
2250 CVC�����������������θĽ���Ӧ��
κ�ֳ�1, 2���ܽ���1�� �� ��1�� �½�ΰ1���� ��2
(1. �����Ƽ���ѧ ��е����ѧԺ������ 100083��
2. �人����(����)��˾���人 430083)
ժ Ҫ��
ժ Ҫ�����2250��������F5��(CVC)�������ܹ��г������ʵ͡��ܹ��ֲ���������ƫ�ƣ��Լ�CVC������ĥ�������Ҳ����ȵ����⣬����CVC���������ѧģ�ͣ�����ֳ�ʵ��Ӧ�����������2250��������F5�ܸĽ���CVC�������ߣ��������Ľ�CVC���εIJ�ͬ���ȴ��ֹ����ȵ��������ķ�������2250������������F5�ܲ��øĽ���CVC�������߽��й�ҵ����ʵ�顣�о����������CVC�����ܹ��г���������66%��ߵ�80%��ĥ������Ȼ���
�ؼ��ʣ�
����������������������������CVC; ĥ����
��ͼ����ţ�TG333.71 ���ױ�ʶ�룺A ���±�ţ�1672-7207(2007)05-0937-06
Optimization and application of CVC work roll contour on 2250 hot strip mills
WEI Gang-cheng1, 2, CAO Jian-guo1, ZHANG Jie1, HAO Jian-wei1, CHEN Gang2
(1. School of Mechanical Engineering, University of Science and Technology Beijing, Beijing 100083, China;
2. Wuhan Iron and Steel Company, Wuhan 430083, China)
Abstract: Due to some problems of continuously variable crown (CVC) work roll on stand F5 of 2250 hot strip mills, for example, the shifting stroke of the CVC work rolls cannot be shifted well enough, the central position of shifting stroke is deviated and the work rolls is worn very badly and non-uniformly, and based on the developed mathematic model for CVC roll contour design method, the optimized CVC work roll contours and its performance of crown controllability were presented with the rolling operation of the production mills and were applied in downstream stand F5 of 1700 hot strip mill for test. The results show that the percentage of shifting stroke for optimized CVC work roll increases from 66% to 80%, and the wear of optimized CVC work roll is more uniform.
Key words: hot strip mill; strip; profile and flatness; roll; CVC; wear
Continuously variable crown (CVC)�ǿ����������������ο��ƵĴ����Լ���֮һ�����2250 CVC����������Ŀǰ�����ϲ���������ƿ�������������������2003�꽨��Ͷ����������ʵ�ʲ�������487��t����������������ȸ��Ƿ�Χ�㣬��700~2 130 mm����ȸ��Ƿ�Χ��1.2~ 25.4 mm��������Ͷ�����������ڽ���3��2250��������������������ȷ��������£����γ�Ϊ���ְ��ο�����ֱ�ӡ�����Ч���ֶ�֮һ[1-2]�������ɱ���CVC������ͻ�����ص���ǿ������ı�����ȣ�һ�������������㲻ͬ���ƹ�̵���Ҫ������ڿ������䡢���������ȵõ��㷺Ӧ��[3-6]����ָ�����ǣ�1999������������18�����������У�13������������Ϊ�Ĺ�CVC
�������͡��������о��߶�CVC�Ĺ�����Ʒ��������˴����о�[6-10]���������ƹ���CVC���ε�ĥ�仯�����˸��ٲ��Լ�����[11-12]�����CVC����խ���ȿ��������������⣬�����о�������������������λ���Ӧ�õ�һ�����Ա���LVC����[13]�������������λ������صĹ�����ĥ��ʹ��CVC���ε��Ա����Բ�������ڷ��������ڱ���CVC�İ��ο�������[2, 11, 14]��2050���������У���F6��F7����CVC��������Ϊ����ƽ��[15]��������ʵ���������Ƽƻ��ڵĴ�������֣��乤��������ͺ����������϶��ﵽ�豸���������ֵ������������ȳ�������[16]�����������ο����������Բ��㡣2250�����������λ��ܲ���CVC���Ͷ����λ��ܲ���SFR���ͣ�������ƽ����ʵ�ֳ��г̴ܹ�������CVC����ʵ���������ȣ�Ŀǰʹ�ø������CVC��������1700�����������еĹ�ҵ�������������������ó���ƽ���Ĺ������ܹ�ϵͳͨ���н��ɵĴܹ�ʹĥ���ɢ���������ֲ�ĥ�����Խ��ͣ�������һ���̶��ϼ����˹���������ĥ���������Ʋ���[2]����ʵ�ֹ�������ĥ����ơ�����Ч�������䲻��֮������ƽ���ܹ���Ȼ�ǵնȹ�����ƽ���ܹ��������ȿ��ƹ��ܣ���Ҳ����2050��������CVC�ij���ƽ�������������ο�����������Ĺؼ�ԭ��֮һ����������������ASR�����������ȿ�����ĥ����Ƶ�˫����������ʵ�ֱ߲����ο���[17]�����������ڹ��������г̴ܹ�ϵͳ������ͨ����ȡ�ض������ֶ�ͬ�����ƹ�Ӧ���ڹ��������г̴ܹ�ϵͳ����ˣ��о�2250 CVC�����������������ζ��ȶ����ӳ������������������ܲ��ƹ������������ο��Ƽ���������Ҫ���塣
1��2250 CVC������ĥ����ܹ�����
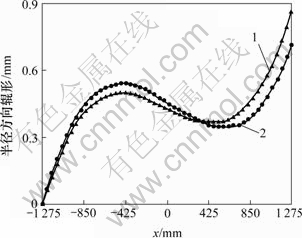
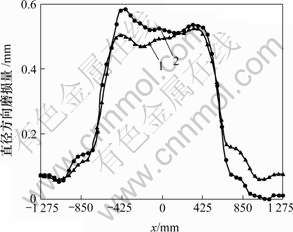
�����������������ڴ�����������ĥ������ȵ������Ƶ�λ�ڹ��������η��������仯[11-12]��Ϊ���о�2250��������CVC���������α仯���ɣ���136֧CVC����������ǰ����ν��и��ٲ��ԣ����и��ٲɼ�����24֧F5����CVC�������������ݡ��������λ���������F4��F5���ܹ�����ĥ���������� 2250��������F5����CVC������ʵ�����ǰ����κ�ĥ�������ͼ1��ͼ2��ʾ�����У�xΪ�������ȷ������������е�ľ��롣
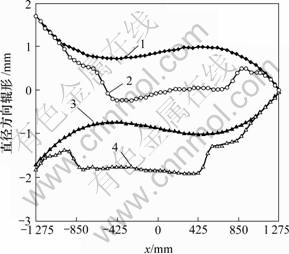
1���Ϲ��ϻ�ǰ��2���Ϲ��»���3���¹��ϻ�ǰ��4���¹��»���
ͼ1 2250��������F5��1�����Ƶ�λ�����ڵ�CVC����������
Fig.1 CVC work roll contours for stand F5 of 2 250 hot strip mill with a rolling campaign
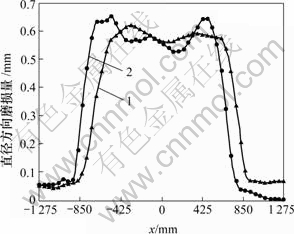
1���Ϲ���2���¹�
ͼ2 2250��������F5��CVC�������������ȷ���ĥ����
Fig.2 CVC work roll wear contours for stand F5 of 2 250 hot strip mill
ͨ���ֳ�ʵ�����ݷ������֣�F5��CVC������ĥ����������ص㣺
a. F5����CVC������ĥ��Ƚ����أ�ֱ��ĥ�����ﵽ700 mm��
b. ���¹�����ĥ������ͬ��һ�����¹��������Ϲ�����ĥ������
c. ������ĥ����״�ʡ����Ρ������¹����������Ρ�ĥ������λ�ò��Գƣ�ĥ��λ�ø���ƫ�ƣ��Ϲ�ƫ�����Լ50 mm���¹�ƫ�������50 mm��
d. ĥ��ġ����Ρ��ײ������ȣ�һ���Ϲ��ġ����Ρ��ײ����ȳ̶��Ը����¹������Ρ��ײ��ľ��ȳ̶ȣ�һ�㡰���Ρ����ڴ�����Ϊ1 600 mm���ײ����Ƚ�1 100 mm���ң������Ρ�����״�����Ƶ�λ�����йء�
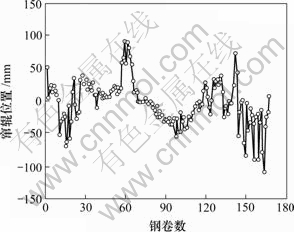
��2 050��������CVC������ĥ��[5, 12]��ȣ�2250��������CVC������ĥ����ʽ���������ԣ���ĥ������أ��ҡ����Ρ�ĥ������λ�÷�������ƫ�ơ�Ϊ�ˣ���һ��������2250���������������ܹ��ֲ����ɡ����ֳ��ɼ�����2005��12��11����2006��3��20������41 547���־�ʵ�ʴܹ�λ�õ����ݽ��з������õ�F5��CVC������ʵ�ʴܹ�λ�÷ֲ����ʣ���ͼ3��ʾ��ͼ3�У�������Ϊ�ܹ�λ�÷ֲ����������Ϊ�ڴܹ��ֲ���λ�������־���ռͳ�������ܾ����İٷֱȡ�
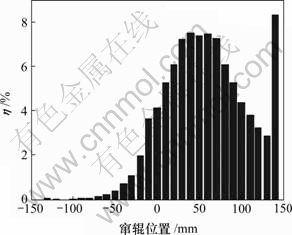
ͼ3 2250��������F5��CVC�������ܹ�λ�÷ֲ�ͼ(41 547��)
Fig.3 Distribution of shifting stroke position percentage of CVC work roll for stand F5 of 2 250 hot strip mill (41 547 coils)
��ͼ3��֪��F5��CVC�������ܹ�λ�÷ֲ����Բ����ȣ��ܹ�����λ�û��������ڣ�50 mm���ң���ʵ������������Ρ�ĥ������λ��ƫ�ƾ��������Ǻϣ�ͬʱ������ܹ��ﵽ����λ��150 mm�ĸ��ʸߴ�7%���˼���λ�ñ����ڴܹ��ﵽ����λ��ʱ���ȿ���������Ȼ�������ܹ���Ҫ�ֲ���[-50, 150]��Χ�ڣ���[-150, -50]�������ʷdz��ͣ���������ƴܹ���ΧΪ[-150, 150]��ʵ�ʴܹ��г�������ֻ��66%���ҡ�
ͨ�����ϲ��Է�����֪��2250��������F5��CVC����������ƫ�����Ƚϵͣ�ʹ��2250��������CVC�������ܹ��г������ʽ��ͣ��������������ĥ�����ء������ȣ��ҡ����Ρ�ĥ������λ�÷���ƫ�ơ�
2��CVC���������������Ľ�
�����������������У����˺���������Ҫ�İ���ȱ�ݣ����Ĵΰ��εĵ�������Ҫ���С����ˣ�������ʵ���У�CVC�������Զ��ΰ���Ϊ��Ҫ����Ŀ�꣬2250��������CVC���������õ���3�ι������ߡ������������ȼ�������ԭ�� [6-10]�������������Ϲ�������3��CVC���κ���(�뾶����)yt0(x)����ͨʽ��ʾΪ��
![]() ���� ��(1)
���� ��(1)
ʽ�У�a3, a2, a1��a0Ϊ������ƴ���������
������CW��
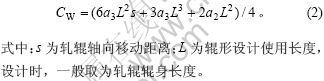
��ʽ(2)��֪����������a1��(a1����������������С[10]��������������Сȷ��������ʵ���ж���������������С��Ϊ����о�[6-9])���ҹ����������������ƶ���s�����Թ�ϵ�������������ƶ����г̷�ΧΪ![]() ����Ӧ�Ĺ����ȷ�ΧΪ
����Ӧ�Ĺ����ȷ�ΧΪ![]() ���ֱ����ʽ(2)��
���ֱ����ʽ(2)��
![]() �� (3)
�� (3)
![]() �� (4)
�� (4)
��ã�
![]() ���� ��(5)
���� ��(5)
![]() �� (6)
�� (6)
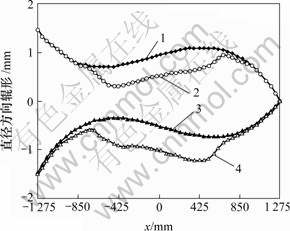
��ͨ������£�CVC����Ӧ��Ŀ���ȿ��Ʒ�Χ�ھ���������ܹ����г̣���2250 CVC���������ܹ��г������ʽϵ͡���ͼ3��֪��CVC�������ܹ���Ҫ�ֲ�������Χ�ڣ����Ҿ����ܹ������ļ���λ�á�2250��������CVC�����������ƶ���ΧΪ-150~150 mm����sm=150 mm����Ӧ�������ȷ�ΧΪ-0.5~0.5 mm��ͨ�������������ݷ������������飬ȡ�Ľ�����ȷ�ΧΪ-0.3~0.7 mm���ɴ�ȷ���Ľ�ǰ���CVC���������μ�ͼ4���ڹ����ȱ仯��Χһ��������£��������ʹ�ó���Խ������Խ��[10, 18-19]����ˣ�Ӧ��ѡȡ���˵Ĺ������ʹ�ó��ȣ��Ծ����ܼ�С��������ڰ�����ƶ����в����������2 130 mm���㣬���������˸���һ��(35 mm)���κ�����¾����������Ӵ�����ˣ���ȡL=2 430 mm���õ��������ߡ���ʵ�������а����������Ƶ�������٣���ˣ�����ʵ�����ƿ��Ƚ��й�����ƣ����Խ�һ�����������ȡʵ�����ƿ���Ϊ1 850 mm����ȡL=2 150 mm���õ�ʵ�ʹ������ߡ�
1���Ľ�ǰ; 2���Ľ���
ͼ4 2250��������F5�ܸĽ�ǰ���CVC���������ζԱ�
Fig.4 Roll contour comparison between CVC and optimized CVC for stand F5 of 2 250 hot strip mill
���ع�����ڷ�Χ��ӳ�����ڲ�ʩ�������������������£��ɴܹ��ı�����ȵ�����[13]��ͼ5��ʾΪ�Ľ���CVC���������ڲ�ͬ����B���ֵĿ��ع����ȵ���������
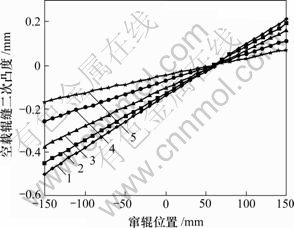
���ֿ���/mm: 1��2 150; 2��2 050; 3��1 850; 4��1 550; 5��1 250
ͼ5 2250��������F5�ܸĽ���CVC�������Ŀ��ع�����
Fig.5 Roll gap profile controllability of optimized CVC work roll for stand F5 of 2 250 hot strip mill
3 �Ľ���CVC��������ҵ���鼰Ӧ��
2006��4��14~25���ڶ�2250���������������������ģ�ͽ�����Ӧ���ģ����� 4��F5���ܸĽ�CVC���������ϻ�����ʵ�顣���Ƶ�λ��CVC�������ܹ�λ�÷ֲ���ͼ6������ǰ������������α仯��ͼ7��ͼ8��
ͼ6 2250���������Ľ���F5��CVC���������Ƶ�λ�ڴܹ�λ�÷ֲ�ͼ
Fig.6 Distribution of shifting stroke position of optimized CVC work roll with a rolling campaign for stand F5 of 2 250 hot strip mill
1���Ϲ��ϻ�ǰ��2���Ϲ��»���3���¹��ϻ�ǰ��4���¹��»���
ͼ7 2250���������Ľ���F5��CVC����������ǰ����α仯
Fig.7 Optimized CVC work roll contours for stand F5 of 2 250 hot strip mill with a rolling campaign
1���Ϲ���2���¹�
ͼ8 2250��������F5�ܸĽ���CVC�������������ȷ���ĥ����
Fig.8 Optimized CVC work roll wear contours for stand F5 of 2 250 hot strip mill
���Աȷ�����֪���Ľ���Ĺ����������Ƶ�λ�ܹ��ֲ��������ȣ��ܹ��г������ʴﵽ�����г̵�80%���Ľ���CVC����������ĥ��������С�������¹����������Ρ�ĥ��ײ����ھ��ȣ������Ρ�ĥ������λ�û���λ�������м�λ��δ�ٷ���ƫ�ƣ������ڴ����Ⱥ�Ш�ο��Ƶ��ʶ���ߡ�ȡ���ȶ�Ч����F5�ܸĽ���CVC��������Ͷ�����ҵ����Ӧ�á�
ֵ��ָ�����ǣ�Ϊ�������ƹ��������ο��Ƽ���������Ҫ��������ʵ�ʸĽ�CVC���ο��Ƽ�������Ҫ��Ӧ��CVC��������ƽ����ASR�������¼�����
4���ᡡ��
a. 2250�����������λ���������F4��F5���ܹ�����ĥ������������2050��������CVC������ĥ����ȣ�2250������������CVC������ĥ������أ�ֱ��ĥ�����ﵽ700 ��m��ĥ����״�ʡ����Ρ������¹����������Ρ�ĥ������λ�ò��Գƣ�ĥ��λ�ø���ƫ�ƣ��Ϲ�ƫ�����Լ50 mm���¹�ƫ�������50 mm��
b. 2250���������ձ����CVC�������ܹ��г������ʵ͡��ܹ��ֲ�λ������ƫ�ƣ�F5��CVC����������ƫ�����Ȳ�������⣬ʹ��2250��������CVC�������ܹ��г������ʽ��ͣ�����ǰ������ĥ�����أ��������ҡ����Ρ�ĥ������λ�÷���ƫ�ơ�
c. ������CVC���������ѧģ�ͣ�����ֳ�ʵ�������F5�ܸĽ���2250 CVC�������ߣ������˹������ȿ���Ҫ�������˸Ľ���CVC�������ߵĶ��ڲ�ͬ���ȴ��ֵĿ��ع����ȵ�����������ҵ������������CVC�����ܹ��г����ø���֣�ĥ������Ȼ�������Ч����
�ο����ף�
[1] ������. ���������������Ļ����������[C]//2005���й�����������ļ�. ����: ұ��ҵ������, 2005: 511-514.
CHEN Xian-lin. Strip mill configuration design of cold tandem mills[C]// CSM 2005 Annual Meeting Proceedings. Beijing: Metallurgical Industry Press, 2005: 511-514.
[2] �ܽ���, �� ��, ������, ��. ��������������ѡ����������ο���[J]. ����, 2005, 40(6): 40-43.
CAO Jian-guo, ZHANG Jie, CHEN Xian-lin, et al. Selection of strip mill configuration and shape control[J]. Iron and Steel, 2005, 40(6): 40-43.
[3] Klockner J. CVC technology for hot rolling mills[J]. Metallurgical Plant and Technology, 1987, 10(1): 54-60.
[4] Bald W, Klamma K. CVC technology for cold rolling mills[J]. Iron and Steel Engineer, 1988, 65(5): 24-28.
[5] �� ��, ��ѧ��, �⽨ƽ. �ִ����ı���2 050 mm��������[J]. ����, 2002, 19(2): 41-43, 52.
YANG Guang, JIN Xue-jun, XIE Jian-ping. The modern 2 050 mm hot strip mill of Baosteel[J]. Steel Rolling, 2002, 19(2): 41-43, 52.
[6] XU Le-jiang, XU Yao-huan, ZHANG Yong, et al. CVC technology in China��s largest cold strip mill[J]. Steel Technology International, 1994(1): 203-208.
[7] �� ��, ������, ��ҫ�, ��. ������λ�����Ĺ������Ĺ������[J]. �����Ƽ���ѧѧ��, 1994, 16(S2): 98-101.
ZHANG Jie, CHEN Xian-lin, Xu Yao-huan, et al. Roll contour design of 4-high mill with variable crown by axial shifting[J]. Journal of University of Science and Technology Beijing, 1994, 16(S2): 98-101.
[8] �� ��, �ܺ���, �� ��. CVC�Ĺ����������������������[J]. ��Ͻ�ӹ�����, 2000, 28(3): 12-13.
CHEN Jie, ZHOU Hong-zhang, ZHONG Jue. Design of the work roll shape of 4-h CVC mill[J]. Light Alloy Fabrication Technology, 2000, 28(3): 12-13.
[9] LU Cheng, Kiet A K, JIANG Zheng-yi. A design of a third-order CVC roll profile[J]. Journal of Material Processing Technology, 2002, 125/126: 645-648.
[10] �ܽ���, �� ��, ������, ��. 1700���������������ȹ��ε��о�[J]. �����Ƽ���ѧѧ��, 2005, 25(S6): 1-3.
CAO Jian-guo, ZHANG Jie, CHEN Xian-lin, et al. Research on CVC roll contour in 1 700 mm tandem cold mill[J]. Journal of University of Science and Technology Beijing, 2005, 25(S6): 1-3.
[11] CAO Jian-guo, ZHANG Jie, CHEN Xian-lin, et al. Control of roll contour for strip profile and flatness in hot rolling[C]//44th Mechanical Working and Steel Processing Conference Proceeding & 8th International Steel Rolling Conference Proceeding. Florida, 2002: 1001-1010.
[12] ���Ҵ�, �ƴ���, ������. 2050CVC��������������������ĥ����о�[J]. ����, 2002, 37(3): 24-27.
LIAN Jia-chuang, HUANG Chuan-qing, CHEN Lian-sheng. Roll wear on finishing train of 2050 CVC hot strip mill[J]. Iron and Steel, 2002, 37(3): 24-27.
[13] ������, �ΰ���, �� ��, ��. LVC���������εİ��ο��������о�[J]. ����, 2006, 41(5): 41-44.
WANG Ren-zhong, HE An-rui, YANG Quan, et al. Profile control capability of LVC work roll contour[J]. Iron and Steel, 2006, 41(5): 41-44.
[14] �Ϻ鿭, ������, ���嶫. CVC������ĥ������ȶ��������ο������ܵ�Ӱ��[J]. ұ���豸, 2000(3): 1-4.
YAN Hong-kai, DU Su-zhou, ZHANG Qing-dong. Influence of wear and hot crown of CVC work roll on the behaviors of strip shape control[J]. Metallurgical Equipment, 2000(3): 1-4.
[15] ����ΰ, �콨��, ����Ң, ��. ����ƽ��ʵ�����ɳ����������ź��Ʒ����·���[J]. ������ѧѧ��: ��Ȼ��ѧ��, 2002, 23(12): 1166-1169.
KONG Xiang-wei, XU Jian-zhong, GONG Dian-yao, et al. Optimum shift scheme of SFR realized by adopting flat roll[J]. Journal of Northeastern University: Natural Science, 2002, 23(12): 1166-1169.
[16] ����ΰ, �콨��, ������, ��. ����F7���ܲ���ƽ��ʵ�����ɳ������Ƶ��о�[J]. ����, 2002, 37(11): 26-29.
KONG Xiang-wei, XU Jian-zhong, WANG Guo-dong, et al. Study on schedule free rolling with flat roll on F7 finish stand[J]. Iron and Steel, 2002, 37(11): 26-29.
[17] �ܽ���, �� ��, �� ƽ, ��. ��ȡ�����������ο��Ƶ�ASR����[J]. ����, 2006, 41(6): 43-46.
CAO Jian-guo, ZHANG Jie, SONG Ping, et al. ASR technology for controlling profile and flatness of non-oriented electrical steel strip in hot rolling[J]. Iron and Steel, 2006, 41(6): 43-46.
[18] ����, �ܽ���, �� ��, ��. SmartCrown�Ĺ�������������������[J]. �����Ƽ���ѧѧ��, 2006, 28(7): 669-671.
YANG Guang-hui, CAO Jian-guo, ZHANG Jie, et al. SmartCrown work roll contour of a 4-hi tandem cold rolling mill[J]. Journal of University of Science and Technology Beijing, 2006, 28(7): 669-671.
[19] ����, �ܽ���, �� ��, ��. SmartCrown�����������ο����¼����Ľ��о���Ӧ��[J]. ����, 2006, 41(9): 56-59.
YANG Guang-hui, CAO Jian-guo, ZHANG Jie, et al. Optimization of application of SmartCrown on tandem cold rolling mill[J]. Iron and Steel, 2006, 41(9): 56-59.
�ո����ڣ�2006-11-16�������ڣ�2007-01-08
������Ŀ�������Ƽ���ѧ�Ƽ���չר�����������Ŀ(20050311890)
����飺κ�ֳ�(1962-)���У������人�ˣ���ʿ�о��������°��ο��ơ�������Ƽ������Զ����о�
ͨ�����ߣ��ܽ������У���ʿ�������ڣ��绰: 010-62332835��E-mail: geocao@me.ustb.edu.cn
