
�����ᾧ�������ϵͳ��ģ������
��׳��1�����ʽ�2��Ф��3
(1. ������������ѧԺ ����ѧԺ��������100044��
2. ����������ѧ �����������Զ���ѧԺ������ ������454000��
3. �����Ƽ���ѧ ��Ϣ����ѧԺ ������100083)
ժҪ��Ϊ��ʵ�������ᾧ���������Ǻ�ȵĿ��ƣ��Խᾧ���ڲ���ˮ���̴��ȹ��̽�����ѧģ�⣬��������Ԫ������������ع�ķ���������������Ǻ������ģ�ͺͳ��ڴ�ͭ���¶������Ǻ�ȵĹ�ϵ���ڴ˻����ϣ������������ٶȺͻ���ˮ�ڿ���Ϊ���롢��Һλ�߶Ⱥͳ������Ǻ��Ϊ����Ľᾧ�������Զ����ģ�͡�ͨ��������֤��ģ�͵���Ч�ԡ��������������ģ�ͣ�����Կ��ſ�����(ADRC)���н�����ơ�����������������ƵĿ��������Դﵽ����Ŀ��ƺͽ���Ч������˵��������ģ�ͻ�������Ƴ�ADRC��������ʵ�ֶԳ������Ǻ�ȵĿ����ǿ��еġ�
�ؼ��ʣ�
�ᾧ�����������Ǻ���������Զ����ģ�������̴���ģ�����Կ��ſ�����
��ͼ����ţ�TF341.6��TP273 ���ױ�־�룺A ���±�ţ�1672-7207(2011)05-1361-08
Modeling of mould multivariable system in continuous casting process and its control
LI Zhuang-ju1, WANG Yun-jian2, XIAO Lei3
(1. School of Electric and Information Engineering, Beijing University of Civil Engineering and Architecture, Beijing 100044, China;
2. School of Electrical Engineering and Automation, Henan Polytechnic University, Jiaozuo 454000, China;
3. School of Information Engineering, University of Science and Technology Beijing, Beijing 100083, China)
Abstract: To realize the control of the shell thickness at the mould exit control in continuous casting process, the solidification and heat transfer process in mould were simulated, a model of shell growth was founded and the relationship between shell thickness-temperature at the mould exit was established through finite element analysis and curvilinear regression method. Based on this model, a nonlinear multivariable mode of the mould system was built with its inputs (i.e., casting speed and valve position) and its outputs (i.e., mould level and shell thickness) at the mould exit. ADRC (Active disturbance rejection controller) was designed for the mode. The control simulation results show that the controller has good performance, and the new model is effective and accurate, indicating that the accurate shell thickness control with the novel model is feasible.
Key words: mould; shell thickness; nonlinear multivariable model; solidification and heat transfer model; ADRC
�����ᾧ�����ڴ������Ǻ��Ӱ������������ϵͳ����״�����������Ǻ����ᾧ��Һλ����������֮�������Ϲ�ϵ[1-3]��һ��ͨ���ı�Һλ�����������Ƴ��ڴ����Ǻ�ȡ�Ŀǰ��ʵ�ֳ������Ǻ�ȵ�ֱ�Ӳ������������ô�ͳ�ķ�ʽֱ�ӿ��Ƴ������Ǻ�ȡ��ǹ��ֵ�[1-2]�����˽ᾧ��Һλ�����ٶԳ������DZ���ƽ���¶ȵ���Լ��ϵ�����ǣ�δ�����¶����ȵĹ�ϵ���ڴˣ��������߷����ᾧ���ڲ����������̴��ȹ��̣��Խᾧ���ڲ���ˮ���̴��ȹ��̽�����ѧģ��[4-5]����������Ԫ������������ع�ķ�����ó������Ǻ�������١�Һλ�Ĺ�ϵģ��[6]���Լ����ڴ�ͭ���¶���������Ǻ�ȵĹ�������ģ�ͣ������������ٶȺͻ���ˮ�ڿ���Ϊ���롢��Һλ�߶Ⱥͳ������Ǻ��Ϊ����Ľᾧ�������Զ������ѧģ�͡������Կ��ſ��Ƽ����Ը�ϵͳ���п��ơ�
1 �ᾧ��Һλ������ϵͳģ��
1.1 Һѹ��������
�ᾧ��Һѹ�ŷ�λ��ϵͳ�Ŀ������ݺ���[3]���£�
![]() (1)
(1)
ʽ�У�KaΪ�ŷ��Ŵ������棻KsvΪ�ŷ����ľ�̬�������棻KfΪ������λ��/��ѹת��ϵ����ApΪҺѹ������Ч�������nΪҺѹϵͳ����Ƶ�ʣ���ΪҺѹ�� ��ȡ�
1.2 �ᾧ��Һλģ��
�������������ԭ�����Եó��ᾧ��λH������vspeed������ˮ����Ч��ͨ���Av��Ĺ�ϵ[4]��
![]() (2)
(2)
ʽ�У�AmΪ�ᾧ���������czrΪע��ϵ����hΪ�м����Һ�߶ȣ�gΪ�������ٶȣ�Q1Ϊע��ᾧ̬�ĸ�Һ������Q2Ϊ����ˮ�������ĸ�Һ������
����ˮ����Ч��ͨ���Av�ɸ���ͼ1�����㣬���Ű뾶Ϊrʱ�ɵ����±���ʽ��
![]() ��
��![]() ��
��
2r��xv��4r (3)
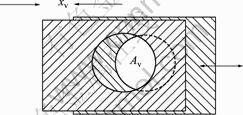
ͼ1 ����ˮ����ͨ���ʾ��ͼ
Fig.1 Open area of slide water gap
1.3 ����ϵͳ
����ϵͳ�Ľ�ģʵ�����ǽ����������ϵͳ��ʸ�����ƽ�ģ���Ե�����Ϊ�ڻ���ת�ٻ�Ϊ�������������ѡ��PI���ڲ���I��ϵͳ(����ϵ��Ϊ0.707)��ƣ�����![]() ��
��![]() �������ڻ��͵�����ֵ�״̬�ռ�ģ��[5]Ϊ��
�������ڻ��͵�����ֵ�״̬�ռ�ģ��[5]Ϊ��
 (4)
(4)
ʽ�У�![]() Ϊ����������Ĺ���ϵ����ugΪ��������źţ�KΪ����ϵͳ�����棻ydΪ���ת�١�
Ϊ����������Ĺ���ϵ����ugΪ��������źţ�KΪ����ϵͳ�����棻ydΪ���ת�١�
2 ��������ģ��
��ij���к����������Ϊ����ͼ2��ʾΪ�ᾧ���ڵĴ��ȹ��̡���ͼ2���Կ����ᾧ���ڵ����̴��ȹ�����Ҫ����3���֣����ǵĴ��ȡ���϶��Ĵ����Լ��ᾧ��ͭ�崫��[6]��
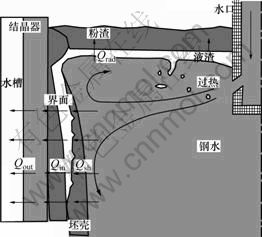
ͼ2 �ᾧ���ڵĴ��ȹ���
Fig.2 Heat transfer inside mold
2.1 �������Ǵ���
�������������ϵĴ��ȣ����������¶ȳ��ֲ�����һά˲̬���ȷ��̣�
![]() (5)
(5)
ʽ�У�TΪ���������¶ȣ���steelΪ��Һ�ܶȣ�ksteelΪ��Һ����ϵ�������õ�Ч������(![]() )���Ը�Һ�е��������DZ������д�����ģ������ѡȡ��Һ����������֮���һ�㱡Ƭ�����������ٶ������˶���
)���Ը�Һ�е��������DZ������д�����ģ������ѡȡ��Һ����������֮���һ�㱡Ƭ�����������ٶ������˶���
2.2 ��϶�䴫��
ģ�ͽ��������ǵ��ᾧ��ͭ��֮����������η�Ϊ��ۡ�������Һ���㡢�������Լ���������������ɵ���϶4���֡��������ԭ����ͼ3�����DZ����¶�ts�ͽᾧ���������¶�tmold֮�����Ч����ϵ��hgap��ʾΪ��
![]()
��ˣ��ɶԷ�϶����������ݽ�����⣺
![]() (6)
(6)
ʽ�У�kair��ksolid��kliquid�ֱ�Ϊ��϶��������Һ������ϵ����keffΪ�����Ч����ϵ����dair��dsolid��dliquid�ֱ�Ϊ��϶��������Һ����ȣ�deffΪ�������ת�����봫����ص������Ч��ȣ�hradΪ���䴫��ϵ����rcontactΪ�Ӵ����衣
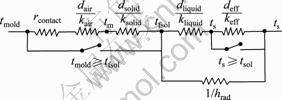
ͼ3 ��϶�����������ԭ��
Fig.3 Analysis principle of thermal resistance of gap interface
2.3 �ᾧ��ͭ�崫��
�ᾧ��ͭ�������¶ȿ�ͨ��ͭ����dm����ȴˮ����ϵ��hwater�ͷ�϶�����ܶ�Qin����ȷ����ͬʱ�����ǽᾧ���Ʋ���������裬�ɵã�
![]() (7)
(7)
ʽ�У�twaterΪ��ȴˮ�¶ȣ�km��kcoat�ֱ�Ϊͭ��ͶƲ㵼��ϵ����dcoatΪ�Ʋ��ȣ�hwaterΪ��ȴˮ����ϵ����Ϊ��
![]() (8)
(8)
ʽ�У�kscaleΪ��ȴˮ���п��ܳ��ֵ�ˮ������ϵ����dscaleΪˮ����ȣ�hfinΪ�ᾧ����������ȴˮ֮�䴫��ϵ����
2.4 ��������ģ��
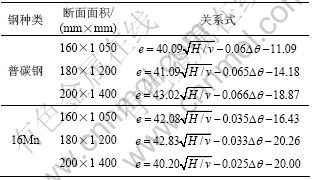
ģ�ͼ���������ڵ������ε�Ԫ��������������ý�ϸ���������IJ��ýϴֵ�����ʱ����ɢ����Galerkin��ʽ�������ֳ����ղ�����������ȴˮ�����ͽᾧ����Ƶ�ʲ��䣬�ᾧ���������(������)Ϊ200 mm��1 400 mm���߶�Ϊ904 mm��������Ϊ0.9 m/minʱ���ᾧ��խ�����������ֲ���ͼ��ͼ4��ʾ�����Ǻ�ȼ��ᾧ��ͭ���¶ȷֲ���ͼ5��ͼ6��ʾ��Ȼ����Բ�ͬ���ֺͶ���ߴ磬�ڲ�ͬ��Һλ������ˮƽ�½���ģ����㣬��ø��ֹ�����ʵ�������ٽ�ʵ����ɢ�����ֳ�©�����ǵĺ�Ƚ��жԱ�У���������Ԫͳ�ƻع������ɵõ����Ǻ�������١�Һλ�Ļع��ϵʽ�����1��ʾ���ɱ�1�ɵ���������ģ��Ϊ��
![]() (9)
(9)
![]() (10)
(10)
ʽ�У�c��b��d��f��gΪ�ع�ϵ����eΪ�������Ǻ�ȣ�HΪҺλ�߶ȣ�vΪ���٣�����Ϊ�м����ˮ���ȶȣ�![]() Ϊ�ᾧ�����ڴ�ͭ���¶ȡ�
Ϊ�ᾧ�����ڴ�ͭ���¶ȡ�
��������ģ�����Գ������Ǻ��Ϊ����ģ�������Ҫ��Ч������������ڡ���ʵ����������������ʹ�ó������Ǻ������ʱ�������������DZ����¶�Ҳ����ȷ��ȡ��Ŀǰ�ᾧ����Ϊȷ���¶ȷ���������ͨ��Ԥ���ڽᾧ��ͭ����е��ȵ�ż��õ�ͭ���¶ȡ�ͨ��ͬ���ķ����õ��ᾧ������ͭ���¶������Ǻ�ȵĹ�ϵʽ(10)�����ᾧ������ͭ���¶�-���Ǻ�ȹ�ϵ���������Ϳɽ��ȵ�ż��õij���ͭ���¶�ת��Ϊ���Ǻ�ȣ���Ϊ���Ǻ�ȷ����źš�
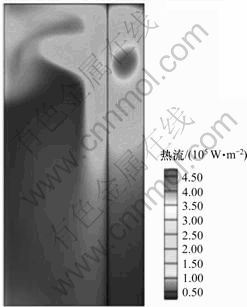
ͼ4 �ᾧ�������ֲ���ͼ
Fig.4 Heat flow distribution cloud of mould
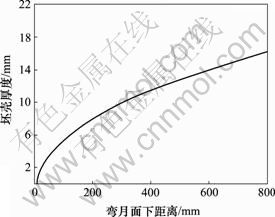
ͼ5 �������Ǻ�ȷֲ�
Fig.5 Solidified shell thickness distribution
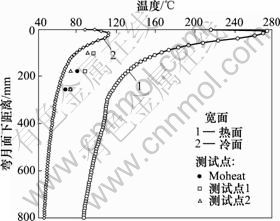
ͼ6 �ᾧ�����¶ȷֲ�
Fig.6 Distribution of mould wall temperature
3 �ᾧ��ϵͳ������ģ��
�ۺ����Ϸ������ڱ�����ȴˮ������ᾧ����Ƶ�ʲ���������£��ɵõ��������ٶȺͻ���ˮ�ڿ�
��1 �ᾧ���������Ǻ����Һλ�����ٵĻع��ϵʽ
Table 1 Relationships of shell thickness, liquid level and pulling speed
��Ϊ���롢��Һλ�߶Ⱥͳ������Ǻ��Ϊ����Ľᾧ��������ģ�ͣ���ͼ7��ʾ��ģ���а����ķ�λ���������ٿ���2��PID�ջ�ʵ�ʿɿ����༶����ϵͳ�еĻ�����̬���Ʋ㣬������һ��������ڴ�ģ�ͻ����ϲ����Ƚ����Ʋ�����Ϊ��̬Լ�����Ʋ㣬�Ӷ��γɶ༶����ϵͳ����һ���棬Ҳ��Ч����������ᾧ������ϵͳ�Ŀ��������ܡ�һ���ϲ������Ч������������룬������ʱ�г����ϲ����ϵ��������ϵͳ�ȶ���һ����ȫ�Ĺ���״̬�㡣����������Ч����ݴ��ȣ�����ϵͳ���գ�Ҳ���ӷ���ʵ��������ҵ���Ƶ�����
ͼ7�У�����ˮ��λ�ƿ�����GVC[7]Ϊ��
![]() (11)
(11)
ʽ�У�![]() ΪGv(s)����Ĵ��ݺ�����
ΪGv(s)����Ĵ��ݺ�����![]() Ϊ
Ϊ![]() ���ȶ����ƺ�����F(s)Ϊ��ͨ�˲�����
���ȶ����ƺ�����F(s)Ϊ��ͨ�˲�����
����������ASR�Ľṹ��PID�����Ż����̼�����[8]��K1��K2Ϊ�ٶ�ת�����ݻ��ڣ��м����ˮ���ȶ�![]() �����ֻ��ھ�������ͬһ�����ֻ����У��ɿ��ɶ�ֵ��
�����ֻ��ھ�������ͬһ�����ֻ����У��ɿ��ɶ�ֵ��
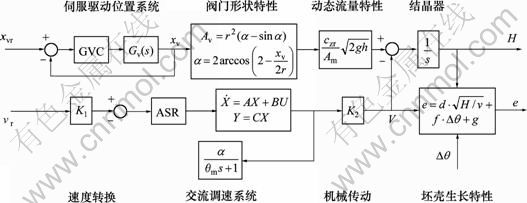
ͼ7 �ᾧ��ϵͳ�ķ�����ģ��
Fig.7 Nonlinear model of mould system
4 ģ�͵���Ч����֤
ѡ��ij�������ᾧ��ϵͳ�Ĺ���������Ϊ�������������Ҫ�ֳ�����Ϊ���ᾧ���������Ϊ200 mm�� 1 400 mm���ᾧ���߶�Ϊ904 mm��Һѹ���ظ�ϵͳ����Ƶ��Ϊ141.3 rad/s��Һѹ���ظ�ϵͳ�������ģ����eΪ700 MPa�������¶�Ϊ1 557 �棻�м�����ŵİ뾶ȡr=40 mm����Һע��ϵ��ȡczr=0.57������װ�ü��ٱ�Ϊ1:522���ᾧ����ȴˮ�����¶�Ϊ40 �档
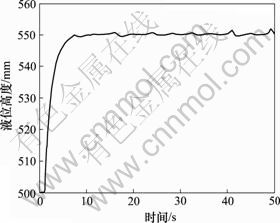
Ϊ����֤ģ�͵ĺ�������ȷ�ԣ�����ʵ��������ҵ��������ģʽ��������������ֵ���䣬ͨ�������м����λ�������ᾧ��Һλ���۲������Ӧ���ߡ���������ֵ��Ϊ1 m/min��Һλ���������м����λ����ˣ�����PI��������Һλֵ�趨Ϊ50 cm����ϵͳ�ȶ��Խᾧ��Һλ����1�����Ϊ3 cm�Ľ�Ծ�Ŷ����õ��Ľᾧ��Һλ��Ӧ������ʵ�����߶ԱȽ����ͼ8��ʾ��ͼ8�У�ʵ��Ϊ����ģ�͵���Ӧ���ߣ�����Ϊʵ�ʽᾧ��Һλ��Ծ�Ŷ��µ���Ӧ���ߡ���ͼ8��֪�����������Ǻϣ���ʾ��ģ�;��нϸߵľ��ȡ�
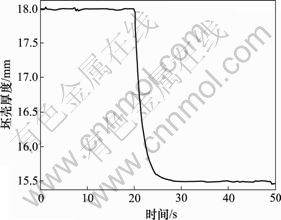
���������ֳ��������Ǻ������ʱ���������ԣ�����ͬ���ķ�����֤�������Ǻ����Ӧ���ߵ�ȷ�ȡ����ɳ������Ǻ�Ƚ�ģ���̿�֪����������Һλ���趨Ϊ��©ʱ�Ĺ���״ֵ̬ʱ����ģ�����õ��ij������Ǻ�����ֳ���õ�©�ָ���������Ǻϣ���ģ����©��״̬������ȷ�ġ�������ģ�ͼ������õij��ڸ�������Ƿ�����ʵֵ��ȣ����ѱ�֤��������ʵ�ʿ��Ƶ�Ӱ�첢������Ϊ�����������У��Գ������Ǻ�Ⱦ���ֵ�����趨��û�����壬ֻ��Ҫ��֤����ڰ�ȫ���(����©�ָ������ʵ��ֵ5 mm)
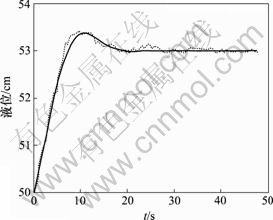
ͼ8 �ᾧ��Һλ��Ӧ����
Fig.8 Mould level response curves
Ҳ���ǽ�ϵͳ������©��״̬��֮�ϼ��ɡ����Ǻ����Ӧ����ͼ9����ͼ9�ɼ�����Ϊ�����������ߣ���ʵ�����Ǻ�ȵı仯������������÷��������ģ������ʵ�궨�ᾧ��©��״̬���λ�ã���������Ϊ�����о�ƽ̨����������Ϸ����ɵã�ģ�͵�ȷ�Ժ���Ч�Ծ����㹤��ʵ�������ڴ�ģ��֮���о���Ч�ij������Ǻ�ȶ�������Ʒ�ʽ�ǿ��еġ�
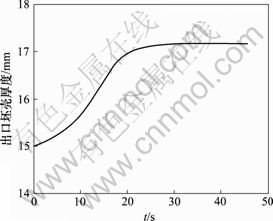
ͼ9 �������Ǻ����Ӧ����
Fig.9 Shell thickness response curve
5 �Կ��Ž�������������
5.1 ���Ʒ�����ѡ��
�������ᾧ���Ľ�ģ���̿�֪���ᾧ����������ϵͳ�Ƿ����Եģ���Ҫ�������ŷ��������ڡ�����ˮ�ڻ��ڵȣ�������ʱ�䳣����������渺�ɵı仯����Χ�仯����ϵͳ�����ڱ为�ɹ����£���ͳ�Ľ���PID���Ʒ�������֤��������³���ԡ�������һ�������⣬��Ȼ�л����ּ������۵ķ������Ի�������ֱ�ӷ������Ի�����(DFL)[1]���Լ�����������ķ���������Ӧ���Ƶȣ�����Щ����Ҫ��ϵͳ�ľ�ȷ��ѧģ�ͣ������㷨Ҳ�ϸ��ӣ����Թ���ʵʩ���Կ��ſ���(ADRC)�����˵Ŀ��Ƽ������䱾����һ�ַ����Կ��Ƽ���������ļ�����ȷ���Ʋ�ȷ����ʱ���Ŷ���Ȼ����в����������Ѹ��ӵķ����Զ������Ի���Ȼ���÷����Կ����ɽ��п��ơ��Կ��ſ���Ҫ�������硢����Ӧ���Ƶ�������С�ö࣬���������ڸ���ϵͳ������ϵͳ���Կ��ſ�������³���Ժ�ǿ��һ���Կ��ſ������ɺܺÿ��ƽ�����ͬ��һ���������������һЩ���߽����������������ʣ����õͽ�����Կ��ſ�����Ҳ�ɻ������Ŀ���Ч����ͬʱ��������Բ�ȷ���Ŷ���ȷ���ƺ����ò���������Ƕ�������ϵͳ���Ƶ����ÿ��Ʒ�������Ȼ���������ַ����ԡ�������ʱ��Ķ�������ϵͳ���Կ��ſ�����������һ����ѵĿ��Ʒ�����
�Կ��ſ�������3��������ɲ��֣���������(TD��Tracking differentiator)��������״̬������(NLSEF��Nonlinear state error feedback control law)������״̬�۲���(ESO, Extended state observer)[9-10]����ṹ��ͼ10��ʾ��ͼ�У�xvr��vr�ֱ�Ϊ����ˮ�ڿ����趨ֵ�������趨ֵ��ϵͳ��2���ṹ��ͬ���Կ��ſ��������ƣ���Ե�1����������z21��z22��z23�ֱ�ΪESO�۲�ĸ���״ֵ̬��z11��z12ΪTD������״ֵ̬��![]() ��
��![]() �ֱ�Ϊ����״̬����uo1(t)��ul(t)�ֱ�Ϊ����������������ʵ�������b11Ϊ�������IJ���ϵ����w1(t)Ϊ�Ŷ�����
�ֱ�Ϊ����״̬����uo1(t)��ul(t)�ֱ�Ϊ����������������ʵ�������b11Ϊ�������IJ���ϵ����w1(t)Ϊ�Ŷ�����
�������Կ��Ž��н������ʱ����ҪԤ�ȶԱ��ض����������о�̬�����Ҫ��ö���ľ�̬��Ͼ����ǣ�������Ҫ̫��ȷ�ľ�̬��Ͼ���[11]������������֤������̬��Ͼ����Ԫ��ֵ��-35%~ 35%֮��仯���Կ��Ž������ȡ������Ŀ���Ч�����ᾧ��������ϵͳ�ľ�̬��Ͼ���������ſɱȾ���

ȷ�������У�![]() ��
��![]() (i=1, 2)�ֱ�Ϊϵͳ��ijһ����������롢����������Բ�ͬ�Ĺ����㣬BҲ��ͬ���ɸ���ģ���������֪ʶ����ö�Ӧ��B���зֶαƽ���Ӧ�ñ��ĵ�4��ģ����֤���õ�ģ�ͣ����䳣�ù�����(H=500 mm��v=1 m/min)���������������ɵã�
(i=1, 2)�ֱ�Ϊϵͳ��ijһ����������롢����������Բ�ͬ�Ĺ����㣬BҲ��ͬ���ɸ���ģ���������֪ʶ����ö�Ӧ��B���зֶαƽ���Ӧ�ñ��ĵ�4��ģ����֤���õ�ģ�ͣ����䳣�ù�����(H=500 mm��v=1 m/min)���������������ɵã�
![]()
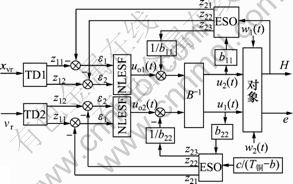
ͼ10 �ᾧ�����Կ��Ž������ԭ��ͼ
Fig.10 Principle of ADRC decoupling control to mould system
���ԣ�
![]()
5.2 ESO�����
ESO���Կ��ſ������Ĺؼ����֣��������[11-16]������ESO���������⡣Ϊ����߿�����������Ӧ�ԣ���Ͻᾧ��������ص㣬���İ�������[12]ѡ��������ʽ�ķ���������ESO��
 (12)
(12)
��ȡ��̬������Ϊ![]() (i=1, 2, 3)����
(i=1, 2, 3)����
![]() ; i=1, 2, 3 (13)
; i=1, 2, 3 (13)
ʽ�У�IΪ��λ����piΪʽ(12)���������㣻

0��![]() ��1,
��1, ![]() ��0
��0
��Ʋ���![]() =0.5��
=0.5��![]() =0.25����=0.1����ѡESO��������Ϊp1= p2= p3=-3������ʽ(13)�����k1=9��k2=27��k3=27������������ESO����Ʊ���ɡ�
=0.25����=0.1����ѡESO��������Ϊp1= p2= p3=-3������ʽ(13)�����k1=9��k2=27��k3=27������������ESO����Ʊ���ɡ�
5.3 NLSEF�����
���ڷ�����״̬�������б����Է����ʸ�������ѡNLSEFΪ����������
![]() ��
��![]() ��
��![]()
![]()
ʽ�У�z11��z12ΪTD�������z21��z22ΪESO�������c��r��hΪ��������������ɢϵͳ�У�h��dt(����ʱ��)���ڷ���ʱ��h��h0(��������)�����Կ��������������沢��������������Ϣ�����ԣ����ַ����ɿ��Ա��������ַ����ĸ����á�
5.4 TD�����
��������(TD)���Ը��������źŲ���ȡ���֣�ѡ����ʵ�TD��������ʹ���ɹ��̼ȿ��������������[10]�����ѡ������ٸ���������
ʽ�У�vΪϵͳ�������źţ�r1Ϊ�����ٶ����ӣ�r1Խ����TD���ٵþ�Խ�죻h1Ϊ�˲����ӣ�h1Խ���˲�Ч��Խ�ã�ͨ��h1ȡ���������������������ݹ��գ����ٲ��˼������ӣ�����ϵͳ�ĸ�������Ӧ��ȡСֵ������ȡҺλ��ϵͳ�������ӵ�1/2��
6 ������
��������ģ�ͺͿ�������������SIMULINK�д����ϵͳ������ʱ��ģ�͵IJ�����Ȼ���յ�3����ģ��У��ʱ�IJ���������������ȡ0.01������Ϊr1=30��h1=0.07��c=1��r=15��h=0.08����ϵͳ�ȶ�������H= 500 mm��v=1 m/min���ֱ�����50 mm��Ծ�ź�xvr= 1(t��1)���ٶȽ�Ծvr=0.5 m/min(t��20)����ʩ���Ŷ�w1(t)=sign(sin (0.9t))��w2(t)=cos 0.7��ϵͳ���������ͼ11��ͼ12��ʾ����ͼ11��ͼ12���Կ�������һ
ͼ11 ˮ�ڿ���-Һλ�߶�ϵͳ�������
Fig.11 Output curve of slide water gap open rate-liquid level system
ͼ12 �����ٶ�-���Ǻ��ϵͳ�������
Fig.12 Output curve of pull speed-shell thickness system
����ϵͳ�н�Ծ����ʱ������һ����ϵͳ����������ϼ�����������ϴ�����Ӱ�죬��˵������Ч���ܺã����⣬���ں��������˹��ɹ��̣�ϵͳ�Ľ�Ծ��Ӧ���ߺܿ�ﵽ��ֵ̬������û�г�������ʩ�ӵĸ��Ŷ�ϵͳ�����Ӱ�켫С���������Կ��ſ���������������ǿ�����֡��ۺϿ���Ч�����Կ�����������ģ����ѡ���Ƚ��Ķ�������Ʒ�������ȫ���ԶԽᾧ���������Ǻ�Ƚ��о�ȷ���ơ�
7 ����
(1) �����˽ᾧ��˫����˫���ϵͳ�Ķ������������ѧģ�͡�������Կ��ſ�������ʵ���˽ᾧ��ϵͳ�Ľ���Ͽ��ơ�
(2) ��������֤��ģ�͵�ȷ�ԺͶԳ������Ǻ�ȿ��Ƶ���Ч�ԡ�
�ο����ף�
[1] �ǹ���, ͯ����, ��һ��. ����Һλ��ᾧ�������¶ȵĹ�ϵ�о�[J]. ���켼��, 2005(10): 906-910.
QIAO Guo-lin, TONG Chao-nan, SUN Yi-kang. Study on relationship between casting speed and liquid level and mould tapping temperature[J]. Foundry Technology, 2005(10): 906-910.
[2] �ǹ���, ͯ����, ��һ��. ����FLUENT�Ľᾧ�������¶ȿ��Ƶ��о�[J]. ұ���豸, 2005, 6(3): 21-27.
QIAO Guo-lin, TONG Chao-nan, SUN Yi-kang. The research of tapping temperature control realization for mould based on FLUENT[J]. Metallurgical Equipment, 2005, 6(3): 21-27.
[3] ����, ��ΰ, ������. �����ᾧ��ҺλԤ�����[J]. ����������Ӧ��, 2001(5): 10-13.
GUO Ge, WANG Wei, CHAI Tian-you. Predictive mould level control in a continuous casting line[J]. Control Theory & Applications, 2001(5): 10-13.
[4] Graebe S F, Goodwin G C, Elsley G. Control design and implementation in continuous steel casting[J]. IEEE Control Systems, 1995, 15(4): 64-71.
[5] ���ͼ�. ��������ϵͳ��ģ�Ϳ���[J]. �����ܷ�, 2003(4): 68-76.
HE Xian-jia. Model control of AC motor speed adjusting[J]. Lubrication Engineering, 2003(4): 68-76.
[6] ����, ��ʥ��, ����ǿ. �������ֹ�����ѧ����ģ��[M]. ����: ұ��ҵ������, 2001: 26-52.
GAN Yong, QIU Sheng-tao, XIAO Ze-qiang. Continuous casting process mathematical physics simulation[M]. Beijing: Metallurgical Industry Press, 2001: 26-52.
[7] ����, �ǿ���. �������̿��������뼼��[M]. ����: ұ��ҵ������, 2003: 33-45.
GUO Ge, QIAO Jun-fei. Control theory and technology in continuous casting process[M]. Beijing: Metallurgical Industry Press, 2003: 33-45.
[8] �ǹ���, ͯ����, ��һ��. �ᾧ����������ϵͳ��SIMULINK�Ż�ʵ��[M]. ���������, 2006, 23(3): 145-149.
QIAO Guo-lin, TONG Chao-nan, SUN Yi-kang. Optimization of the mould tapping velocity system based on SIMULINK[J]. Computer Simulation, 2006, 23(3): 145-149.
[9] ������. �Կ��ſ��Ƽ���[J]. ǰ�ؿ�ѧ, 2007(1): 24-31.
HAN Jing-qing. Auto disturbance rejection control technique[J]. Frontier Science, 2007(1): 24-31.
[10] ������. �Կ��ſ��Ƽ���: ���Ʋ�����ȷ�����صĿ��Ƽ���[M]. ����: ������ҵ������, 2008: 288-297.
HAN Jing-qing. Auto disturbance rejection control technique: The technique for estimating and compensating the uncertainties[M]. Beijing: National Defense Industry Press, 2008: 288-297.
[11] ������. �Կ��ſ��Ƽ�������Ӧ��[J]. ���������, 1998, 13(1): 19-23.
HAN Jing-qing. Auto-disturbances-rejection controller and its applications[J]. Control and Decision, 1998, 13(1): 19-23.
[12] ���ҽ�, ��ѧ��. ����������״̬�۲�����һ����Ʒ���[J]. ��������ѧ��, 2001, 5(3): 199-203.
KANG Zhong-jian, CHEN Xue-yun. A design method of nonlinear extension state observer[J]. Electric Machines and Control, 2001, 5(3): 199-203.
[13] ������, ����. ��������״̬�۲�����������[J]. ϵͳ��ѧ����ѧ, 1999, 19(4): 465-471.
HAN Jing-qing, ZHANG Rong. Error analysis of the second order ESO[J]. Journal of Systems Science and Mathematical Sciences, 1999, 19(4): 465-471.
[14] ��һ, ������. ��������������״̬�۲����ķ��������[J]. ��ѧͨ��, 2000, 45(13): 1373-1379.
HUANG Yi, HAN Jing-qing. Analysis and design of continuous nonlinear extension state observer[J]. Chinese Science Bulletin, 2000, 45(13): 1373-1379.
[15] ������. ����״̬�۲���������Ʋ���������[J]. ���ƹ���, 2008, 15(����): 1-3.
HAN Jing-qing. Parameters of the extended state observer and Fibonacci Sequence[J]. Control Engineering of China, 2008, 15(Suppl): 1-3.
[16] GAO Zhi-qiang. Scaling and bandwidth-parameterization based controller tuning[C]//Proceedings of the American Control Conference. Denver Co, United States, 2003: 4989-4996.
�ո����ڣ�2010-04-15�������ڣ�2010-07-25
������Ŀ�������н�ί�ص�ѧ�ƹ�����Ŀ(XK100080537)
ͨ�����ߣ���׳��(1975-)���У����������ˣ���ʿ�о�������ʦ�����¶����ϵͳ�Ŀ����о����绰��13911637318��E-mail: lizju196@163.com
