
������ʱ��: 2019-01-28 07:00
����Ħ���ӹ��Ʊ�Nano-ZrO2��ǿAZ31þ�����ϲ��ϼ�����ѧ���ܷ���
���տƼ���ѧ���Ͽ�ѧ�빤��ѧԺ
ժ Ҫ��
��AZ31þ�Ͻ�Ϊ����,���������(Nano-ZrO2)Ϊ��ǿ��,ͨ����ת�ٽ���Ħ���ӹ�������AZ31þ�����Ʊ�Nano-ZrO2/AZ31���ϲ��ϡ�������羵(TEM)��ɨ��羵(SEM)��������(EDS)�۲��������漰����Ͽڵ�����ò��Ԫ����ɼ��ֲ�;�������������ǶԲ��ϳɷ��Լ����ɷֲַ����з���;ͨ��������������Ӳ�ȼƺ����������,�������ϲ����о�����С��Ӳ�ȼ��������ܡ��������:���ø�ת�ٽ���Ħ���ӹ����������Ʊ�����ǿ��ֲ����ȵ�Nano-ZrO2/AZ31���ϲ��ϡ���������Ħ���ӹ���,�������ľ������ĸ�ľ����õ����Ե�ϸ��,�����Ӳ�ȱ�ĸ��Ӳ�������23.4%,������ɢǿ�����ɡ�����,���Ʊ�������ͬ��ǿ���������(4.29%,2.86%��1.42%)�ĸ��ϲ�����,��ǿ���������Ϊ2.86%�ĸ��ϲ��Ͽ���ǿ�����,�ﵽ168.67 MPa,������쳤��Ϊ6.64%,Ϊ���Զ��ѡ�
�ؼ��ʣ�
þ�����ϲ���;����Ħ���ӹ�;����ϸ��;
��ͼ����ţ� TB33
����飺�º���(1978-),Ů,ɽ����̩��,��ʿ,������,�о�����:þ�Ͻ��Ʊ�������֯�����о�;�绰:15996843996;E-mail:hmchen@just.edu.cn;
�ո����ڣ�2018-08-08
����������Ȼ��ѧ������Ŀ(51301077);����ʡ��Ȼ��ѧ������Ŀ(BK20130470);�й���ʿ���ѧ������Ŀ(2017M611748);����ʡ��У����ѧ�ƽ��蹤����Ŀ����;
Preparation and Mechanical Properties of Nano-ZrO2 Reinforced AZ31 Magnesium Matrix Composites by Friction Stirring Processing
Chen Hongmei Liao Si'en Li Xiaowen Zhang Jiaqi Chen Shujin Jin Yunxue
College of Materials Science and Engineering,Jiangsu University of Science and Technology
Abstract��
In this experiment,AZ31 magnesium alloy was used as the matrix,and Nano-ZrO2/AZ31 composite was prepared on the AZ31 magnesium plate by high-speed friction stir processing(FSP) while using Nano-Zirconia(Nano-ZrO2) as the reinforcement.Transmission electron microscope(TEM),scanning electron microscopy(SEM) and energy dispersive spectroscopy(EDS) were used to observe the microstructure,element composition and distribution of the cross-section,and tensile fracture of the samples.And Raman Spectroscopy was used to analyze the composition and distribution of the micro-region.In addition,Hardness Tester and Universal Testing Machine were used to analyze the grain size,hardness and tensile properties of the composite.The results showed that the Nano-ZrO2/AZ31 composite with unifonn phase distribution could be prepared by high-speed FSP.After FSP,the grains in the weld nugget area were significantly refined compared with the base metal grains,and the cross-sectional hardness was increased 23.4% than that of the base metal,which was consistent with the dispersion strengthening law.In addition,among different volume fractions of reinforcement(4.29%,2.86% and 1.42%),the composite with a volume fraction of 2.86% had the highest tensile strength with168.67 MPa and elongation at break of 6.64%,which was belonged to the ductile fracture mechanism.
Keyword��
magnesium-based composite material; friction stir processing; grain refinement;
Received�� 2018-08-08
�������ܽṹ����������ִ�����ҵ��Ŀ��,��þ�Ͻ���Ϊ����Ľṹ���̲���
1 ʵ��
1.1 �������
�ڱ��о�����ʹ�õ��������Ϊ150 mm��80 mm��2 mm(����������)��AZ31þ�Ͻ�,���г��ȷ���Ϊ���Ʒ���,���а����Ҫ��ѧ�ɷ����±�1��ʾ�����ذ�Ķ̱��д��߷���ӹ���һ������(��ͼ2(b)�к�ɫ��ͷ��ʾ),������ǿ���������䡣��ǿ��Ϊ�Ϻ�����������Ƽ�����˾�����Ĵ���Ϊ99.99%,����Ϊ50 nm��Nano-ZrO2��ĩ,����ˮ�Ҵ�������ϴ��������á�
��FSP���������õ����ֽ���ͷ�IJ��Ͼ�Ϊ����ģ�߸�Incone1718�Ͻ�,�ֱ����볤Ϊ����̨�͵Ľ�������������ͷ,����С��Ϊ7 mm,��ʵ��ͼ��ͼ1��ʾ��ͨ���ı乵�۵ijߴ���ʵ��Nano-ZrO2��ǿ����������ı仯,�ڱ�ʵ���й��������ߴ�ֱ�Ϊ:150.0 mm��0.6 mm��1.0 mm,150.0 mm��0.4 mm��1.0 mm��150.0 mm��0.2 mm��1.0 mm,ͨ���ı乵�۵Ŀ������ı�NanoZrO2��ǿ������ĺ���,����Nano-ZrO2ռ���ӹ��Ʊ�Nano-ZrO2/AZ31����������ֱ�Ϊ4.29%,2.86%��1.42%,�ֱ����3����Ʒ��ΪA1,A2��A3��
��1 AZ31þ�Ͻ�Ļ�ѧ�ɷ� ����ԭͼ
Table 1 Composition of AZ31 Mg Alloy (%,mass fraction)


ͼ1 �볤Ϊ1.7 mm��ƽ�������ͽ���ͷ��ʵ��ͼ
Fig.1 Physical diagram of mixing head with a needle length of1.7 mm and needleless flat type
1.2 �����Ʊ�
���������õ�FSP�豸Ϊ��ѧԺ�������Ƶ�����ת�ٽ���Ħ�������豸,ת�ٵ��ڷ�ΧΪ6000��15000 r��min-1,���Ṧ��Ϊ7.5 kW,��ͼ2(a)��ʾ,����������Ҫ�ӹ��������2��ʾ������Ħ���ӹ��Ĺ��ռӹ���ͼ��ͼ2 (b)��ʾ,����ǰ,�ñ�ͪ�Թ��۽��б�ͪ��ϴ�����������,�ڹ���������ѹʵNano-ZrO2��ĩ���ӹ���1��,��������ƽ���ͽ���ͷ�Թ��۷�ĩ���и��洦��,��ֹ��ĩ�ڽ���ӹ�ʱ�ɽ��ɱߴ��������н���ͷת�ٺ��н��ٶȷֱ�Ϊ9000 r��min-1��300 mm��min-1,�����ѹ��Ϊ0.1 mm,�������Ϊ1.5�㡣�����о�����,��������̨�ͽ�����Ľ���ͷ�ܼ�����ǿ������(SZ)���Ȼ�Ӱ����(TMAZ)�Ľ�����������,��ʹ��������ϸ��
��2 ����Ħ���ӹ����ղ��� ����ԭͼ
Table 2 Friction stir processing parameters


ͼ2 ����Ħ���ӹ�������ʵ����ռӹ���ͼ
Fig.2 Physical diagram of instrument for friction stir processing (a) and schematic diagram of process (b)
ͨ���ձ�JSM-6480�͵���ɨ��羵(SEM),�۲���ϵı�����ò�Լ�������ò,�������Դ�������(EDS)�Բ���Ԫ����ɼ��������з�����
����JEM-2100�����������(TEM)���Դ�������(EDS)�����۽ṹ��Ԫ�������������KEYENCE�ͳ�����������������֯�۲�,��ʴ��ҺΪ2 g����+2 ml����+98 gȥ����ˮ,��ʴʱ��Ϊ20 s������InVia and Ntegra Spectra�����������ǶԽ������ɷֽ��ж��Է�������ֲ��۲졣����HXS-1000TAC�Ͱ��Զ���Ӳ������FSP�����ĺ��������ˮƽ����ⶨӲ��,��ӹ��ϱ���1 mmȡ��,������֮��ľ���Ϊ500��m,��������Ϊ2 N,����ʱ��Ϊ15 s������CMT4304�������Ƶ�������������Ը��ϲ��ϵ��������ܽ��в���,�����ٶ�Ϊ2 mm��min-1��
2 ���������
2.1 ��֯����ò����
ͼ3ΪA1������治ͬ��������Ľ�����֯ͼ��A2��A3����������治ͬ��������Ľ�����֯Ҳ������A1��ͬ�Ĺ��ɡ���FSP�Ʊ��Ľ��������ϲ��ϵ�������Ҫ������:ĸ����(BZ)��������(SZ)���Ȼ�еӰ����(TMAZ)����Ӱ����(HAZ),��ͬ����ľ�����С������ͬ������,ͼ3(a)ΪBZ���۽ṹ�����Կ���ĸ������ľ����ִ�,����֯��Ҫ�ɴ־����ھ��紦������ϸ������ɡ�
ͼ3 (b)ΪSZ�Ľ�����֯,�����ܵ�������Ļ�е��������,��������е�����,ԭ���ִ�ľ�����������,��������ϸ��,�õ�ϸС���ȵĵ��ᾧ��,�侧���ߴ����Ա�ĸ������ҪϸС��ͬʱ,��FSP������,����ͷ���ͽ�������ĸ�ĵ�Ħ������ʹ�ý������¶�����,Ϊþ�Ͻ�Ķ�̬�ٽᾧ�ṩ����,�ڽ���ͷ�Ļ�е������,����̨�ͽ�����ٽ��������������,�Ӷ�������þ�Ͻ���κ�,��������Ҳ�����ھ��˵ľ��ȷֲ��������˻���㹻������ʱ�㷢���ٽᾧ,�γ��µľ���,���ڽ�����Ļ�е�������²��ϱ�����,���Ҳ�γ�ϸС���ȵĵ��ᾧ����

ͼ3 ��ǿ���������Ϊ4.29%�ĸ��ϲ��Ͻ��治ͬ��������Ľ�����֯ͼ
Fig.3 0M images of different stirring regions of 4.29%Nano-ZrO2 reinforced AZ31 composite
(a) Base material (BM);(b) Friction stir zone (SZ);(c) Interface offriction stir zone and therno mechanically affected zone (SZ+TMAZ);(d) Thenno mechanically affected zone (TMAZ)
ͼ3(c)Ϊ�ӹ�ǰ����SZ��TMAZ���洦�Ľ���ͼ,����������ɫ���ΪNano-ZrO2�ž����¡���FSP������,�������Ž�����ġ���ȡһ��ѹ������,��Ħ�����ĸ�����,�γ�����ѭ����Nano-ZrO2��ǿ���AZ31þ�Ͻ�������ϵĽ��档
ͼ3 (d)ΪTMAZ���Ľ�����Ƭͼ,���������������Ͳ�����ľ���ȡ����Ϊ������ӽ�������,�ܵ��ɽ�����Ħ������ķ��Ⱥͻ�е������Ӱ��,��������û��ֱ������,���ܵ���������ͽ������ò����Բ���SZ��ϸ�����۽ṹ,ͬʱ�������Ž������ĸ��¶ȳ����ֱ�������״̬��
ͼ4ΪA2�������Ľ���Ħ�������ɨ��羵��òͼ��ͼ4(a��c)ΪSZ������ò����Ӧ�����Zr��OԪ�طֲ�ͼ����Ԫ�صķֲ�������Կ���,ZrO2�ں������ķֲ����ȡ���������ǿ���ĩ,�ڽ�����Ľ�������,�������������Ժ�,������ĩ������,����ZrO2�ֲ����ȡ�ͼ4(d��f)ΪSZ��TMAZ���洦������ò����Ӧ�����Zr��OԪ�طֲ�ͼ,ͼ�����Եع۲쵽ZrO2������������洦�ֽ�����,�ڽ��������ڷֲ���Ϊ�ܼ����������ǿ��ķֲ��ܵ�������ľ���,�������������������,��ǿ���������롣
2.2 ����������
ZrO2����Ҫ������������18��,��Ҫ�ֲ���100��700cm-1֮��
������ǿ�����������ͬ,����ɢ����ǿ����������,�������Խ�ߵĸ��ϲ�������������ǿ��Խ�ߡ�ͬʱ,����3���εĽ���Ħ���ӹ����������,��û�����·�,������Nano-ZrO2��ĩ�ڽ����е����Ħ���ȵ�������,�ṹδ�����仯,Ҳû���µ���������,���Ծ���FSP�Ʊ���NanoZrO2/AZ31���к������ɡ����ͼ4(d)����òͼ,���Թ۲쵽ZrO2������þ�������û�п����ѷ��ȱ�ݲ���,�ⶼ˵������ǿ���þ����Ľ���������,��Ϊ���ϲ��ϵ������ۺ������ṩ�˻�����ͼ5(b)Ϊ��������ѡȡ5��5��m���������,������Ϊ615��636 cm-1�ı�ֵMappingͼ,��ͼ�п��Թ۲쵽���Ʊ��ĸ��ϲ�����,NanoZrO2�ں������ֲ�����,������ɨ��羵����ɨ��ֲ������һ�¡�
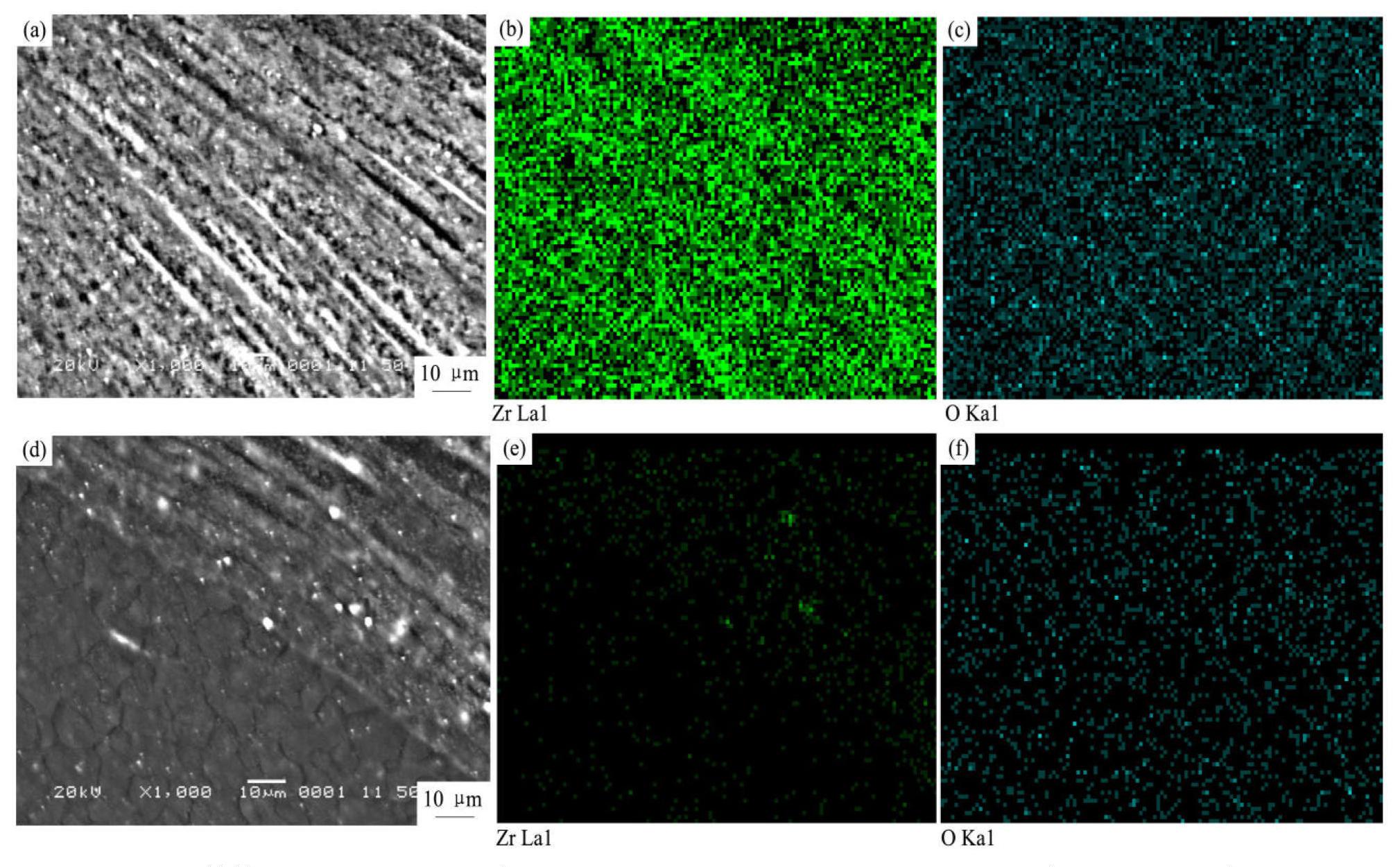
ͼ4 ��ǿ���������Ϊ2.86%�ĸ��ϲ��Ϻ������������Ȼ�еӰ������ɨ��羵��òͼ��Zr,OԪ�طֲ�ͼ
Fig.4 SEM images and distribution of Zr and O elements in friction stir zone and that with thermo mechanically affected zone in vol-ume fraction of 2.86%
(a��c) Microstructure of the friction stir zone and the corresponding element distribution map of Zr and O;(dl��f) Mic.romorphology at interface between the friction stir zone and thenno mechanically affected zone and corresponding Zr and O element distribution map

ͼ5 ��������������ͼ��Mappingͼ
Fig.5 Raman spectrum and mapping diagram of sample
(a) Nano-ZrO2 powder and different volume fractions of Nano-ZrO2/AZ31 Raman spectra;(b) 4.29%Nano-ZrO2/AZ31 mapping at 615/636 cm-1
2.3 ��ѧ���ܷ���
ͼ6Ϊ���ϲ��Ϻ�����Ӳ�ȷֲ�ͼ����ͼ6�п��Կ���,���ϲ��ϵ�Ӳ���Ժ�����Ϊ����,Ӳ�����߳��ֳ��ࡰɽ�塱�ͷֲ������������ϲ���ɨ��羵��Ԫ����ɨ��ֱ�ͼ,���Է���,SZ����ǿ��ֲ�����,��Ӳ��(ƽ��Ӳ��:HV 71.8)Ҳ�õ��˺ܴ�����,���ĸ����(ƽ��Ӳ��:HV58.2),��Ӳ�������Լ23.4%,���Ӧ�����ѹ��ͼƬ���ͼ��ʾ��������ijһЩ����,Ӳ��ֵ�ߴ�HV 88.9,��������Nano-ZrO2��ɢ�ֲ�,��Щ����ѹ��λ��ΪNano-ZrO2���ڵ�λ��,����Ӳ��ֵ�ߡ�

ͼ6 ����Ħ���ӹ��ϲ��ϵĽ���Ӳ�ȷֲ�ͼ����Ӧ�����ѹ�۲�ͼ
Fig.6 Cross-sectional harddness dfistribution of composites after friction stir processing and classic indentation illustrations of corresponfjing areas(a,d) Base material;(b,c) Friction stir zone;(e) Cross-sectional harddness dfistribution
3������������������ͼ7��ʾ,A1,A2��A3�Ŀ���ǿ�ȷֱ�Ϊ167.98,168.66��143.44MPa,���ж����쳤�ʷֱ�Ϊ3.56%,6.64%��4.31%��������˵,A2�Ŀ���ǿ�Ⱥ��쳤�ʱ�A1,A3�á�����ǿ�����������ʱ,�������ƫ������,����Դ���״�ƫ�۵ĵط��ȷ�����չ,����A1����ǿ�ȵ���A2����A3����ǿ���������С,����ǿ���õĶ�����ﯺ�����Խ���,����ǿ�ȱ�A2�͡�ͼ8Ϊ��Ӧ��Ʒ������Ͽ���òͼ��ͼ8(a)ΪA1��������Ͽ���òͼ,���Թ۲쵽˺����ͽ���̨��,Ϊ�������ѵĻ�������,����A1Ϊ���Զ��ѡ�ͼ8(b)ΪA2������Ͽ���òͼ,���Թ۲쵽��������״���Ѻ�������������,����ijһ����Ŵ���ͼ8(d)��ʾ,���Է��������ܼ�,��������ò�й۲쵽��,���ͷ��ָ��A,B��,�ڶ����ʵ㱾�����ѻ�������γɵ���,�ۼ����Ѻ����ֳ����ѡ�A2����������Ͽ���ò���ֳ����Ե����Զ���,��������������Ϊ6.64%,�������Զ��ѵ��ж�
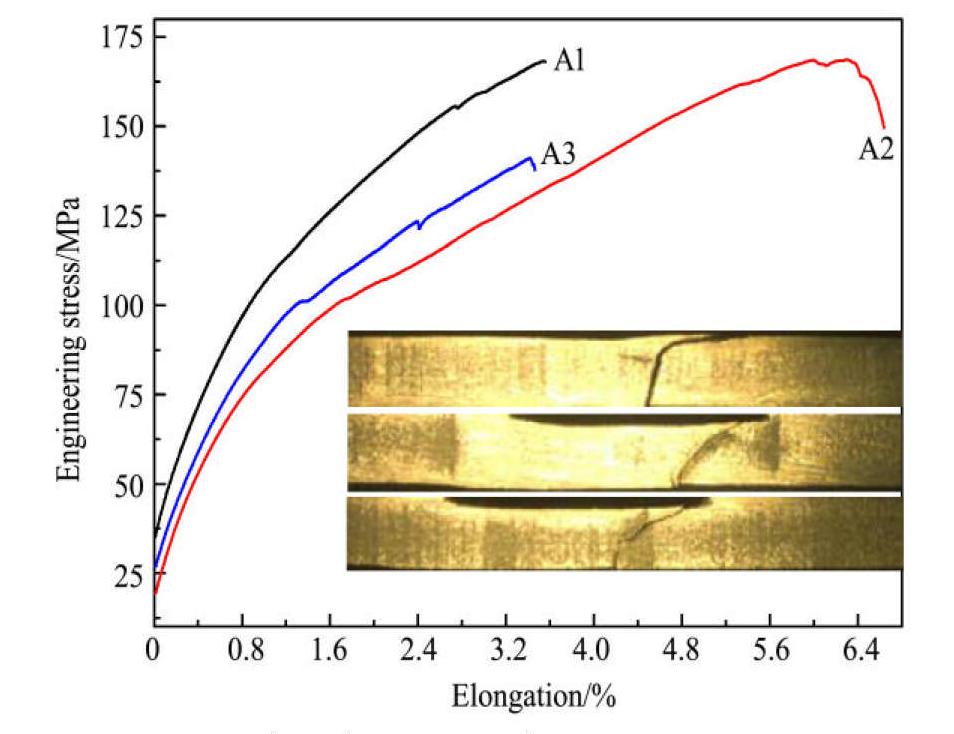
ͼ7 ����Ħ���ӹ��ϲ��ϵ���������ͼ
Fig.7 Tensile cunre of composites after friction stir processing

ͼ8 ����Ħ���ӹ��ϲ�������Ͽ���òͼ
Fig.8 Profile of tensile fracture of composite af ter friction stir processing
(a) 4.29%Nano-ZrO2/AZ31;(b,d) 2.86%Nano-ZrO2/AZ31;(c) 1.42%Nano-ZrO2/AZ31

ͼ9 A1������������TEM�Լ�EDSͼ
Fig.9 TEM images and EDS maps of weld nugget area of A1 sample
(a,b) TEM images and EDS maps;(c) HRTEM image;(d) Inverse Fourier transfonn of specific area
2.4 ��羵����
ͼ9ΪA1������������TEM��EDSͼ��ͼ9(a,b)Ϊ��ͬ�Ŵ����µ�����òͼ,���������͵������п���֤ʵ��ɫ�ߵ�ΪFSP�����������ӵ������������ǿ��,����������������ﯵķֲ�Ҳ��Ϊ����,���������ɨ�衢����Mappingͼ�����ó��Ľ�����Ӧ��Ϊ�˽�һ������������������ﯵĽṹ����,��ͼ9(b)��A�����и߷ֱ�����,�õ�ͼ9(c),����ͼ9(c)�еĺ�ɫ������и���Ҷ���任�õ�ͼ9(d),�õ�������d=0.213 nm,Ϊm-ZrO2��(112)�����ϵľ�����,���Եó����Ӷ�����ﯿ���Ϊ��б��ṹ��
3 ����
1.��ʵ��ͨ����ת�ٽ���Ħ���ӹ�����,��3�������Ʊ�������ǿ������ֲ����ȵ�NanoZrO2/AZ31���ϲ���;������ǿ��ZrO2��þ������������á�
2.����Ħ���ӹ�����ϵĺ�����������ĸ�ľ������Լ�С,�Ȼ�еӰ�����о�����С�������ҳ��ֱ�������״̬;����������Ӳ�����ĸ��Ӳ�������23.4%;���Ʊ����������������Ӳ���Ժ�����Ϊ����,���ֳ��ࡰɽ�塱�����ߡ�
3. ��ͬ��ǿ���������(4.29%,2.86%��1.42%)�ĸ��ϲ�����,��ǿ���������Ϊ2.86%�ĸ��ϲ��Ͽ���ǿ�ȸߴ�168.67 MPa,������쳤��Ϊ6.64%,Ϊ���Զ��ѡ�
�����
