
���±�ţ�1004-0609(2007)09-1490-05
������ĥ��3%C-Cu��ĩѹ�����Ե�Ӱ��
����ƽ���� ��������
(��������ҵ��ѧ ���Ͽ�ѧ�빤��ѧԺ, ������ 150001)
ժ Ҫ��
���ʯī/ͭ�����ϲ��ϴ����ս����͵��ص㣬����÷�ĩѹ�ơ������ѹ�ս���ȼ�ѹ���ϵ����ܻ����ա�Ϊ���������ս��ṩ����ܶȽϸߡ������õ���ѹ�������ø���ģ���µ���ѹ�Ʒ����о�������ĥ3%C-Cu(��������)��ĩ��ѹ��ѹ��������ܶȵĹ�ϵ���û�����ѹ�����ۿ�����ĥ��ĩ��ѹ�����ԡ���ɨ��羵�ͳ�����ɨ��羵�ֱ��о�������ĥ��ĩ������֯�����ɷ֡����������ѹ��ѹ����ͬʱ����ĩѹ������ܶ��������ĥʱ����ӳ�����С��������ĥʱ����ͬʱ����ĩѹ������ܶ���ѹ��ѹ�������Ӷ��������Ÿ�����ĥʱ����ӳ�����ĩ��Խ��Խ��ѹ�ơ�ѹ��ѹ���ͱ�ѹʱ��ֱ�Ϊ700 MPa��30 sʱ�����÷�ĩѹ���������Ϻá�
�ؼ��ʣ�
3%C-Cu��ĩ��������ĥ��ѹ������������ܶ���
��ͼ����ţ�TF 124���� ���ױ�ʶ�룺A
Effect of high-energy mechanical milling on cold compactability of 3%C-Cu powder
JIN Yong-ping, GUO Bin, WANG Er-de
(School of Materials Science and Engineering, Harbin Institute of Technology, Harbin 150001, China)
Abstract: Aiming at intrinsic characteristics of sintering expansion for sintering billets, the process of powder compacting followed by vacuum hot pressed sintering and hot extrusion was put forward to densitify the composite powders. To provide higher relative density and high quality billets for subsequent sintering, the relation curves of pressed compacts prepared by high-energy mechanical milling 3%C-Cu (mass fraction) powders about relative density vs compacting pressure were achieved by means of one-direction pressing with rigid mould at room temperature. Cold compactability of these powders was investigated with HUANG Pei-yun��s log-log powder compacting theory. Microstructures and microzone composition of high-energy mechanical milling 3%C-Cu powders were analyzed with scanning electron microscope and field emission scanning electron microscope. The results show that when the high-energy mechanical milling time increases, the relative density of pressed compact decreases gradually under the same compacting pressure. The relative density of pressed compacts, which were prepared by high-energy milling 3%C-Cu powders with the same high-energy mechanical milling time, increases with increasing compacting pressure. It is more and more difficult for high-energy milling 3%C-Cu powders to be compacted when prolonging high-energy mechanical milling time. Pressed compacts with better quality can be obtained when compacting pressure and dwell time are 700 MPa and 30 s, respectively.
Key words: 3%C-Cu powder; high-energy mechanical milling; cold compactability; relative density
̼[̼��ά(CF)��ʯī��ά(GF)��ʯī(G)]/ͭ�����ϲ���(ͳ��C/Cu���ϲ���)���е��絼�����ܺá�Ħ������С��ĥ���ʵ͵��ŵ㣬��Ϊ�����ܲ��ϣ�һֱ�ܵ��㷺��ע��ʯī/ͭ�����ϲ�����Ħ�����ϡ�������С���Ӵ����ϡ�������Ϻͻ�е������ϵ���������Ҫ����[1?4]�����ֲ��ϵ��Ʊ�������Ҫ�з�ĩұ��[5?8]�ͽ��ڳ��ֵİ��̬���취[9]�ȡ����� ��[9]�ð��̬���취�Ʊ���ʯī�������ȷֲ���QTi3.5-3.5ʯī���ϲ��ϡ�
�÷�ĩұ���Ʊ���Ʒʱ����϶��Ϊ��Ʒ�е�����Դ������������������ѧ���ܡ���ĩ�ս�ǰ�ij���������Ŀ�ģ�һ�ǻ��������״�ķ�ĩѹ����������߷�ĩѹ�������ܶȣ��Ӷ���������ս��ܶȺ��ս���ϵ���ѧ���ܡ���Ϊ�ڶ���ĸ��۵�Ԫ��C�ڹ�̬����Cu�����ܽ����������[10?11]����ʹ��1 285 ��ʱ��ͭ��̼Ҳ����ʪ���о�������ʯī/ͭ�����ϲ��ϴ����ս����͵��ص�[12?14]��Ϊ�ˣ�����÷�ĩѹ�ơ������ѹ�ս���ȼ�ѹ���ϵ����ܻ����ա��о�������ĥ3%C-Cu��ĩ���������Ժ���֮��Ч�����ܻ����գ��������кܺõ�ѧ����ֵ������Ҳ�Ǹü���·�������ܷ�õ������ۺ����ܵ�ʯī/ͭ�����ϲ��ϵĹؼ����ڡ�Ϊ�˸��������ս��ṩ����ܶȽϸߡ������õ���ѹ�����������߲��ø���ģ���µ���ѹ�Ʒ����о��˸�����ĥ3%C-Cu��ĩ��ѹ�����ԡ�
1 ʵ��
ʵ������֦״���ͭ�ۺ�Ƭ״ʯī��Ϊ��ҵ�÷�ĩ��ƽ�������ֱ�Ϊ50 ��m��38 ��m������(��������)Ϊ99.9 %��
Ϊ�˷�ֹ��ĥ�����з�ĩ�Ĺ��Ⱥ����Լ�����ճ����1%(��������)��Ӳ֬����Ϊ���̿��Ƽ���ͭ�ۺ�ʯī�۰���������97?3�ڻ�ۻ��г�����ϣ�Ȼ����������ĥ������ĥ����ĥʱ��ֱ�ȡ2��3��5��10 h��Ϊ��ֹ��ĩ����ĥ���������������øߴ������Ϊ�������壬��ĥʱ��ĥͰ�ڳ������0.15 MPa��ĥ�����ΪGCr15��ֱ��8 mm������������Ϊ10?1����ĥʱ��Ͱ�ڲ���ѭ��ˮǿ����ȴ��������ĥͰ������̫�ߣ�ת��ת��Ϊ300 r/min��
����S?570��ɨ�����������S?4 700�ͳ�����ɨ��羵�ֱ��о���ĥ��ĩ������֯�����ɷ֡�����GB5163��85���ð����·������ܶȣ������������ܶ���Ƚ��������ܶȡ�
2 ���������
ͼ1��ʾΪδ��������ĥ3%C-Cu��Ϸ�ĩ��ɨ��羵����ͼ�ɼ�������֦״��ͭ�ۿ���֮�䣬���ǵķֲ���Ƭ״ʯī����ͭ��ʯī�����������Ÿ��Եij�ʼ��̬��
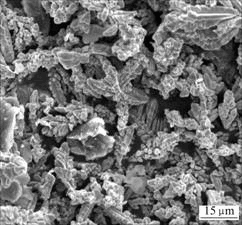
ͼ1 δ������ĥ3%C-Cu��Ϸ۵�SEM��
Fig.1 SEM image of 3%C-Cu mixed-powders without milled
ͼ2��ʾΪ������ĥ2��3��5��10 h����3%C-Cu��ĩ����ò�ݱ���̵�ɨ��羵����ͼ�ɼ���������ĥ2 h��ĩ��Ƭ״������ÿ�������ַ�Ϊ��������Ƭ�㡣��3 h������ĥ��ĩ�Գ�Ƭ״���������������ĥ5 h��Ƭ״��ĩ����������ӣ���ĩ�ʿ�״����10 h ������ĥ����ĩ��Ϊ��״��������ߴ��������ĥ5 h��ķ�ĩ�ߴ������������ɨ��羵������������ĥ���õ�Ƭ״��ĩ���״��ĩ�����ɷ���ͬ��
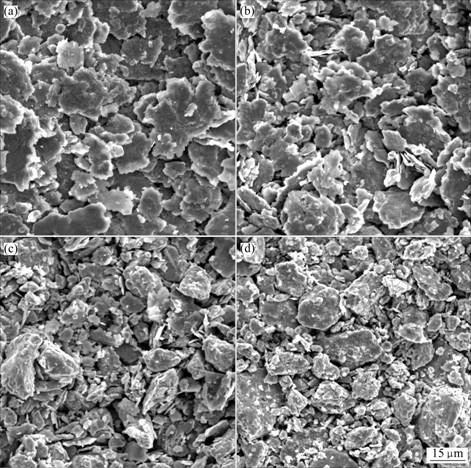
ͼ2 ��ͬ������ĥʱ��3%C-Cu��ĩ��SEM��
Fig.2 SEM images of 3%C-Cu powders milled for different times: 2 h; (b) 3 h; (c) 5 h; (d) 10 h
������ĥ3%C-Cu��ĩ����ò���в�״�ṹ���ص㣬�Ҳ�������ĥʱ����ӳ����������٣����Ǹ�����ĥ����(���ԡ����Ի����ԡ�������Ԫ)�ĵ��ͽṹ���Ƿ�ĩ�������������Ķ��ӡ��亸�ϡ������Լ��غ��ȹ�������ɵ�[15]���ڸ�����ĥ�����У��������������Ͳ����ײʱ������һ�������ķ�ĩ����ײ��ʹ��ĩ�ܵ���ֺͼ��б��Ρ���ĩ�ڷ������Ա��ε�ͬʱ�������ӹ�Ӳ�������ѡ����εĽ����ԭʼ����Ķۻ��㱻���飬�γ��µı��档����ԭ�Ӿ��нϴ�Ļ��ԣ�����������֮��ĺ��ϣ��Կ����ߴ�������ٽ����á�����ĥ���ڣ���ĩ�����ԽϺã����ϲ�ʹ�����ߴ����������ϴ�һ������ĥ���¿����ӹ�Ӳ�����ԣ��������ײ�����¶��ѵĿ����Դ��ں��ϵĿ����ԣ���������ߴ翪ʼ�½������մﵽ�ȶ�ֵ��
ͼ3��ʾΪ��ͬ������ĥʱ��3%C-Cu��ĩ��ѹ������ܶȡ�ѹ��ѹ�����ߡ���ͼ�ɼ�����ͬһѹ��ѹ���£�3%C-Cu��ĩѹ������ܶ�����ĥʱ����ӳ�����С���ұ仯���Ƚϴ�������Ϊ��ĥʱ��Խ������ĩ������Ӳ��Խ�ߣ�������ǿ�Ⱦ�Խ�ߣ�����Խ���ѣ���ѹ��ѹ����ͬʱ������£���ĩѹ����������ܶ�Ҳ��ԽС��
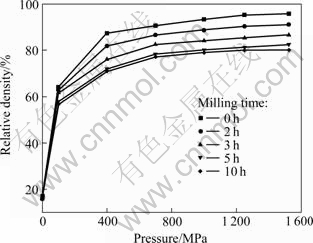
ͼ3 ��ĩѹ������ܶ���ѹ��ѹ���Ĺ�ϵ
Fig.3 Relationships between relative density of pressed compacts and compacting pressure
��5 h��ĥ�����ӳ���ĥʱ�䣬��ĩ��ѹ�����Ա仯����������������Ϊ����ĥ5 h��10 h��ĩ����״��Ϊ��״(ͼ2)������Ӳ����̫���ԣ�����ǿ��Ҳ��࣬���κ��ĩѹ����������ܶȱȽϽӽ���
Seelig��Wulff[16]��Ϊ��������ĩ����ѹ�ƹ����е�3���β��Ǿ�Ȼ�ֿ��ģ����ǻ����ص��ġ�ͼ3��ѹ�Ƶĵڶ��β������ԣ�ԭ�����ھ�������ĥ���ĩ��������״��Ƭ״���״�������ǹ�������Ρ�δ����ĥ����ĥʱ��̵ķ�ĩ�����ԽϺã�����ǿ�Ƚϵͣ����ҷ�ĩ����״����(��֦״��Ƭ״)ʹ��װ�ܶȽϵͣ�ѹ�Ƴ���ѹ���ܶȵ����Ҫ���Կ�����ĥʱ��ϳ��ķ�ĩѹ�����ɴ������ѹ�Ƶ�һ������Ȼ�Է�ĩ������λ������Ϊ������ͬʱҲ���ڽϴ�̶ȵı������ܣ�����ѹ�������ӣ����ٹ��ɵ������Σ���Ϊ�Կ��������Ա�������Ϊ����λ������Ϊ����
������ĥ10��5��3��2 h��ķ�ĩ��1 500 MPa����ѹ��ѹ��������ѹ����������ܶ���81%~87%֮�䡣��ѹ��ѹ��������ܶ��������Կ�����ѹ��ѹ������700 MPa�Ժ�������ѹ��ѹ������߸�����ĥ��ĩѹ����������ܶȵ�Ч�������ԡ���Ϊ��ѹ�����ӵ�һ���̶�ʱ����ĩ�������ұ�����ɼӹ�Ӳ����ʹ��ĩ���Խ�һ�����Σ����ԣ��ڴ�֮������ѹ�������ӣ�ѹ���ܶȵı仯������ƽ��������
��Ϊ���д����Եķ�ĩѹ�����ۣ�������ѹ������[17]Ҳ��˫������ĩѹ�ƹ�ʽ��������������
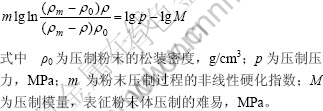
Ϊ�ˣ����û�����ѹ�����۶�ͼ3�е����ݵ�����˴������õ�ͼ4��ʾ��ͬ��ĥʱ���ĩ��ѹ�����ԡ���ͼ�ɼ����������ߺ�ֱ�ߵĽ��Ƴ̶ȣ���ĥʱ��ϳ��ķ�ĩ��ѹ�������������ѹ�������ǺϽϺá���Ҳ��֤�˻�����ѹ�����۵��ص㣬�����ڶ�������£�������˫�������̲���Ӳ������ĩ����Ч�����ȽϺá�
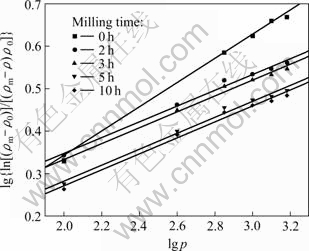
ͼ4 ��ĥʱ�����ĩѹ�����ԵĹ�ϵ
Fig.4 Relationship between milling time and compacting characteristics of powders
ͼ4��ֱ�ߵ�б�ʱ�ʾ��ĩѹ�ƹ���Ӳ�����ƵĴ�С��ֱ����lg p���ϵĽؾ������ĩ��ѹ�Ƶ����׳̶ȡ���ͼ4�ɿ��������Ÿ�����ĥʱ����ӳ�����ĩ��Խ��Խ��ѹ�ơ�
����δ����ĥ�ķ�ĩ��������Cu��C�Ļ�Ϸ�ĩ��������Ҫ�ɷ���Cu����ˣ�ѹ�ƹ�������Ҫ��Cu�ı��Ρ���ʼ��ĩ�еĵ��Cu��Ϊ��֦״��ѹ��ʱ�����ײ������Σ������ڽ���ѹ����ҵ������Ϸ�ĩ��3 h��ĥ��ΪƬ״������ѹ��ʱ�������ΪƬ״��ĩ���������к����顣��ҪʹƬ״�������ξͱȽ����ѡ�ʵ���ϣ����ܻ����̵����Ա�������С����������������ܻ����̶��ɽ���Ϊ�ӹ�Ӳ����
������ĥʱ��϶̵ķ�ĩ�����ڷ�ĩ��Ӳ֬���Ӱ��Ƚ����ԣ�ѹ�������µ��亸�ϱȽϻ�������ĩ��ԥ����֣��������������ѹ�����۵ij�ֳ�ԥ�ļ���������
ʵ�鷢�֣�����δ��������ĥ�Ļ�Ϸ�ѹ��ʱ��ѹ��û�б������ƣ������dz��á�����Ϸ�ĩ��һ��ʱ��ĸ�����ĥ֮������һ���ı�������ʹ��Ӳ�����ӣ�������ѹ����ҵ������ѹ�����������ã��Ӷ������ں����İ������սᡣ��ˣ�����ѹ��ѹ��������ܶȵĹ�ϵ�Լ�ѹ�������ĺû����õ���ĩѹ��ѹ��ʱ�����Ĺ��ղ���Ϊ��ѹ��ѹ��700 MPa����ѹʱ��Ϊ30 s��
3 ����
1) ѹ��ѹ����ͬʱ����ĩѹ������ܶ��������ĥʱ����ӳ�����С���ұ仯���Ƚϴ���5 h��ĥ�����ӳ�������ĥʱ�䣬��ĩ��ѹ�����Ա仯����������
2) ������ĥʱ����ͬʱ����ĩѹ������ܶ���ѹ��ѹ�������Ӷ�������ѹ������700 MPa������ܶ����Ӳ������ԡ�
3) ������ĥʱ��ϳ��ķ�ĩ���������ѹ�������ǺϽϺá����Ÿ�����ĥʱ����ӳ�����ĩ��Խ��Խ��ѹ�ơ�
4) ѹ��ѹ���ͱ�ѹʱ��ֱ�Ϊ700 MPa��30 sʱ�����÷�ĩѹ���������Ϻá�
[1] ������. ��Ӵ����ϵ��о���Ӧ��[M]. ����: ������ҵ������, 1979: 1?2.
LIU Xian-shu. Research and application of contact materials[M]. Beijing: National Defence Industry Press, 1979: 1?2.
[2] Okada K, Yoshida M. Copper-graphite brushes lined with porous metals[C]//Proceedings of the 37th IEEE Holm Conference on Electrical Contacts, San Francisco: Electrical Contacts and Electromechanical Components, 1991: 149?152.
[3] Orumwense F F O. Sintered copper-graphite powder compacts for industrial applications[J]. Metal Powder Report, 2002, 57 (7/8): 85.
[4] CHANG Shou-yi, CHEN Chi-fang, LIN Su-jien, et al. Electrical resistivity of metal matrix composites [J]. Acta Materialia, 2003, 51: 6291?6302.
[5] ZHAN Yong-zhong, ZHANG Guo-ding. Graphite and SiC hybrid particles reinforced copper composite and its tribological characteristic[J]. J Mater Sci Lett, 2003, 22: 1087?1089.
[6] ZHAN Yong-zhong, ZHANG Guo-ding. Effect of surface metallization of graphite on the tribological properties of copper hybrid composites[J]. Scandinavian Journal of Metallurgy, 2004, 33(2): 80?85.
[7] Paula Q, Marcos G, Ricardo S, et al. Preparation of pitch-based carbon-copper composites for electrical applications[J]. Fuel, 2004, 83(11/12): 1625?1634.
[8] Moustafa S F, El-Badry S A, Sanad A M, et al. Friction and wear of copper-graphite composites made with Cu-coated and uncoated graphite powders[J]. Wear, 2002, 253: 699?710.
[9] �� ��, ���ƻ�, ����, ��. ͭʯī���ϲ��ϵİ��̬�����о�[J]. ���ϲ���ѧ��, 2002, 19(1): 41?45.
ZHANG Peng, DU Yun-hui, ZENG Da-ben, et al. Semi-solid casting study on Cu-graphite composite[J]. Acta Materiae Compositae Sinica, 2002, 19(1): 41?45.
[10] Marques M T, Correia J B, Conde O. Carbon solubility in nano-structured copper[J]. Scripta Materialia, 2004, 50: 963?967.
[11] L��pez G A, Mittemeijer E J. The solubility of C in solid Cu[J]. Scripta Materialia, 2004, 51(1): 1?5.
[12] Leong C C, Lu L, Fuh J Y H, et al. In-situ formation of copper matrix composites by laser sintering[J]. Mater Sci Eng A, 2002, A338: 81?88.
[13] Yeoh A, Persad C, Eliezer Z. Dimensional responses of copper-graphite powder composites to sintering[J]. Scripta Materialia, 1997, 37(3): 271?277.
[14] Ivanov-Omskii V I, Lodygin A B, Yastrebov S G. Analysis of size-distribution function of metallic nanoclusters in hydrogenated amorphous carbon matrix[J]. Composites Science and Technology, 2003, 63: 1193?1196.
[15] Murty B S, Ranganathan S. Novel materials synthesis by mechanical alloying/milling[J]. Int Mater Rev, 1998, 43(3): 1?141.
[16] Seelig R P, Wulff J. The pressing operation in the fabrication of articles by powder metallurgy[J]. Trans ALME, 1946, 166: 492?504.
[17] ������. ��ĩұ��ԭ��[M]. ����: ұ��ҵ������, 1982: 172?189.
HUANG Pei-yun. Powder metallurgy principles[M]. Beijing: Metallurgical Industry Press, 1982: 172?189.
������Ŀ���������пƼ�����������Ŀ(0111211104)
�ո����ڣ�2006-12-16�������ڣ�2007-07-05
ͨѶ���ߣ�����ƽ����ʦ����ʿ; �绰: 0451-86418640; E-mail: ypjin@hit.edu.cn
