
���±�ţ�1004-0609(2007)04-0617-06
��/�����ֺϽ���ǥ����ͷ����
����, ����Ⱥ, �����, ��С��
(��������ҵ��ѧ �ִ������������������ص�ʵ����, ������ 150001)
ժ Ҫ��
��CO2����Ϊ��Դ����AlSi 12��˿Ϊ�����ϣ���Ti-6Al-4V�ѺϽ��5056���Ͻ����ֲ��ϼ�����ǥ�������о�������SEM��EDS��XRD�ͽ�������������ͷ���۽ṹ������ͨ������ʵ��������ͷ����ѧ���ܡ��о�������������ý�ͷ�����ۺ���ǥ��˫�����ʣ�����ĸ�ľֲ��ۻ���Ϊ�ۻ���������ĸ���뺸�����֮����ڽ����仯�����ǥ�����棻ǥ�������ϲ��Ľ����仯�������ɸ��ӣ��ɷ�Ϊ2�㣬������״��ѿ״��Ti-Al-Siϵ�����仯��������Ti-Alϵ�����仯����Ϊ���������㣻ǥ�������²��Ľ����仯�����ϱ��������������������ڷ����ڽ���ǥ������ĺ����ϣ�ƽ������ǿ��Ϊ298.5 MPa��
�ؼ��ʣ�
�ѺϽ������Ͻ���������ǥ���������仯��������ͷǿ����
��ͼ����ţ�TG 456.7���� ���ױ�ʶ�룺A
Characteristics of laser welding-brazing joint of Al/Ti dissimilar alloys
NI Jia-ming, LI Li-qun, CHEN Yan-bin, FENG Xiao-song
(State Key Laboratory of Advanced Welding Production Technology,
Harbin Institute of Technology, Harbin 150001, China)
Abstract: Laser welding-brazing (LWB) of Ti-6Al-4V and 5056Al was conducted using AlSi 12 filler metal. The microstructure characteristics of LWB Al/Ti joints were analyzed by SEM, EDS, XRD and optical microscopy. The joint strength was measured via tensile test. The results show that the joint has dual characteristics and can be divided into a welding part on the aluminium side and a brazing part on the titanium side. An intermetallic compound layer forms at the brazing interface between mixed seam metal and titanium. The intermetallic compound layer at interfacial top includes an acicular Ti-Al-Si intermetallic layer and a continuous Ti-Al intermetallic layer near titanium alloy. The intermetallic compound layer at interfacial bottom is thin and different from that at top. The average tensile strength of joints is 298.5 MPa. Fracture is prone to occur in the seam metal nearby brazing interface.
Key words: titanium alloy; aluminum alloy; laser welding-brazing; intermetallic compound; joint strength
�ѺϽ�����Ͻ��Ǻ��պ��칤ҵ��Ҫ�ṹ�� ��[1-2]���������Ͻ��ǿ�ȼ������Խϵͣ����ѺϽ��ܶȽϴ۸�ϸߣ������Ѻ������Ӷ��ɵĸ��Ϲ������Լ�С�������������������ɱ��Լ������������ۺ�ʹ�����ܡ�Ȼ�����Ѻ������۵㡢�ȵ��ʡ�������ϵ���Լ�����ṹ���������ܲ���ܴ��ۻ�����ʱ2�ֽ���Һ���Ͻ����ɴ������Խ����仯������������ĺ��졣�绡��ǥ��[3]����̬��ɢ��[4-5]�����ǥ��[6-7]��Һ����ɢ��[8]����������[9]�ȱ������Ѻ������ֲ��Ϻ��ӡ�
��ǥ������2��ĸ�ĵ��۵���죬ʹ���۵�ĸ���ۻ�,�����۵�ĸ��ʼ�ձ��ֹ�̬������2�ֽ���Һ���϶����ɴ������Խ����仯������������Ĺؼ����ϸ���ƹ����¶ȷ�Χ����������Դ�ļ���λ�����������뾫ȷ�ɿأ���ʵ�����ֽ�����ǥ�������������ơ�Ŀǰ��������Ըֺ������ֽ���������ǥ�����н϶��о�[10-14]��Song��[11]��Ϊ������ǥ�������¶Ⱦ��������仯������ȣ�����ʳ����ٽ�ֵ�������仯���ォ����������Mathieu��[12]ͨ����ֵģ���Լ�ʵ������¶������ƽ����仯����ĺ�ȣ�Ding��[13]�о����֣����ڼ�����ǥ���ĸ������ʺ��ؽᾧ�ʣ��������仯�������Ϊ30 ��mʱ��δ�۲쵽�����ơ����������������ֲ��ϣ�Kreimeyer��[15]ͨ��ֱ�����ӻ�Ԥ���������ѱ���ȷ�ʽ���м��������о���������ǥ������ͨ�������Ͽ��Ը��ƺ�����Σ�������װ��Ҫ��Ŀǰ�����Ƕ���/�����ֺϽ���˿������ǥ�����ٽ���ϵͳ�о����ڴˣ�����������AlSi 12��˿Ϊ�����ϣ���Ti-6Al-4V�ѺϽ��5056���Ͻ����ֲ��ϼ�����ǥ�������о�������������ǥ����ͷ��ۡ��۽ṹ�����Լ������仯�����������̬�ֲ�������������ʵ��Խ�ͷ��ѧ���ܽ���������
1 ʵ��
ʵ��ĸ���Ǻ��Ϊ1.5 mm��Ti-6Al-4V�ѺϽ��5056���Ͻ��ġ����ü����и��ϳ�������¿ڡ������Ѻ�����Ϊ���Խ�������ǰ��Ҫ�ϸ�ȥ����������Ĥ�������ñ�ͪ����ȥ�����ۡ��������ǥ��ΪAlSi 12��˿�����۵㷶ΧΪ575~590 �档
ʵ����Դ����ɢ��CO2���������빤�������60?�н���б���䣬�������ڹ����ϵļ��ȹ�߱�Ϊ��Բ�Σ������䳤��ƽ���ں��ӷ���˿�Ӽ�����ǰ�����룬���ְ�ĶԽӼ�϶Ϊ0.5 mm���������ͬʱ��������ͱ��汣����������ǥ��ʾ��ͼ��ͼ1��ʾ��

ͼ1 ������ǥ��ʾ��ͼ
Fig.1 Schematic diagram of laser welding-brazing process
���ý���������ɨ��羵(SEM)������ͷ��֯��ò������������(EDS)�Լ�X��������(XRD)���������仯�������ɡ��ڵ������ܲ���������ϲ��Խ�ͷ����ǿ�ȡ�
2 ��������
��/�Ѽ�����ǥ����ͷ�������ͼ2��ʾ�����Կ�������ͷ�����ۺ���ǥ��˫�����ʣ����۵���ĸ�ľֲ��ۻ������ۻ���˿��������Ϻ������γɺ��죬�Ҵ��������ۺ����������۵��Ѳ��������ĸ���뺸���ǥ�����棬�������ں���������̬��ĸ�ķ�������ö��γ�ǥ�����ӡ�
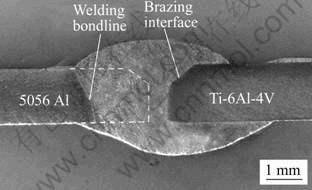
ͼ2 ��/�����ֺϽ���ǥ����ͷ�����
Fig.2 Cross section of Al/Ti joint
��ĸ���뺸˿�����ۻ���Ϻ������γɺ��죬�ں����������ĸ��֮���������ϸС���ᾧ����״Al-Si������֯���ۺ�������ͼ3(a)��ʾ�������ۺ����ĺ�����֯Ϊ��ֱ�ۺ������������Ĵִ�֦���������ѺϽ�ĸ���뺸���������ڳʾ��״���ڲ�������ǥ�����淴Ӧ�㣬��ͼ3(b)��ʾ��

ͼ3 �����ۺ������Ѳ�ǥ����������֯
Fig.3 Microstructure of Al/Ti joint: (a) Welding bondline; (b) Brazing interface
�ۺ������γ������ڽ��ں����ĸ���ܺ�������Ĵ��ȶ������ֲ��ۻ���ͬʱ�����SiԪ������ĸ�ľ�����ɢ��������Al-Si������֯���������Ͻ���и��ȵ��ʣ�ʹ�ÿ����ۺ����ĺ�����״֦����֯�������ȴ�ٶȷ�����Ѹ����������ĸ�IJ���ֳʾ��״��̬�ֲ���ǥ�����棬��Ҫ���ڼ�����ǥ�������У���̬�ѺϽ�ĸ�������ں����������������γɽ����仯����㡣
�Ժ���������ѺϽ�ĸ��֮���ǥ���������ɨ�裬����������ͼ4��ʾ��ǥ�������ϲ��ľ��״�����仯����������Է�Ϊ������ĸ�ĵ�������ͳ���״��ѿ״�ķ�������(A) 2���֡��������ֿɷ�Ϊ��ɫ��״��(B)�����ɫ��״����������dz��ɫѿ״��(C)��������������С��10 ?m��

ͼ4 �����仯�����SEMͼ��
Fig.4 SEM image of intermetallic compound layer
Ϊ�˷��������仯�������ɣ�����������ɨ����������ý����ͼ5��ʾ���ɼ���Al��TiԪ���ڽ����仯������ڸ���������Ũ���������죬�Ҿֲ��γ�̨�ֲ�����ע����ǣ�SiԪ�����γ�Ti-Al�����仯������ǥ��������ɢ��������������Ϊ�������������γɵ������е�SiԪ�ػ�ѧ�Ʊ��ۻ����������Al-SiҺ����SiԪ�صĻ�ѧ�Ƶͣ���ʹ������������ɢ������Ti-Al-Si�����仯�����Siԭ����ɢʱ�����ޣ�C����SiԪ������Ũ�ȼ��ͣ�����Ti-Alϵ�����仯����Ϊ�����������仯������������������1��ʾ��
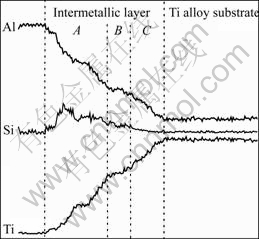
ͼ5 �����仯�����������ɨ����
Fig.5 Element line at scanning results of intermetallic compound layer
��1 �����仯���������������
Table 1 EDS analysis results of intermetallic compound sublayers in different areas(mole fraction, %)

����ɢ����ǥ���ȹ��̲�ͬ���ȶ����ȼ������ý����仯������ɼ�[16-18]����������������У����������¶ȸߣ�����ѭ��Ѹ�٣�����ʱ��̣�����ԭ����ɢ�������ܴ���ɢʱ�����ޡ����ڲ�ͬ����ĸ�Ԫ��Ũ�ȴ��ڲ��죬ʹ�������γɵĽ����仯������ɸ��ӡ�
�����仯������X��������������������ǥ�������γɵĽ����仯�������Ҫ��Ϊ2�ࣺһ����Ti3Al��TiAl��TiAl3��Ti-Alϵ��Ԫ�����仯����ڶ�����Ti7Al5Si12��Ti-Al-Siϵ��Ԫ�����仯������ڽ����仯����������ɸ��ӣ������Ӧ�����༰���ຬ�����д���һ�������о���
������ǥ����ͷ����Ľ����仯����㲻����ɸ��ӣ�����ͬһ���治ͬ��λ�����仯�������̬����Ҳ�ϴ���ͼ6��ʾ��λ�ڽ�ͷ�����ϲ����Ľ����仯�����Ϻ�������״������������������������²������仯�������ϱ�������������û�����Էֲ㡣
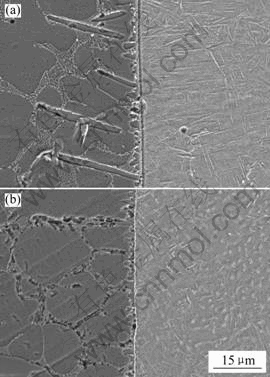
ͼ6 ͬһ���治ͬ��λ�����仯�����ֲ���̬
Fig.6 SEM images of intermetallic layers of the same brazing interface in different positions: (a) Interfacial top; (b) Interfacial bottom
������ǥ�����ھֲ���Դǥ����ͨ��ĸ���뺸�����֮���Ԫ����ɢ��Ӧ���ﵽ���ӵ�Ŀ�ġ���ǥ�����淴Ӧ��������ԭ����ɢ���Ƶģ��ҷ�Ӧ���������������߹�ϵ������Ӧ���ȿɱ�ʾΪ[11]
X=k0 tn exp[-Q/(RT)] (1)
ʽ�� XΪ�����仯������ȣ�tΪ��Ӧʱ�䣻nΪʱ������(ͨ��Ϊ0.5)��k0Ϊ������QΪ��ɢ�����ܣ�RΪ���峣����TΪ��Ӧ�¶ȡ�
��ʽ(1)��֪�����淴Ӧ�γɵĽ����仯��������ɷ�Ӧʱ�估��Ӧ�¶ȿ��ơ��������Ѹ�٣������Ӧʱ��̣������仯������������Ͻ�С��Ȼ���������ϲ��ܼ�����������¶Ⱥܸߣ�ĸ��Ԫ�������ں���������ܽ����ʺͺ������Ԫ�����̬ĸ����ɢ���ʾ��ܴ���ԭ����ɢ���ƵĽ����仯����ɳ�Ѹ�١���֮�����ⲻ�ܷ��յĽ����²���ֻ�ܿ����������������������¶Ƚϵ͡����Ҽ�����ǥ���Ƿ���̬�Ŀ��ټ��ȹ��̣������¶��ڿռ���ʱ���ϵ��ݶȾ��ܴ��¶�Խ�ߣ���ζ����ȴʱ���ӳ������·�Ӧ����ʱ��Խ�����¶ȶԽ��淴Ӧ��Ӱ����˫�صģ���ͷ�¶��ݶȵ���ͬһ�����Ͻ����仯�������̬����ܴ�
�Խӽ�ͷ�Ŀ���ǿ���Ƿ�ӳ��ͷ��ѧ���ܵ���Ҫ������ͨ��ϵ������ʵ���õĽ�ͷǿ����ͼ7��ʾ���ɼ�����ͷ�����ڽ���ǥ������ĺ����ϣ�����ƽ������ǿ��Ϊ298.5 MPa���ﵽ��ĸ�Ŀ���ǿ��(5056���Ͻ���ǿ��ԼΪ350 MPa)��85.3%��������������Դ��ǥ�������²���˵��ǥ�������²�����ǥ����ͷ�ı������ڡ���������������ͷ���ѷ����������ۺ��������ĺ��촦���ҿ���ǿ����Խϸߣ�ƽ��ǿ�ȴﵽ319.6 MPa�����˲�����Χ��խ����Ҫ�����������������������ĸ���ۻ������ɴ������Խ����仯�����ͷ���ܽ������½���������ʵ�ֺ��ӡ�
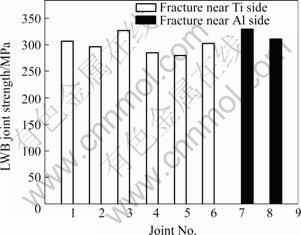
ͼ7 ��ͷ����ǿ��
Fig.7 Tensile strength of LWB Al/Ti joints
���⣬��ͼ8��ʾ�Ķ����ڽ����Ѳຸ��ĶϿ�ɨ��羵��ò���Կ������͵�˺���⣬˺�������Ⱥܴ����Ѻ�С���������ѷ����ں�������ڲ��������ǽ����仯������������Ĵ��Զ��ѡ������ڽ��渽�����ѣ���Ҫ�����ڽ��洦�������Ӧ�����У��ҽ���ײ���Ӧ����֣������仯������С����ϲ��������ؼ����������ơ���������������ǥ����������ǿ��ͬʱ���ຸ��֦�����ڴִ��Ѵ��Ѳຸ��ת�������ຸ�졣��ˣ���ͬ��ɢ���ȶԽ����仯������ȵ��ϸ�Ҫ��[19]��������ǥ��ʱ��Ҫ����治ͬ��λ�Ľ����仯�������ȷֲ���

ͼ8 ����Ͽ���ò
Fig.8 Morphology of fractured tensile testing sample
�ɼ���������Դ�ļ����ص��ںܴ�̶���Ӱ������仯�������ɡ���̬���ֲ�������ͷ�����仯�����������ֲ����ںܴ�̶��Ͼ�����ͷ����ѧ���ܡ���ʵ����ó����غ��ӷ������Բ��ɢ������ȣ��ռ���ʹ��������ܶȷֲ����ȣ��ӳ���ͷ����ʱ�䣬�����ڽ�ͷ��ϡ����⣬������ͨ�����ú��������ܶȷֲ��ļ������Լ��������¿���״��һ����߽�ͷ��ϡ�
3 ����
1) ��/�Ѽ�����ǥ����ͷ�����ۺ���ǥ��˫�����ʣ���ĸ�ľֲ��ۻ������ۻ���˿������Ϻ������γɺ��죬�����Ե��ۺ���������һ�������ĸ���뺸�������ǥ�����棬���ں���������̬��ĸ�ķ�������ú��γɽ����仯����㡣
2) ǥ�������ϲ��Ľ����仯�������ɸ��ӣ����¿ɷ�Ϊ2�㣺��״��ѿ״��Ti-Al-Siϵ�����仯��������㣻��Ti-Alϵ�����仯���������Ti-Al-Siϵ�����仯������ɵ������㡣ͬʱ��ǥ�������²��Ľ����仯�������̬������ϲ�����̬����ϴ�
3) ��ͷ�������������ڽ����Ѳ�ǥ������ĺ����ϣ�������Դ�ڽ�ϲ�����ǥ������ײ������ͷƽ������ǿ��Ϊ298.5 MPa���ﵽ��ĸ�Ŀ���ǿ�ȵ�85.3%��������������ʱ�����ѷ����ڽ��������ۺ����ĺ����ϣ��ҿ���ǿ��������ߡ�
REFERENCE
[1] Leyens C, Peter M. �����ѺϽ�[M]. ����, ��. ����: ��ѧ��ҵ������, 2005: 292-305.
Leyens C, Peter M. Titanium and Titanium Alloys[M]. CHEN Zhen-hua, transl. Beijing: Chemical Industry Press, 2005: 292-305.
[2] ������. ���Ͻ��ں��������е�Ӧ��[J]. ��ɫ�����ӹ�, 2003, 32(2): 11-17.
CHEN Ya-li. Application of aluminum alloys to aircraft[J]. Nonferrous Metal Processing, 2003, 32(2): 11-17.
[3] Korenyuk Y M. Interaction of liquid aluminium and solid titanium in fusion welding[J]. Welding Production, 1975, 22(6): 3-5.
[4] REN Jiang-wei, LI Ya-jiang, FENG Tao. Microstructure characteristics in the interface zone of Ti/Al diffusion bonding[J]. Materials Letters, 2002, 56(5): 647-652.
[5] Wilden J, Bergmann J P. Manufacturing of titanium/aluminium and titanium/steel joints by means of diffusion welding[J]. Welding and Cutting, 2004, 3(5): 285-290.
[6] Takemoto T, Okamoto I. Intermetallic compounds formed during brazing of titanium with aluminum filler metals[J]. Journal of Material Science, 1988, 23(4): 1301-1308.
[7] �� ��, �� ��, ������, �� ƽ. ���ض��������ֺϽ����ǥ����Ӱ��[J]. ���վ������켼��, 2001, 37(4): 15-19.
HU Gang, KANG Hui, ZHAO Peng-fei, QU Ping. Influence of stannum and gallium on vacuum brazing of aluminum and titanium dissimilar alloy[J]. Aviation Precision Manufacture Technology, 2001, 37(4): 15-19.
[8] Sohn W H, Bong H H, Hong S H. Microstructure and bonding mechanism of Al/Ti bonded joint using Al10Si1Mg filler metal[J]. Mater Sci Eng A, 2003, 355(1/2): 231-240.
[9] Kreimeyer M, Wagner F, Vollertsen F. Laser processing of aluminum titanium tailored blanks[J]. Optics and Lasers in Engineering, 2005, 43(9):1021-1035.
[10] Kreimeyer M, Wagner F, Sepold G. Laser welding/brazing for joining tailored blanks[J]. Industrial Laser Solutions, 2002, 17(11): 15-16.
[11] Song W, Saida K, Ando A, Nishimoto K. Brazability of aluminum alloy to steels using aluminum filler metal - dissimilar laser brazing of aluminum alloy and steels (Report ��)[J]. Quarterly Journal of the Japan Welding Society, 2004, 22(2): 315-322.
[12] Mathieu A, Mattei S, Deschamps A, Martin B, Grevey D. Temperature control in laser brazing of a steel/aluminium assembly using thermographic measurements[J]. NDT and E International, 2006, 39(4): 272-276.
[13] DING Jian-jun, LI Fei-qun, QU Feng, Patrice P, Remy F. Investigation on laser brazing AA6056 Al alloy to XC18 low-carbon steel[J]. Chinese Optics Letters, 2005, 3(1): 31-34.
[14] Laukant H, Wallmann C, M��ller M, Korte M, Stirn B, Haldenwanger H G, Glatzel U. Fluxless laser beam joining of aluminium with zinc-coated steel[J]. Science and Technology of Welding and Jioning, 2005, 10(2): 219-226.
[15] Kreimeyer M, Wagner F, Sepold G. Joining aluminium alloys with titanium with the use of a Nd: YAG laser system[J]. Laser Opto, 2001, 33(1): 31-33.
[16] �� ��, ʢ����, �� ��, �Ƽ�ΰ, �� ��, ������. �ѺϽ�Ͳ���ֵ���ɢ����[J]. �й���ɫ����ѧ��, 2004, 14(9): 1545-1550.
QIN Bin, SHENG Guang-min, ZHOU Bo, HUANG Jia-wei, LI Cong, QIU Shao-yu. Diffusion welding of titanium alloy and stainless steel[J]. The Chinese Journal of Nonferrous Metal, 2004, 14(9): 1545-1550.
[17] CAO Jian, FENG Ji-cai, LI Zhuo-ran. Microstructure of TiAl/TiC cermet joint bonded by combustion synthesis[J]. Trans Nonferrous Met Soc China, 2005, 15(3): 323-326.
[18] Shiue R K, Wu S K, Chen S Y. Infrared brazing of TiAl using Al-based braze alloys[J]. Intermetallic, 2003, 11(7): 661-671.
[19] �뼪��, ��Ȼ, �� ��, �ű���. TiAl/40Cr��ɢ���ӽ�ͷ�Ľ���ṹ����ɳ�[J]. �й���ɫ����ѧ��, 2003, 13(1): 162-166.
FENG Ji-cai, LI Zhuo-ran, HE Peng, ZHANG Bing-gang. Interface structures and phase growth of TiAl/40Cr diffusion bonded joint[J]. The Chinese Journal of Nonferrous Metal, 2003, 13(1): 162-166.
�ո����ڣ�2006-10-13�������ڣ�2006-12-26
ͨѶ���ߣ�����Ⱥ, ������, ��ʿ���绰: 0451-86415374, E-mail: liliqun@hit.edu.cn
