
CSP�����������εĵ�������
��鲨1���� ��1���ܽ���1��˾С��2������ɽ2����ҫ��2
(1. �����Ƽ���ѧ ��е����ѧԺ��������100083��
2. ����ɽ�����ɷ�����˾������ ����ɽ��243003)
ժ Ҫ��
ժ Ҫ������ANSYS����Ԫģ�ͣ���ij��1.80 m����ʽ�ȴ�����(CSP)���������������ε������Խ��з��������CSPͬ�����Ƶ��ص㣬�ɼ������ֳ��������ݡ��о������������������ĥ������볣��������ĥ�����������ͬ��CSP����������������ĥ����ɹ����Ĵ�����ܹ�ֵ�������Եķ����Ա仯�����ǹ��������ۺ��ڸ�����Ƶ�����ɲ����»�������Ҫԭ��������ĥ���˵��������Ŀ������������´�����ƫ������������խ�����Σ���ɱ����ȣ������ȶ��ԡ�
�ؼ��ʣ�
�ȵ��������ն���ĥ��������ʽ�ȴ�����������Ԫ������
��ͼ����ţ�TG333.71 ���ױ�ʶ�룺A ���±�ţ�1672-7207(2009)02-0422-07
Characteristics of profile control on CSP hot strip mill
LI Hong-bo1, ZHANG Jie1, CAO Jian-guo1, SI Xiao-ming2, ZHANG Shu-shan2, LI Yao-hui2
(1. School of Mechanical Engineering, University of Science and Technology Beijing, Beijing 100083, China;
2. Maanshan Iron and Steel Co. Ltd., Maanshan 243003, China)
Abstract: The basic profile control ability for a 1.80 m compact strip production (CSP) mill was analyzed using ANSYS finite element method (FEM), the strip width and other factors�� effects on roll gap adjustment area and roll gap stiffness were proposed. Based on the characteristics of single width rolling, industrial tracing and analysis of work roll wear contour were made. The results show that the wear contours of work rolls on CSP are different from those of conventional process, and the wear contours are the main reason for the complex buckles and rolls changing at the end of the work roll service period. The work roll wear influences the low-crown control ability of the mill, and makes for the higher crown of the strip, but the wear contour can keep stability for crown control in rolling the thinner strip.
Key words: roll gap adjustment area; stiffness; wear; compact strip production (CSP); finite element method
����ʽ�ȴ�����(Compact strip production, CSP)�ǽϳ���ı�����������������֮һ����1998�걻�����ҹ�����������6����������ȫ������Ͷ�������������Ĺ������ɱ���(CVC)����[1-5]��Ŀǰ���������CSP���յ��о���༯�����������յĸĽ�����Ʒ�ֵĿ���������ʵ������Ʒ���ֵIJ������ܵȷ��棬���ε������ܵ��о����١�����CSP�����߾������ƹ����ԱȽϵ�һ�����ȱ仯�Ƚ��١������ܻ������ڲ�ͬ���ص㣬���ԣ�����ĥ�����������ο��Ƶ�Ӱ���볣������������ͬ���ɼ�����������Ԫ����������CSP�����������ε������Խ��з����о�����һ����������������ʵ���塣
1 CSP���������������������
����ANSYS����Ԫ�����������������Ļ������ε������Խ��з��������Ը���ֵ���ʶ�ֳ��������ֵ����ֶ�(��������ܹ���)���ο��Ƶ����壬���ɽ�һ����������ĥ����ε������Ե�Ӱ�졣
Ϊ�������Ч�ʣ���ģʱ���ù�ϵ�ṹ��1/4���������ΰ��ֳ�ʵ�ʹ���¼�룬��Ҫ����������1 ��ʾ��
��1 ��Ҫ�������
Table 1 Main calculating parameters

1.1 ������ȵ�����
�������ȵ�������Ƿ�����ͬ���������ͬCVC�ܹ��������µĹ�ϵ���Σ���������Cq���Ĵ���Ch�������ڷ�Χ���Է�ӳ���ع����������[6-11]��
1.1.1 ������ȵ������Ӱ��
ͼ1��ʾΪ��λ������q=16 kN/mmʱ��ij1.80 m CSP��������F3�����ڲ�ͬ��������µij��ع����ȵ������Կ�������ͬ������ȵ�������״�������ƣ����Խ���ع����ȵ�����ĺ������Ҳ��Խ�������ƿ�����ʱ���н�ǿ�İ��ε���������CVC�����ȵ�����������ֿ��ȼ�С�������½���������CVC�������Կ˷���1�����⣬������ڿ�����CVC����������խ��ʱCVC�����Է������������[12]�����ӹ���������������ܹ������Խ���������ȣ�����������������ܶ��Ĵ��ȵ�Ӱ��������ͬ�����ԣ����Բ�������ʹܹ��෴�ĵ��ڷ�ʽʵ�ֶ��Ĵ��ȵĵ������ƣ���ʵ�ֶԸ��Ӱ���(����и�����)�ĵ��ڡ�

ͼ1 ������ȵ������Ӱ��
Fig.1 Effect of strip width on roll gap adjustment area
1.1.2 ��λ���������ȵ������Ӱ��
ͼ2��ʾΪ���ֿ���B��1.2 m����λ������q�ֱ�Ϊ12��16��20 kN/mmʱ��Ӧ�Ĺ����ȵ������Կ�������λ�������ı仯������Ӱ���ȵ������������������ĵ��������������ֲ��䣬ֻ�ǵ������λ������ƽ�ƣ����ֵĶ����Ⱥ��Ĵ����浥λ��������������������ӡ�������ڹ����Ĵ��ȣ������ֵ�仯���������CVC���Ĵ��ȵ�����������仯���������Ĵ��ȵı仯���¸������ε����ɡ����ԣ���CSP������˵��ѹ���ʽϴ�ʹ������ƫ���´������ƹ����еİ��ο��Ƹ������ѡ�

�������q/(kN?mm-1): 1��12; 2��16; 3��20
ͼ2 ��λ���������ȵ������Ӱ��
Fig.2 Effect of rolling force on roll gap adjustment area
1.1.3 �������ȵ������Ӱ��
��ϵ����������ֱ���仯�ʷ��ȹ�ϵ����������ϵ�ֿ����ε�����Խ������ԽС����Ӧ�����Ĺ����ȵ��ڷ�ΧҲ��ԽС��ͼ3��ʾΪ֧�ֹ��������ڲ�ͬ���������(֧�ֹ�ֱ���ֱ�ȡ1.50 m��1.35 m��������ֱ���ֱ�ȡ0.75 m��0.66 m)�����B=1.20 m����λ������q��16 kN/mmʱ�Ĺ����ȵ������Կ���������֧�ֹ������ļ�С�������ȵ�����仯����������������С�����������������ȵ�����ͬʱ��ʹ����������ƫ�ƣ���ˣ������������ı仯��ʵ�����ƹ����в��ݺ��ӡ����ȱ仯����������֧�ֹ������������ļ�С��ʹ����Ķ�����������֧�ֹ������ļ�Сʹ������Ĵ��������ͣ�������������Сʹ������Ĵ�����������
֧�ֹ������빤��������/m: 1��1.50��0.75; 2��1.35��0.75; 3��1.50��0.66; 4��1.35��0.66
ͼ3 �������ȵ������Ӱ��
Fig.3 Effect of roll diameter on roll gap adjustment area
1.2 ����ĺ���ն�
����ʱ���ڴ��ֵIJ��ʡ��¶ȡ����Ϻ�ȺͰ��εȷ����仯���������������ֲ������������³��ع���ͻ��ܳ��ڴ��ְ��η�����������һ�����������ó��ع���ĺ���ն�Kg����[6-11]�������λ��ܣ����øߺ���նȵ�����������Ϊ���λ����ṩ�����ȶ������ϣ�Ϊ��߲�Ʒ�İ��������������������λ��ܲ��ø����Ե�������ƽ̹�Ƚ��п���[13-14]��
1.2.1 ����Թ������նȵ�Ӱ��
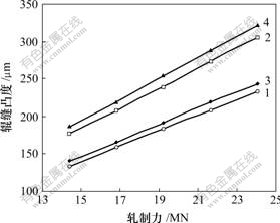
���ֿ��Ȳ�ͬ�������к��Ӵ����ij��Ȳ�ͬ�������ĺ���ն�Ҳ������ͬ��ͼ4��ʾ�ǿ���B�ֱ�Ϊ1.0��1.2��1.5 mʱ�Ĺ������ն��������ߣ�����ʱ��λ������q�ֱ�ȡ12��14��16��18��20 kN/mm��������p=q��B�����Կ��������ֵĿ��ȶԳ��ع������ն�Ӱ��ϴ����Ŵ��ֿ��ȵ����ӣ������к��Ӵ�����С���ն��������ߵ�б����С���������ն�������
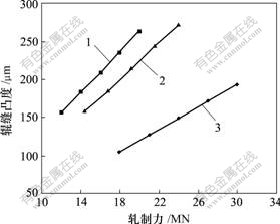
B/m: 1��1.0; 2��1.2; 3��1.5
ͼ4 ����Թ������նȵ�Ӱ��
Fig.4 Effect of strip width on roll gap stiffness
1.2.2 ����ʹܹ��Թ������նȵ�Ӱ��
����ʹܹ���Թ���������һ����Ӱ�죬���Թ������նȵ�Ӱ�첻��ͼ5��ͼ6��ʾΪB= 1.2 mʱ���ع������ն��������(FB)�ʹܹ���(s)�ı仯��ϵ�����Կ���������ʹܹ��Թ������նȵ�Ӱ������Բ�ǿ��
FB/kN: 1��0; 2��500; 3��1 000
ͼ5 ����Թ������նȵ�Ӱ��
Fig.5 Effect of work roll bending force on roll gap stiffness
s/mm: 1�� -100; 2��0; 3��100
ͼ6 �ܹ��Թ������նȵ�Ӱ��
Fig.6 Effect of work roll shifting distance on roll gap stiffness
1.2.3 �����Թ������նȵ�Ӱ��
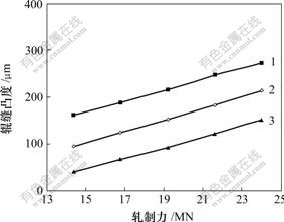
������������ϵ�Ĺ������ն�Ҳ�нϴ�Ӱ�죬ͼ7��ʾΪB=1.2 mʱ���ع������ն�������ı仯��ϵ���ɼ������Ź�������֧�ֹ������ļ�С����ϵ������������������б��Ҳ��֮��������ĺ���ն���Ӧ��С��
֧�ֹ������빤��������/m: 1��1.50��0.75; 2��1.50��0.66; 3��1.35��0.75; 4��1.35��0.66
ͼ7 �����Թ������նȵ�Ӱ��
Fig.7 Effect of roll diameter on roll gap stiffness
2 CSP��������������ĥ������
2.1 ͬ�����ƶԹ�����ĥ����ʽ��Ӱ��
������ĥ����Ӱ����ο��Ƶ���Ҫ���ء������ƹ����У��������Ĺ��β��ϱ仯����Ϊ���ο����е���Ҫ�仯Դ�����У�ĥ����εı仯���ǵ��¹��α仯����Ҫ����֮һ���������������Ӵ����ֲ��Ϸ���ĥ���γ��������������Ӧ�ļ��ۣ�ͬʱ���������������ı�Ե��������è���Ρ��ֲ�ĥ������Ӱ��������Ʒ������[15]��Ϊ�˱���������ֹ���ľֲ�ĥ��������ɸְ�ľֲ�ͻ��ͬʱ����ֹ���ƿ�����խת��ʱ��ɱ߲�̨���μ�����ͨ�����Ƶ�λ����ĵ�����˳�����ѭ�ɿ���խ�ġ��ס���ԭ��[16]����CSP���������������������������ص㣬ʹ�������Ƽƻ����żö࣬ͬһ���������ڶ�Ϊͬ�����ơ�ͼ8��ʾΪ7�����������ڿ��Ⱥͺ�ȱ仯��ʾ��ͼ��

ͼ8 CSP�����������Ƽƻ�
Fig.8 Rolling plan of CSP hot rolling production line
ͬ�����ƶԹ�����ĥ��ؽ�����һ����Ӱ�죬����Ӱ�������������ڵİ��ο������ԣ��Գ�Ʒ����Ӱ���������λ����ܴ�Ӱ����Ϊͻ����ͨ���Գ���CVC��������(��ͼ9(a)��ʾ)��CSP��������(��ͼ9(b)��ʾ)F7���ܹ�����ĥ����εĶԱȷ������Կ�������������CVC������ĥ���ܡ��ס�������Ӱ����ֳ�һ���Ľ�������ĥ����ʽ����CSP��������δ���ֽ�����ĥ����ʽ���ϡ��¹�����ĥ���������������һ��ƫ�룬ĥ����ʽ�����ʷ��ԳƷֲ�������Ҫ����������ڵĴܹ�����йأ�CSP�Ĺ�����ĥ������Խ�С��������Ϊ������ڱȳ��������ķ����ڽ϶̡�CSP����������������ĥ����ڰ��ο��Ƶ�Ӱ���д���һ�������ͼ��㡣
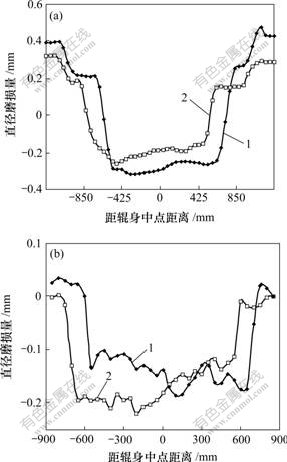
(a) ����CVC��������������ĥ����Σ�(b) CSP��������������ĥ�����
1���Ϲ�ĥ����Σ�2���¹�ĥ�����
ͼ9 ����������CSP������ĥ��Ա�
Fig.9 Contrast of wear condition between conventional HSM and CSP
2.2 ������ĥ����ο������Ե�Ӱ��
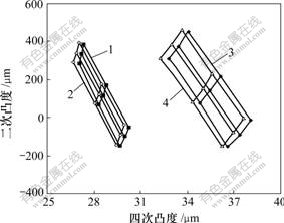
���������ϡ��¹�����ĥ��ķ��Գ��ԣ���������ȵ������Ӱ�졣����CVC�������ij�ʼ���κ��»����ĥ����Σ���25 mmΪ�ܹ������࣬���ݹ��η��Գ��ԣ��ܹ�ֵ��-100 mm�䵽100 mm��δ���κ��غ�ʱ�Ĺ�����״���������������������ù����ȵ�������ͼ10��ʾ�����Կ�������CVC���η��۳��ڣ���������ܹ���s���������С���Ĵ��Ȼ���Ϊ0����CVC����ĩ�ڣ�һ���棬����������Ա����һ���棬���Ĵ�����ܹ���s�������Եķ����Ա仯�����ʹ�������ƹ����У�Ϊ��֤�ȶ������Ĵܹ���Ϊȴ����1/4�˻���и����˵����ɣ������ڹ��������ۺ��ڣ������˵����ɺ����Կ��Ƴ�Ϊ��������������Ҫԭ��

1��CVC�ϻ����Σ�2��CVC�»�����
ͼ10 �¡��ɹ����������ȵ��������仯���
Fig.10 Contrast of roll gap adjustment ability between work roll original contour and wear contour
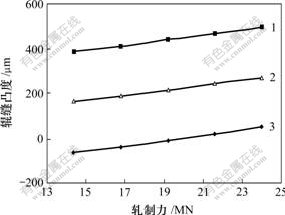
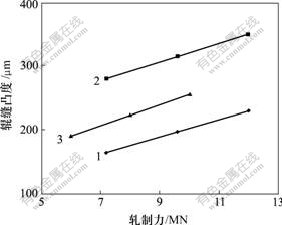
����ANSYS��ϵ��������������ͼ9��ʾ������ĥ����ξ������CSP�������ƹ���������ĥ����ε������ܵ�Ӱ�졣���Ĵ��ȱ仯��Ϊ�����ҳʷ����Ա仯�����ԣ�������������ĥ���µĶ����ȵ��ط�Χ���նȵı仯�������ͼ11�����У�������ֱ�ȡ0��1.0 MN���ɼ���������1.2 m����ʱ���������ۺ��ڶ����ȵ��ڷ�Χ�������䣬����������ĥ����ȵĿ�����������û�б仯���������ʽ���ȵ�������λ�õ�ƽ�ƣ���˵��ĥ��ή�������ĵ��ȿ����������ı����ƹ��̵��ȶ��Բ����ȿ��Ʋ�������Ӱ�졣����ĥ�������������ڼ䲻�ϻ��������³��ع�����ʵ��ֵ����ƫ���ʼĿ��ֵ�����ƫ�Ʒ��ȿɴ�58%���Ӷ������Ʒ�����ȣ����´ܹ�����Ȱ��ο����ֶ�ʧЧ�����������ڡ�����������ĩ������1.0 m���ֵĶ�������ͼ12��ʾ����ͼ12���Կ��������Դ�������������1.0 m�Ĵ��֣����ȵ���������Ȼ����ֿ��ȵļ�С�����ͣ����ȵ��ڷ�Χ�Ի�������������ǰ�ڵ��ȶ����Ʒ�Χ�ڣ���δ��ɴ����ƫ�ƣ����ԣ��������ۺ���������խ�����Ծ���һ�����ȿ����������Ա�֤Ŀ���ȡ���CSP��������һ�ִν�ע���IJ��ɸı��ԣ����������ƿ��ȵı仯��Ҳ�����������ķ����ڡ�
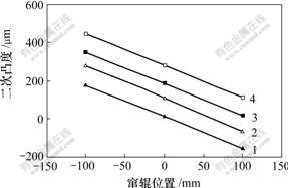
1��CVC�ϻ�����FB=1.0 MN��2��CVCĥ�����FB=1.0 MN; 3��CVC�ϻ�����FB=0 MN��4��CVCĥ�����FB=0 MN
ͼ11 ����1.2 m���ֹ��������۳��ں�ĩ�ڵĶ����ȵ��ڷ�Χ
Fig.11 Contrast of quadric crown adjustment ability between work roll original contour and wear contour when rolling 1.2 m strip

1��CVC�ϻ�����FB=1.0 MN; 2��CVCĥ�����FB=1.0 MN; 3��CVC�ϻ�����FB=0 MN; 4��CVCĥ�����FB=0 MN
ͼ12 ����������ĩ������1.0 m���ֵĶ����ȵ�������
Fig.12 Quadric crown adjustment ability of work roll wear contour when rolling 1.0 m strip
��������ĥ������ɹ���ն��½�(���У�����ն�Ϊ�����������ı仯�����ȵı仯��֮��)�����½����Ȳ�����(��ͼ13��ʾ)��
1��CVC�ϻ����Σ�B=1.2 m; 2��CVCĥ����Σ�B=1.2 m; 3��CVCĥ����Σ�B=1.0 m
ͼ13 ����������ǰ����ĩ�ڹ���նȶԱ�
Fig.13 Roll gap stiffness between work roll original contour and wear contour
3 �� ��
a. �����Сʹ��CVC�����ȵ������������½����������ն�Ҳ�����½���CSP����������������ѹ���ʽϴ�ʹ�������ƹ����жԵ��ȵĿ��Ƹ�Ϊ���ѣ���������֧�ֹ�������С����ı��ȵ�����ʹ�������նȽ��͡�
b. CSPͬ�����Ƶ��������Ե��¹�����ĥ����ʽ�볣�������Ĺ�����ĥ����ʽ������ͬ����������ĥ����ɹ����Ĵ�����ܹ����������Եķ����Ա仯���ǹ��������ۺ��ڸ�����Ƶ�����ɲ����»�������Ҫԭ��
c. ������ĥ���������ĵ��ȿ������������´�����ƫ��
d. CSP���������»�ĥ��������������۲�����խ�����Σ��Կɱ����ȿ����ȶ��ԣ���CSP��������һ�ִν�����ɸı䣬���������ƿ��ȣ�Ҳ�����������ķ����ڡ�
�ο����ף�
[1] �����, ����ѧ. �ҹ������������������������ص�[J]. �����о�, 2005(3): 58-63.
SUN Jue-ding, DING Shi-xue. Technological characteristics of thin slab continuous casting-rolling process in China[J]. Research on Iron & Steel, 2005(3): 58-63.
[2] �� ��. ������������������������������[J]. ����, 2004, 39(8): 24-33.
GAN Yong. On processing technologies of thin slab casting and rolling production line[J]. Iron and Steel, 2004, 39(8): 24-33.
[3] �� ��, �뽨��. ����CSP�����߲��õ��¼���[J]. ����, 2004, 21(4): 39-41.
YAN Hua, FENG Jian-hui. New technologies applied in CSP line of Maanshan Iron and Steel Co., Ltd[J]. Steel Rolling, 2004, 21(4): 39-41.
[4] ������, ������. CSP���ռ��������ֵ�Ӧ��[J]. ����ұ��, 2003, 31(6): 17-20.
RAO Tian-rong, JIANG Chang-ling. The application of CSP technics in Maanshan Iron and Steel Co., Ltd[J]. Jiangsu Metallurgy, 2003, 31(6): 17-20.
[5] �� ݶ, ������, ������. ������������������״���½�չ[J]. ����, 1999(2): 49-51
TANG Di, CAI Qing-wu, MI Zhen-li. The current situation and new development of thin slab continuous casting and continuous rolling[J]. Steel Rolling, 1999(2): 49-51.
[6] �½�ΰ, �ܽ���, �� ��, ��. 2250CVC��������֧�ֹ������о�[J]. ���ϴ�ѧѧ��: ��Ȼ��ѧ��, 2007, 38(4): 734-738.
HAO Jian-wei, CAO Jian-guo, ZHANG Jie, et al. Backup roll contour of 2250 CVC hot strip mill[J]. Journal of Central South University: Science and Technology, 2007, 38(4): 734-738.
[7] ������, �ܽ���, �� ��, ��. ��������SmartCrown����ĥ����ζ��ε���������Ӱ��[J], �����Ƽ���ѧѧ��, 2006, 28(5): 468-470.
JIA Sheng-hui, CAO Jian-guo, ZHANG Jie, et al. Effect of SmartCrown work roll wear contour pattern on controllability of profile and flatness in tandem cold rolling mills[J]. Journal of University of Science and Technology Beijing, 2006, 28(5): 468-470.
[8] �ΰ���, ���嶫, ������, ��. 1 800 mm�����������ο�������[J]. �����Ƽ���ѧѧ��, 2004, 26(1): 91-94.
HE An-rui, ZHANG Qing-dong, XU Jian-yong, et al. Shape control performance of 1 800 mm virtual mills[J]. Journal of University of Science and Technology Beijing, 2004, 26(1): 91-94.
[9] CAO Jian-guo, ZHANG Jie, CHEN Xian-lin, et al. Control of roll contour for strip profile and flatness in hot rolling[C]// The 44th Mechanical Working and Steel Processing Conference & 8th Steel Rolling International Conference Proceedings. Florida, 2002: 1001-1010.
[10] ������, �� ��, ���嶫, ��. �����������������ο���ϵͳ�Ŀ���[J]. ����, 2000, 35(7): 28-33.
CHEN Xian-lin, ZHANG Jie, ZHANG Qing-dong, et al. Development in profile and flatness control system of hot strip mills[J]. Iron and Steel, 2000, 35(7): 28-33.
[11] ���嶫, ������. CVC�Ĺ����������ο��Ʋ���[J]. �����Ƽ���ѧѧ��, 1996, 18(4): 347-351.
ZHANG Qing-dong, CHEN Xian-lin. Flatness control strategy for CVC 4-Hi cold rolling mill[J]. Journal of University of Science and Technology Beijing, 1996, 18(4): 347-351.
[12] κ�ֳ�, �ܽ���, �� ��, ��. 2250CVC�����������������θĽ���Ӧ��[J]. ���ϴ�ѧѧ��: ��Ȼ��ѧ��, 2007, 38(5): 937-942.
WEI Gang-cheng, CAO Jian-guo, ZHANG Jie, et al. Optimization and application of CVC work roll contour on 2250 hot strip mills[J]. Journal of Central South University: Science and Technology, 2007, 38(5): 937-942.
[13] ������. ��һ�����������������İ��ο���[J]. �����Ƽ���ѧѧ��, 1997, 19(A02): 1-5.
CHEN Xian-lin. Flatness control in new generation high-tech mills for wide strip rolling[J]. Journal of University of Science and Technology Beijing, 1997, 19(A02): 1-5.
[14] �ܽ���, �� ��, ������, ��. ��������������ѡ����������ο���[J]. ����, 2005, 40(6): 40-43.
CAO Jian-guo, ZHANG Jie, CHEN Xian-lin, et al. Selection of strip mill configuration and shape control[J]. Iron and Steel, 2005, 40(6): 40-43.
[15] IJ����. ��ְ����������й�����ĥ������Ʒ������о�[D]. ����: �����Ƽ���ѧ��е����ѧԺ, 2005.
MU Shan-wen. Research on work roll wear and its control methods in silicon steel hot rolling[D]. Beijing: School of Mechanical Engineering, University of Science and Technology Beijing, 2005.
[16] ������. �����������������ƻ���ʵ��Ӧ��[J]. ������ѧѧ��, 1999, 20(3): 267-270.
TANG Li-xin. Case study on the production lot planning of the hot rolling strip[J]. Journal of Northeastern University: Natural Science, 1999, 20(3): 267-270.
�ո����ڣ�2008-04-18�������ڣ�2008-06-20
������Ŀ��������Ȼ��ѧ����������Ŀ(59835170)�������Ƽ���ѧ�Ƽ���չר�����������Ŀ(20050311890)
ͨ�����ߣ���鲨(1982-)���У��������������ˣ���ʿ�о��������°��������Ϊ������о����绰��010-62334898��E-mail: ustbandy@sohu.com
