
DOI��10.19476/j.ysxb.1004.0609.2017.09.08
��/ͭ���ֽ���������·��ϵ绡MIG��ǥ����ͷ����֯����ѧ����
ʯ �]������������ ������ �㣬�� ��
(����������ѧ ʡ��������ɫ�����Ƚ��ӹ��������ù����ص�ʵ���ң����� 730050)
ժ Ҫ��
����ER4047���躸˿��5052���Ͻ���T2��ͭ����������·��ϵ绡MIG��ǥ�������Խ�ͷ����֯������ɷּ���ѧ���ܽ��з��������������ͨ�����ƺ�����������Ի�ó������õ���/ͭ��ǥ����ӽ�ͷ�����ӽ�ͷ�������ۺ�������������ͭ����ǥ������ɣ�����ͭ����ǥ�����ɷ�Ϊ�����仯���������Al-Cu�����������֡���������֯Ϊɺ��״Al-Cu��������ȷֲ��ڦ�(Al)�������У�ͭ������仯�������Ҫ������״Al2Cu��ɡ����ź�����������������仯�����ĺ����������ͷ�Ŀ���ǿ����������С�����ۻ��ĺ�˿����ĸ����ͭĸ������ʪ���ò��Һ�����ͭĸ��֮������仯����ĺ�Ƚ�Сʱ����ͷ����ǿ�ȴﵽ���ֵ��Ϊ167.7 MPa��
�ؼ��ʣ�
��/ͭ���ֽ�����������������֯�������仯��������ѧ������
���±�ţ�1004-0609(2017)-09-1816-07���� ��ͼ����ţ�TG401���� ���ױ�־�룺A
ͭ����Ͻ�������õĵ��硢�����Լ���ʴ���ܣ�����ڵ��������Լ��յ��������ҵ�õ��˹㷺��Ӧ��[1]�����ǣ��ҹ�ͭ���������ḻ����ӹ���������ڣ��۸�ߡ���������Ͻ������ܹ�ʣ���۸�ͣ�ͬʱҲ�������õĵ���͵������ܡ���ˣ�����������ͭ�����Dz���ȡ��ͭ�������Խ��������ɱ������������ڽ�������ܹ�ʣ������[2]���ڵ������Ӻ����乹������������в�����/ͭ���Ͻṹ�����ܹ���Լ���ϡ����ͳɱ������ҿ��Գ�ַ��Ӹ��Ե���������[3]������-ͭ���ֽ�������������/ͭ���Ͻṹ����ƺ������е���Ҫ���ڣ�Ŀǰ��/ͭ���ֽ�����Ҫ����ǥ����ѹ���������������ȷ���[4-10]�����ӡ�ǥ����ѹ��������Ȼ���Ի���������ܶ��ϺõĽ�ͷ������Щ�����豸���ӡ��ɱ��ߡ�Ч�ʵͲ��Һ��ӳߴ��ܵ����ơ���ǥ�������ij��֣��ܹ��ϺõĽ����һ���⣬���ѳ�Ϊ�����Ѻ���������������о��ȵ㡣
��ͭ��ǥ�������п���ͨ�����ƺ���������ʹ���۵�����ۻ������۵��ͭ���ۻ���������������ʪ��չ��ʵ����ͭ�����ӡ�FENG��[11]����AlCu5��˿������1060���Ͻ��T2��ͭ���������(CMT)��ǥ��������飬������ͭ/������洦��Al4Cu9��Al2Cu3��Al2Cu����ɵĽ����仯����㣬���ź�����������������仯����Al2Cu�ĺ����������ͷ����غ�Ϊ0.983 kN����������������Ӱ������������[12]����Zn-2%Alҩо��˿��չ����/��ͭTIG��ǥ��������飬�����ڻ�ͭ����������ɴ��Ե�AlCu�࣬������еĽ����仯������Ҫ��Al4Cu9��CuZn����ɡ��溸��������������������������С����ͷ�����غ�Ҳ����������С���̶�����[13]����Zn-5%Alǥ�϶�LF6��������T2��ͭ�����˵����ӻ���ǥ������ӽ�ͷ���ǿ��Ϊ175.5MPa����������Al2Cu��CuZn2��ɵ�Ӳ��Ľ����仯����㡣������[14]���ü�������ǥ��������3mm��1060���Ͻ��T2��ͭ���жԽӣ����ú����ں���Ӳ���Al2Cu3��Al2Cu�����仯�����ͷ����ʱ���������ĸ�Ļ���洦���������߲���һ������Ч��������ĵ绡�����ӷ�������������·��ϵ绡MIG��[15]����ER4047���躸˿Ϊ�����϶�5052���Ͻ��T2��ͭ�����˴�����飬���Խ�ͷ����֯����ѧ���ܽ����о���Ϊ��ͭ���ӵ�ʵ��Ӧ���ṩ�ο���
1 ʵ��
����������·��ϵ绡MIG��ǥ���ķ�������ԭ����ͼ1��ʾ���ں�˿�빤������·�绡�м䲢��TIG��·�绡���Ӷ�������ĸ�ĵĵ������з�����������˿�ĺ��ӵ���I�������ֵ���֮�ͣ�һ��������·����Ibp����һ����������ĸ�ĵ���Ibm����I=Ibp+Ibm�����ӵ���I���Ա�֤��˿�ܼ��ȵ��ϸߵ��¶ȣ�ͬʱͨ��������·����ֵ�ֿ��Ըı�ĸ�������룬��ĸ�����������С����������ܱ����ȶ����۵ι��ɡ����⣬���ø÷���������ͭ���ֽ���ʱ��ͭ��������λ�ã�����������С��Ҳ�ܼ��������룬����ͭ�ĵ����Լ��ã����ӹ������������Ѽ��У���Ҳ��֤��ͭ���ں��ӹ����в����ۻ���
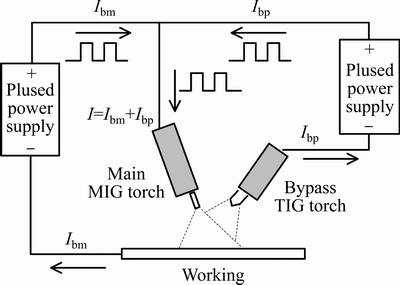
ͼ1 ������·��ϵ绡MIG��ǥ���绡��̬
Fig. 1 Shape of coupling arc of pulsed DE-GMAW
�������Ϊ150 mm��50 mm��1 mm �ߴ��5052���Ͻ��150 mm��50 mm��2 mm �ߴ��T2��ͭ��������Ϊֱ��1.2 mm��ER4047 AlSi12��˿������������������ϡ�ͭ�����µĴ����ʽ����ӿ���Ϊ10 mm��
��ǰ���ø�˿ˢ������ĸ�ĵı�����д�ĥ��ȥ������Ĥ���ñ�ͪ���ô�������ȥ���ҳ������ۡ�����ʱ������·��ǹ����·��ǹ֮ǰ�ļн�Ϊ45�㣬�ټ��߶�Ϊ5 mm�����������Ϊ����������·�������Ϊ20 L/min����·�������Ϊ 5 L/min�����ӹ��ղ�������·����·����ͬ�����壬����Ƶ�� 80 Hz��ռ�ձ�Ϊ15%�������ٶ�0.5 m/min����·�����̶�Ϊ25 A����·������15~65 A��Χ�ڵ��ڣ������ӵ���IΪ40~90 A�������ڲ�ͬ���ӵ����µõ��Ĵ�ӽ�ͷ���д�ĥ���������ش�ֱ�ں��ӷ����ȡ�������б����������Ʊ���
����WDW-300J�͵�������������Խ�ͷ��ѧ���ܽ��в��ԣ����������Ϊ1 mm/min������ÿ�����ݲ���3�Σ�Ȼ��ȡƽ��ֵ�����������ߴ���ͼ2��ʾ������JSM-5600LV�����ɨ���������(SEM)����������(EDS)�Խ�ͷ������֯��Ԫ������Լ��Ͽ���ò���й۲�ͷ�����������X��������(XRD)�ǶԽ���Ͽڴ�������з�����
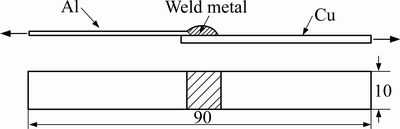
ͼ2 ���������ߴ�
Fig. 2 Dimension of tensile specimen (Unit: mm)
2 ����뼰����
2.1 ��/ͭ���ӽ�ͷ����
ͼ3��ʾΪ��ͬ���ӵ��������ý�ͷ������ò�������ӵ���Ϊ40 Aʱ�����ں��ӽ�ͷ�������С���ۻ��ĺ�˿����ĸ��û����ȫ��չ�������ֲ�����δ�ۺ��������Ի�ó������õĽ�ͷ�������ӵ���Ϊ50~70 Aʱ�����ź��ӵ����������ۻ��ĺ�˿����ĸ����ͭĸ�ı������ʪ��Խ��Խ�ã����ú������Խ��Խƽ���������ӵ���Ϊ80~90 Aʱ�����ں��ӽ�ͷ������ϴ��γɵĺ���Ͽ��������������࣬�ֲ�����ҧ��������������������ƣ���Ժ���ǿ�Ȳ���������Ӱ�졣
2.2 ����֯���������
ͼ4��ʾΪ���͵���/ͭPulsed DE-MIG��ǥ����ӽ�ͷ�����SEM��ͼ4(a)��ʾΪ���ӽ�ͷ��������òͼ����ͼ4(a)��֪�����ӽ�ͷ�������ã������Ե����ƣ����춥�˴������������ף������������ʱ����ͭδ�ۺϻ���ֺ�ɫ��״������ͼ4(a)�к�ɫ������ʾ���ɽ�ͷ������ò���Կ�������ͷ��Ҫ��3��������ɣ������ۺ������������Լ�ͭ����ǥ������ͼ4(b)��ʾΪ�����ۺ�����֯����ͼ4(b)��֪�������ۺ���������������״����֯�Ƚ����ԡ����ں���ʱ�绡�����ã�ͭĸ�ı������־ֲ��ۻ�������ͭ�ں��Ӳ�ƽ��ᾧ�����¼��������е���ɢ������ں����к�����������ͭ������֯[16]����ͼ4(c)��֪����������֯Ϊ��ɫɺ��״���ʾ��ȷֲ��ں�ɫ�Ļ�����֯�С�
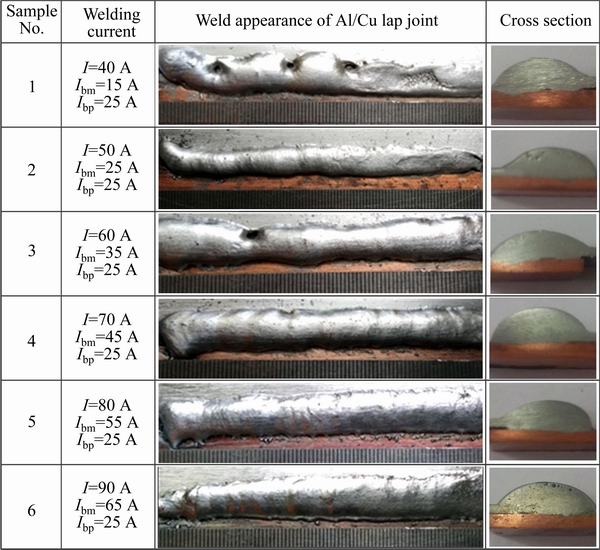
ͼ3 ��ͬ���ӵ��������ý�ͷ������ò
Fig. 3 Weld appearance of Al/Cu lap joint at various weld parameters
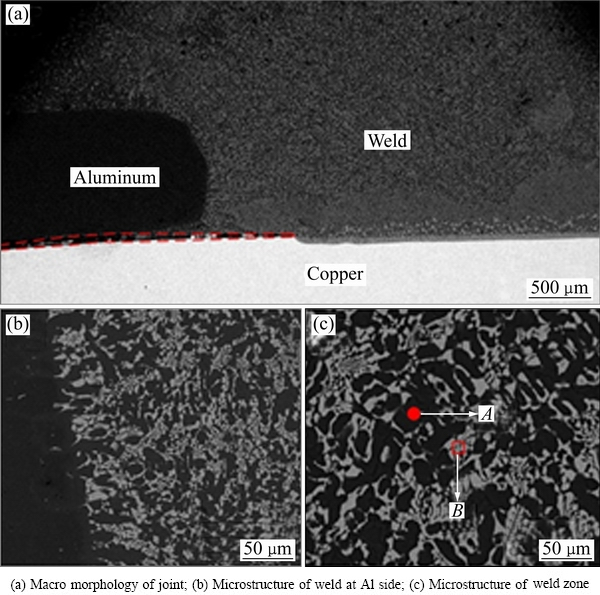
ͼ4 ���ͺ��ӽ�ͷ��SEM��
Fig. 4 SEM images of welding joint
��ɫ������֯��Al��Cu��Si�����ֱ�Ϊ92%��2.2%��5.8%(Ħ������)����Al-Cu��Al-Si��Ԫ��ͼ���������[17]��֪���û������ʿ����ɦ�(Al)�����弰һЩAl-Si��������ɡ���ɫ������Al��Cu�����ֱ�Ϊ74.5%��24.2%(Ħ������)�������Ʋ��������Ϊ��(Al)��Al2Cu�γɵĹ�����֯��
ͼ5��ʾΪ��ͬ���ӵ��������ý�ͷ��ͭ����ǥ��������֯�������ֿ���ϸ��Ϊ�������仯�������(��)��Al-Cu������(��)���ͺ�����(��) 3�������ӹ����У�ͭĸ�������˽���Һ���ݵ�����������������ܽ����ɢ��ͬʱ���ܴ���ͭĸ�������ۻ����뺸���У�Һ̬��������е�Alԭ�ӻ���ͭĸ������ɢ���Ӷ��γ���Al��CuΪ��������״�����仯����[13]�����ӵ���Ϊ50 Aʱ�������仯���������26 ��m���ң����ӵ���Ϊ60 Aʱ�������仯���������32 ��m���ң����ӵ���Ϊ70 Aʱ�������仯���������42 ��m���ң����ӵ���Ϊ80 Aʱ����״�����仯����ɱ����ӣ��ֲ����㣬�ߴ��С��һ���溸����������������仯��������������ӣ����ҿ�״�����仯���������������ࡢ�ߴ�����������������������ź������������ߵ���ͭĸ�IJ����ۻ������۳��ڲ��κ˲������ڿ�״�����仯�����Al-Cu������֮��ɹ۲쵽��ɫ�Ŀ�״������(ͼ5(d)��C����ʾ)����EDS������������Щ��״�����Ϊ�ں��������д�Al2Cu������Si��ͼ6��ͼ5(c)����֯�ľֲ��Ŵ�ͼ�����Թ۲쵽����ͭ���һ��ƽ�������ķ�Ӧ�㣬�����2 ��m���ҡ�
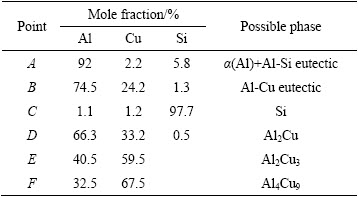
Ϊ�˽�һ���˽⺸���������ʵ���ɣ��������EDS�������������1���С�����D��EDS������������ƶϳ�����״�Ľ����仯����ΪAl2Cu�����й�����һ������Siԭ�ӡ���E���F��EDS���������֪����Ӧ���еijɷָ��ӣ���Ҫ��Al2Cu3��Al4Cu9���ֽ����仯��������ɡ�
2.3 ��ͷ��ѧ����
ͼ7��ʾΪ��ͬ���ӵ����½�ͷ�Ŀ���ǿ�ȡ���ͼ7��֪������ǿ�����ź��ӵ�����������������С�����ӵ���Ϊ40 Aʱ����ʱ�ۻ��ĺ�˿����ĸ����ͭĸ����û����ȫ��ʪ������Ƿ�ѣ���ͷ�Ŀ���ǿ�Ƚ�Ϊ130 MPa�����ӵ���Ϊ50 Aʱ����ʱ�ۻ��ĺ�˿����ĸ����ͭĸ������ʪ��չ�Ϻã�ʹ�ÿ���ǿ��Ѹ�������ӵ���Ϊ60 Aʱ����ʱ�ۻ��ĺ�˿����ĸ����ͭĸ������ʪ��չ���ã�ʹ�ý�ͷ����ǿ�ȴﵽ���ֵ��Ϊ167.7 MPa�����ӵ���Ϊ70 Aʱ����ʱ�ۻ��ĺ�˿����ĸ����ͭĸ������ȫ��ʪ��չ���γɽϿ��ĺ��죬ұ���Ͻ�Ϊ�ι̣���һ���棬������ͭĸ��֮������仯���������������Ӳ���Al2Cuʹ�ý�ͷ����ǿ���������͡����ӵ���Ϊ80 Aʱ���������������һ���棬ͭĸ�ĵ��ۻ����������ɴ�Ӳ��Al2Cu����ࡢ���㣻��һ���棬�ֲ�������ܻ���������ƣ���Щ���ض�ʹ�ý�ͷ����ǿ�ȼ����½���
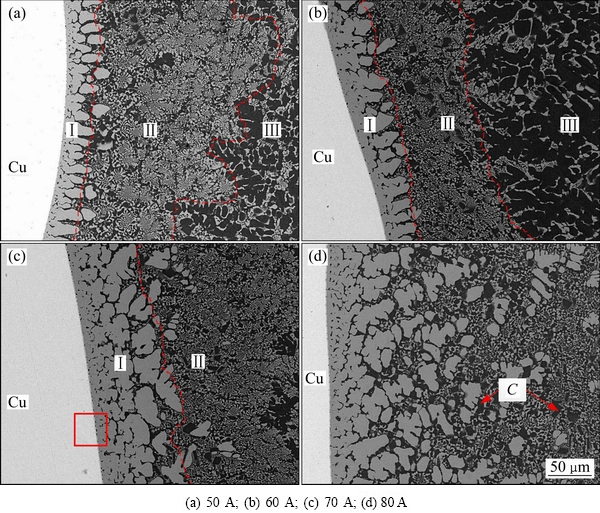
ͼ5 ��ͬ���ӵ��������ý�ͷͭ����ǥ����������֯
Fig. 5 Microstructures of brazing area of Cu side in joints obtained at various welding currents
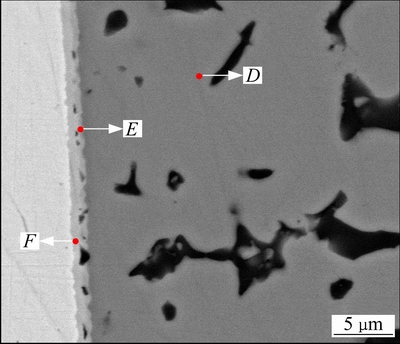
ͼ6 ͼ5(c)������֯�ֲ��Ŵ�ͼ
Fig. 6 High magnification of microstructures in Fig. 5(c)
��1 ͼ4~6��ʾλ�õ�EDS�������
Table 1 EDS results of selected zone from Figs. 4-6
ͼ8��ʾΪ���ӵ���Ϊ50 A��70 A��80 A����/ͭ��ǥ����ͷ����Ͽ���ò����ͼ8(a)��֪������λ�����ź�������������Ӷ��ı䡣�����ӵ���Ϊ50 Aʱ����ͷ�����������ۺ��߸������ϿڱȽ����롣ͨ��SEM�۲죬���ֶϿڷֲ���������Ӻ����ף���ͼ8(b)��ʾ�����ҶϿ��ɽ����������˺�Ѽ����(��ͼ8(c))�������ӵ���Ϊ70 Aʱ����ͷ��������ĸ����Ӱ���������������Եľ������Ͽ��ɻ��������������(��ͼ8(d))�����ѳ���״�����ڴ��ڸ�С������(��ͼ8(e))�������ӵ���Ϊ80 Aʱ����ͷ�����ں���/ͭ���洦����ͼ8(f)��֪���Ͽڽ�Ϊƽ�����ֲ������ƣ��ӷŴ�ͼ���Կ�������Ϊ���������Ҷ����Ϸֲ��ź�ɫ��״���ʣ��Ա�ͼ5(d)������֯������ȷ����ɫ��Ϊ������Si�ࡣ����Si�Ĵ��ڣ������������£�Ӧ�������У��Ӷ�ǿ�ȵ͡��Բ�ͬ�Ͽ�λ�ý���EDS������������2���С�Ϊ�˽�һ��ȷ�϶Ͽڱ��洦�����࣬���������X�����������(��ͼ9)��������������ڽ����仯������п�״Si���������٣��ҽϷ�ɢ����δ��Si�࣬��ΪCu��Al2Cu�ࡣ�ɴ˿��Եó����ۣ���ͷ���ѷ�����Al2Cu�ࡣ
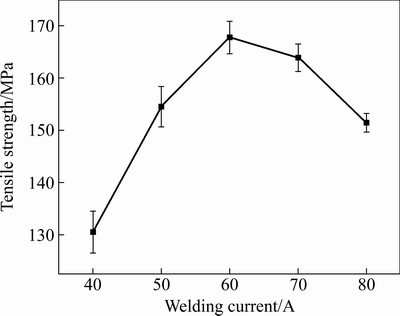
ͼ7 ��ͬ���ӵ����½�ͷ�Ŀ���ǿ��
Fig. 7 Tensile strength of joints at different welding currents
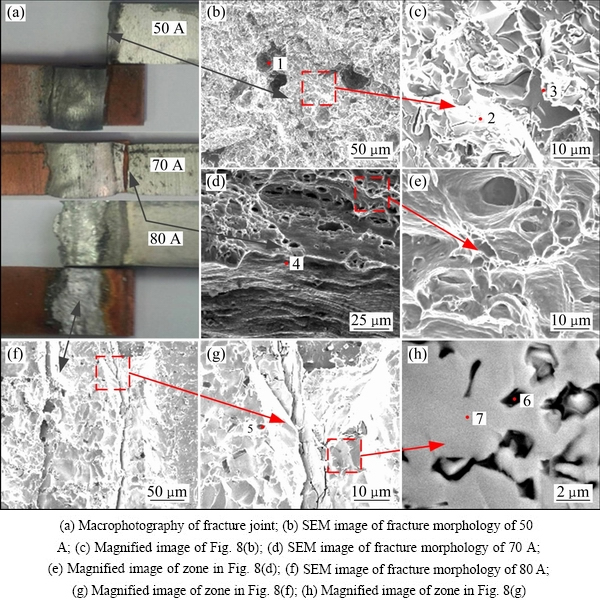
ͼ8 ������������/ͭ��ǥ����ͷ����Ͽ���ò
Fig. 8 Fracture morphologies of joint in case
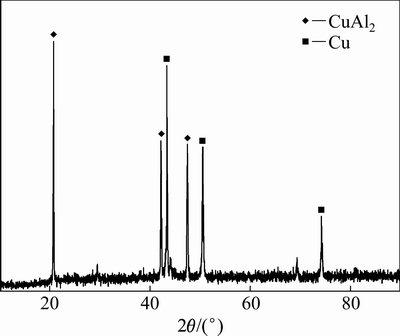
ͼ9 ����Ͽڴ�XRD��
Fig. 9 XRD pattern of fractured surface at current of 80 A
��2 ͼ8 �жϿڱ��治ͬλ��EDS�������
Table 2 EDS results of selected position at fracture surface shown in Fig. 8

3 ����
1) ����������·��ϵ绡MIG��ǥ����������ʵ��Al/Cu���ֽ�������,���ӵ���Ϊ60~80 Aʱ����ӽ�ͷ�������ã�����ƽ������
2) Al/Cu���ֽ�����ǥ����ͷ�ɷ�Ϊ3�����������ۺ������������Լ�ͭ����ǥ����������ͭ����ǥ�����ɷ�Ϊ�����仯������Al-Cu�����������֡���������֯Ϊɺ��״Al-Cu�����壬���ȷֲ��ڦ�(Al)�������У�ͭ������仯�������Ҫ������״Al2Cu��ɡ����ź�����������������仯��������������ӡ�
3) ��ͷ�Ŀ���ǿ���溸��������������������С�����������ʱ����ͷ�Ŀ���ǿ������������ͭĸ������ʪ��չ������������ϴ�ʱ����ͷ�Ŀ���ǿ���溸����ͭĸ��֮������仯��������������С��
4) �����ӵ���Ϊ60 Aʱ�����ý�ͷ����ǿ�����Ϊ167.7 MPa����ͷ����ʱ���������ۺ��߸�������ĸ����Ӱ����������/ͭ���洦���п��ܷ������ѣ�����������Զ����нϴ�Ӱ�졣
REFERENCES
[1] MAI T A, SPOWAGE A C. Characterisation of dissimilar joints in laser welding of steel-kovar, copper-steel and copper-aluminium[J]. Materials Science and Engineering A, 2004, 374(1): 224-233.
[2] �Ʋ���. �ҹ���ɫ����������״����չս��[J]. �й���ɫ����ѧ��, 2004, 14(5): 122-127.
HUANG Bai-yun. Status and developing strategy for China nonferrous metal materials industry[J]. The Chinese Journal of Nonferrous Metals, 2004, 14(5): 122-127.
[3] �Ĵ���, ���ǽ�, �� ��. Cu/Al���ֽ������ӵ��о���״[J].����, 2008, 19(1): 17-20.
XIA Chun-zhi, LI Ya-jiang, WANG Juan. Research status of joining of Cu/Al dissimilar metals[J]. Welding & Joining, 2008, 19(1): 17-20.
[4] FENG J, XUE S. Growth behaviors of intermetallic compound layers in Cu/Al joints brazed with Zn-22Al and Zn-22Al-0.05 Ce filler metals[J]. Materials & Design, 2013(51): 907-915.
[5] JI Feng, XUE Song-bai, LOU Ji-yuan, LOU Yin-bin, WANG Shui-qing. Microstructure and properties of Cu/Al joints brazed with Zn-Al filler metals[J]. Transactions of Nonferrous Metals Society of China, 2012, 22(2): 281-287.
[6] LEE W B, BANG K S, JUNG S B. Effects of intermetallic compound on the electrical and mechanical properties of friction welded Cu/Al bimetallic joints during annealing[J]. Journal of Alloys and Compounds, 2005, 390(1): 212-219.
[7] LI Xia-wei, ZHANG Da-tong, CHENG Qiu, ZHANG Wen. Microstructure and mechanical properties of dissimilar pure copper/1350 aluminum alloy butt joints by friction stir welding[J]. Transactions of Nonferrous Metals Society of China, 2012, 22(6): 1298-1306.
[8] KUANG B B, SHEN Y F, CHEN W H, YAO X, XU H S, GAO J C, ZHANG J Q. The dissimilar friction stir lap welding of 1A99 Al to pure Cu using Zn as filler metal with ��pinless�� tool configuration[J]. Materials & Design, 2015, 68(5): 54-62.
[9] ABBASI M, TAHERI A K, SALEHI M T. Growth rate of intermetallic compounds in Al/Cu bimetal produced by cold roll welding process[J]. Journal of Alloys and Compounds, 2001, 319(1): 233-241.
[10] KRAETZSCH M, STANDFUSS J, KLOTZBACH A, KASPAR J, BRENNER B, BEYER E. Laser beam welding with high-frequency beam oscillation: Welding of dissimilar materials with brilliant fiber lasers[J]. Physics Procedia, 2011, 12:142-149.
[11] FENG J, LIU Y, SUN Q, LIU J, WU L. Microstructures and properties of aluminum-copper lap-welded joints by cold metal transfer technology[J]. Advanced Engineering Materials, 2015, 17(10): 1480-1485.
[12] �� ��, ��־��, �Ժ���, л ��, ������, �뼪��. ��/��ͭ���ֽ���TIG��ǥ����ͷ����֯����ѧ����[J]. �й���ɫ����ѧ��, 2015, 25(9): 2389-2395.
ZHOU Li, LI Zhi-yong, ZHAO Hong-yun, XIE Yu, HUANG Yong-xian, FENG Ji-cai. Microstructure and mechanical properties of Al/brass dissimilar metals TIG welding-brazing joint[J]. The Chinese Journal of Nonferrous Metals, 2015, 25(9): 2389-2395.
[13] �� ��, �̶���, ����ƽ. ��/ͭ���ֲ�����˿�ټ�벻����Խӽ�ͷ����֯������[J]. �й���ɫ����ѧ��, 2015, 25(4): 975-981.
PENG Chi, CHENG Dong-hai, CHEN Yi-ping. Microstructure and properties of Al/Cu dissimilar materials TIG butt joints with filler wire[J]. The Chinese Journal of Nonferrous Metals, 2015, 25(4): 975-981.
[14] �� ��, �¿���, Ф��ʫ. ��-ͭ���ֽ�����������ǥ����ͷ��ѧ����[J]. �й�����, 2011, 38(6): 129-133.
DONG Peng, CHEN Kai-hua, XIAO Rong-shi. Mechanical properties of aluminum-copper joint by laser penetration brazing[J]. Chinese Journal of Lasers, 2011, 38(6): 129-133.
[15] ʯ �], �¿�ϼ, �ƽ���, ¬����, �� ��, ��ԣ��. ������·��ϵ绡������MIG��ǥ���о�[J]. ��е����ѧ��, 2011, 47(16): 25-29.
SHI Yu, WEN Jun-xia, HUANG Jian-kang, LU Li-hui, FAN Ding, ZHANG Yu-ming. Study on DE-GMAW MIG-brazing method for bonding steel with aluminum[J]. Journal of Mechanical Engineering, 2011, 47(16): 25-29.
[16] CAI Z P, AI B Q, CAO R, LIN Q, CHEN J H. Microstructure and properties of aluminum AA6061-T6 to copper (Cu)-T2 joints by cold metal transfer jointing technology[J]. Journal of Materials Research, 2016, 31(18): 2876-2887.
[17] LIU Y B, SUN Q J, WANG H��ZHANG H M, CAI S J, FENG J C. Effect of the axial external magnetic field on copper/aluminium arc weld joining[J]. Science and Technology of Welding and Joining, 2016, 21(6): 1-6.
Microstructure and mechanical properties of Al/Cu dissimilar metals pulsed DE-MIG welding-brazing joint
SHI Yu, ZHOU Xiang-long, ZHU Ming, LI Guang, FAN Ding
(State Key Laboratory of Advanced Processing and Recycling of Nonferrous Metals, Lanzhou University of Technology, Lanzhou 730050, China)
Abstract: 5052 aluminum alloy and T2 copper dissimilar metals were welded using 4047 AlSi12 wire by pulsed DE-MIG welding-brazing. The microstructure, elements composition and mechanical properties of joint were studied. The results show that it is feasible to obtain a favorable welding-brazing joint of Al-Cu by controlling the welding heat input. The welding joint is composed of fusion zone of the aluminum side, the weld zone and brazing zone of the copper side which is divided into two parts, Al-Cu eutectic zone and Al-Cu IMC layer zone. The microstructure of the weld zone is coral Al-Cu eutectic distributed in ��(Al) solid solution, and IMC layer of Cu side mainly consists of strip Al2Cu. The tensile strength of joint firstly increases, and then decreases with the increase of welding heat input. When the wettability of wire and aluminum on the copper is good, and the thickness of IMC layer between the welding seam and the Cu base metal is relatively small, the tensile strength of joint can reach up to 167.7 MPa.
Key words: Al/Cu dissimilar metal; heat input; microstructure; intermetallic compound; mechanical property
Foundation item: Project(51675256) supported by the National Natural Science Foundation of China; Project (SKLAB 020114208) supported by the Open Foundation of State Key Laboratory of Advanced Processing and Recycling of Non-ferrous Metals, China; Project (J201201) supported by the Hong Liu Outstanding Talent Training Plan of Lanzhou University of Technology, China; Project (175R5RA107) supported by the Basic Research Innovation Group Plan of Gansu Province, China
Received date: 2016-07-21; Accepted date: 2017-01-02
Corresponding author: SHI Yu; Tel: +86-931-2972765; E-mail: shiyu@lut.cn
(�༭ ����)
������Ŀ��������Ȼ��ѧ����������Ŀ(51675256����ʡ��������ɫ�����Ƚ��ӹ��������ù����ص�ʵ���ҿ��Ż������(SKLAB 020114208)������������ѧ�����ܳ��˲������ƻ���Ŀ(J201201)������ʡ�����о�����Ⱥ��ƻ�(17JR5RA107)
�ո����ڣ�2016-07-21�������ڣ�2017-01-02
ͨ�����ߣ�ʯ �]�����ڣ���ʿ���绰��0931-2972765��E-mail��shiyu@lut.cn
ժ Ҫ������ER4047���躸˿��5052���Ͻ���T2��ͭ����������·��ϵ绡MIG��ǥ�������Խ�ͷ����֯������ɷּ���ѧ���ܽ��з��������������ͨ�����ƺ�����������Ի�ó������õ���/ͭ��ǥ����ӽ�ͷ�����ӽ�ͷ�������ۺ�������������ͭ����ǥ������ɣ�����ͭ����ǥ�����ɷ�Ϊ�����仯���������Al-Cu�����������֡���������֯Ϊɺ��״Al-Cu��������ȷֲ��ڦ�(Al)�������У�ͭ������仯�������Ҫ������״Al2Cu��ɡ����ź�����������������仯�����ĺ����������ͷ�Ŀ���ǿ����������С�����ۻ��ĺ�˿����ĸ����ͭĸ������ʪ���ò��Һ�����ͭĸ��֮������仯����ĺ�Ƚ�Сʱ����ͷ����ǿ�ȴﵽ���ֵ��Ϊ167.7 MPa��
