
���±��: 1004-0609(2005)04-0614 -07
Mg-5Al-1.5Ca-0.4Zn��þ�Ͻ�ĵ��·����̬ѹ����֯������
�����, ������, ������, ����Т, ����ƽ
(������ҵ��ѧ ���Ͽ�ѧ�빤��ѧԺ, ���� 710071)
ժҪ: �о���Mg-5Al-1.5Ca-0.4Zn-0.2Mn-Sr-Ti�Ͻ�ĵ��·����̬ѹ����֯�����ܡ� �������: �Ͻ������Ϊ��(Mg)�� (��(Mg)+Al2Ca)������������״Mg17Al12�� Sr���ʺϽ���585����·�����ʱ, ��(Mg)���ȷ���ɺˡ� ���ŵ���ʱ��ӳ�, ��(Mg)�ɿ�״����״ת�䡣 25minʱ, ת��Ϊ����40��m�ľ�����״��֯�� �˺�, ��������, ������£�ϲ��� �Ͻ���·�ѹ��ʵ�鷢��, ��֯Ϊ����ϸС���ᾧ, ����25��m�� �Ͻ����º���ǿ�Ƚ�ɰ��������, ���������½��� ��������ϸ��ǿ������, �Լ�����ϸ��ʹ�þ����ϰ������ֲ���Al2Ca�����ɢ, ����Al2Ca�����¶�����������ø���ͻ���� ���·����̬ѹ���Ͻ�200��ĸ���ǿ������AZ91ѹ���Ͻ�, �ɴ�140MPa��
�ؼ���: ���̬�����ȴ���; ���̬ѹ��; ����֯; ��ѧ����; þ�Ͻ� ��ͼ�����: TG146.22; TG146.4
���ױ�ʶ��: A
Microstructure and properties of Mg-5Al-1.5Ca-0.4Zn based alloy
by semi-solid isothermal heat-treatment-die-pressure-casting process
YANG Guang-yu, HAO Qi-tang, JIE WAN-qi, WANG Wu-xiao, JIA Wen-ping
(College of Materials Science and Engineering,
Northwestern Polytechnical University, Xi��an 710071, China)
Abstract: The microstructure and properties of Mg-5Al-1.5Ca-0.4Zn-0.2Mn-Sr-Ti magnesium alloy by semi-solid isothermal heat-treatment-die-pressure-casting process were studied. It is found that there are three main phases formed in the experimental alloy, i.e., ��(Mg), (��(Mg)+Al2Ca) eutectic and Mg17Al12. When the alloy modified by Sr is heat-treated at 585��, the primary ��(Mg) phase divorces into lumps. Then the lumps evolve into spheroids gradually with isothermal time increasing. After treated for 25min, the well-distributed spheroidic semisolid-structure with the average grain diameter of 40��m is formed, then the spheroids agglomerate and coalesce. It is also found that the room temperature mechanical properties are improved greatly by semi-solid isothermal heat-treatment-die-pressure casting process. The elevated temperature strength of experimental alloy at 200�� is up to 140MPa, better apparently than that of AZ91 die-casting alloy. Homogeneous equiaxied fine grains with the average grain diameter of 25��m are obtained in experimental alloy by the semi-solid isothermal heat-treatment-die-pressure casting process.
Key words: semi-solid isothermal heat-treatment(SSIT); SSIT-die-pressure casting; microstructure; mechanical properties; magnesium alloy
�Դ�20����70��Flemings����ͬ�·����˺Ͻ�Ĵ�����������, ����������о�����, Dow��˾��1988�������˰��̬������ι��յ�ר��, ֮��˾�������˵�һ̨þ�Ͻ�ר�õİ��̬������λ�, ʹ���̬þ�Ͻ��������������ҵ��[1, 2]��
��ð��̬���ϵķ�����Ҫ�е��/��е���跨�� ���̬�����ȴ���(Semi-solid isothermal heat-treatment, ���SSIT)����Ӧ���շ��ۻ������ ���̬���ϵij��ι�����Ҫ���������졢 �������졢 ������졢 ���̬���ơ� ע����Ρ� ���̬�Ĺ��չ���һ���������: ��֦�����ϵ��Ʊ��� ���μ��Ⱥͼ�ѹ����[3, 4]��
����þ�Ͻ�ij��ι���, Ŀǰֻ��ע��������ڹ�ҵ�����С� 20����90��������ֵİ��̬�����ȴ�����(SSIT)ʡ���˰��̬������ר�ŵĶ����Ʊ���һ����, ֻ���ںϽ�������עʱ������ʼ�, �ڳ���ǰ�Ķ��μ����������֯ת��, ʹ��ͳ�Ĵ��乤����������Ϊ����, �乤����Լ�, �ɱ���Ϊ����, ��һ����ǰ;�ķ���[5, 6]�� Ŀǰ����һ�������о�ֻ��ͣ����������֯��ת�������, ���ι��պͺϽ����ܷ���ı�������[4]�� �ڰ��̬�ºϽ���, Rudi��[7]������������PID���յİ��̬����Mg-Zn-Al-Ca�Ͻ� �ݱ���[7], �úϽ���200��Ŀ���ǿ�ȿɴ�150MPa�� ��ͨ���о���������AZ91þ�Ͻ�
��Ȼ���Ƕ��̬������ǰ��һֱ��������, ����һ����Կ϶�, ���̬���μ�����û�л������Ԥ�ڵĹ㷺Ӧ��, ��������ʵ�������д������ ���, ����þ�Ͻ�İ��̬�о�, �ºϽ�Ŀ������¹��յ�̽������Ŀǰ���ٵ���Ҫ���⡣
Ϊ��, ���߲���Mg-5Al-1.5Ca-0.4Zn-0.2Mn-Sr-Ti�Ͻ���Ϊʵ��Ͻ�, ͨ��SSIT����, �о���ʵ��Ͻ��ڵ��������µ���֯ת����̡� �ڴ˻�����, �ھ��������ѹ������ʵ��SSIT���������µİ��̬����, �о�ʵ��Ͻ����֯�����ܡ�
1ʵ��
1.1ʵ��Ͻ���Ʊ�
ʵ��Ͻ����ϵ����������Ƶ�20kg��������¯�н��С� �Ͻ�ɷַ�Χ: 4.6% ~5.3% Al, 1.3%~1.6% Ca, 0.3%~0.5% Zn, 0.1%~0.2% Mn, >0.004% Ti, >0.02% Sr, ��0.016% Fe, ����Mg�� ������RJ-6�ܼ������½��С� Ca, Zn�Դ�����(99.9%)����ʽ����, Mn, Ti, Sr�ֱ����м�Ͻ�Al-10Mn, Al-3Ti, Al-10Sr��ʽ���롣 �Ͻ������ú�, ��Al-10Sr���ʴ���, ��740��ʱ�ֱ����ɱ�Ƴߴ�Ϊd12mm��50mm�ı�ɰ������������ d50mm��75mm��ɰ��ë������, �Լ�d18mm��180mm��ɰ��ë�����ϡ�
1.2ʵ�鷽��
ʵ��Ͻ�İ��̬����ʵ�����Ϊ: ��d18mm��180mm �İ��ϼӹ�Ϊd16mm��16mm��С����, ��0.1mm���ͭƤ�ܷ��, ����������(580��3)��ĵ���¯�б��¡� ��Ԥ���趨�ı���ʱ���, Ѹ���ó���������ˮ�С� ����������3%������ƾ���Һ��ʴ, �ڽ��������Ϲ۲���֯�仯��
ʵ��Ͻ���°��̬ѹ��ʵ��Ĺ�������Ϊ: ��d50mm��75mm�����ϼӹ���d48mm��70mm�İ���, ��������������Ĵ����ȱ��¹��ܵ�ѹ����ѹ���С� ���趨�ı����¶���, �������趨ʱ��, Ȼ�����趨ѹ����ֱ��ѹ�����Ρ� ѹ���������ߴ�Ϊd5mm��25mm��
1.3��ѧ���ܵIJ���
ʵ��Ͻ�����ѧ���ܵIJ�����CSS1220�͵�����������������Ͻ���, ÿ�����3������, ���������ƽ��ֵ�� ����˲ʱ��ѧ���ܵIJ�����Instron-1195��������������Ͻ���, ������200���±���ʱ��15min�� ÿ�������, ���ȡƽ��ֵ��
1.4����֯�Ĺ۲�
����֯�۲����XJL-02��ѧ������LEO1455VP��ɨ���������(SEM)�� ���ɷַ�������Oxford Inca������ɫɢ����(EDS)�� X�����������ͺ�ΪD/MAX2400�� �Ͻ�������������X��������(XRD)�����ɷַ������ϵķ������С� �Ͻ�ɷַ�������ICP���������� �Ͻ���ۻ��¶ȷ�Χ����DSC������DSC-2910��ʾ���ȷ������ϲⶨ��
2���������
2.1�Ͻ������֯���ۻ�����
ͼ1��ʾΪʵ��Ͻ��ɰ������֯�� �������(Mg)��Ϊ�����ᾧ, С����Ϊ��������֦���� �ɺϽ��X�����������(ͼ��ʡ��)��֪, �Ͻ�Ļ��������Ϊ: ��(Mg), Al2Ca�� Mg17Al12�� ͼ2��ʾΪʵ��Ͻ��EDS�붨�����������
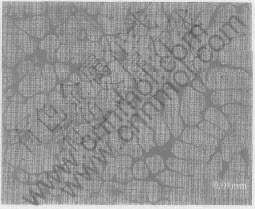
ͼ1 ʵ��Ͻ���̬��֯
Fig.1 Sand-casting microstructure of experimental alloy
���X�������������ȷ�ϵĵڶ�����̬��֪, ͼ2�Ц�(Mg)�ྦྷ���Ƭ״��֯Ϊ(��(Mg)+Al2Ca)����, ���ڼ���������״����ΪMg17Al12�ࡣ
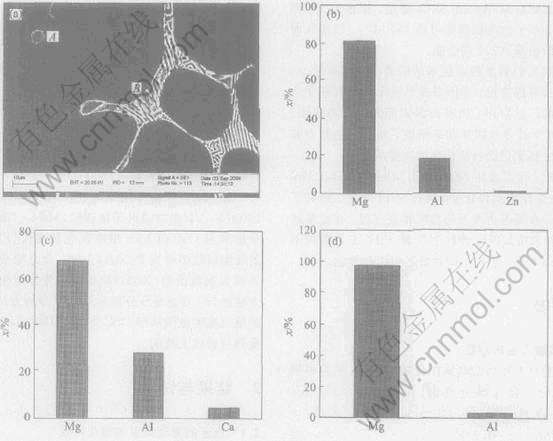
ͼ2 ʵ��Ͻ��EDS�������
Fig.2 EDS analysis results of experimental alloy
ͼ3��ʾΪ�ⶨ��ʵ��Ͻ��DSC����( �����ٶ�Ϊ10��/min)�� ��֪, ʵ��Ͻ���ۻ��¶ȷ�ΧΪ422~607�档 �Ͻ��ڼ����ۻ�������, ����3�����ȷ塣 ���ݺϽ������ɿ�֪, 473��ķ��Ӧ��Mg17Al12���ۻ���[8], ��534��ķ��Ӧ��Al2Ca���ۻ���, 580��ķ����ǻ����(Mg)���ۻ���ʼ�¶ȡ�
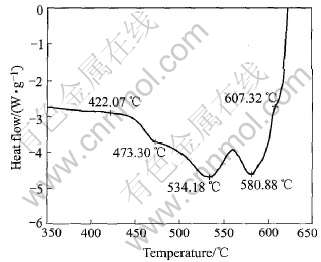
ͼ3 ʵ��Ͻ��DSC��������
Fig.3 DSC curve of experimental alloy
2.2�Ͻ��ڰ��̬�����ȴ��������е���֯�ݱ�
ͨ����ͬ����ʱ��͵����¶��µĽ������ʵ�������֯�۲�, ȷ����d16mm��16mm�����ܵõ��ϼѰ��̬��֯��̬�ĺ��ʹ��ղ���, ��, �����¶�585��, ����ʱ��25min��
ͼ4��ʾΪd16mm��16mm�Կ���585���·ֱ���²�ͬʱ�����۲쵽�ĵ��·����̵ĵ�����֯�ݱ������ ����δ����ʱ����֯��̬��ͼ1��ʾ�� ��������585���µ���2minʱ, �Ͻ�Ĵ����֯��̬��ͼ4(a), ���ڵ�Mg17Al12�������ۻ�, �γ������״Һ�塣 �����ϵĵ��۵㹲�� (��(Mg) +Al2Ca) Ҳ��ʼ�ۻ��� ���ŵ���ʱ����ӳ�, ��֯�е���֦״������(Mg)��ʼ�Ӷ���֦���������ɾ��۵Ľ�������۶�, �ڹ�/Һ�����������������, ����Һ��;���Һ����ͨ, ���״������ʼ���Է���, ��ͼ4(b)��ʾ�� ֮��, ���ŵ���ʱ��ӳ�, �Ͻ���֯�����С����״�Ϳ�״, ����������Բ���� ������С���ھ���[6]�� ����25min ʱ, �Ͻ���֯��ȫת��Ϊ�ȽϾ��ȵ���״���״��֯, ����ƽ��ֱ��Ϊ40��m(��ͼ4(c))�� ͼ4(d)��ʾΪ����50minʱ����֯��̬, ��ʱ�����������Եij���, ƽ�������ɴ�65��m, ��С������һ��������ʧ�� ����Ostwald�컯����[9], �컯����һ����ѭ�κˡ� ����ı仯���ɡ� ��Ӧ��ʵ��Ͻ�ĵ���ת��, Ҳ���Ǿ����ķ���ͺϲ�������̡� ���������´���������, ���ھֲ����������, ����ʼ�մ��ڶ�̬�ķ���ͺϲ������С� �ڵ���25min��ǰ, ����ռ����, ��25~50min֮��, �ڶ��ߵĶ�̬ƽ���кϲ���ʼ��ռ����, ��50min��, ��£�ϲ���ȫռ������ �ڱ��³���, �Ͻ���֯�ȷ�������, ��������״�Ϳ�״����ֻ���ھ�������Բ���������, Һ/�̽������С, ϵͳ�������Żή��, ���Ծͻ���־�������ת�䡣 �˹���������������½��е�, ֻ��ͨ��ԭ�ӵ���ɢ, ���Խ��еý�Ϊ������ ����֯��ȫת��Ϊ��״����, �ᷢ���������컯, ���컯�����������������ϵͳ���ܵĹ�/Һ������ļ���, ��, С�Ħ�(Mg)���������ۻ�, ��Ħ�(Mg)�����ϳ����� ֻ������, Һ/���ܽ�����Ż��һ������, ϵͳ�������͡� ���ŵ���ʱ��Ľ�һ���ӳ�, ����һ���̶ȵ���״�����ᷢ����£�� �ϲ�, ֱ���ڽ��Ĵ������ͨ�ۺ�, ����С�����ۻ���ʧ, ������ᷢ����������쳣����, ����ͼ4(e)��ʾ����֯��̬��
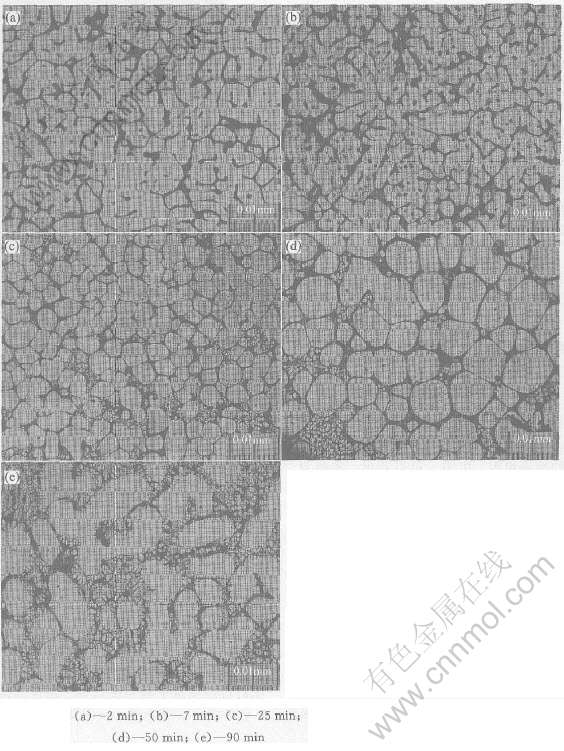
ͼ4 ��585���±��²�ͬʱ��Ͻ����֯�ݱ�
Fig.4 Microstructures evolution of experimental alloy at 585�� after different isothermal holding time
ʵ��Ͻ���585��ĵ�����֯ת��ʵ�����ڿ���ѭ�����豣��¯�н��С� ���ֵ�������������������������� ����ʱ��ӳ�, �����̶����м��ء� �����ڰ��̬�¶��µ���ʱ��Խ��, ���������ı��γ̶Ⱦ�Խ�� Ϊ�˷�ֹ�ڰ��̬ѹ�������г��ְ��ϵ������������ʹ����������������, ʵ��Ͻ������ѹ��ǰ�ĵ��´���, �����������������Ĵ����ȱ��¹��ܵ�ѹ����ѹ���н��С�
2.3�Ͻ�ĵ��°��̬ѹ��ʵ��
��ϵ��°��̬ʵ����, ���ǵ����̬ѹ���ð��ϵijߴ�Ϊd48mm��70mm, ��Ҫ���ϰ��ϼӴ���Ҫ�Ķ��������ʱ��, ���Խ����̬ѹ���Ĺ��ղ�������Ϊ: ����ʱ��30~35min, �����¶�585�档
ͼ5��ʾΪʵ��Ͻ���·�ѹ������ѹ������������Ƭ�� ͼ6(a), 6(b)�ֱ�Ϊ���������������ݶ����ϵ�����֯�� ��ͼ6���Կ���, ʵ��Ͻ���·�ѹ����, �Ͻ�ľ����ߴ����С, ����ƽ���ߴ�Ϊ25��m��
���̬���Ͼ��б�����(Bingham body)�ļ�������������, ���������ϵ�Ӧ���ҿɱ�ʾΪ[4]
ֻ�е����Ӧ��(�˴���Ϊѹ�����ij�ͷѹ��)��>��sʱ, ���ϵ���״�ṹ���ƻ�, ��ʾ��ţ����������ԡ� ������ƵĽ�עϵͳ������ʽ��, ֱ������ �ώ���� �ڽ���������(Fֱ��F����F����16��1.7��1)������С��, �����ڸߵ�ѹ�� (>80MPa)�� ����(��ͷ�ٶ�Ϊ2cm/s)�����³�������ʱ, �����������ώ�����ڽ���ʱ, ���ܵ�ƽ�������������Խ��Խ���ѹ��, ʹ�����ٶȼӿ�, ����Ѹ�ٳ�����ǻ�� ͬʱ���ϻ��ܵ���ֱ����������ġ� ���������С�������ںώ�����ڽ�����ںܸߵĺ���ѹ���� �������ۺ����û�ʹ���̬�Ͻ�����һ����ϡ� ���Ρ� ��С, ��֯�����ʵϸС�� ʵ��Ͻ�SSITѹ���ĺ������ݶ�����֯��һ�µĽ�Ϊ���ȵĵ��ᾧ, ������б���һ��Ͻ�������Ա�����֯��

ͼ5 SSITѹ������
Fig.5 Specimens by SSIT-die-pressure-casting

ͼ6 ���̬ѹ���������������ݶ����ϵ�����֯
Fig.6 Microstructures of specimens of SSIT-die-pressure-casting samples on transversal and longitudinal sections
���̬�������ڲ��������ǹ�Һ���档 �о�����[10], �߹����ʵİ��̬�����ڲ��ṹ����ΪҺ��ֲ������ڲ��־��硣 ��ʵ��Ͻ���25minʱ����֯�ṹ����(��ͼ4(b))����Ǻ�, ��˵��ʵ��Ͻ�ѹ��ʱ�Ĺ�����ƫ�ߡ� ����ʵ��Ͻ���ѹ�����������ϵı������ʽϸ�, �ɴ˿����ƶ�, ʵ��Ͻ���̬�������������������µ���������Ӧ�Թ��������Ļ��ƻ��ƺ������������Ա��λ���[10]Ϊ���� �÷�����ͼ4(c)�Ľ�����֯��һ�µġ�
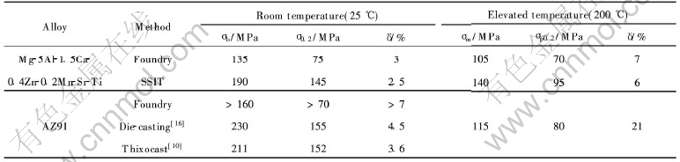
ʵ��Ͻ��ɰ����ѧ���ܺ�SSIT���̬ѹ����ѧ�������ڱ�1�� ���Է���, ����SSIT���̬ѹ����, ʵ��Ͻ��ǿ�����Եõ��������� ����Hall-Petch����:

SSIT���̬ѹ������ʹ��ʵ��Ͻ���֯�ľ���ֱ����ɰ����֯��125��m��С��25��m, �����õ�����ϸ��, ����ʵ��Ͻ����������ǿ�Ȧ�0.2��75MPa��ߵ�145MPa, �Ͻ������ǿ��Ҳ��Ӧ�����ߡ� ͬʱ����, ʵ��Ͻ�����������½�, ����ʵ��Ͻ��SSIT���չ����йء� SSIT���յı��¹��̻�ʹ�Ͻ��ϵ��ۻ�Һ�ಿ���е����ʽ�һ������, ���̬������֯�о���ֲ��Ĺ�����(��(Mg)+Al2Ca) ���ӡ� ��(��(Mg)+Al2Ca) ������Ϊ������, ��ԺϽ�������Dz����ġ�
��Mg-Alϵ�Ͻ��м������γ��ȶ��Ľ����仯����ĺϽ�Ԫ��, �Ϳɸ��ƺϽ�Ŀ��������[11, 12]�� Caλ��Ԫ�����ڱ���A��, �ںϽ���������Al���, �γ�Al2Ca�ࡣ Al2Ca���۵�ܸ�(1079��), Զ����Mg17Al12��(437��), ���������ȶ��Ժá� ����þ�Ͻ����ڲ��������ε��谭Զ�Ⱦ�����谭����С[13], �����ϵڶ���ķֲ��������Ŀ��������ܷdz������� ����þ�Ͻ�����µ��������λ�����ƻ���Ϊ��, �����µ�������Ծ��绬�ƻ���Ϊ��[14]�� ʵ��Ͻ��ϵ�Al2Ca���ڸ��������������硢 ��ֹ���绬�Ƶ�ǿ������, �ԺϽ�ĸ����������кܺõ��谭���á� ͬʱCa�ļ����谭�˸�����ԭ�ӵ���ɢ, ʹ�úϽ�ľ���ǿ�����[15]�� ���, ɰ���Ͻ���200��ĸ���ǿ�ȽϺá� ��SSIT ���̬����ʹ�Ͻ���֯��������ϸ��, �Ӷ�����ϸ��ǿ�����á� ͬʱ, ������ϸ��Ҳ��ʹAl2Ca���ھ����ϵķֲ�������ɢ, ����, Al2Ca�����¶Ծ���Ķ�������Ҳ��Ϊ��Ч�� ���, ʵ��Ͻ��ڵ��·����̬ѹ�����������µĸ���ǿ��(��m, ��p0.2)��ɰ��������ߡ�
����1���г���AZ91�Ͻ�ѹ������[16]�봥����������[10]���бȽϷ���, ʵ��Ͻ�ij��������Ե���AZ91�Ͻ������, ������200��ĸ���ǿ��(��mΪ140MPa)ȴ���Ը���AZ91ѹ���Ͻ�(��mΪ115MPa)�� ��˵��ʵ��Ͻ����SSIT���̬ѹ�������Ǻ��ʵġ�
3����
1) Mg-5Al-1.5Ca-0.4Zn-0.2Mn-Sr-Ti�Ͻ���̬�������Ϊ: ��(Mg) ������, (��(Mg)+Al2Ca)��Ƭ״�����;��ڼ���������״��Mg17Al12�ࡣ �Ͻ���ۻ��¶ȷ�ΧΪ422~607�档 �Ͻ�ļ����ۻ�DSC������, 473������ȷ��Ӧ��Mg17Al12���ۻ���, ��534��ķ��Ӧ��Al2Ca���ۻ���, 580��ķ����ǻ����(Mg)���ۻ���ʼ�¶ȡ�
��1 ʵ��Ͻ��ɰ����SSIT���̬ѹ����ѧ����
Table 1 Mechanical properties of as-sand-cast and as-SSIT experimental alloy
2) Sr���ʺ��ʵ��Ͻ���585�����SSIT����ʱ, ��(Mg) �����ྦྷ�����ȷ���ɺ�, �����ŵ���ʱ��ļӳ�, ���ݱ�Ϊ��״���̬��֯�� �ڵ���25minʱ, ��֯��ȫת��Ϊƽ������Ϊ40��m�Ľ�Ϊ���ȵ���״���̬��֯�� ֮�����ŵ���ʱ��Ľ�һ���ӳ�, ��״��֯���һ������, ����������£�ϲ���
3) ͨ��ʵ��Ͻ��SSITѹ��ʵ�鷢��, �Ͻ�ĵ��·�ѹ����֯Ϊ����ϸС�ĵ��ᾧ, �������ݶ�����֯����, ����ƽ��ֱ��Ϊ25��m�� ������ɰ���õ�����ϸ��, ������ѧ���ܽ�ɰ���õ��˴����ߡ� �����������½��� �Ͻ������ѧ���ܽ�ɰ���������ܵ������������������ϸ��ǿ��, ����Ǿ���ϸ��ʹ�þ����ϰ�������Al2Ca�����仯����ֲ�������ɢ, �Ӷ�ʹ��Al2Ca������¶������硢 ��ֹ���绬�Ƶ����ø�����Ч��
4) �Ͻ�200��ĸ���ǿ����������AZ91ѹ���Ͻ��, �ɴ�140MPa��
REFERENCES
[1]Nussbaum A I. Semi-solid forming of aluminum and magnesium[J]. Light Metalage, 1996(6): 6-12.
[2]Bradley N L, Weiland R D, Schafer W J, et al. Method and Apparatus for the Injection of Metal Alloys[P]. US Patent 040589, 1989.
[3]�����, ��Զ. �����İ��̬������Ӧ��[J]. ����, 2001, 50(11): 645-649.
CHEN Ti-jun, HAO Yuan. Semi-solid forming technology of metals and its application[J]. Foundry, 2001, 50(11): 645-649.
[4]Kirkwood D H. Semisolid metal processing[J]. International Materials Reviews, 1994, 39(5): 173-189.
[5]Flemings M C. Behavior of metal alloys in the semisolid state[J]. Metallurgical Transaction A, 1991, 22(5): 957-981.
[6]��Ԫ��, ��Զ, �����, ��. AZ91D�ڰ��̬�����ȴ����е���֯ת��[J]. �й���ɫ����ѧ��, 2001, 11(4): 571-575.
LI Yuan-dong, HAO Yuan, YAN Yun-feng, et al. Structural evolution of AZ91D magnesium alloy during semisolid isothermal heat treatment[J]. The Chinese Journal of Nonferrous Metals, 2001, 11(4): 571-575.
[7]Kamado S, Ikeya N, Rudi R S, et al. Application of semi-solid forming to Mg-Zn-Al-Ca alloys[J]. Materials Science Forum, 2000, 350: 250-214.
[8]Ф����, ��Ƽ, ������, ��. AZ91þ���Ͻ���HCP/BCC�����ṹ[J]. �й���ɫ����ѧ��, 2003, 13(1): 15-20.
XIAO Xiao-ling, LUO Cheng-ping, LIU Jiang-wen, et al. Structure of hcp/bcc interphase boundaries in AZ91 Mg-Al alloy[J]. The Chinese Journal of Nonferrous Metals, 2003, 13(1): 15-20.
[9]Hardy S C, Voorhees P W. Ostwald ripening in a system with high volume fraction of coarsening phase[J]. Metallurgical Transaction A, 1988, 19A(11): 2713-2721.
[10]������, ë����, ��׳��. �������ϰ��̬�ӹ������뼼��[M]. ����: ��ѧ������, 2004.
KANG Yong-lin, MAO Wei-min, HU Zhuang-qi. Semi-solid Metallurgy of Metal Materials[M]. Beijing: Science Press, 2004.
[11]Regev M, Aghion E, Rosen A. Creep studies of AZ91D pressure die casting[J]. Materials Science & Engineering A, 2001, A234-236: 46-50.
[12]����, ������, ���ճ�, ��. ����þ�Ͻ���о��� ������Ӧ��[J]. �й���ɫ����ѧ��, 2003, 13(2): 277-288.
YU Kun, LI Wen-xian, WANG Ri-chu, et al. Research, development and application of wrought magnesium alloys[J]. The Chinese Journal of Nonferrous Metals, 2003, 13 (2): 277-288.
[13]Polmear I J. Magnesium alloy and application[J]. Materials Science and Technology, 1994(1): 1-16.
[14]���Ң. þ�Ͻ�ѹ����������[J]. ����, 2000, 49(8): 443-448.
WU Bing-yao. Technical analysis of magnesium alloys die-casting[J]. Foundry, 2000, 49(8): 443-448.
[15]½��ݥ, �˿���, ֣����. ��ɫ����Ͻ�����[M]. ����: ұ��ҵ������, 1983.
LU Shu-xun, GU Kai-dao, ZHENG Lai-su. Metallurgy of Nonferrous Metals[M]. Beijing: Metallurgical Industry Press, 1983.
[16]Matucha K H. Structure and Properties of Nonferrous Alloys: Vol8[M]. Germany: VCH, 1996.
������Ŀ:�����ش�����о���չ�滮������Ŀ(G2000067202)
�ո�����:2004-10-18; ������:2005-01-04
�����:�����(1967-), ��, ������ʦ, ��ʿ�о���.
ͨѶ����:�����, ��ʿ; �绰: 029-88494276; ����: 029-6522808; E-mail: seniorygy.student@sina.com
[1]Nussbaum A I. Semi-solid forming of aluminum and magnesium[J]. Light Metalage, 1996(6): 6-12.
[3]�����, ��Զ. �����İ��̬������Ӧ��[J]. ����, 2001, 50(11): 645-649.
[6]��Ԫ��, ��Զ, �����, ��. AZ91D�ڰ��̬�����ȴ����е���֯ת��[J]. �й���ɫ����ѧ��, 2001, 11(4): 571-575.
[8]Ф����, ��Ƽ, ������, ��. AZ91þ���Ͻ���HCP/BCC�����ṹ[J]. �й���ɫ����ѧ��, 2003, 13(1): 15-20.
[10]������, ë����, ��׳��. �������ϰ��̬�ӹ������뼼��[M]. ����: ��ѧ������, 2004.
[12]����, ������, ���ճ�, ��. ����þ�Ͻ���о��� ������Ӧ��[J]. �й���ɫ����ѧ��, 2003, 13(2): 277-288.
[14]���Ң. þ�Ͻ�ѹ����������[J]. ����, 2000, 49(8): 443-448.
[15]½��ݥ, �˿���, ֣����. ��ɫ����Ͻ�����[M]. ����: ұ��ҵ������, 1983.
[16]Matucha K H. Structure and Properties of Nonferrous Alloys: Vol8[M]. Germany: VCH, 1996.
