
�ӷϾɸ��ºϽ��н������ܵ�ʵ���о�
������1��������1, 2, 3��������2, 3����Ծ��1���ԼҴ�2, 3��������2�����1��ͯΰ��1��������1
(1. ������������������ ������650106��
2. ���в�ҵ�ɷ�����˾������ ������650106��
3. ϡ������ۺ������¼��������ص�ʵ���ң����� ������650106)
ժ Ҫ��
�ɸ��ºϽ�Ĵ������յĻ����ϣ���ԷϾɸ��ºϽ��������ɣ�������������-����������ܡ��Ĺ��գ��ص㿼�첢���������ܽ������������������������¶ȡ�����ʱ�䡢�����ٶȺͺϽ����ȵ����ضԷϾɸ��ºϽ������ܽ����ʵ�Ӱ�졣����ȷ���˴ӷϾɸ��ºϽ��н������ܵĹ����Ż���������������������������������Ϊ40%�������¶�Ϊ85 �棬����ʱ��Ϊ5 hʱ����������Ϊ96.68%���ܽ�����Ϊ96.63%�������������ܵ����������ֱ�Ϊ6.77%��0.96%���������ܵĽ���Һ����Ϊ�ӹ������ܲ�Ʒ��ԭ�ϡ�
�ؼ��ʣ�
�Ͼɸ��ºϽ������������������������
��ͼ����ţ�TM 344.1 ���ױ�־�룺A ���±�ţ�1672-7207(2014)02-0361-06
Experimental study on leaching of nickel and cobalt from waste superalloys
XING Weidong1, FAN Xingxiang1, 2, 3, DONG Haigang2, 3, WU Yuedong1, ZHAO Jiachun2, 3,
AN Zhongqing2, LI Bojie1, TONG Weifeng1, WU Xiaofeng1
(1. Kunming Institute of Precious Metals, Kunming 650106, China;
2. Sino-platinum Metals Co., Ltd., Kunming 650106, China;
3. State Key Laboratory of Advanced Technology of Comprehensive Utilization of Platinum Metals, Kunming 650106, China)
Abstract: By comparing with the processing technologies of superalloys between domestic and abroad, the atomized spray-sulfuric acid leaching nickel and cobalt technology was proposed considering the composition of waste superalloys. The leaching parts of the process was studied. The effects of sulfuric acid content, temperature leaching time, stirring speed and size of superalloys on leaching of Ni and Co were mainly studied. The optimum conditions of the process of leaching Ni and Co from waste superalloys were determined through pilot study. The results show that at the optimum conditions of sulfuric acid content of 40%, temperature of 85 ��, leaching time of 5 h, the leaching rates are 96.68% for nickel, and 96.63% for cobalt, in leaching residues, the mass fractions of nickel and cobalt are left 6.77% and 0.96% respectively. The leaching solution containing nickel and cobalt can produce nickel and cobalt products.
Key words: waste superalloys; acid leaching; nickel; cobalt; leaching rate
�����ܾ���������������ѧ���ܺͻ�е���ܣ��������¡���ʴ����ǿ�Ⱥ�ǿ���Ե��ص㣬�ں��ա������Լ�������ع�ҵ���ŵĸ��ºϽ���²���[1]���������Źؼ������á������ҹ����պ�����ҵ���Ϸ�չ���Ը��ºϽ������Խ��Խ�����ж������ܵ������������ӣ��������ܿ����Դ�������ѷ�������ԷϾɸ��ºϽ�����������Դ�Ķ��λ����Ե���Ϊ��Ҫ�����ǣ����ҹ����ºϽ��ϵĻ���ѭ��������ȴ������һ���ϵ�ˮƽ�����ºܶ�������Դ�˷�[2]��Ŀǰ��ȡ�����ܵ���Ҫ�����У������ᡢ���ᡢ�������ϵ�²��ó�ѹ�����ѹ�������ѹ�����������������ܵ�[3-12]�����в������������[13-14]����������[15-16]��ʪ�����գ�����̼�Ȼ�ԭ[17]���ᱺ�պ����[18]�Ȼ����ʪ�����ϵĹ��ա���Щ������Ҫ����Ը���ԭ�Ͼ����ӵ�ء��Ͼɴ�����ԭ�ϣ����������Ͼɸ��ºϽ����ϵĽ��١�������ԷϾɸ��ºϽ����ϣ����������������ۡ���ѹ��������Ĺ��գ��ص��о�Ӱ�������ܽ����ĸ������أ�ּ��ȷ����ѵĹ���������Ϊ�Ͼɸ��ºϽ��ۺ����������ṩ�ο���
1 ����
1.1 ��������
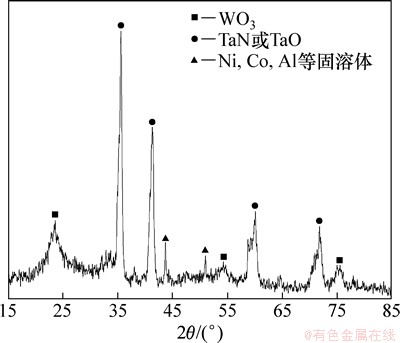
�Ͼɸ��ºϽ����ϵ���Ҫ���Ԫ�����1��ʾ������ɨ��羵�ԷϾɸ��ºϽ����Ͻ��б����������ͼ1����ͼ1(a)�ɿ������Ͼɸ��ºϽ����ϵ���ò���������������Ȳ�һ����ͼ1(b)���Կ�����Ta��Nb�ͣȱ����ܵȰ������ڲ�������X������ԷϾɸ��ºϽ����Ͻ�һ�������������ͼ2����ͼ2���Կ������÷Ͼɸ��ºϽ����ҪԪ��ΪCo��W��Mo��Ta��Al����Ni�γɹ����塣
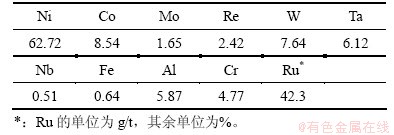
��1 �Ͼɸ��ºϽ�����Ԫ�ط������(��������)
Table 1 Chemical compositions of waste superalloys %
1.2 �����豸
������ѡ�õ��豸�У�ȫ��̬����Ƶ��Ӧ�����豸(�ɶ��н�ţ�����������Ƶ�豸�����죬�ͺ�ΪCYP-40)���������Ʒ��豸(���в�ҵ�ɷ�����˾���죬�ͺ�ΪLWH-6)����ĥ����(�人̽���е�����죬�ͺ�ΪXZM-100)��������Ե綯������(�������軪�����������ι�˾���죬�ͺ�ΪDW-3)��������(�������軪�����������ι�˾���죬�ͺ�Ϊ118305)��˫����ѭ��ˮʽ������ձ�(�������軪�����������ι�˾���죬�ͺ�ΪSHZ-2000)���Լ���ֽ��ϴƿ����������pH��ֽ��50 mL����ƿ���¶ȼ��ձ�����Ͳ��
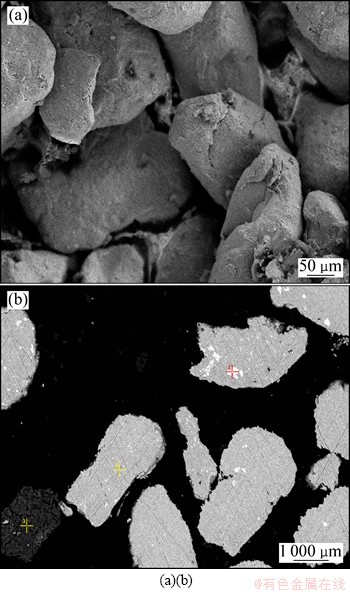
ͼ1 �Ͼɸ��ºϽ��ĩ��SEM��Ƭ
Fig. 1 SEM images of waste superalloys
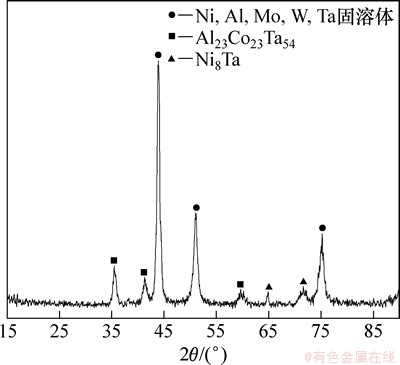
ͼ2 �Ͼɸ��ºϽ�XRD����������
Fig. 2 XRD pattern of waste superalloys
��������豸��X��������(XRD)(�ձ���ѧ��˾���죬�ͺ�ΪD/max-2200)������ɨ������(SEM)(�������¼���(�Ϻ�)����ó������˾���죬�ͺ�ΪS-3400N)��ԭ�����չ�����(�������¼���(�Ϻ�)����ó������˾���죬�ͺ�ΪZ-2300)��Xӫ�������(��Ĭ�������Ƽ����죬�ͺ�ΪARL3460)��
1.3 ���鷽��
1.3.1 ���鹤������
�Ͼɸ��ºϽ���������ܹ���������ͼ3��ʾ��
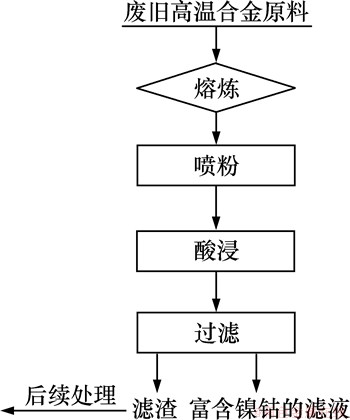
ͼ3 �Ͼɸ��ºϽ���������ܵĹ�������ͼ
Fig. 3 Flow sheet of leaching Ni and Co from waste superalloys
1.3.2 ���鷽��
������900 mL�ձ��н��У�����ϡ���ᣬ���ȣ����ÿɱ���ʽ����������ȡһ�����ķϾɺϽ����ϣ��������¶ȴﵽ�������е�����״̬�£��������ϣ���Ӧ��������ˣ�ϴ�ӣ�������ɡ�������������ã�����Һ��������������������ͽ���Һ��Ni��Co�ĺ���������������ܵĽ����ʡ�
1.3.3 ����ԭ��
���ݷϾɺϽ����ϵijɷ��Լ������ܡ������Խ�����״̬���ڣ�����������н��������������У����������ܡ����������������ᷴӦ���������Σ����������������������л�ѧ��Ӧ��Ҫ�����·�Ӧ��
Ni+H2SO4=NiSO4+H2�� (1)
Co+H2SO4=CoSO4+H2�� (2)
Fe+H2SO4=FeSO4+H2�� (3)
2Al+3H2SO4=Al2(SO4)3+3H2�� (4)
Cr+H2SO4=CrSO4+H2�� (5)
2 �������
2.1 ����¶ȶԽ����ʵ�Ӱ��
ͼ4��ʾΪ����¶ȶ����ܽ����ʵ�Ӱ�졣�����������£�������������Ϊ40%��������ȵ������¶ȣ�����һ��������Ϊ120~180 ��m���ϣ���Ӧʱ��Ϊ5 h�������ٶ�Ϊ250 r/min����ͼ4�ɿ���������¶ȶԽ����ʵ�Ӱ��dz����ԣ������¶ȵ����ߣ��������������ȷdz����ԡ�������Ϊ�����¶ȵ����ߣ�����Ļ�Ȳ�����ǿ�������˶��ӿ죬����������࣬��Ч��ײ�������࣬��Ч����˻�ѧ��Ӧ���ʡ�������������ȵ�85 ��ʱ�����ܽ������Ѿ��ﵽ96%���ϣ��ټ������ȣ����ܽ�������Ȼ�����������������Ƚϻ������ܺĻ���Ӧ���ӣ����ԣ�Ϊ�����ܺģ�ѡ��85 ��Ϊ���ʵ���¶ȡ�
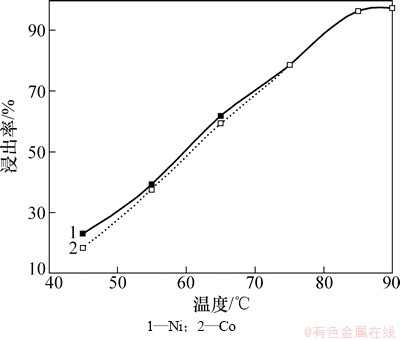
ͼ4 ����¶ȶ������ܽ����ʵ�Ӱ��
Fig. 4 Effect of temperature on leaching rate of nickel and cobalt
2.2 ����ʱ��Խ����ʵ�Ӱ��
�ڷ�Ӧ�¶�Ϊ85 �棬������������Ϊ40%�£���ȡһ������120~180 ��m���ϣ������ٶ�Ϊ250 r/minʱ�������ʱ������ܽ����ʵ�Ӱ�죬�����ͼ5��ʾ����ͼ5���Կ��������ܵĽ������ڷ�Ӧ�����������ȱ�����Ϊ���ԣ��ӳ�ʱ������Ч�������������Ӵ���ʱ�䣬�ﵽ��ַ�Ӧ��������ʱ��ﵽ5 hʱ���������ʴﵽ96.68%���ܽ����ʴﵽ96.63%��֮�����ӳ�ʱ�䣬���ܽ�����������Ի��������ܽ������̻�����ɣ�ȷ������ʱ��Ϊ5 h��
��ͬ����ʱ��ʱ��������ԭ�ϵ�XRD�Աȷ��������ͼ6����ͼ6�������Կ��������Ž���ʱ����ӳ������Ĺ�����(����Co��Al��)�ķ岻�ϼ������Ӷ���֪������Ni��Co�ĺ������ϼ��٣��ﵽ�˽�����Ч����ͬʱ����Ԫ������Ta��W�ķ��������ǿ��˵���������京��������ߣ�����Щ�µ��������������ɡ�
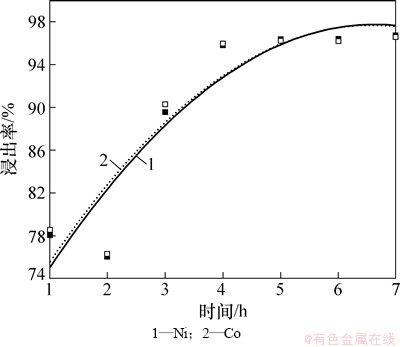
ͼ5 ����ʱ��������ܽ����ʵ�Ӱ��
Fig. 5 Effect of leaching time on leaching rate of nickel and cobalt
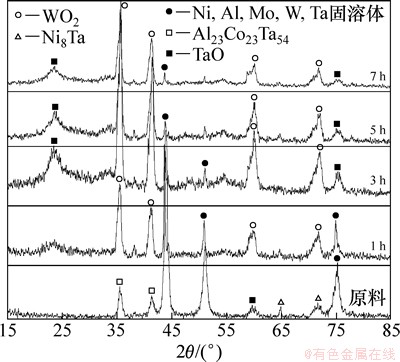
ͼ6 ��ͬ����ʱ��ʱ��������ԭ�ϵ�XRD�Աȷ���ͼ
Fig. 6 XRD patterns of material and leaching residue at different time
2.3 �����ʼ���������Խ����ʵ�Ӱ��
�̶�����¶�Ϊ85 �棬����ʱ��Ϊ5 h�������ٶ�Ϊ250 r/minʱ����ȡһ��������Ϊ120~180 ��m�����ϣ����������������������ܽ����ʵ�Ӱ�죬�����ͼ7��ʾ����ͼ7��֪��������������Խ��Խ���������ܵĽ�������Ϊ���������������ߣ���λ����������Ͽ�����Ӧ������Ļ�������࣬��Ч����˷�Ӧ���ʡ������������������������ӣ������������ﵽ40%ʱ�������ʴﵽ96%���ϣ������ʻ�������ƽ�����仯�����ԣ��ٿ��ǵ�������������Խ�߶��豸��ʴԽ���أ��ܺ�ҲԽ��Խ�����ԣ�ѡ��Ũ��40%Ϊ�������Ũ�ȡ�
2.4 �����ٶȶԽ����ʵ�Ӱ��
ͼ8��ʾΪ�̶�������������Ϊ40%������ʱ��Ϊ5 h������¶�Ϊ85 �棬��ȡһ��������Ϊ120~180 ��m�ϾɺϽ����ϣ��ڲ�ͬ�����ٶȵ����������£��������ܵ�����������ͼ8���Կ��������Ž����ٶȲ��ϵ��ߣ����ܵĽ������������ȷdz����ԣ���Ϊ��ǿ�����ܼ�С��ɢ��ĺ�ȣ����Լӿ�������Һ�����Ͽ����Ĵ����ٶȣ��������ٶȴﵽ250 r/minʱ�����ܽ����ʴﵽ���ֵ��֮���ټӴ�����ٶȣ������ʷ����½������ڽ����ٶȹ�����ʹ�����������ձ��ڣ�������Һ���������ܵõ���ֽ��裬������ܽ����ʷ�����С�����ԣ�ѡ������ٶ�250 r/minΪ����ֵ��
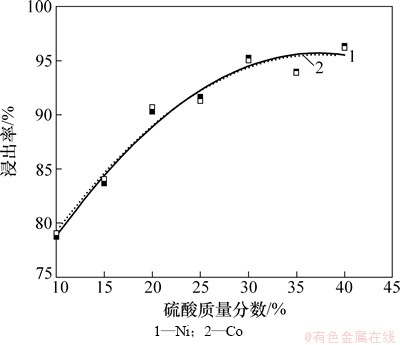
ͼ7 �����ʼ���������������ܽ����ʵ�Ӱ��
Fig. 7 Effect of sulfuric acid concentration on leaching rate of nickel and cobalt
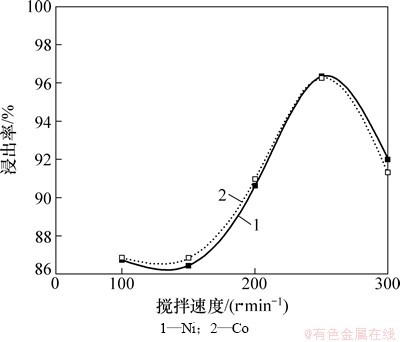
ͼ8 �����ٶȶ������ܽ����ʵ�Ӱ��
Fig. 8 Effect of stirring speed on leaching rate of nickel and cobalt
2.5 �Ͻ����ȶԽ����ʵ�Ӱ��
�ڹ̶�����¶�Ϊ85 �棬������������Ϊ40%������ʱ��Ϊ5 h����ȡһ��������Ϊ120~180 ��m�ķϾɺϽ����ϣ������ٶ����������£����첻ͬ�����ȶ����ܽ�����Ӱ�죬�����ͼ9��
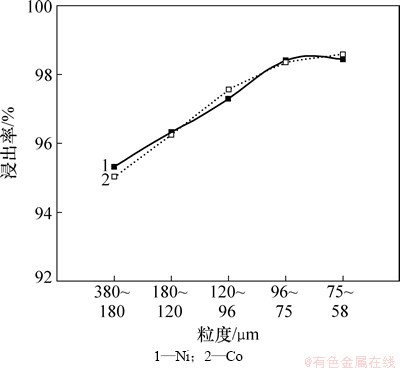
ͼ9 ���ȶ������ܽ����ʵ�Ӱ��
Fig. 9 Effect of size on leaching rate of nickel and cobalt
��ͼ9���Կ������������Ȳ��ϼ�С�����ܵĽ����ʲ�����ߣ����ȴﵽ75~96 ��mʱ�����ܽ����ʾͿ��Դﵽ98%���ϣ��ټ�С�������ȣ��ڷ�Ӧ���������ϻᷢ���ž����������Ѿ�����ƽ�����������Ȳ����ԡ����ԣ���ʵ�����鿼�ǣ��Ʊ�����Ϊ75~96 ��m�����ϣ��ɱ����������ӣ��豸��Ҳ������ߣ����Ʊ�120~180 ��m������ף��������ܽ������Ѿ��ﵽ96%���ϣ��ﵽʵ����������������ѡ��120~180 ��mΪ�����������ȡ�
3 �ۺ�ʵ��
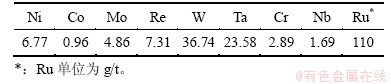
ͨ��ʵ�飬ȷ��������������¶�Ϊ85 �棬������������Ϊ40%������ʱ��Ϊ5 h�������ٶ�Ϊ250 r/min����������Ϊ120~180 ��m��ʵ�������£������ܵĽ����ʷֱ�Ϊ96.68%��96.63%���������������ܵ����������ֱ�Ϊ6.77%��0.96%������������ҪԪ�ػ�ѧ����������2��
���ͼ10��ͼ1(a)�ȽϿ��Կ������������Ա��ϸС�����ܵȵİ������Ѿ���ʧ����������W��Ta����¶��������Ϊ��Ҫ�ɷ֡���ͼ11Ҳ���Կ��������ܵȹ�����ķ����Լ�����˵���������֮�������е������ܡ�������ҪԪ���Ѿ�������ȫ��������Ta��Ԫ�صķ�����ͻ����ʹ��Ta�ﵽ�˸�����Ч����Ϊ�������գ�Ta��Ԫ���ṩ�����õ�����
��2 ����������ҪԪ�ط������(��������)
Table 2 Chemical compositions of leaching residues %
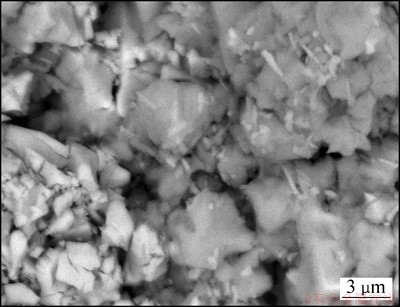
ͼ10 ��������SEM��ò
Fig. 10 SEM graph of leaching residues
ͼ11 ��������XRD�������
Fig. 11 XRD pattern of leaching residues
4 ����
(1) ͨ�����ڷϾɸ��ºϽ����������������о����õ��˺����Ľ������ղ����������¶�Ϊ85 �棬������������Ϊ40%������ʱ��Ϊ5 h�������ٶ�Ϊ250 r/min����������Ϊ120~180 ��m���ڴ�ʵ�������£����������ܴﵽ96.68%���ܽ����ʴﵽ96.63%��
(2) ���ܻ����ܽ�����ȫ��˵������Ĺ����ǿ��еģ��ԷϾɸ��ºϽ��ۺϻ����������ṩ��һ���Ľ�����á�
�ο����ף�
[1] ���, ��׃��, ����÷. ���շ��������²��ϵ��о���״[J]. ���ϵ���, 2003, 17(2): 26-28.
LI Ailan, ZENG Xierong, CAO Lamei. Current status of reseach on high temperatature metarials for advanced aircraft engines[J]. Materials Review, 2003, 17(2): 26-28.
[2] ������, ʷս��, John Hunsaker. �ҹ����ºϽ�ѭ�����õ���״��˼��[J]. ��ɫ��������������, 2006(4): 19-20.
SU Qinglun, SHI Zhanwang, John Hunsaker. Status and consideration of recycling of superalloys in our country[J]. Non-ferrous Metals Recycling and Utilization, 2006(4): 19-20.
[3] SHEN Yongfeng, XUE Wenying, NIU Wenyong. Recovery of Co(��)and Ni(��) from hydrochloric acid solution of alloy scrap[J]. Transaction of Nonferrous Metals Society of China, 2008, 18: 1262-1268.
[4] LI Jinhui, LI Xinhai, HU Qiyang. Study of extraction and purification of Ni, Co and Mn from spent battery material[J]. Hydrometallurgy, 2009, 99: 7-12.
[5] van Tonder G J, Cilliers P J. Cobalt and nickel removal from zinc or impure electrolyte by molecular recognition technology(MRT)-pilot plant demonstration[J]. The Journal of the South African Institute of Ming an Metalleurgy, 2002(2): 11-18.
[6] ������, ������, ŷ����, ��, ��ѹ��������ϵ���ܱ�ͭ�Ľ���[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2006, 37(4): 675-679.
YU Zhengjun, FENG Qiming, OU Leming. Leaching of cobalt bearing metallic matte in sulfhuric acid at normal pressure[J]. Journal of Central South University (Science and Technology), 2006, 37(4): 675-679.
[7] Rane M V, Bafna V H, Sadanandam R. Recovery of high purity cobalt from spent ammonia cracker catalyst[J]. Hydrometallurgy, 2005, 77: 247-251.
[8] ֣�Ž�, ����, �ƺ�Ȫ. ��������������ұ�������ܿ�[J]. �й���ɫ����ѧ��, 2010, 20(7): 1418-1423.
ZHENG Yajie, TENG Hao, YAN Haiquan. Nitric acid oxidation leaching og cobalt from refractory high-arenic cobalt ores[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(7): 1418-1423.
[9] ���Ͼ�. �ҹ�����ұ��Ӧ����ѹ���������Ľ�չ[J]. �й���ɫұ��, 1995, 24(2): 1-7.
KANG Nanjing. Development of application of hot pressure leaching technology in recovery of nickel and cobalt in China[J]. China Nonferrous Metallurgy, 1995, 24(2): 1-7.
[10] ������, �Ż�Ȼ, ������. ������ѹ������ͭ��������[J]. ϡ�н���, 2012, 36(1): 149-153.
LIU Jianhua, ZHANG Huanran, WANG Ruixiang. Process of ammonium leaching oxidation ore of cobalt and copper at high pressure[J]. Chinese Journal of Rare Metals, 2012, 36(1): 149-153.
[11] Shen Y F, Xue W Y, Li W. Selective recovery of nickel and cobalt from cobalt-enriched Ni-Cu matte by two-stage counter-current leaching[J]. Separation and Purification Technology, 2007, 60: 113-119.
[12] ��С��, Ф����, �ߴӈ�. �ӷϸ������ܺϽ��н��������ܵ������о�[J]. ʪ��ұ��, 2009, 28(3): 164-169.
HOU Xiaochuan, XIAO Liansheng, GAO Congjie. Experimental study on leaching of nickel and cobalt from waste high-temperature Ni-Co alloys[J]. Hydrrometallurgy of China, 2009, 28(3): 164-169.
[13] ��Ӻï, ������. ���ܱ�������Һ�л�������[J]. ��ɫ����(ұ������), 2012, 6: 11-13.
ZHOU Yongmao, HU Baolei. Nickel and cobalt recovered from cobalt-nickel matte leaching lixivium[J]. Nonferrous Metals (Extractive Metallurgy), 2012, 6: 11-13.
[14] XU Yanbin, XIE Yanting, LIU Junshen. Enrichment of valuable metals from the sulfuric acid leach liquors of nickeliferous oxide ores[J]. Hydrometallurgy, 2009, 95(1/2): 28-32.
[15] Pradhan N, Singh P, Tripathy B C. Electrowining of cobalt from acidic sulphate solutions-effect of chloride ion[J]. Minerals Engineering, 2001, 14(7): 775-783.
[16] ����ƽ. ���ܷ���������Ӳ�ʺϽ���ϵ��о�[J]. Ӳ�ʺϽ�, 2006, 23(2): 107-109.
ZHANG Waiping. Study on the processing of low-co cemented carbide scraps by electrochemical method[J]. Cenmented Carbide, 2006, 23(2): 107-109.
[17] Jones R T, Denton G M, Reynolds Q G. Recovery of cobalt from slag in a DC arc furnace at chambishi, zambia[J]. The Journal of the South African Institute of Mining and Metallurgy, 2002(1/2): 5-10.
[18] Arslan C, Arslan F. Recvery of copper,cobalt and zinc from copper smelter an converter slags[J]. Hydrometallurgy, 2002, 67(1/2/3): 1-7.
(�༭ ���˱�)
�ո����ڣ�2013-02-26�������ڣ�2013-04-26
������Ŀ�����Ҹ����о���չ�ƻ�(��863���ƻ�)��Ŀ(2012AA063204)
ͨ�����ߣ�������(1974-)���У����о�Ա��˶ʿ����ʦ��������ɫ����ұ���о����绰��0871-8329545��E-mail��fanxingxiang@tom.com
ժҪ���ڱȽϹ�����Ͼɸ��ºϽ�Ĵ������յĻ����ϣ���ԷϾɸ��ºϽ��������ɣ�������������-����������ܡ��Ĺ��գ��ص㿼�첢���������ܽ������������������������¶ȡ�����ʱ�䡢�����ٶȺͺϽ����ȵ����ضԷϾɸ��ºϽ������ܽ����ʵ�Ӱ�졣����ȷ���˴ӷϾɸ��ºϽ��н������ܵĹ����Ż���������������������������������Ϊ40%�������¶�Ϊ85 �棬����ʱ��Ϊ5 hʱ����������Ϊ96.68%���ܽ�����Ϊ96.63%�������������ܵ����������ֱ�Ϊ6.77%��0.96%���������ܵĽ���Һ����Ϊ�ӹ������ܲ�Ʒ��ԭ�ϡ�
[1] ���, ��׃��, ����÷. ���շ��������²��ϵ��о���״[J]. ���ϵ���, 2003, 17(2): 26-28.
[2] ������, ʷս��, John Hunsaker. �ҹ����ºϽ�ѭ�����õ���״��˼��[J]. ��ɫ��������������, 2006(4): 19-20.
[8] ֣�Ž�, ����, �ƺ�Ȫ. ��������������ұ�������ܿ�[J]. �й���ɫ����ѧ��, 2010, 20(7): 1418-1423.
[9] ���Ͼ�. �ҹ�����ұ��Ӧ����ѹ���������Ľ�չ[J]. �й���ɫұ��, 1995, 24(2): 1-7.
[10] ������, �Ż�Ȼ, ������. ������ѹ������ͭ��������[J]. ϡ�н���, 2012, 36(1): 149-153.
[12] ��С��, Ф����, �ߴӈ�. �ӷϸ������ܺϽ��н��������ܵ������о�[J]. ʪ��ұ��, 2009, 28(3): 164-169.
[13] ��Ӻï, ������. ���ܱ�������Һ�л�������[J]. ��ɫ����(ұ������), 2012, 6: 11-13.
[16] ����ƽ. ���ܷ���������Ӳ�ʺϽ���ϵ��о�[J]. Ӳ�ʺϽ�, 2006, 23(2): 107-109.
