
Numerical simulation of copper based filler metal droplets spreading under arc brazing
YU Zhi-shui(����ˮ)1, LI Rui-feng(�����)2, QI Kai(�� ��)2, ZHOU Fang-ming(�ܷ���)2
(1. College of Materials Engineering, Shanghai University of Engineering Science,Shanghai 200336, China;
2. Department of Materials Science and Engineering,Jiangsu University of Science and Technology, Zhenjiang 212003, China)
Abstract:
The spreading behavior of copper filler metal droplets under arc brazing was studied by numerical simulation method using Surface Evolver software. The mathematical model in which arc pressure force acceleration was added to the droplet microelement as the form of gravity acceleration was used in numerical simulation. Then the 3D filler metal droplet profile for different welding currents was simulated. The results show that the simulation results and the experimental results are in good accordance. And it can be seen that the spreading height decreases and diameter increases with the increasing welding current in an approximate linear relation.
Key words:
copper filler metal; arc brazing; spreading; numerical simulation CLC number: TG444.74;
Document code: A
1 INTRODUCTION
Arc brazing technology is a newly developed joining technology. For its advantages, it has been used more and more frequently in automobile industry and other wiring equipments. And this technology is considered to have a big foreground in practical joining applications. But up to now, the studies of this technology are restrained in practical production applications[1-3] and experimental analyses[4, 5]; and few researchers have studied the spreading of liquid droplets, seam forming technique in brazing technology. However such studies are of great importance to interpret the physical phenomena and a guide of the practical production of arc brazing. Though some researchers have studied the droplet solidification and flattening behavior in spraying technology[6, 7], there are also some basic differences between these two technologies. The filler metal spreading behavior of droplets on base materials dominates the quality of arc brazing and the form of brazing seam; so in the present work, the spreading behavior of filler metal droplets was simulated for different welding currents with finite element method (FEM) using Surface Evolver software[8]. At last, the calculation results were compared with the experimental results. It can be seen that they are in good correspondence. And the present work can interpret the spreading behavior well in arc brazing so as to guide the practice production.
2 3D PROFILE ANALYSIS OF LIQUID DROPLET SURFACE
The alternate three-dimensional FEM software Surface Evolver was used to simulate the spreading behavior of copper based filler metal droplets under arc brazing technology. Through the calculation of the boundary condition and the minimum energy at different welding parameters, the shape can be obtained.
2.1 Hypothesis in numerical calculation
During arc brazing, there are a lot of factors which influence the spreading behavior of copper based filler metal droplets, such as the thermal input, electromagnetic force and physical properties. In addition, the effect scope of these factors can not be described correctly and comprehensively; the physical properties of copper filler metal at high temperature are not available. Based on these restrictions, there were several hypotheses used in this work:
1) During the arc heating, the liquid filler metal didn��t solidify at all.
2) The liquid filler metal was incompressible and had homogeneous physical properties.
3) The physical properties of filler metal was uniform at different brazing parameters.
4) The liquid drop shape was symmetric in Z direction and spread in X and Y plane.
5) During arc brazing process, the arcing current was relatively small (I��100A), the stirring force of electromagnetic force was small; so the influence of electromagnetic force on droplet spreading behavior was neglected.
In the numeric simulation, CuSi3Mn was used as the filler metal. The main physical property and brazing parameters are listed in Table 1. It can be seen from Ref.[9] that the central region of arc pressure was less than 2mm. And in this study, the mass of filler metal was only 200mg, the radius of filler metal ball was 1.76mm. So the liquid droplet was all in the center of arc pressure effect region and the arc pressure force was well distributed on the droplet surface. The schematic of arc pressure force on liquid droplet is shown in Fig.1.
Table 1 Parameters for FEM and experiment
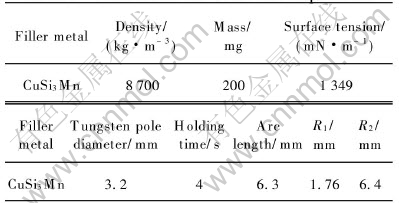

Fig.1 Schematic of arc pressure
2.2 Mathematical model
During arc brazing process, the gravity potential energy, surface tension potential energy and arc pressure potential energy determine the liquid droplet shape. And the overall energy is


where Eg is the gravity potential energy, Et is the surface tension potential energy, Ep is the arc pressure potential energy, �� is the density of filler metal, g is the gravity accelerate (9.8m/s2), z is the height of the micro-element in the liquid droplet during integral calculation, A is the overall surface area of the droplet, and v is the surface tension coefficient of the liquid droplet.
For the arc pressure force effect, it was assumed uniform at the drop surface; it can be supposed that an arc pressure effect force field like gravity field surrounds the liquid droplet. The arc pressure can be represented as an acceleration form. So the arc pressure can be equivalently added to the microelement inside the liquid droplet in the acceleration form. The equivalent transformation equation is
![]()
where a is the acceleration caused by arc pressure force, p is the pressure intensity at the center of arc heating zone, and R[TX-]=[SX(]R1+R2[]2[SX)], where R1 is the initial radius of filler metal ball, R2 is the equivalent spreading radius of filler metal which is got from the vacuum furnace heating at 1150�� for 3min.
Then the gravity potential energy changed to EG2:

The relationship between arc current and arc pressure is shown in Fig.2, which can be got from the experimental analysis of Refs.[10-12]. Fig.2 shows that the arc pressure force increases with the increase of arcing current. The reasons are that when the welding current increases, the plasma velocity increases too. And when the arcing current is higher than 75A, the maximum value of arcing force increases in linear relation with welding current. For the relatively lower welding current the relation deviates from the linear relation.

Fig.2 Effect of welding current on arc pressure
Then the arc pressure intensity was substituted to Eqn.(4). The equivalent acceleration of arc pressure force could be obtained. At last, the liquid droplet shape with minimum energy was calculated using the Surface Evolver software.
3 RESULTS AND CONFIRMATION
To confirm the simulation result, the spreading behavior is obtained by high-speed photo-graphy experiment system as shown in Fig.3. And 200mg brazing filler metal was used to spread on Q235 steel sheet of 40mm��40mm��2mm. During the experiment, the spreading behavior at arc current of 20-100A was conducted using Fronius DC welding machine.
The experimental parameters and physical properties of filler metal are listed in Table 1. Fig.4 shows the contrast results of experiment and simulation. Fig.4(a) shows the macro-photographs of spreading results of the filler metal after experiments. Fig.4(b) shows the high-speed photographs of the spreading results. Fig.4(c) shows the simulation results obtained from Surface Evolver Software. It can be seen from Fig.4 that the spreading radius increases and spreading height decreases with the increasing welding current. To see more details of experimental and simulation results, the collected data of spreading height and radius from Fig.4 are shown in Fig.5.
In Fig.5, Hc and Dc are the simulation results of the spreading height and diameter separately; Hm and Dm are the experimental results. From the contrast of experimental and simulation results as shown in Fig.5, it can be seen that the simulation results are very close to the experimental results. Then it can be concluded that the mathematical model used in this paper is correct and can be used to simulate the 3D shape of filler metal spreading in arc brazing process.
It also can be seen that when the welding current is relatively low (��80A), the error is big (maximum error is 13.6), and when the welding current is higher than 80A, the error is small. The reasons which lead to this phenomenon are: when the welding current is relatively low, the filler metal is not all in liquid state; the arc pressure force is not identical at the entire filler metal region; and the physical properties are not homogeneous for the filler metal. So there will be a bigger error when the welding current is relatively low. In addition, the simulation results show that the arc pressure force is the dominant factor in the spreading behavior of the filler metal for arc brazing process.
4 CONCLUSIONS
1) The arc pressure force is equivalently transformed to gravity acceleration factor to simulate the spreading behavior in arc brazing.
2) The experiment results and simulation results are all in good fit. And when the welding current is relatively high (>80A), the error is bigger than that at lower welding current. The maximum error is 13.6%.
3) In arc brazing process, the arc pressure force dominates the droplet spreading behavior. And the spreading height decreases and the diameter increases with the increasing welding current in an approximate linear relation.

Fig.3 Schematic of high-speed photography experimental system

Fig.4 Comparison of FEM analysis and experimental results of spreading after 4s

Fig.5 Comparison between FEM results and experimental results of droplet diameter and height
REFERENCES
[1]YU Zhi-shui, QIAN Yi-yu, ZHOU Fang-ming, et al. Joint strength and fracture behavior in arc brazed galvanized steel sheet[J]. Chinese Journal of Mechanical Engineering, 2001, 37(10): 88-92.
[2]YU Zhi-shui, QI Kai, LI Rui-feng, et al. Interface behavior and joint strength by TIG arc brazing of titanium and titanium alloy[J]. Rare Metal Materials and Engineering, 2003, 32(12): 1049-1052.
[3]Fujii H, Shiraki A. Development of arc-brazing welding method and application of pulsed MIG welding to various thin plates[J]. National Technical Report, 1997, 23(2): 23-31.
[4]Frings A, Stockel S. Fully mechanized inert-gas metal-arc brazing of galvanized thin steel sheet[J]. Schweien und Schneiden, 1986, 38(12): 624-629.
[5]Frings A, Stockel S. Fully mechanized inert-gas metal-arc brazing of aluminized thin steel sheet[J]. Schweien und Schneiden, 1989, 41(11): 577-583.
[6]Nithiarasu P. An adaptive finite element procedure for solidification problems[J]. Heat and Mass Transfer, 2000, 36: 223-229.
[7]Sobolev V V, Guilemany J M, Martin A J. Investigation of droplet flattening during thermal spraying[J]. Surface and Coatings Technology, 1999, 89: 82-89.
[8]Kenneth A. Brakke Mathematics Department Susquehanna University Selinsgrove[M]. Surface Evolver Manual, 1998.
[9]FAN Hong-gang, SHI Yao-wu, HUANG Yong, et al. Experimental analysis of influence factors on arc pressure force in TIG welding[J]. Welding Technology, 1995, 5: 3-5.
[10]Sellyaenkov V N. Measurement of the pressure of a welding arc[J]. Welding Production,1973, 20(9): 61-63.
[11]SUN Jun-sheng, WU Chuan-song. The influence of arc pressure on the MIG weld pool dimensions[J]. Acta Metallurgica Sinica, 2001, 37(4): 434-438.
[12]Lin M L, Eagar T W. Pressures produced by gas tungsten arcs[J]. Metallurgical Transaction B, 1986, 11(9): 601-607.
Foundation item: Project(50475051) supported by the National Natural Science Foundation of China; Project supported by the Higher School Natural Science Foundation of Jiangsu Province, China
Received date: 2004-12-17; Accepted date: 2005-03-25
Correspondence: YU Zhi-shui, Professor, PhD; Tel: +86-21-62759779; Fax: +86-21-62759779-4206; E-mail: yu_zhishui@163.com
