͺ���ƽ�С�
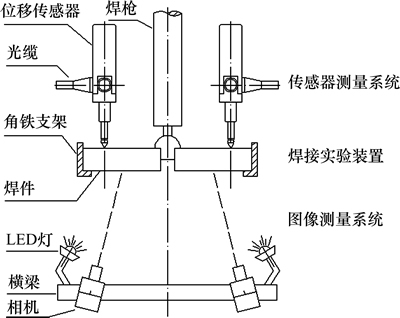
ͼ4 ʵ��ϵͳʾ��ͼ
Fig. 4 Schematic diagram of experiment system
2.2 ��ʵ����
��ʵ��Ժ��Ϊ2.5 mm��Q235�����α�����к��ӹ����е�Ӧ���������Ĺ��λ�Ƽƹ۲��IJ�����ͼ5��ʾ������˳��Y����������С�
����©������ɰ��ı�������úڰ���������ɢ���������ں��������γɷֲ����ȵİ㣬��������Ϊ�ڵ��ͼ���������Ϳ������ı�����ͼ6(a)��ʾ��ͼ6(b)��ʾΪʵ���ֳ���Ƭ��ʵ�����TIG(tungsten inert gas)���ӷ�ʽ����ѹΪ12.5 V���绡����Ϊ100 A���������Ϊ10 L/min���ٰ�ֱ��Ϊ2 mm���н��ٶ�Ϊ5 mm/s���Ժ��ӿ�ʼ��������ɺ�7 min��ʱ��Σ����������з���XTDIC����ϵͳ�ɼ�����ı���ͼ�����õ�2��Basler����ķֱ���Ϊ1 920���ء�1 200���أ���ͷ����Ϊ16 mm��
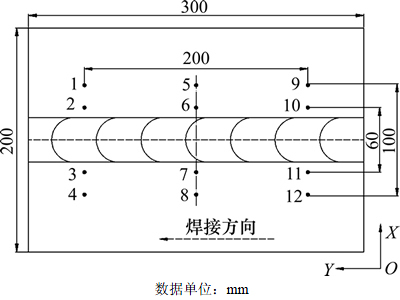
ͼ5 �������ϵ�Լ����������CADģ��ͼ
Fig. 5 Coordinate system of plate and CAD model of weld area
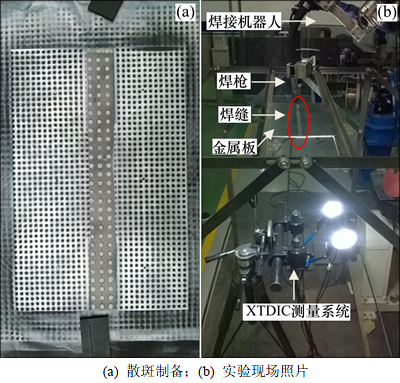
ͼ6 Ԥ�����Լ���ʵ���ֳ���Ƭ
Fig. 6 Pretreatment of test-piece and photo of experimental scene
3 ʵ�����
3.1 �Ա���֤
ʵ�������ͼ����λ�ƼƷ�����3�������㴦��õ������������������ƣ���ͼ7��ʾ����ͼ7��֪��2�ַ����IJ����������һ�¡����ߴ��ڵ������Ҫ�ǣ�1) �������������ľ������죻2) 2�ַ��������ķֱ��Ǻ��Ӽ�������ͱ��棬��ʵ������У�����ͱ�����¶ȳ�����С��ͬ����������ı���Ҳ�в��죻3) ��12����ı�����ֹ���ɵģ��������������������Ӧ��ǵ���ȫ������
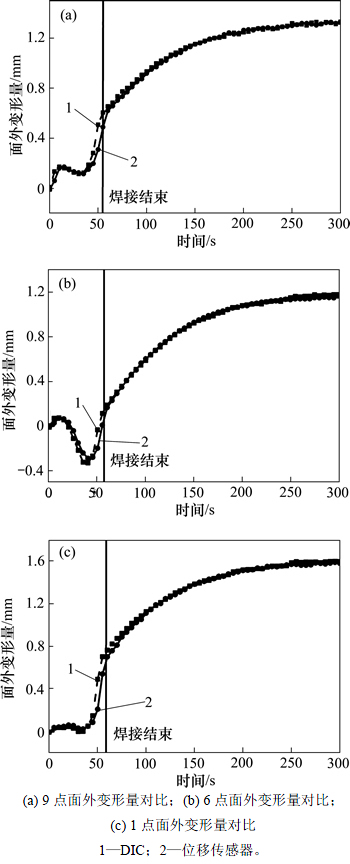
ͼ7 2�ֲ�����������Ա�
Fig. 7 Comparison of 2 measurement methods
ʵ�������������������IJ��������ܹ�ȷ���������ӹ������Լ�����ı���״�������Խ��������������λ�õ�ȫ����Ϣ����������
3.2 ȫ�����η���
��������ʵ��װ�úͼ��㷽������Q235�ְ庸�Ӳ���������ɺ�ȡ���Ӻ���ȴ������3�������ϵ�λ�Ƴ�����ͼ8��ʾ�����ں�����䣬Һ̬�����������κθ��أ������λ�Ʊ仯�Ƚϸ��ӣ��ر��ǽӽ�����Ĺ���������������ͼ����ط��ڴ˴����ܺܺõ�ƥ�䣬�ں�����Χ���ֲ�ȱ��
��ͼ8���Կ������ں��ӹ����У�Z����(���ⷽ��)�ı������Ժ���Ϊ������������С���뺸����������������λ��(����Ϊ��ֱ����)���غ��췽��������Ե����������λ�ƣ����Ӹս���ʱ��Խ�������죬������Խ��������ƫ�ҵĺ��������ı��������ȴ������Z��λ�Ƴ������Ե�������״���غ��췽��ı�Ե����λ��Ϊ��ֵ���������촦�ﵽ����ذ��Ͽ��ȷ���ı�Ե����λ��Ϊ��ֵ��Խ������Ե���ظ�����ı�����Խ���ں��ӹ����У�Y������˺��������αȽϴ����⣬���ಿ�ֱ��ξ��ȣ���������������λ�ơ��ں��������������Ӻ���ȴ�����У������϶˲�������λ�ƣ��¶˲�������λ�ơ���ȴ�������ξ��ȡ�X����ı���������Z����Ļ���һ�¡�
���ӱ�����Ҫ�����ڲ������¶ȳ�������Դ��Χ�Ľ����˶������ġ��ں��ӹ����У��ӽ���Դλ�õĽ����¶Ƚϸ߶�Ѹ�����ͣ�����ԴΪ���ģ�������ԴԽԶ��λ����Ӱ��ԽС���������ȱ���ԽС����ˣ������������ڲ�����ѹ���ã�ͬ��������Դ�뿪ʱ����������¶Ƚ��ͣ���ʼ������Զ����Դ����������ֲ����������á�
��ͼ8�����Կ�������������ĺ����������κ��������αȽ����ԣ��ں��ӹ����У�����������¶��������ں�����ȷ������¶ȷֲ������ȣ������������Ӧ������������������Σ�ʹ�����ڴ�ֱ�ں��췽��ijߴ�Ⱥ�ǰ�Ķ̣��Ҵ����������˵ݼ������ں��켰�丽���������������������ں��ӱ����ȷ����Ϸֲ������ȣ��������������Ρ�
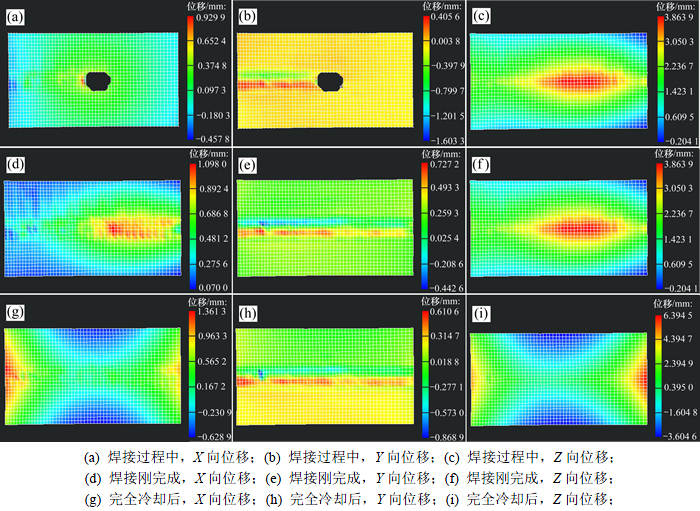
ͼ8 �����������άλ�Ƴ�
Fig. 8 3D displacement field on thin plate surface
4 ����
1) ��Ժ��ӹ��̵������ͼ��ƥ���㷨����Ľ���ͨ��ȥ��ͽ����ֶλ��ķ������ܹ��Ͽɿ��ؼ��㱡������������ӹ����б���ı��γ���Ϊ�о����ӱ��ι����ṩ��һ����Ч���ֶΡ�
2) �����ƥ������д��;���ļ��㣬����Newton-Raphson�㷨����������ݶȾ����������ؼ���������ٶȣ�ʵ���˿��ٵ������㡣
3) ��Q235�ְ庸�Ӳ������Կ����������������������ȴ��Z��λ�Ƴ������Ե�������״��������������Եĺ����������κ��������Ρ�
�ο����ף�
[1] �˵°�, �����, ����, ��. ��̬����P92�ֺ��ӽ�ͷ����Ӧ����Ӱ��[J]. ����ѧ��, 2016, 52(4): 394-402.
DENG Dean, ZHANG Yanbin, LI Suo, et al. Influence of solid-state phase transformation on residual stress in P92 steel welded joint[J]. Acta Metallurgica Sinica, 2016, 52(4): 394-402.
[2] Ѧ��, ������, ������, ��. ����Ħ��������ӹ��о���չ[J]. ����ѧ��, 2016, 52(10): 1222-1238.
XUE Peng, ZHANG Xingxing, WU Lihui, et al. Research progress on friction stir welding and processing[J]. Acta Metallurgica Sinica, 2016, 52(10): 1222-1238.
[3] WANG Jiangchao, SHIBAHARA M, ZHANG Xudong, et al. Investigation on twisting distortion of thin plate stiffened structure under welding[J]. Journal of Materials Processing Technology, 2012, 212(8): 1705-1715.
[4] WANG Jiangchao, YIN Xianqing, MURAKAWA H. Experimental and computational analysis of residual buckling distortion of bead-on-plate welded joint[J]. Journal of Materials Processing Technology, 2013, 213(8): 1447-1458.
[5] ASEL M, NAMI M, KADIVAR M H. Prediction of welding buckling distortion in a thin wall aluminum T joint[J]. Computational Materials Science, 2007, 38(4): 588-594.
[6] LUO Yu, DENG Dean, JIANG Xiaoling. Prediction of welding distortion during assembly process of thin plate structures[J]. China Welding, 2005, 14(2): 153-157.
[7] ������, ����, Ф����, ��. ������ά���β���������ͼ�����ϵͳ[J]. ��ѧ���ܹ���, 2010, 18(10): 2244-2253.
TANG Zhengzong, LIANG Jin, XIAO Zhenzhong, et al. Digital image correlation system for three-dimensional deformation measurement[J]. Optics and Precision Engineering, 2010, 18(10): 2244-2253.
[8] ����, ����, ������, ��. ����ͼ����ط������������庸�ӵ�ȫ������[J]. ��ѧ���ܹ���, 2012, 20(7): 1636-1644.
HU Hao, LIANG Jin, TANG Zhengzong, et al. Measurement of full-field deformations in metal sheet welding processes by image correlation method[J]. Optics and Precision Engineering, 2012, 20(7): 1636-1644.
[9] PAN Bing, XIE Huimin, WANG Zhaoyang. Equivalence of digital image correlation criteria for pattern matching[J]. Applied Optics, 2010, 49(28): 5501-5509.
[10] PAN Bing, QIAN Kemao, XIE Huimin, et al. Two-dimensional digital image correlation for in-plane displacement and strain measurement: a review[J]. Measurement Science & Technology, 2009, 20(6): 152-154.
[11] LU H, CARY P D. Deformation measurements by digital image correlation: implementation of a second-order displacement gradient[J]. Experimental Mechanics December, 2000, 40(4): 393-400.
[12] ����, ����, ������, ��. ����ͼ����ط��������ϳ���Ӧ��[J]. ��е����ѧ��, 2013, 49(10): 77-83.
LIANG Jin, HU Hao, TANG Zhengzong. Digital image correlation method for strains measurement of metal sheet forming[J]. Journal of Mechanical Engineering, 2013, 49(10): 77-83.
[13] BOLTE J, BAUSCHKE H, TEBOULLE M. A descent Lemma beyond Lipschitz gradient continuity: first-order methods revisited and applications[J]. Mathematics of Operations Research, 2016, 42(2): 330-348.
[14] SHI Wei, LING Qing, WU Gang, et al. Extra: an exact first-order algorithm for decentralized consensus optimization[J]. Siam Journal on Optimization, 2014, 25(2): 944-966.
(�༭ ����ΰ)
�ո����ڣ�2016-11-19�������ڣ�2016-12-15
������Ŀ(Foundation item)��������Ȼ��ѧ����������Ŀ(51675404��51421004)���㶫ʡ�����о�����������ר���ʽ�������Ŀ(2014A010104003) (Projects(51675404, 51421004) supported by the National Natural Science Foundation of China; Project(2014A010104003) supported by the Public Research and Capacity Building Special Funds of Guangdong)
ͨ�����ߣ����������ڣ���ʿ����ʦ�����»�����ơ������Ӿ����о���E-mail: liangjin@mail.xjtu.edu.cn
ժҪ��Ϊ������ӹ��������ڸ��¸�����ʹ�����������Բ��������⣬���øĽ�������ͼ����ط���˫Ŀ�����Ӿ��Խ������庸��ȫ�����ν��в������������ͼ��ƥ��Ľ������������ͼ����ص��㷨���з�������ͨ��ȥ��ͷֶλ���֤�����ͼ�����ȷƥ�䣺���ȣ�ʹ�ø�˹ƽ����ԭʼͼ�����ȥ�봦������������ǿ����ţ�Ȼ���÷ֶν������ķ�������˺���������ɢ�������½������ֵ�����ƥ������⡣��Newton-Raphson�㷨�Ķ����ݶȾ�����м������ؼ�����ٶȡ��ڲ���ʵ���У����ȶ��ϱ������Ԥ������ɢ���Ʊ���Ȼ����벻��Ѻ�(TIG)���������ø������������Ϻ��Ӽ���ȴ���ɱ��ε�ȫ���̣�����������ͼ���б��ε��λ�ƣ���ð����ر��Ǻ�������ȫ���������ݡ��о�������������˷���Ӧ���ں��ӱ��β������ܵõ��������ӹ����������ı������ߣ����ҿ��ڸ��º��������ȷ�ı������ơ�������������ڷ���Ӱ�캸�ӱ��ε����أ������Ժ��ӱ���ʵʩ���ƣ�Ҳ�����ڼ��麸�ӱ�����ֵģ�ⷽ������ȷ�ԡ�
[1] �˵°�, �����, ����, ��. ��̬����P92�ֺ��ӽ�ͷ����Ӧ����Ӱ��[J]. ����ѧ��, 2016, 52(4): 394-402.
[2] Ѧ��, ������, ������, ��. ����Ħ��������ӹ��о���չ[J]. ����ѧ��, 2016, 52(10): 1222-1238.
[7] ������, ����, Ф����, ��. ������ά���β���������ͼ�����ϵͳ[J]. ��ѧ���ܹ���, 2010, 18(10): 2244-2253.
[12] ����, ����, ������, ��. ����ͼ����ط��������ϳ���Ӧ��[J]. ��е����ѧ��, 2013, 49(10): 77-83.
