
���±��: 1004-0609(2005)01-0079-05
TLP���Ӽ����ڲ����-3003���Ͻϰ��Ʊ��е�Ӧ��
���ط1, �� ��1, �ھ���1, �¾���2
(1.������ѧ ���Ƽ����������Զ��������ص�ʵ����, ���� 110004;
2.������ѧ ������ұ��ѧԺ, ���� 110004)
ժ Ҫ��
���TLP���Ӽ�������������������о���չ, �������4045���Ͻ�Ϊ�м�����, �������Ƹ��ϵķ������������-3003���Ͻϰ���¹��ա� �о��������: �ڼ����¶�Ϊ570���������, �������ƹ����в����ı�����, �м��4045���Ͻ�����������˲��Һ������, ���Ͻ��洦������һϵ��������TLP���ӹ��̵�����ұ����Ϊ, ���ֻ���ʵ�������õĸ���, ���ϰ����Ҫ��ѧ���ܵõ������Եĸ��ơ� ��������Ƹ��Ϲ�����TLP���ӹ��̵��Ľ�ģ��, ��Ϊ�м���ۻ����Ǹù��յļ������ġ�
�ؼ���: ����; TLP����; �м��; ��ɢ; ���� ��ͼ�����: TB321
���ױ�ʶ��: A
Application of TLP joining techniques in preparing bonding plates of stainless steel/A3003
ZU Guo-yin1, WANG Ning1, YU Jiu-ming1, WEN Jing-lin2
(1. State Key Laboratory of Rolling Technology and Automation,
Northeastern University, Shenyang 110004, China;
2. School of Materials and Metallurgy, Northeastern University, Shenyang 110004, China)
Abstract: In the light of recent development of TLP joining techniques in other fields, the new technology of preparing bonding plates of stainless steel/A3003 was presented using hot-rolling when A4045 aluminum alloy was used as intermediate materials. The results show that at 570�� depending on the heat gained from deforming, there are perfect transient liquid phases in intermediate layer A4045 aluminum alloy and a series of physical metallurgical behaviors like TLP jointing process on the bonding interface. The interface of two types of core materials gains good bonding and the main mechanical performances of bonding plates are improved markedly. In the experiment, the model of TLP joining was provided and technical core of this process is the melting step inside intermediate materials.
Key words: bonding; TLP joining; intermediate layer; diffusion; interface
��20����80�������, ˫�������ϲ��ϵ��о����Ѿ���Ϊ���Ͽ�ѧ�о����ȵ�[1]�� ��˫�������ϲ��ϵĸ�������������, ���Ƹ��Ϲ������ڼ����Ƚϳ���, ����ʵ���������������ص�Ӧ�÷�Χ�Ϲ㡣 ������Ӧ��ǰ���dz������IJ���ָ��ϰ����, ��ͳ���������Ϲ��մ����������ʵ�, �������ص�ȱ��; ���������Ϲ��������ڲ���ֵı��ο����ܴ�, �Ӷ��������ն�����˸��ߵ�Ҫ��[2], ������迪����һ���µĸ�Ч�� ����, �ʺϴ��ģ��ҵ�����IJ���ָ��ϰ���Ʊ����ա�
ĿǰTLP���Ӽ������乤�ռ� �����ʸ�, �����ι̵��ص��ں��ܵ������Լ��������ֲ��ϵ������еõ��˹㷺��Ӧ��, ���ܵ�����ѧ�ߵ����й�ע[3-7]�� �������߽�TLP���Ӽ����ɹ���Ӧ���ڲ����-3003���Ͻϰ���Ʊ�������, �������м��4045���Ͻ������ƹ�������ʵ�ֵ�˲��Һ��Ч��, ʹ�������3003���Ͻ��ڼ����¶�Ϊ570��, ������Ϊ30%��������ʵ�������õĸ���, ���ϰ�ĸ�����ѧ���ܾ��ﵽ��ͬ���Ʒ����ر��� ʵ�������õ��Ĺ��ղ�����ʵ������������Ҫ�IJο���ֵ��
1 ʵ��
1.1 ʵ�����
1) 3003���Ͻ�� ���Ϊ: ��25mm, ��1.80mm�� ��Ҫ�ɷ�(��������, %)Ϊ: Si��0.20, Mn 1.20, Mg 0.20, Cu 0.20, Zn��1.50, Al������
2) ����ִ� ���ð����岻���304, ���Ϊ: ��25mm, ��0.25mm�� ��Ҫ�ɷ�(��������, %)Ϊ: C 0.05, Si 0.47, Mn 1.22, Cr 18.19, Ni 8.34, Fe������
3) �м����� ����4045���Ͻ�, ���Ϊ: ��25mm, ��0.05mm�� ��Ҫ�ɷ�(��������, %)Ϊ: Si 10, Fe 0.8, Cu 0.3, Mn 0.05, Mg 0.05, Al������
1.2 ʵ�鹤��
�ڱ�ʵ���в��ô�ͳ�ı��������� ���Ƹ��ϡ� ��ɢ�˻�ġ��������������������ա� ���ڲ���ֲ��ø�����ˢ�ֹ���ˢ���ñ�ͪ��ϴ, ��ɵ����������� ������������Ϊ����15%��NaOH��Һ��ϴ3~5min, ȡ������ˮ�徻����10%��HNO3��Һ����ϴ�к�2~3min, ����ϴ���ɡ�
����4045���Ͻ���Ϊ���Ƹ��ϵ��м�в����, ����Ҫԭ������4045���Ͻ����������õ��ۺ�����, �����Ǿ������õĺ����ԡ� 4045���Ͻ������ֻ�������ʪ�ԽϺ�, �����γ��к��Ľ����仯����, �����ھ����Է���Ҳ��Ϊ����[8-10]�� 4045���Ͻ���۵�Ϊ582��, ����3003���Ͻ���۵�, ����Ԫ��Ҳ��һ�ֱȽ������MPDԪ��[11], ���4045���Ͻ�������Ϊ�������3003���Ͻ����Ƹ��ϵ��м����ϡ� ����4045���Ͻ�ܴ�, ����������ʱ����Al-Ti-Bϸ�������о���ϸ��, ��ʹ��������õ����ԡ�
���ϵļ����¶��趨Ϊ520�� 550�� 570��590��, �������趨Ϊ20%�� 30%��40%��
ʵ���вⶨ�˸��ϰ���Ҫ����ѧ���ܲ����� ���ϰ�ķ���������������ֱ�۵ط�ӳ���ϵ�����ӹ�����, ����GB2073-93˫�����������ܵIJ��Ա��Ʊ�����, ��������Ϊ15~18mm , �п�Բ���뾶Ϊr=8mm�� ��Instron4206���Ӳ���������ϲⶨ�˸��ϰ�Ŀ���ǿ�Ⱥ������ʵ�ָ�ꡣ
2 ���������
2.1 ������֯����
ͼ1��ʾΪ���ò�ͬ�����¶ȶ�ʵ�����Ƹ��ϵIJ����-3003���Ͻϰ�Ľ�������֯�� ͼ1(a)����Ӧ�ļ����¶�Ϊ520��, ��ͼ�п��Կ����м��4045���Ͻ����òΪ���͵�����̬��֯, ����Si�����ʶ����, �һ����Ͼ��ȵطֲ����������ϡ� ��ʱ����3003���Ͻ���м��4045���Ͻ����ҪԪ��Al��Si�Ѿ����ںܸߵĻ״̬, ������ѹ���������¸��Ե�����Ĥ������, �����Ľ�������ֱ�ӽӴ����γ��ι̵Ľ�ϡ� ���ڱ��ο����ܴ�IJ����, ����ѹ�������ò�����ʹ��������ܵ�����Ĥ(��Ҫ�ɷ�ΪCr2O3)����, ��Ҫ�Ľ�Ϸ�ʽΪ4045���Ͻ��ڲ���ֱ����γ�һЩ�������ġ�ճ�͡���, ���ֲ���֮�䷢�����ǽ��ǿ�Ⱥܵ͵ġ���е���ϡ��� ��Ȼ���˻��ȴ����Ĺ����п���ʹ��ճ�͡���Ľ�ϸ����ι�, ���ǽ��ǿ������������ǿ����Ȼ���Ǻܸ�, ʹ���ϰ���ټӹ������ܵ���Լ�� �ڼ����¶�Ϊ520��550��ʱ���ϰ�Ľ�Ϸ�ʽ�������ڴ�ͳ��ǥ������, �������������Ƹ��ϵĹ�����, �����������˺ܴ������, �ʵ������������������õ�ȥĤ����, ͬʱ�������Ƹ����ڼ��̵�ʱ���ڼ������, ������ǥ��������Ҫǥ��������ȱ�㡣 �������м��4045���Ͻ�ͬ����ֻ���Ľ��ǿ�Ƚϵ�, Ӱ���˸��ϰ�������ۺ�����, ��Ʒ����������ص�Ҫ��
ͼ1(b)��ʾ���ϰ�ļ����¶�Ϊ570��, �Ա�ͼ1(a)���Է���, �м��4045���Ͻ������֯���������ԵIJ��졣 ��ͼ1(b)�а�ɫԲ��״������Ϊ������(Al), ��֦��϶��Ϊ(��+Si)������֯, ������֯�е����ɫ��״��Ϊ����Si, �ڹ�����֯��, �����Ļ�ɫƬ״����һЩ������, �������������ʶ̸�״�ֲ�, ��ʱ4045���Ͻ����֯��òͬ����̬ʱ����ò�������ơ� ��������������Ҫԭ�������Ѿ������ȵ�570������ϱ�����������, ������ѹ�������²����˴����ı�����, ������ʹ�����ϵ��¶Ƚ�һ������, ���¶ȴﵽ4045���Ͻ���۵��, 4045���Ͻ�Ͳ�����˲��Һ������, ֮���ڸ��Ͻ����Ϸ�����һϵ������TLP���ӹ��̵�����ұ��仯��
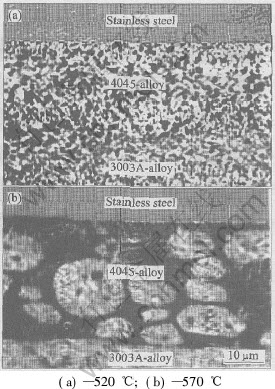
ͼ1 ��ͬ�����¶��¸��ϰ�Ľ�������֯
Fig.1 Metallurgical structures of bonding plate at different temperatures
2.2 ������ɨ����
ͼ2��ʾΪ�ڼ����¶�Ϊ570���������δ���˻�ĸ��ϰ帴�Ͻ���ı�������, ��ͼ�п��Կ��������ĸ��Ͻ�����Է�Ϊ�м������ �м�����/�������������ɢ���� ����������ȼ������֡�
�м��4045���Ͻ����������Ƹ��ϵĹ����в�����˲��Һ������, ����Һ̬�Ľ�����������ɢ, ���ֻ�����3003���Ͻ�ijɷ���4045���Ͻ�Ľ�Ϊ�ӽ�, ������ԭ�Ӻ���ԭ�ӵĻ��Ը���, ������֮���м��4045���Ͻ������3003���Ͻ��������ɢ, ��ͼ�ɼ����ƺ���м��4045���Ͻ�(a��)�ĺ�Ƚ�Ϊ10~15��m, ��4045���Ͻ�/3003���Ͻ����ɢ��(b��)�ĺ��Ҳ���Դﵽ5~10��m, ˵�������ֹ����ƶ�����ɢ�Ѿ����еý�Ϊ����, �ڸ��Ͻ����Ϸ�����ʮ�������ڸ��ϵġ���ɢ���ơ��� ���м��4045���Ͻ��벻��ֽ��紦���ֵİ���ɫ��״����(c��)�Dz����һ���CԪ����4045���Ͻ�����ɢ�Ľ��, ��ɢ�������һ�����Ϊƶ̼���� ƶ̼�������Լ���, ����Ϊ���кܸߵĴ���, �Ӷ����¸��ϰ�Ľ��ǿ�ȼ����½�, �ڲ��Ը��ϰ������ǿ�ȵĹ����п��Է��ֲַ���Ҫ��������һ����
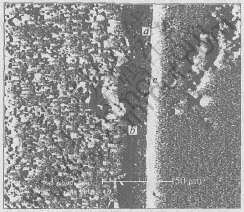
ͼ2 ���Ͻ����SEM��������
Fig.2 SEM back-reflection image on composite interface
2.3 �����ʶԸ��ϰ���ǿ�ȵ�Ӱ�����
��TLP���ӹ�����, ��Ҫʩ���ʵ���ѹ��, ��ѹ��������С����Ӱ����Ч��[12], �����Ƹ��Ϲ�����, ѹ����Ӱ����Ҫͨ�������ʵı仯�����֡� ��1�г��˲�ͬ���������¸��ϰ����Ҫ��ѧ��������, ���п��Է��ֱ����ʶԸ��ϰ���ǿ�ȵ�Ӱ����ɡ�
��1 ��ͬ���������¸��ϰ����Ҫ��ѧ���ܲ���
Table 1 Main mechanical property parameters of composite board under
different processing conditions
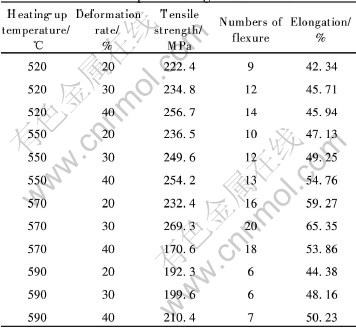
�ӱ�1���Է���, �ڼ����¶�Ϊ520��550��ʱ, ���ϰ����Ҫ��ѧ����ֵ���ű����ʵ��������ߡ� �����������ű����ʵ�����, �м�����չ�������, ѹ�������Ļ�е��ת��Ϊ���ϵı�����, �����ܵ������ܹ���Ч���Ʋ��ϵ���ʪ�ԡ� ��������ʵ����������߲���ֱ�������Ĥ���ƻ���, ���Ӳ���ֻ������м��4045���Ͻ��γɵ���Ч�Ӵ����, �Ӷ��������ǿ�ȡ� �������¶���ߵ�570���, ���������Ƹ��ϵĹ����з������м���˲��Һ������, ��˱����ʶԸ��ϰ���ǿ�ȵ�Ӱ�����������ͬ, �ڱ�����Ϊ30%ʱ, ���ϰ�ĸ�����ѧ���ܴﵽ��ѡ� ���������ڱ�����Ϊ20%ʱ, �м��ͬ����֮�������һ���ļ�϶, ������м�����ɢ���ܹ���ֽ���, ʹ���ǿ���ܵ�Ӱ�졣 �������ʴﵽ40%�Ժ�, һ�����ʹ�ۻ�̬��4045���Ͻ𱻴�������, �����м���ճ�ȱ��, �����Խ���, �м�����Ժͻ����γɳ����Ч�ؽӴ��� ��һ����ʣ���Һ̬�м�����, �����Ժͻ������һ���̶ȵ���ʪ�� �ܽ⡢ ��ɢ�������, ���½�����ܱ� ͨ��ʵ�鷢���ڱ�����Ϊ30%ʱ, ���ϰ�ĸ�����ѧ���ܾ��Ƚ�����, �м��4045���Ͻ���������õõ��˳�ַ��ӡ� ��˱�ʵ���м����¶�Ϊ570��, ������Ϊ30%�Dz����-3003���Ͻϰ������������ա� �ڼ����¶ȴﵽ590���, �Ѿ��ڼ����г�Һ̬���ڵ�4045���Ͻ��ڽ�����������ȫ������, ���ϰ�Ľ��ǿ�Ⱥܵ͡�
3 ���Ƹ��Ϲ�����TLP���ӹ���ģ��
����TLP��ɢ���ӹ���, Tuah-Poku��[13]������Ľη�����������������, �����ڱ�ʵ��������ƹ�����ʵ�����ֽ���֮��ĸ���, ���������ӹ������б��ڴ�ͳ���Ľι��̡� ͼ3��ʾΪ�����Ƹ��Ϲ���������TLP��ɢ���ӵ�ʵ�ֹ��̡�
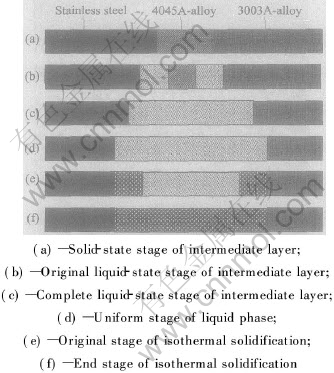
ͼ3 ���Ƹ��Ϲ�����TLP���ӹ���ʾ��ͼ
Fig.3 Diagrammatic sketch of TLP joining in roll process
1) �м���ۻ��� ��ͼ3(a)��ʾ, �������ϴӼ���¯��ȡ��ʱ, �������趨�ļ����¶�570����δ�ﵽ�м��4045���Ͻ���۵�, ����ĸ�ĺ��м������ڹ�̬�� ����������������������ʱ, �����ƹ����в����˴����ı�����, ������ʹ�����¶Ƚ�һ������, ͬʱ������ѹ����������, ���м��4045���Ͻ����������Ľ��洦������һ����Ħ����, �������һ�����¶������ø��졣 ���¶ȴﵽ4045���Ͻ���۵�582���, �м�����Һ������, �м����ĸ�ĵĽӴ����洦�����ܽ�, �γ�Һ̬������, �����ɵ�ͼ3(b)�������ĽΡ� �ڱ�ʵ�����м��4045���Ͻ������Ƚ�Ϊ20��m����, �����Ȼ����ʱ��ܶ�, ����Ȼ���Ա�֤�м�����ȫ�ڻ�, ����Դ�δ���ȴ����������Ľ�����֯�еõ�֤���� ����ͼ3(c)��ʾ�м����ȫ�ܽ�ʱ, �м���ۻ��ν�����
2) Һ����Ȼ��� ����ڴ�ͳ��TLP��ɢ���ӹ���, ���ڲ������Ƹ��Ϲ���ʱ�����ں̵ܶ�ʱ�������, ����û�н��б��´���, ��˾��Ȼ���Ч���������ԡ� �������м��Һ��������ԭ��Si�����Ŵ�Һ�����뵽��Һ�߽������Ũ���ݶ�, �����ʹҺ����Siԭ�Ӽ������Һ�߽���ɢ, ʹ�ò���ֺ�3003���Ͻ��ܽ�, Һ��������ԭ��Si��ƽ��Ũ�Ⱥ������Ͻ��͡� ���м�Һ�����ۻ���Ե�Ĺ���ɷִﵽƽ��ʱ, Һ���ﵽ��������, ���ﵽͼ3(d)��ʾ��Ч��, ��ʱҺ����Ȼ��ν����� �����ڸý��м�Һ������ĸ�ĺ�Si������Ӧ���ܽ�, ����Һ��������, ��Ч������һ���TLP��ɢ���ӹ������ԡ�
3) �������̽� ��Һ���ﵽ��������֮��, ����Һ�����֮�仹����Si������Ũ���ݶ�, ��ʹ��Һ�߽紦Siԭ�Ӽ�����ĸ����ɢ, �������¶�Ѹ�ٽ���, ����������ɢ�dz���[14]�� ��Һ�̱߽紦Siԭ��Ũ��С�ڹ�����Ũ��ʱ, ��ͼ3(e)��ʾ����������������, Һ�̽���Ѹ����Һ�����ƽ��� ��Һ����ȫ��ʧʱ, ��ͼ3(f)��ʾ�������̽ν�����
4) ��ͷ���Ȼ��� �����ڹ���������ԭ�ӵ���ɢ�ٶȽ���, �����ɸý����ʱ��ϳ�[15], �����Ƹ��Ϲ�����, �ڵ������̽�����, ���ӹ����Ѿ����, ��û��һ�������ϵĽ�ͷ���Ȼ��Ρ� �����ڶ��������к����˻��ȴ����Ĺ�����, �ڸ��Ͻ����ϻᷢ�����ƽ�ͷ���Ȼ���Ч��, ʹ����ǿ�ȵõ���һ������ߡ�
REFERENCES
[1]�ھ���, Т����, ��Ⱥ��. ������״���ϼ��������½�չ[J]. �����о�ѧ��, 2000, 14(1): 12-16.
YU Jiu-ming, XIAO Yun-zhen, WANG Qun-jiao. New development of technology of clad metal[J]. Chinese Journal of Materials Research, 2000, 14(1): 12-16.
[2]�ھ���, �����, ����ϼ. ����������������ָ�����ʵ���о�[J]. ������ѧѧ��, 2002, 23(6): 563-565.
YU Jiu-ming, LI He-zong, HUANG Su-xia. Investigation of stainless steel/aluminum bonding sheets by aid-composite reagent temperature rolling[J]. Journal of Northeastern University, 2002, 23(6): 563-565.
[3]����, ����, ������. �����������ºϽ�TLP����[J]. ����ѧ��, 2001, 37(11): 1165-1168.
LI Wen, JIN Tao, SUN Xiao-feng. TLP bonding of Ni-base single crystal superalloy[J]. Acta Metallurgica Sinica, 2001, 37(11): 1165-1168.
[4]YU Zhi-shui, WANG Feng-jiang, LI Xiao-quan, et al. Transient liquid phase diffusion bonding of copper alloy to stainless steel using CuMn alloys as interlayer[J]. Trans Nonferrous Met Soc China, 2000, 10(3): 349-352.
[5]�Ź��, �Ž�ѫ. �Ǿ�̬�����������м���˲��Һ����ɢ�����ܼ���[J]. ����, 2000, 4(2): 35-37.
ZHANG Gui-feng, ZHANG Jian-xun. The pipe welding technique by transient liquid phase diffusion bonding with amorphous ribbon[J]. Welding, 2000, 4(2): 35-37.
[6]������, ׯ����, ���廪.���ֲ���TLP��ɢ���ӹ��̵ķǶԳ���[J]. �й���ɫ����ѧ��, 2003, 13(2): 300-304.
QU Wen-qing, ZHUANG Hong-shou, ZHANG Yan-hua. Dissymmetry of TLP diffusion bonding of dissimilar materials[J]. The Chinese Journal of Nonferrous Metals, 2003, 13(2): 300-304.
[7]������, ëΨ, ��ҫ��. Ni3Al�����Ͻ��˲��Һ����ɢ���ӽ�ͷ���۽ṹ������[J]. �й���ɫ����ѧ��, 2001, 11(3): 405-408.
LI Xiao-hong, MAO Wei, CHENG Yao-yong. Microstructures and properties of transient liquid phase di-ffusion bonded joints of Ni3Al-base superalloy[J]. The Chinese Journal of Nonferrous Metals, 2001, 11(3): 405-408.
[8]������, �����, ���廪. �������ϲ��������Ͻ��TLP��ɢ����[J]. ����ѧ��, 2002, 23(6): 67-70.
QU Wen-qing, WANG Qi-juan, ZHANG Yan-hua. TLP diffusion bonding of aluminum base composite and aluminum alloy[J]. Transactions of The China Welding Institution, 2002, 23(6): 67-70.
[9]SUN Da-qian, LIU Wei-hong, JIA Shu-sheng, et al. Formation process, microstructure and mechanical property of transient liquid phase bonded aluminum-based metal matrix composite joint[J]. Trans Nonferrous Met Soc China, 2004, 14(1): 105-110.
[10]���ǫ, ������, �⽨��, ��. �������ϲ���˲��Һ����ɢ���ӽ�ͷ����֯����ѧ����[J]. ����ѧ��, 2002, 23(5): 65-68.
SUN Da-qian, LIU Wei-hong, WU Jian-hong, et al. Microstructure and mechanical property of transient liquid phase bonded aluminium-based metal matrix composite joints[J]. Transactions of The China Welding Institution, 2002, 23(5): 65-68.
[11]Hoppin G S, Berry T F. Activated diffusion bonding[J]. Welding Journal, 1970, 49(11): 505-509.
[12]�Ź��, �Ž�ѫ, ��ʿԪ, ��. ˲��Һ����ɢ����ǥ����Ҫ�ص�֮��ͬ[J]. ����ѧ��, 2002, 23(6): 92-96.
ZHANG Gui-feng, ZHANG Jian-xun, WANG Shi-yuan, et al. Similarities and differences in main characteristics between transient liquid phase bonding and brazing process[J]. Transactions of The China Welding Institution, 2002, 23(6): 92-96.
[13]Tuan-Poku I, Dollar M, Massalski T B. Study of the transient liquid phase bonding process applied to a Ag/Cu/Ag sandwich joint[J]. Metallurgical Transactions, 1998, 19A: 675-686.
[14]Shirzadi A A, Wallach E R. Analytical modelling of transient liquid phase (TLP) diffusion bonding when a temperature gradient imposed[J]. Acta Mater, 1999, 47(13): 3551-3560.
[15]�ܷ�, ��־��. Ti/Cu/Ti����˲��Һ������Si3N4�Ľ��淴Ӧ������ǿ��[J]. �й���ɫ����ѧ��, 2001, 11(2): 273-278.
ZHOU Fei, LI Zhi-zhang. Interfacial reaction and joint strength of Si3N4 partial transient liquid-phase bonded with Ti/Cu/Ti multi-interlayer[J]. The Chinese Journal of Nonferrous Metals, 2001, 11(2): 273-278.
������Ŀ: ������Ȼ��ѧ����������Ŀ(50174019)
�ո�����: 2004-06-01; ������: 2004-11-01
�����: ���ط(1977-), ��, ��ʿ�о���.
ͨѶ����: ���ط, ��ʿ�о���; �绰: 024-83686415; E-mail: zuguoyin@163.com
[1]�ھ���, Т����, ��Ⱥ��. ������״���ϼ��������½�չ[J]. �����о�ѧ��, 2000, 14(1): 12-16.
[2]�ھ���, �����, ����ϼ. ����������������ָ�����ʵ���о�[J]. ������ѧѧ��, 2002, 23(6): 563-565.
[3]����, ����, ������. �����������ºϽ�TLP����[J]. ����ѧ��, 2001, 37(11): 1165-1168.
[5]�Ź��, �Ž�ѫ. �Ǿ�̬�����������м���˲��Һ����ɢ�����ܼ���[J]. ����, 2000, 4(2): 35-37.
[6]������, ׯ����, ���廪.���ֲ���TLP��ɢ���ӹ��̵ķǶԳ���[J]. �й���ɫ����ѧ��, 2003, 13(2): 300-304.
[8]������, �����, ���廪. �������ϲ��������Ͻ��TLP��ɢ����[J]. ����ѧ��, 2002, 23(6): 67-70.
[11]Hoppin G S, Berry T F. Activated diffusion bonding[J]. Welding Journal, 1970, 49(11): 505-509.
[12]�Ź��, �Ž�ѫ, ��ʿԪ, ��. ˲��Һ����ɢ����ǥ����Ҫ�ص�֮��ͬ[J]. ����ѧ��, 2002, 23(6): 92-96.
[15]�ܷ�, ��־��. Ti/Cu/Ti����˲��Һ������Si3N4�Ľ��淴Ӧ������ǿ��[J]. �й���ɫ����ѧ��, 2001, 11(2): 273-278.
