
���±�ţ�1004-0609(2014)07-1736-08
���⽺�Ӻ���п��/���Ͻ������֯������
�ܵ��䣬�� �ã����ٻ�������ˮ
(���ϴ�ѧ ���������Ƚ������������ص�ʵ���ң���ɳ 410082)
ժ Ҫ��
���ù��˼�������1.4 mm���DC56D+ZF��п�ֺ�1.2 mm���6016���Ͻ�ƽ���Լ��������������ļ����Ӻ�����ʴ��ʵ�飬������ʽ����������ɨ��羵��X���������ǡ������Ƶ�������������ȷ����������ǰ�ӽ�ͷ�Ľ�����֯���Ͽ���ò������Ԫ�ء���ʴ�ٶȡ���ʴ������ò��ɷ��Լ���ͷ��ѧ���ܣ�̽�ֽ���Ӱ���/������������ʴ���ܵ����û��ơ���������������1650 W�������ٶ�35 mm/s���뽹����3.0 mm��ArΪ��������������Ϊ20 L/min�Ĺ��������£����뽺�㣬�����������溸��������������������Ƶ�ȱ�ݣ�����ļ�������˴�Ӻ������϶���������ȴ�������������δ�ӽ�����ȣ���������ƽ���Լ���϶���٣�����ֵ�������ܼ������÷ֽ��γ�������������ı����Ͻ����߷�����״�����Ӵ����Ͻ�Լ������������գ���/�����ڽ�����ȴ����Ƕ�룬��δ���뽺����ȣ���/������ֽ��߲�ʮ�����������⺸���м��뽺�㣬���ӽ�ͷ����ǿ����ƽ���������ֱ�Ϊ41.45 MPa��1.04 kN����ѧ���ܲ�û����Ϊ����ļ����������ͬ�ȸ�ʴ�����£�����������ʴ��ʽΪ��ż��ʴ����ʴ������ҪΪFe2O3��FeO(OH)��Fe6(OH)12CO3����δ���뽺����ȣ�����������ʴ�ٶȼ�������ʴ����ߣ����ڽ�����о�Ե�ԣ�������������������֮��ĵ��ӽ�����������ż��ʴ����ˣ�����ļ�����������˸�/��������������ʴ���ܡ�
�ؼ��ʣ�
��/�����ֽ��������⽺�Ӻ���������ò����ʴ������
��ͼ����ţ�TG457���� ���ױ�־�룺A
Microstructure and properties of galvanized steel/ aluminum alloy laser-adhesive hybrid bonding
ZHOU Dian-wu, DAI Ting, XU Shao-hua, LIU Jin-shui
(State Key Laboratory of Advanced Design and Manufacturing for Vehicle Body,
Hunan University, Changsha 410082, China)
Abstract: The fiber laser welding and corrosion resistance test with/without adhesive layer addition were carried out on the DC56D+ ZF galvanized steel with thickness of 1.4 mm and the 6016 aluminum alloy with thickness of 1.2 mm. By using optical microscopy, scanning electron microscopy, X-ray diffractometry and tensile test, the microstructure, fracture morphology, interface element distribution, corrosion rate, corrosion morphology, composition and mechanical properties of joints were studied, the effect of adhesive layer on the corrosion resistance of weld joint was also discussed. The results indicate that addition of adhesive can improve the block of heat transfer caused by the interstice of overlap welding and the feature of welding are uniformly continuous without pore or flaw at the welding process parameters as follows, such as laser power of 1650W,welding speed of 35mm/s, defocusing amount of ��3.0 mm, Ar as the protection gas and flowing at the speed of 20 L/min. Comparing with the sample without adhesive layer, the interstice of metal plate specimen decreases and the penetration is deeper, the adhesive layer is decomposed into gas and solid residue, thus, the aluminum alloy surface with high reflectivity feature is changed, and the laser energy absorption of aluminum alloy increases, the molten metals of steel and aluminum embed into each other after cooling. Comparing with the sample without adhesive layer, the steel and aluminum interface boundary is not continuous. In laser weld bonding, the average shearing strength and average shearing force of steel/Al joint are 41.45 MPa and 1.04 kN. The mechanical properties are not weakened by the addition of adhesive layer. Under the same corrosion condition, galvanic corrosion of welding specimen is found and corrosion product are Fe2O3, FeO(OH) and Fe6(OH)12CO3. Comparing with the sample without adhesive layer, the corrosion rate of the sample with adhesive layer decreases, and the corrosion resistance properties are improved. Because the adhesive layer has electric resistance and insulation properties, it controls electron exchange between the anode and the cathode, reduces galvanic corrosion effect which improves corrosion resistance of steel and aluminum welded specimen with adhesive layer addition.
Key words: steel/Al alloy dissimilar metal; laser-adhesive hybrid bonding; weld appearance; corrosion resistance properties
�����ִ���ͨ���乤��������ս�Ե�ʵʩ����/�����Ͻṹ���������ֲ����������ơ������������������������г�����������ҵ������Ӧ��ǰ����Ȼ�����ֽ��������ʸ�Ч��������Լ��/�����Ͻṹ���ڹ������ƹ�Ӧ�õ������ƿ��[1-2]��ʵ�ָ�/�����ӵķ�����Ҫ��ճ�ӡ���е���Ӻͺ��ӡ�ճ�ӵõ����ӽ�ͷ����ѧ�������ޣ�ֻ��Ӧ����һЩ����Ҫ��ϵ͵ij��ϡ���е������õ��ϸ����ܵ����ӽ�ͷ������ͷ������������֤����ͷ�������⺸�ü�������������Դ�����������ܶȸߡ���������С���������С���Դ���ơ���������ȴ���Ӱ����խ�����ӱ���С�Լ���Ч���Զ���������ŵ�[3-5]�����⣬�����м��뽺������ӽ�����ĶԼ����������գ��ı��۳������ԣ������۳���ĸ�����룬��������������ܣ���ˣ����⽺�Ӻ�������Ϊ��/��һ���µ����ӷ���[6-10]����п���ж�п���ͨ���������������ɵĸ�ʴ����Ըֻ�����������ã���ˣ���п�ְ��ΪĿǰʹ�÷�Χ���ij������ϡ�Ϊ̽�����ӽ�ͷȱ���١���ѧ����ʴ�ۺ����������ĸ�/�����ֽ���һ���µ����ӷ���������������1.4 mm���DC56D+ZF��п�ֺ�1.2 mm���6016���Ͻ�ƽ���Լ���Ϊ�о����������������ļ����Ӻ�����ʴ��ʵ�飬������ʽ����������ɨ��羵��X���������ǡ������Ƶ���������������ֶΣ������������ǰ�ӽ�ͷ�Ľ�����֯���Ͽ���ò������Ԫ�ء���ʴ�ٶȡ���ʴ������ò��ɷ��Լ���ͷ��ѧ���ܣ�̽�ֽ���Ӱ���/������������ʴ���ܵ����û��ƣ��о��������Ϊ��/�����ֽ����ṹ�����⺸�ӵ��ƹ�Ӧ���ṩ��Ҫ���ۺ����������
1 ʵ��
���⽺�Ӻ�ʵ����ù��˼�������Ϊ������Դ���������ͺ�ΪYLS-4000-CL������������Ϊ4.0 kW�����Ⲩ��Ϊ1.070 ��m����������ļ���ģʽΪTEM00�����ﷴ�侵�۽������ྵ��200 mm������ֱ��Ϊ0.4 mm��������ɢ�Ǧ���0.15 rad��ʵ�����ΪDC56D+ZF��п�ֺ�6016���Ͻ𣬶�п�ְ�Ļ�ѧ�ɷ�(����������%)Ϊ��C 0.014��Si 0.008��Mn 0.118��S 0.030��P 0.014��Fe������6016���Ͻ�Ļ�ѧ�ɷ�Ϊ��Si 1-1.3��Cu 0.2, Mn 0.2, Mg 0.3-0.5, Fe 0.5, Al��������п�ֺ����Ͻ�İ��ϳߴ�ֱ�Ϊ1.4 mm��100 mm��30 mm��1.2 mm��100 mm��30 mm������ǰ�ñ�ͪ��ϴ������ȥ���������ۣ���ɰֽ��ĥ��ȥ�����Ͻ����������㣬Ȼ���ڴ�ӳ���Ϊ30 mm��������Ϳ�����ƺ��ԼΪ0.1 mm�Ľ��㣬�������ʩ��һ����ѹ��������������Ȼ�̻�24 h������ʱ�����ǵ����Ͻ����ʸߣ����ö�п�ְ��������Ͻ��ϲ�Ĵ����ʽ���������Ϊ�������壬���⽺�Ӻ�ʵ��ʾ��ͼ��ͼ1��ʾ��ʵ���Ի�����������������Ժͽϴ�����ΪĿ�꣬ȷ������Ż����ӹ��ղ���Ϊ�������1650 W�������ٶ�35 mm/s���뽹����3.0 mm��Ar��Ϊ��������������Ϊ20 L/min�������������Ժ��ӽ�ͷ��֯����ѧ���ܵ�Ӱ��ʱ��δ���뽺��ĺ��ӹ�����������뽺��ʱ����ͬ��
��ʴ��ʵ�����������ʧ���������������ǰ���/�����������ĸ�ʴ�ٶȣ����ø�ʴǰ�����������ı仯����������ʴǰ���������ʹ�÷ֱ���Ϊ0.1 mg�ĵ�����ƽ��ȡ��������ʴ�ٶȵļ��㹫ʽ���£�
 (1)
(1)
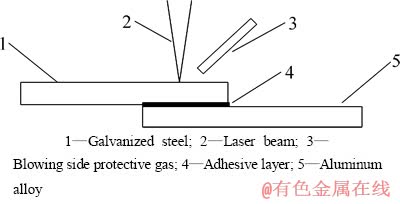
ͼ1 ��/�����⽺�Ӻ�ʾ��ͼ
Fig. 1 Schematic diagram of steel/aluminum laser-adhesive hybrid bonding
ʽ�У�vΪ��ʴ�ٶ�(g/(m2h))��m0Ϊʽ����ʴǰ������(g)��m1Ϊ���������ʴ����������(g)��SΪ���������(m2)��tΪ��ʴʱ��(h)��
��ʴ�����Ʊ�ʱ�����ý���ɰֽ��ĥ��Ʒ���棬¶�����壬���ñ�ͪ��ϴ��Σ���������ˮ�г�����ϴ15 min��ȡ����ɣ����ų�ȡNaCl��������ˮ��������������Ϊ3%��NaClˮ��Һ��pHֵΪ7.0���������ҵķ�ʽ���Ʊ�����Ʒ���ݵ���ˮ��Һ�У�����ʱ��Ϊ240 h��ȡ����Ʒ������ʴ�Է���ʱ��������ˮϴ�����棬�����к�ɡ�
������ʽ�����۲��������溸��ı�����ò��ʴ����Ʒ�����ò��������ʽ���������۲���������溸�������֯�����������Ƶ���������������Ժ����Լ��Ŀ���ǿ����ƽ���������������������ǵ�ɨ��羵FEI 2000 Quanta200�������Ͽ���ò����������븯ʴ���������ò��ɷֽ��з���������D500 X���������Ƿ�����ʴ��������Ҫ���ࡣ
2 ���������
2.1 ��������֯����
ͼ2��ʾΪ����Ż����ӹ��ղ��������¸�/����/����/�����������ò��δ���뽺��ʱ����������Ϊ0.4 mm(��ͼ2(a))�����뽺���������Ϊ0.5 mm(��ͼ2(b))�����ڽ���ļ��룬ʹ���°�������ӣ����������ڰ���϶����������������������һ���̶���������²�δ�ڻ����Ͻ��ı����¶�[11-12]���ʼ��뽺����������ӡ�ͼ2(c)��(d)��ʾ�ֱ�Ϊ�����������뽺��ǰ����������֯�����־�����Ϊ��״������δ���뽺����ȣ����뽺������ӡ����ơ���������ȱ�ݡ�
2.2 �����������ò��ɷַ���
ͼ3��ʾΪ���뽺��ǰ����渽����SEM����δ���뽺��ʱ���۳صײ���/������ֽ�������(��ͼ3(a))�������뽺������ֽ�������Ƕ��(��ͼ3(b))���Խ����ĵײ����зŴ�۲�(ͼ3(c)��ͼ3(d)������������������������1���С��ɼ�δ���뽺��ʱ����������ҪΪ��Al��Fe-Al�����仯������Т�����Fe��AlԪ�ص�Ħ���Ⱦ��ӽ�1:2��������Fe��AlԪ�ص�Ħ���Ⱦ��ӽ�1:3����Fe-Al��Ԫ��ͼ�Ʋ�������������ֱ�ΪFeAl2��FeAl3�����仯�����������Mg��ZnԪ�أ������Ǻ��ӹ�����п������þ����û����ȫ�ݳ��������ں����У����뽺�������Fe��AlԪ�ص�Ħ���Ⱦ��ӽ�1:1������������FeAl�����仯������������Ҫ�ɷ�ΪAl��������Fe��AlԪ�ص�Ħ���Ⱦ��ӽ�1:3������������FeAl3�����仯�����������������ֺ�������MgԪ�أ���δ����Zn��C��OԪ�أ�˵�����뽺����ں��ӹ����У��������ڷе�ϵ�������������ͬ�ֽ�IJ������������һͬ�ݳ��۳��⣬п����Ҳ����ݳ�����þ����δ��ȫ�ݳ������뽺������������ң�ʹ�۳����²��Ľ�����ӳ�ֺ;��ȣ������Ľ����������۳صĽ����б�����ų������������δ�������ס����ӵȺ���ȱ�ݵIJ���(��ͼ2(d))�����⣬�����۵�ȸֵ��۵�ͣ������ܼ������÷ֽ⣬�������²����Ͻ�����γ�һ��ܱ�����������������Ըı����Ͻ����߷����ʵ�״�����Ӵ����Ͻ�Լ������������գ�������ڽ�����ȴ����Ƕ�룬��δ���뽺����ȣ���/������ֽ��߱�ò�ʮ������(��ͼ3(b))��
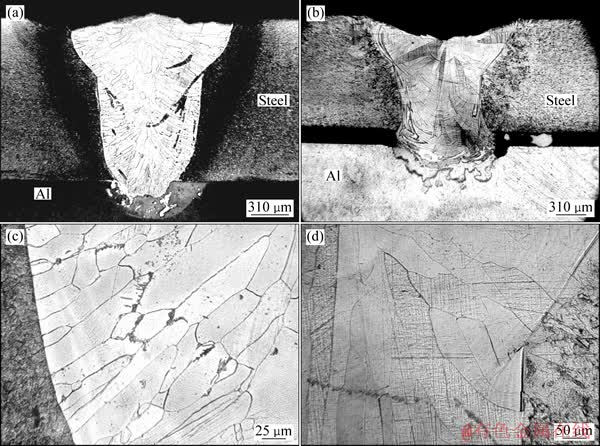
ͼ2 ��/���Ͻ��/����/���Ͻӽ�ͷ������֯
Fig. 2 Microstructures of steel/Al joint (a), steel/adhesive layer/Al alloy joint (b), weld zone of steel/Al alloy (c) and weld zone of steel/adhesive layer/Al alloy (d)
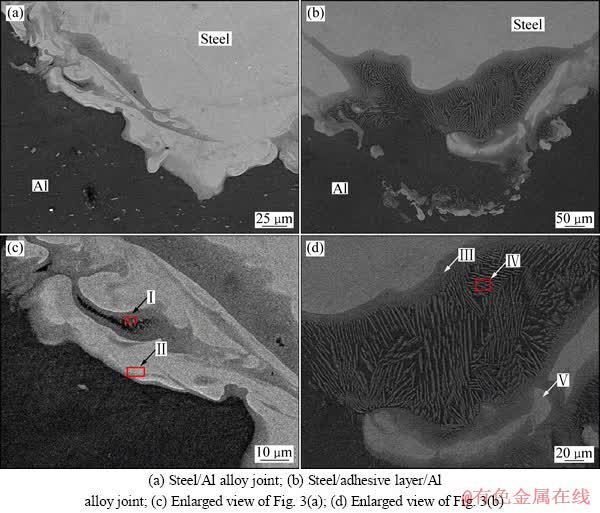
ͼ3 ��/���Ͻ��/����/���Ͻ������SEM��
Fig. 3 SEM images of steel/Al and steel/adhesive layer/Al alloy interface layer
��1 ��/����/����/�����ӽ�ͷ��ͬ�����EDS����
Table 1 EDS analysis results of steel / Al and steel/adhesive layer/Al weld joint shown in Fig. 3
2.3 ��ѧ������Ͽ���ò
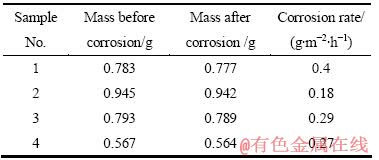
δ���뽺��������ƽ��������Ϊ1.05 kN������ǿ��Ϊ42.15 MPa�����뽺��������ƽ��������Ϊ1.04 kN������ǿ��Ϊ41.45 MPa����δ���뽺����ȣ�������������ѧ���ܲ�û����Ϊ����ļ��������(��ͼ4)��ͼ5��ʾΪ���뽺���/�����⺸��ͷ���Ѻ�ļ��������ͶϿڴ�������ò����ͼ5���Կ������Ͽڱ������һЩdz��С������(��ͼ5(b)��(d))���������н϶̡���������������������Եĺ���״����(��ͼ5(c))��������������ò����Ϊ���Զ������������ѵĻ����ò[13]��
2.4 ��ʴ�ٶ�
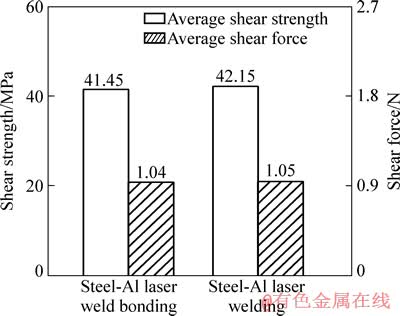
ͼ4 ���ӽ�ͷ�Ŀ���ǿ���������
Fig. 4 Shear strength and shear force of laser weld joint
��2����Ϊ��ʴǰ�������������仯��ʴ���ʡ�����1��4�Ŷ�Ӧ����Ż����ӹ���������δ�ӽ��㡢���뽺���������Ʒ��Ϊ�����������Ժ���������ʴ����Ӱ�죬�����������ֺ���������ʴǰ�������仯��ʴ����һ�����ڱ�2�У��������1650 W�������ٶ�35 mm/s���뽹��+2.0 mm���ӽ��㣬��Ӧ2����Ʒ�������1600 W�������ٶ�32 mm/s���뽹��+3.0 mm���ӽ��㣬��Ӧ3����Ʒ��������֣�1��2��3��4��������Ʒ��ʴ�ٶȷֱ�Ϊ0.4��0.18��0.29��0.27 g/(m2h)������1����Ʒ�ĵĸ�ʴ�������2��3��4����Ʒ�ĸ�ʴ���ʽ�С������ͬ�ȸ�ʴ�����£���δ���뽺����ȣ����뽺�㺸�������ĸ�ʴ�ٶ����Լ�����
��2 ��ʴǰ�������仯��ʴ����
Table 2 Quality change and corrosion rate before and after corrosion
2.5 ��ʴ��ò
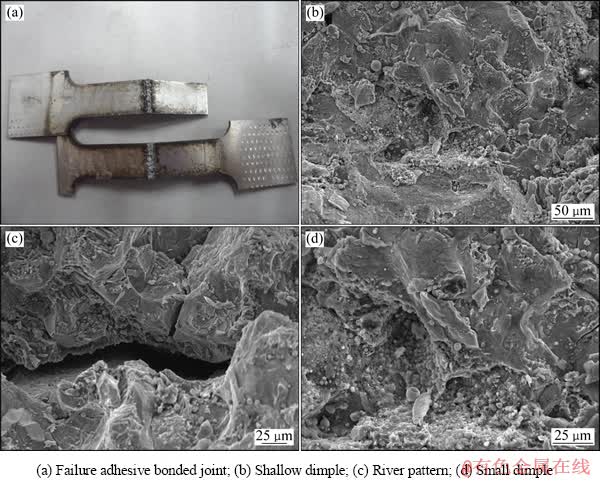
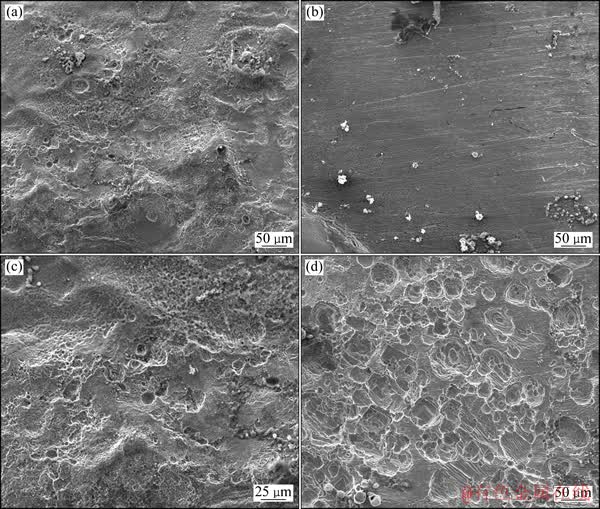
ͼ6��ʾ�ֱ�Ϊ��2��1��2��3��4����Ʒ�ڽ���ʵ���������Ҫ��ʴ����ĵ�����ò������1����Ʒ�����γ��˴���ϸС�Ŀ���״��ʴ���2����Ʒ��ʴ�����в����˴�����˿״��ʴ����ɿ���״��ʴ����ۼ����ɣ�3�ź�4����Ʒ���港ʴ������ҪΪ��״��˿״��ʴ���ͨ����ʴ��������������ɵĹ۲췢�֣�����48 h�ĸ�ʴ����ʵ�飬4����Ʒ�����û�����Ը�ʴ�������ɣ�����56 h�Ľ���ʵ�飬1��2��3����Ʒ�ֲ�������ֳߴ��С�ĵ�״��ʴ�����4����Ʒ���ɵ�״��ʴ�������120 h�Ľ���ʵ�飬��Ʒ����Χ���������ɵĵ�״��ʴ�����γ��˲��������״��ʴ�������1����Ʒ���港ʴ����ʻҺ�ɫ��������Ʒ���港ʴ�����Ϊ��ɫ�����Ž���ʱ������ӣ�ֱ������ʵ���������ʴ�����������״��ʴ�����Ե�������죬�γ�˿״��ʴ���
ͼ5 ��/�����⽺�Ӻ���ͷ�ļ��ж��������ͶϿ�����ò
Fig. 5 Failure adhesive bonded joint in tensile shear test (a) and different multiples of SEM images of laser weld bonding steel/Al joint fracture
ͼ6 ���������ϱ��港ʴ�����SEM��
Fig. 6 SEM images of welding specimen surface corrosion products of samples 1 (a), 2 (b), 3 (c) and 4 (d) after corrosion
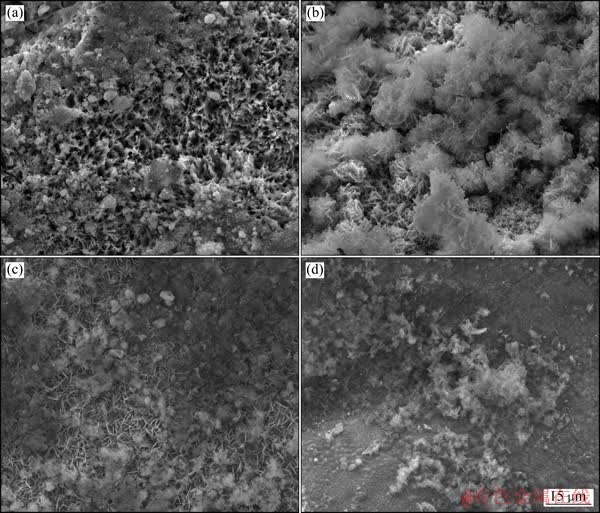
ͼ7��ʾ�ֱ�Ϊ��2��1��2��3��4����Ʒ���ó�����ϴ����ȥ����ʴ�������港ʴ���������ò������1����Ʒ��ʴ����ʿ�״���䣬���ְ��㸯ʴ����2��3����Ʒ�������ܼ���ϸС��ʴ�ӣ������İ��㸯ʴ������4����Ʒ����û�г��ֵ�ʴ�ӡ��ɿ�����1����Ʒ��ʴ�����أ�2��3����Ʒ����һЩϸС�ĵ�ʴ�ӣ���ʴ������4����Ʒ����������ã���ʴ����ֻ��������Ʒ���档�������뽺�㺸����������ʴ������Խ��δ���뽺�㺸�������ġ�
2.6 ��ʴ���P��ʴ�������û��Ʒ���
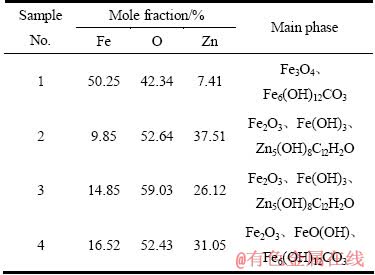
��3����Ϊ1��2��3��4����Ʒ��ʴ��������X���������ǵķ������������������Ʒ��ʴ������Ҫ�ɷ־�����O��Fe��ZnԪ�أ���2��3��4����ƷZnԪ����Ժ�����1����Ʒ�࣬�ɼ�����Ĵ��ڣ������˶�п���ж�п��ĸ�ʴ���Ըֻ�������������á�
���о�����ʴ��ʵ����������ͬ�ȸ�ʴ�����£�δ�ӽ��㼤�⺸�������ȼ��뽺�㼤�⺸��������ʴ�졣����ʵ�鸯ʴ����Ϊ��������Ϊ3%��NaClˮ��Һ����ʴ���ڽΣ�NaCl�Ĵ��ڣ��ڸֱ����γ�����������ʴ��أ����ŷ�Ӧ�Ľ��У�Na+��Fe+�����������ƶ���OH-��Cl-�������ܽ����ƶ����ڻ����������γ�Fe(OH)2����Fe (OH)2��ʴ����Ĥ�����ȶ�����ֽ�ΪFeO�����ܽ���Һ���е�O2������FeOOH(ע����Ӧ���й�����ʽ(2)��(3))����ˣ�δ���뽺���1����Ʒ��ʴ������ҪΪ��3���е�Fe3O4��Fe6(OH)12CO3��
 (2)
(2)
 (3)
(3)
���뽺���2�š�3����Ʒ��ʴ�������Fe2O3��Fe(OH)3�⣬������Zn5(OH)8Cl2H2O(���3����)����Ҫ����ط�Ӧ�У����ŷ�Ӧ�Ľ��У�Zn+�����������ƶ���OH-��Cl-�������ܽ����ƶ����丯ʴ���̰��������������������γɡ�Cl-�ĸ�ʴ��ʴ������γɹ��̣�4����Ʒ��ʴ������ҪΪFe2O3��FeO(OH)��Fe6(OH)12CO3��������������г�����ZnԪ�أ���Ҫ�Ǹ�ʴ��Ʒ����ˮ��Һ��ȡ���淽ʽ��ɵģ�Cl-�Ĵ��ڻ����п����������ľֲ��ܽ⣬��XRD���δ���ֺ�п��ʴ����Ĵ��ڡ�
ͼ7 ȥ����ʴ��������SEM��
Fig. 7 SEM images of surface of samples 1 (a), 2 (b), 3 (c) and 4 (d) by removing corrosion products after corrosion
��3 ��ʴ��������X���������Ƿ������
Table 3 Corrosion analysis results of spectrum and X ray diffraction
ͨ������£����ֽ�����ͬһ���Һ��ֱ�ӽӴ��ṹ�ɵ�ż��ء���λ�ϸ��Ľ�����ʴ���ʿ죬����λ�����Ľ�����ʴ���������Զ�п��/���Ͻ⺸���������ԣ����ɵ�ż���Ϊ��п�ְ��ϵ�п�����Լ�������������п�ĵ�λ������������ż��ʴ�У����ȸ�ʴ����п�㣬��Ȼ��п��Ըְ��б������ã������Ÿ�ʴʱ���������п��ᱻ��ʴ����¶���ְ壬��ʱ�ְ��������Ӵ����ɵ�ż��أ��������ĵ�λ���������ʸְ��ȸ�ʴ�������ʴ�����뽺�㣬���ڽ�����о�Ե�ԣ�����������������֮��ĵ��ӽ�����������ż��ʴ���ã���ˣ����뽺�����߸�/��������������ʴ����[14-15]��
3 ����
1) �����1650 W�������ٶ�35 m/s���뽹��+3.0 mm��ArΪ��������������Ϊ20 L/min����ѹ��������£����뽺������������溸����������������ס����Ƶ�ȱ�ݡ�
2) ����ļ�������˴�Ӻ������϶���������ȴ�������������δ�ӽ�����ȣ���������ƽ���Լ���϶���٣�����ֵ�������ܼ������÷ֽ��γ����������������ı����Ͻ����߷�����״�����Ӵ����Ͻ�Լ����������գ���/�����ڽ�����ȴ����Ƕ�룬��δ���뽺����ȣ���/������ֽ��߲�ʮ��������
3) ���⺸���м��뽺�㣬���ӽ�ͷ����ǿ����ƽ���������ֱ�Ϊ41.45 MPa��1.04 kN����ѧ���ܲ�û����Ϊ����ļ����������ͬ�ȸ�ʴ�����£�����������ʴ��ʽΪ��ż��ʴ����ʴ������ҪΪFe2O3��FeO(OH)��Fe6(OH)12CO3����δ���뽺����ȣ�����������ʴ�ٶȼ�������ʴ��������ߣ�
4) ���ڽ�����о�Ե�ԣ���������������֮��ĵ��ӽ�����������ż��ʴ���ã����뽺�㣬����˸�/��������������ʴ���ܡ�
REFERENCES
[1] �� ��, �� ��. ���⺸�ӹ��ն���-�ֺ�������Ӱ���о�[J]. ���Ӽ���, 2000, 29(5): 19-21
WU Jun, LI Liang. Investigation on laser welding quality of Steel-Al[J]. Welding Technology, 2000, 29(5): 19-21.
[2] �� ��, �ع���, ������, ������. ���ڼ���-MIG������Դ��5A02���Ͻ�/��п����-ǥ��[J]. ��е����ѧ��, 2009, 45(3): 94-98
LEI Zhen, QIN Guo-liang, LIN Shang-yang, WANG Xu-you. Fusion-brazing joining for dissimilar metals between 5A02 aluminium alloy and zinc-coated steel based on laser-MIG hybrid welding[J]. Journal of Mechenical Engineering, 2009, 45(3): 94-98
[3] �� ��, �ܵ���, ���ٻ�, �� ƽ, ����ˮ. ��Zn��-6016���Ͻ⺸����֯�������һԭ������[J]. �й���ɫ����ѧ��, 2012, 22(1): 230-238.
PENG Li, ZHOU Dian-wu, XU Shao-hua, PENG Ping, LIU Jin-shui. Laser lap welding structural properties and first-principle computation of zinc-coated steel and 6016 aluminum alloy[J]. The Chinese Journal of Nonferrous Metals, 2012, 22(1): 230-238.
[4] BRETZ T, LAZARZ, BLANCHARD H J. Adhesive bonding and corrosion protection of a die cast magnesium automotive door[J]. Magnesium Technology, 2004: 113-119.
[5] QI X, SONG G. Interfacial structure of the joints between magnesium alloy and mild steel with nickel as interlayer by hybrid laser-TIG welding[J]. Mater Des, 2010, 31: 605-609.
[6] LIU X J,HUANG R S,WANG H Y. Improvement of TIG lap weldability of dissimilar metals of Al and Mg[J]. Science & Technology of Welding & Joining, 2007, 12: 258.
[7] ZHAO L M, ZHANG Z D. Effect of Zn alloy interlayer on interface on microstructure and strength of diffusion-bonded Mg-Al joints[J]. Scripta Materialia, 2008, 58: 83.
[8] ������, ����, ������. �����þ�����ֽ������⽺�Ӻ��������������ݵ�Ӱ��[C]//��������ǿ���Ϻ��ӹ�����̳, ����: ��е��ҵ������, 2008: 94-99.
WANG Hong-yang, ZHANG Zhao-dong, LIU Li-ming. The effect of the adhesive on the thermal conduction in laser welded bonding Mg to Al process[C]//International Form on Light Metals and High Strength Material, Welding. Beijing: China Machine Press, 2008: 94-99.
[9] ������, ������, �� ��, �� ��. þ�Ͻ⽺�Ӻ���ͷ�ۼ���ѧ����[J]. �й���е����, 2007, 18(3): 352-356.
LIU Li-ming, WANG Hong-yang, WANG Heng, SONG Gang. Microstructural characteristics and mechanical properties of laser weld bonded joints in magnesium alloy[J]. China Mechanical Engineering, 2007, 18(3): 352-356.
[10] �δ���, ������, þ�Ͻ⽺�Ӻ��������÷���[J]. ��е����ѧ��, 2009, 45(8): 266-270.
REN Da-xin, LIU Li-ming. Analysis of the adhesive layer of laser weld bonding joints in magnesium alloy[J]. Journal of Mechanical Engineering, 2009, 45(8): 266-270.
[11] CHEN W C, ACKERSON P, MOLIAN P. CO2 laser welding of galvanized steel sheets using went holes[J]. Materials and Design, 2009, 30: 245-251.
[12] ������. ���⺸�����и���������[M]. ����: ��е��ҵ������, 2010: 34-40.
CHEN Wu-zhu. Laser welding and cutting quality control[M]. Beijing: China Machine Press, 2010: 34-40.
[13] LIU L M, WANG H Y .The effect of the adhesive on the microcracks in the laser welded bonding Mg to Al joint[J]. Materials Science and Engineering A, 2009, 507A: 22-28.
[14] ������, ��¾�. ��ʴ��ʴ����ԭ��[M]. ����: �й�ʯ��������, 2007: 8-11.
LIN Yu-zhen, YANG De-jun. Corrosion and corrosion control principle[M]. Beijing: China Petrochemical Press, 2007: 8-11.
[15] ���㳿, ����ǿ. ������ʴѧ[M]. ����: ������ҵ������, 2002: 148-149.
LIU Xiu-chen, AN Cheng-qiang. Metal corrosion science[M]. Beijing: National Defence Industry Press, 2002: 148-149.
(�༭ ����)
������Ŀ�����Ҹ����о���չ�ƻ��ص���Ŀ(2012AA111802)�����ϴ�ѧ�������������ص�ʵ������������(71075003)
�ո����ڣ�2013-11-05�������ڣ�2014-02-28
ͨ�����ߣ��ܵ��䣬���ڣ���ʿ���绰��13017297124��E-mail��ZDWe_mail@126.com
ժ Ҫ�����ù��˼�������1.4 mm���DC56D+ZF��п�ֺ�1.2 mm���6016���Ͻ�ƽ���Լ��������������ļ����Ӻ�����ʴ��ʵ�飬������ʽ����������ɨ��羵��X���������ǡ������Ƶ�������������ȷ����������ǰ�ӽ�ͷ�Ľ�����֯���Ͽ���ò������Ԫ�ء���ʴ�ٶȡ���ʴ������ò��ɷ��Լ���ͷ��ѧ���ܣ�̽�ֽ���Ӱ���/������������ʴ���ܵ����û��ơ���������������1650 W�������ٶ�35 mm/s���뽹����3.0 mm��ArΪ��������������Ϊ20 L/min�Ĺ��������£����뽺�㣬�����������溸��������������������Ƶ�ȱ�ݣ�����ļ�������˴�Ӻ������϶���������ȴ�������������δ�ӽ�����ȣ���������ƽ���Լ���϶���٣�����ֵ�������ܼ������÷ֽ��γ�������������ı����Ͻ����߷�����״�����Ӵ����Ͻ�Լ������������գ���/�����ڽ�����ȴ����Ƕ�룬��δ���뽺����ȣ���/������ֽ��߲�ʮ�����������⺸���м��뽺�㣬���ӽ�ͷ����ǿ����ƽ���������ֱ�Ϊ41.45 MPa��1.04 kN����ѧ���ܲ�û����Ϊ����ļ����������ͬ�ȸ�ʴ�����£�����������ʴ��ʽΪ��ż��ʴ����ʴ������ҪΪFe2O3��FeO(OH)��Fe6(OH)12CO3����δ���뽺����ȣ�����������ʴ�ٶȼ�������ʴ����ߣ����ڽ�����о�Ե�ԣ�������������������֮��ĵ��ӽ�����������ż��ʴ����ˣ�����ļ�����������˸�/��������������ʴ���ܡ�
[1] �� ��, �� ��. ���⺸�ӹ��ն���-�ֺ�������Ӱ���о�[J]. ���Ӽ���, 2000, 29(5): 19-21
[9] ������, ������, �� ��, �� ��. þ�Ͻ⽺�Ӻ���ͷ�ۼ���ѧ����[J]. �й���е����, 2007, 18(3): 352-356.
[10] �δ���, ������, þ�Ͻ⽺�Ӻ��������÷���[J]. ��е����ѧ��, 2009, 45(8): 266-270.
[12] ������. ���⺸�����и���������[M]. ����: ��е��ҵ������, 2010: 34-40.
[14] ������, ��¾�. ��ʴ��ʴ����ԭ��[M]. ����: �й�ʯ��������, 2007: 8-11.
[15] ���㳿, ����ǿ. ������ʴѧ[M]. ����: ������ҵ������, 2002: 148-149.
