
���±�ţ�1004-0609(2010)07-1418-06
��������������ұ�������ܿ�
֣�Ž�1���� ��1���ƺ�Ȫ2
(1. ���ϴ�ѧ ұ���ѧ�빤��ѧԺ����ɳ 410083��2. ������ɫ������˾������ 730900)
ժ Ҫ��
��100 g�ܿ����39 mLŨ���ᡢ�����¶�80 �桢����ʱ��2 h��Һ�̱�2?1ʱ�����ó��������������ܽ����ʽ�Ϊ16.86%����100 g�ܿ��м���42.5 mLŨ���ᡢ�ڱ����¶�630 �桢����ʱ��1.5 h�ı��������£��������ữ���պ�����������ܽ����ʴﵽ67.48%����100 g�ܿ��м���39 mLŨ�����56 mLŨ���ᡢ�����¶�60 �桢����ʱ��4 h��Һ�̱�Ϊ3?1ʱ��������������������������ܽ�����Ϊ96.35%��
�ؼ��ʣ�
�����ܿ�������������������������
��ͼ����ţ�TF803.21���� ���ױ�־�룺A
Nitric acid oxidation leaching of cobalt from refractory high-arsenic cobalt ores
ZHENG Ya-jie1, TENG Hao1, YAN Hai-quan2
(1. School of Metallurgical Science and Engineering, Central South University, Changsha 410083, China;
2. Baiyin Nonferrous Metals Company, Baiyin 730900, China)
Abstract: The leaching rate of Co is only 16.86% under condition of 39 mL sulfuric acid in 100 g cobalt ores, reaction time 2 h, reaction temperature 80 ��, the ratio of liquid to solid 2?1 when high-arsenic cobalt ores was leached by sulfuric acid solution. The leaching rate of Co reaches 67.48% when 100 g cobalt ores was contacted with 42.5 mL sulfuric acid and roasted at 630 �� for 1.5 h, and then the obtained calcine is leached in sulfuric acid solution. In the process of nitric acid oxidation leaching with sulfuric acid, the leaching rate of Co is 96.35% when the nitric acid and sulfuric acid addition volume are 56 mL and 39 mL in 100 g cobalt ores, reaction time is 4 h, reaction temperature is 60 ��, the ratio of liquid to solid is 3?1.
Key words: high-arsenic cobalt ores; oxidation leaching; sulfuric acid; nitric acid
����Ϊ��Ҫ��ս�Խ����������������������������ѧ����ѧ���ܣ��Ǹ�������֡����ȺϽ𡢿���ʴ�Ͻ𡢴��ԺϽ�Ӳ�ʺϽ𡢴�������ص���������Ҫԭ��[1-3]���㷺���ں��պ��졢�����������е���������մɺ͵�ع�ҵ������[4-5]���ҹ�����Դȱ������һ���ܿ�����2%���ң������Թ���Ԫ�ص���ʽ����������ͭ�����ȿ�������[6-7]������Ȼ���У��ܵĸ���״̬��Ҫ�Զ����ܿ�����ʽ���ڡ�������ͬ����������ʽ���ں���������ʽ����[8]��Ŀǰ�������ܵ�ԭ�Ϸ�Ϊ�����ࣺһ���Ǹ��ֺ��ܿ���ԭ�ϣ���������������ͭ�����������ܿ�пұ����������������̽�˵�[9-12]����һ������������ʹ���в����ĺ��ܷ��ϣ�����ֺ��ܺϽ���ϡ����ܷϴ��������ܷ϶��ε�ز��ϵ�[13-14]�����ڸ�����ԭ�ϵijɷּ��������죬�ܵ���ȡ�����϶࣬�ۺ��������Թ�Ϊ���ࣺһ���ǻ�-ʪ���������̣�����ԭ�Ͼ���Ԥ������ʹ�ܳ���������Ȼ��ͨ��ʪ����ȡ����һ����ȫʪ�����̣�����ԭ�Ͼ�ʪ���������ѳ������Ʊ���������Һ���Ʊ��õ��ܼ��仯�� ��[15-16]�����о�����ຣij�����ܿ���ص㣬ͨ���Ƚϴ�ͳ���պ�����������������������о���ȷ���������ܿ�����������������������գ�Ϊ��ұ���ܿ�������ṩһ������;����
1 ʵ��
ʵ��ԭ��Ϊ�ຣij�ظ����ܿ���ɷַ������1���У��ܵ�����������2���У���XRD����ͼ1��ʾ��ɨ��羵������������ֱ���ͼ2�ͱ�3��ʾ��
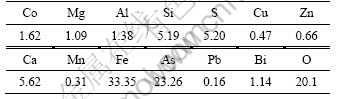
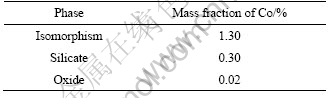
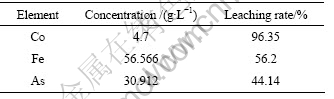
�ɱ�1��2��֪��ԭ�����ܺ���(��������)Ϊ1.62%�������д����������飬�京���ֱ�Ϊ33.35%��23.26%��ԭ���е�����Ҫ������ͬ����̬���ڣ��京��Ϊ1.3%��0.3%�ܴ����ڹ������У����м���������
��1 �����ܿ�ijɷ�
Table 1 Chemical components of high-arsenic cobalt ores (mass fraction, %)
��2 �����ܿ����ܵ��������
Table 2 Analysis results of Co phase in high-arsenic cobalt ores
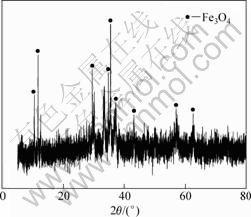
ͼ1 �����ܿ��XRD��
Fig.1 XRD pattern of high-arsenic cobalt ores
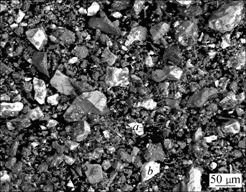
ͼ2 �����ܿ��SEM��
Fig.2 SEM image of high-arsenic cobalt ores
��3 ͼ2��a��b�������ɨ��Ԫ�ط������
Table 3 EDS analysis results of points a and b in Fig.2
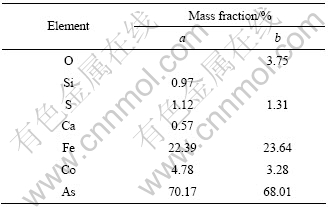
����������̬���ڡ���ͼ1��֪��ԭ���д���Fe3O4����ͼ2�ͱ�3��֪��ԭ���е������������������һ����ˣ�ԭ��Ϊ�Ѵ��������ܿ�
��һ��Ũ�ȵ������������Һ���ú�������Ϊ1 L������ƿ�У��������裬��������õ��ܿ��ڵ������м����������¶ȣ���Ӧһ��ʱ�����˲��������乤��������ͼ3��ʾ��
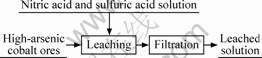
ͼ3 ��������������������ܿ�������ʾ��ͼ
Fig.3 Flow sheet of high-arsenic cobalt ores leached by nitric acid oxidation in sulfuric acid solution
����ԭ�����շֹ��ȼƷ�����Һ���ܣ���Xӫ�����(XRF)�ⶨ�������ɷ֣���ICP������Һ�ɷּ�������
ͨ���ܿ����ܲ���������������ữ���պ�����������ա�
��������ֱ�ӽ�����ȡ100 g�ܿ������¶�Ϊ80 �桢����ʱ��Ϊ2 h��Һ�̱�Ϊ2?1ʱ�������������ܽ����ʵ�Ӱ����ͼ4��ʾ����ͼ4��֪������������Ϊ19.5 mLʱ���ܽ�����Ϊ13.98%��������������������Ũ�������ܽ�����Ҳ��֮������������Ϊ39 mLʱ���ܽ����ʴﵽ���Ϊ16.86%���������������������ܽ����ʷ������͡���ʯ�е�����Ҫ����������ͬ�����ʽ���ڣ������������ܣ������������£��������·�Ӧ��
(Fe,Co)3O4+H+��Co2++Fe3++H2O (1)
CoO+2H+��Co2++H2O (2)
�����������ᷴӦ���ܱ����������������������������ƻ��������ܿ���ṹ�������е��ܲ��ܱ���������ˣ��ܽ����ʽϵ͡�
�������ữ���պ�����������գ���100 g�ܿ��м���42.5 mLŨ���ᡢ����ʱ��Ϊ1.5 h�����±��գ���ɰ��ֱ��������������������½����������¶ȶ��ܽ����ʵ�Ӱ����ͼ5��ʾ����ͼ5��֪�����ű����¶ȵ����ߣ��ܽ������������ӣ��������¶ȴﵽ630 �棬�ܽ����ʴﵽ67.48%���������߱����¶ȣ��ܽ����ʻ������ֲ��䡣���չ�������Ҫ�������·�Ӧ��
(Fe,Co)AsS+O2��Co3O4+Fe2O3+As2O3+SO2�� (3)
CoO+O2��Co2O3 (4)
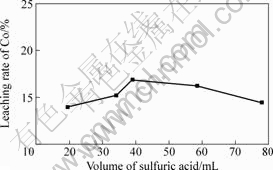
ͼ4 �����������ܽ����ʵ�Ӱ��
Fig.4 Effect of volume of sulfuric acid on leaching rate of Co
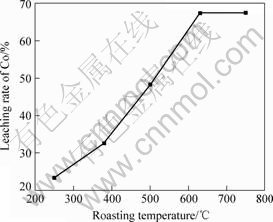
ͼ5 �����¶ȶ��ܽ����ʵ�Ӱ��
Fig.5 Effect of roasting temperature on leaching rate of Co
CoO+O2��Co3O4 (5)
Co2O3+H2SO4��CoSO4+H2O (6)
Co3O4+H2SO4��CoSO4+H2O (7)
Fe3O4+O2��Fe2O3 (8)
��ʯ���պ�����������ͬ��������ڵ��ܿ����ֽ⣬�������������ܡ���ˣ������������ܵ���ȡ��
ʵ��������ܿ��������պ��ܿ�ʯ�����ֽ⣬�ܽ�����������ߡ���ˣ�����������Һ��ȡ�ܣ���������ʹ���ܿ�ʯ����Һ�з����ֽ⣬�������ܵĽ�����
2.2.1 �����������ܽ����ʵ�Ӱ��
ȡ100 g�ܾ��������¶�Ϊ80 �桢����ʱ��Ϊ6 h��Һ�̱�Ϊ3?1����������Ϊ39 mLʱ�������������ܽ����ʵ�Ӱ����ͼ6��ʾ��
��ͼ6��֪�������������������ӣ��ܽ�����������ߣ�������������34 mL���ӵ�56.5 mLʱ���ܽ�������75.6%���ӵ�93.3%�������������ʵ����ӣ��ܵĽ�����Ҳ�������ӣ�˵����ʯ��������������ͬ����ʽ���ڣ�������������Ҫ�������·�Ӧ��
(Fe,Co)AsS+H++NO3-��
Fe3++Co2++AsO43-+SO32-+NO��+H2O (9)
FeS2+H++NO3-��
Fe3++NO��+SO42-+H2O (10)
(Fe,Co)3O4+H++NO3-��
Co2++Fe3++NO��+H2O (11)
CoO+H+��Co2++H2O (12)
NO+O2+H2O��HNO3 (13)
�����������ϵ�ʱ�������������������ӣ���Ӧ�������ӣ��ܵĽ�����Ҳ��֮���������������� 56.5 mLʱ���������������������ܽ����������������仯������ˣ�ѡȡ������������Ϊ 56.5 mL��
2.2.2 ����ʱ����ܽ����ʵ�Ӱ��
�����������䣬��������Ϊ56.5 mL������ʱ����ܽ����ʵ�Ӱ����ͼ7��ʾ����ͼ7��֪�����Ž���ʱ������ӣ��ܽ�������֮��ߣ�������ʱ����1 h�ӳ���4 h���ܽ����ʴ�90.3%���ӵ�93.51%�������ӳ�����ʱ�䣬�ܽ��������Ӳ����ԣ������������������ӣ������������̽����ӳɱ�����ˣ�ѡ����ѽ���ʱ��Ϊ4 h��
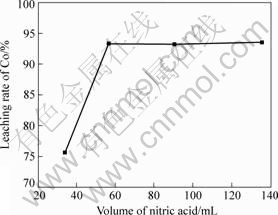
ͼ6 �����������ܽ����ʵ�Ӱ��
Fig.6 Effect of volume of nitric acid on leaching rate of Co
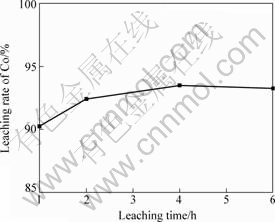
ͼ7 ����ʱ����ܽ����ʵ�Ӱ��
Fig.7 Effect of leaching time on leaching rate of Co
2.2.3 �����¶ȶ��ܽ����ʵ�Ӱ��
�����������䣬����Ӧʱ��Ϊ4 hʱ�������¶ȶ��ܽ�����Ӱ����ͼ8��ʾ��
��ͼ8��֪�����Ž����¶����ߣ��ܽ�������ߣ��������¶�Ϊ80 ��ʱ���ܽ����ʴﵽ93.51%���¶����߶Ի�ѧ��Ӧ���ʾ��дٽ����ã������ܽ����������¶ȵ����߶����������¶ȳ���80 �棬��������ķе�Ϊ83 �棻���������¶ȣ������ӷ��������������Ũ�ȣ�ʹ��Һ�����Ժ����Խ��͡���ˣ��ܽ����ʼ�С��
�����¶�Ϊ60 �棬�ܽ�����Ϊ92.8%����80 ��ʱ�������������ĵ͡���ˣ�ѡ����ѵĽ����¶�Ϊ60 �档
2.2.4 Һ�̱ȶ��ܽ����ʵ�Ӱ��
�����������䣬�������¶�Ϊ60 �棬Һ�̱ȶ��ܽ����ʵ�Ӱ����9��ʾ����ͼ9��֪������Һ�̱ȵ������ܽ�������������С������Һ�̱ȣ���Ӧ��
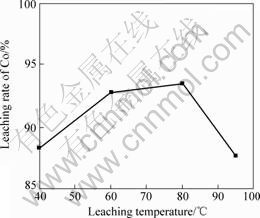
ͼ8 �����¶ȶ��ܽ����ʵ�Ӱ��
Fig.8 Effect of leaching temperature on leaching rate of Co
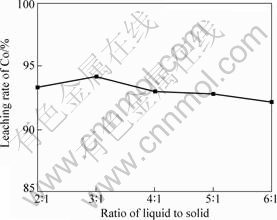
ͼ9 Һ�̱ȶ��ܽ����ʵ�Ӱ��
Fig.9 Effect of ratio of liquid to solid on leaching rate of Co
�Ļ�ϸ��Ӿ��ȣ��ܽ���������Һ�̱�Ϊ3?1ʱ���ܽ�������ﵽ94.18%����������Һ�̱�ʱ����Һ������������Ũ�Ƚ��ͣ�Ũ���ݶȽ��ͣ���Ӧ������������ɢ���ʼ����������ܽ����������½�����ˣ�ѡ����ѵ�Һ�̱�Ϊ3?1��
ȡ2.5 kg�����ܿ�p0.85 L�����1.41 L���ᣬ�ڽ����¶�Ϊ60 ��p����ʱ��Ϊ4 h�pҺ�̱�Ϊ3?1�����½��зŴ�ʵ�顣��Ӧ����ˣ�����Һ��Ҫ�ɷּ����������3���У�����������Ҫ�ɷ����4���У���XRD����ͼ10��ʾ��
��3 ����Һ��Ҫ�ɷּ�������
Table 3 Main chemical components of leaching solution and leaching rate
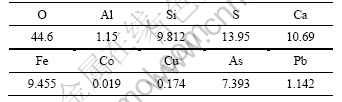
��4 ��������Ҫ�ɷ�
Table 4 Main chemical components of leaching residue (mass fraction, %)
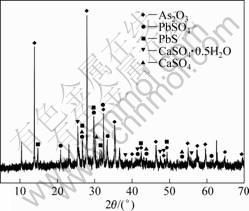
ͼ10 ��������XRD��
Fig.10 XRD pattern of leaching residue
�ɱ�3��4��֪����������������������ܾ����Խ��������ܡ���������м�Ԫ�ؽ������ܽ����ʴﵽ96.35%������������ʷֱ�Ϊ56.20%��44.14%����ͼ10��֪����������Ҫ����ΪAs2O3��PbSO4��PbS��CaSO4��
3 ����
1) ʵ��ԭ��Ϊ��ұ�����ܿ�ѧ����������������ܺ����ֱ�Ϊ33.20%��18.78%��1.49%������Ҫ������ͬ����ʽ������������Ļ������С�
2) ���������������100 g�ܿ��м���39 mLŨ���ᡢ�����¶�Ϊ80 �桢����ʱ��Ϊ2 h��Һ�̱�Ϊ2?1ʱ���ܽ�����Ϊ16.86%���������ữ���պ�����������ڱ����¶�Ϊ630 �桢100 g�ܿ����42.5 mLŨ���ᡢ����ʱ��Ϊ1.5 h�ı��������£��ܽ����ʴﵽ67.48%��
3) ��������������������ܿ�ʱ���ܽ���������������������ͽ���ʱ����ӳ�������������¶Ⱥ�Һ�̱ȵ�������������С�����������������Ϊ��100 g�ܿ��м���39 mLŨ�����56 mLŨ���ᡢ����ʱ��Ϊ4 h�������¶�Ϊ60 �桢Һ�̱�Ϊ3?1��Co�����ʴﵽ96.35%��
4) �ܿ������������������������Ҫ�ɷ�ΪAs2O3��PbSO4��PbS��CaSO4��
REFERENCES
[1] MATJIE R H, MDLELENI M M, SCURRELL M S. Extraction of cobalt(��)from an ammonium nitrate-containing leach liquor by an ammonium salt of di(2-ethylhexyl)phosphoric acid[J]. Minerals Engineering, 2003, 16(10): 1013-1017.
[2] SADANANDAM R, FONSECA M F, SRIKANT K, SHARMA A K, TANGRI S K, SURI A K. Recovery of high purity cobalt from spent ammonia cracker catalyst[J]. Hydrometallurgy, 2005, 77(3/4): 247-251.
[3] SWAIN B, JEONG J, LEE J C, LEE G H. Development of process flow sheet for recovery of high pure cobalt from sulfate leach liquor of lithium ion battery industry waste:A mathematical model correlation to predict optimum operational conditions[J]. Separation and Purification Technology, 2008, 63(2): 360-369.
[4] KARGL-SIMARD C, HUANG J H, ALFANTAZI A M. Electrical conductivity and density of CoSO4/H2SO4 solution the range of modern cobalt electrowinning electrolytes[J]. Minerals Engineering, 2003,16(6): 529-535.
[5] JANDOVA J, VU H, DVORAK P. Treatment of sulphate leach liquors to recover cobalt from waste dusts generated by the glass industry[J]. Hydrometallurgy, 2005, 77(1/2): 67-73.
[6] SHARMA I G, PAMELA ALEX, BIDAYE A C, SURI A K. Electrowinning of cobalt from sulphate solutions[J]. Hydrometallurgy, 2005, 80(1/2): 132-138.
[7] ������, л ��, ������, �� �. ��ͭ��β�������ܵĽ���ʵ���о�[J]. �й�ϡ��ѧ��, 2008, 26: 132-137.
ZHANG Yi-zhong, XIE gang, LI Rong-xing, YANG Di. Study on leaching of cobalt in coppertailings materials[J]. Journal of Chinese Rare Earth Society, 2008, 26: 132-137.
[8] �����, �ŵ�ȫ, ������. �й�����Դ���俪�����øſ�[J]. ����, 2004, 23(1): 93-100.
FENG Cheng-you, ZHANG De-quan, DANG Xing-yan. Cobalt resources of china and their exploitation and utilization[J]. Mineral Deposits, 2004, 23(1): 93-100.
[9] SADANANDAM R, FONSECA M F, SRIKANT K, SHARMA A K, TANGRI S K, SURI A K. Production of high purity cobalt oxalate from spent ammonia cracker catalyst[J]. Hydrometallurgy, 2008,91 (1/4): 28-34.
[10] ��۷�. �Ӹ��ֺ���ԭ������ȡ�����[J]. �Ϻ���ɫ����, 2001, 22(3): 132-137.
HOU Hui-fen. Extraction of cobalt by electrolysis from various kinds of cobalt-containing raw materials [J]. Shanghai Nonferrous Metals, 2001, 22(3): 132-137.
[11] ������. �ܹ�ҵ��״����չǰ��[J].�й�����ͨ��, 2006(1): 6-9.
CAO Yi-sheng. Present status and future prospects of cobalt industry [J]. China Metal Bulletin, 2006(1): 6-9.
[12] �����, ����ѧ. �������ܿ�ʯ����ȡ�ܵ������о�[J]. ʪ��ұ��, 2008, 27(4): 230-233.
LAN Wei-feng, MI Xi-xue. Extraction of cobalt from cobalt oxide ore[J]. Hydrometallurgy of China, 2008, 27(4): 230-233.
[13] л����. ���ܷ��ϻ��չ�������[J]. ��ұ, 2003, 12(1): 63-66.
XIE Fu-biao. Review on recovery technology of cobaltiferous waste materials[J]. Mining and Metallurgy, 2009, 27(2): 16-18.
[14] ���, �δ���, ���ȷ�. �Ӻ��ܷ����л����ܵ��о���չ[J].�й���Դ�ۺ�����, 2009, 27(2): 16-18.
LI An-guo, LIAO Chun-fa, RAO Xian-fa. Study on recovery of cobalt from cobalt-containing wastes [J]. China Resources Comprehensive Utilization, 2009, 27(2): 16-18.
[15] ������. �����ܵ�������״�Ϳ���ǰ��[J]. �й���Դ�ۺ�����, 2001(9): 16-22.
YANG Yu-chun. Cobalt separation technologies and their application to scrap treatment[J]. China Resources Comprehensive Utilization, 2001(9): 16-22.
[16] ����ƽ, ������, ����ϲ, ����. ����ȡ���뼼��������Ӧ��[J]. ��ɫ����, 2004, 56(2): 73-76.
LIU San-ping, WANG Hai-bei, JIANG Kai-xi, WANG Yu-fang. Cobalt separation technologies and their application to scrap treatment[J]. Nonferrous Metals, 2004, 56(2): 73-76.
(�༭ ����)
������Ŀ���㶫ʡ��������ѧ���ش�������Ŀ(2008A090300016)
�ո����ڣ�2009-09-18�������ڣ�2009-12-11
ͨ�����ߣ�֣�Žܣ����ڣ���ʿ���绰��0731-88836285��E-mail��zzyyjj01@yahoo.com.cn
