
���±�ţ�1004-0609(2016)02-0261-11
���������Ͻ��ĩ�ȵȾ�ѹ�����е�����ЧӦ��������ܵ�Ӱ��
�����ԣ��� �գ������ȣ��� ˼���� �ģ�������
(�������պ����ѧ ��е���̼��Զ���ѧԺ ��������칤��ϵ������ 100191)
ժ Ҫ��
ͨ����ֵģ����ȵȾ�ѹʵ�飬�о����������Ͻ��ĩ�ȵȾ�ѹ���ι��̵�����ЧӦ��������ܵ�Ӱ�죬�������ԵȾ�ѹ������ЧӦ�Ĺ�ϵ��ʽ��������������ԵȾ�ѹ��������ЧӦ����ļ��γߴ硢�ں�����ǿ���й�ϵ������Խ��������ЧӦԽ�����������ȵȾ�ѹ�����з�ĩ�������Žε����ܻ��̶ȡ����ڰ������Σ����ڶ�Ԫ��������Ԫ������Һ��û��ʵ����ȫ�������ڷ�ĩ������������紦������û�б�Һ�������ȫ�Ŀ�϶�����ͷ�ĩ�����յ����ܶȡ�������Ƚϴ�ʱ�������˷�ĩ���Ͻ���ϵĿ���ǿ�Ⱥ�����ǿ�ȣ����Բ������Ե�Ӱ�첻���ԡ�
�ؼ��ʣ�
��ͼ����ţ�TF124���� ���ױ�־�룺A
���������Ͻ��������������ᡢǿ�ȸߡ��ȵ��ʸ��Լ���ʴ�����õ��ص㣬�����㷺Ӧ���������ͷɻ�������ҵ[1-2]�����Ͻ��ĩұ����α���Ϊ��һ�ֿɿ��ġ��ͳɱ��IJ��ϳ��μ������������������˹�����Ĺ㷺��ע��
Ŀǰ����������ڷ�ĩ���Ͻ���ϵ��Ʊ�������ѹ��+�ս�ij��ι��ա�SCHAFFR��[3]��Al-3.8Cu- 1Mg-0.7Si��Al-4Cu-0.6Si-0.1Mg��Al-4Cu-1.2Mg��ĩ��100~500 MPa�½��и�ѹѹ�ƣ�Ȼ���ڲ�ͬ�ս�������н����սᣬָ������Al-Cu-Mg(-Si)��ĩ���ϣ�����ս���������Ϊ��������ա������ ��[4]�о���Al-Cu-Mg��ĩ����400 MPa��ѹѹ�ƺ���590 �浪����Χ���ս�1.5 h����֯����ѧ���ܣ��о����֣������ս����ϵĺ������ǿ�ȴ�86 MPa��ߵ�466 MPa��Ӳ�������2����PADMAVATHI��[5]�о���2712���Ͻ��ĩ��200~400 MPa��ѹ�ƣ���570~630 ������ս�Ĺ������ܣ�ָ������2712���Ͻ��ĩ���ŵ�ѹ���սṤ�ղ���Ϊ400 MPa��590 �棬���Һ��ڵ��ȴ���(T4)��ʹ���ϵ���ѧ���ܴ��������Ȼ����ͨ����ͳ��ѹ��-�սἼ���Ʊ����Ͻ�ʱ���ս����ա�����ʱ�䡢ѹ��ѹ����ѹ��ʱ����ڶ����ض�������Ͻ���ϵ����ܲ���Ӱ�죬���Ҷ��ڷ�ĩ�����ӵ�ճ�����������Ҫ���ս�������ѳ������¹��սϷ�����������ճ��������γ����ʣ�������Ͻ�����ܣ������ȵȾ�ѹ���ն����Ͻ��ĩֱ�ӽ��й̽���Σ�����Ҫ����ճ�����ͨ�����¸�ѹ����ĩ��ѹ�ƺ��ս���̺϶�Ϊһ�����˷�ĩ���Ͻ���Ʊ����գ��ر��Ƕ��ھ��и�����ǻ�ṹ�Ĺ����������ȵȾ�ѹ���տ�ʵ��һ�������Ʊ�����������ԭ���ϵ������ʣ���ʡ�˼ӹ��ɱ���½���[6]��WU��[7]�ֱ������ȵȾ�ѹ����ʵ���˾��и�������ĸ��ºϽ��ĩҶ�̺��ѺϽ��ĩҶ�̵�һ�������Ʊ������ǹ�����������Ͻ��ĩ�ȵȾ�ѹ�Ʊ��������о����������٣�BALOG��[8]���ֲ����ȵȾ�ѹ���տ���ʹ����ĩ���������Ĥ���ѣ���Ϊ����������������ֲ��ھ����ϣ�����˲��ϵ��쳤�ʡ��������߲����ȵȾ�ѹ���ս�ѹ�ƺ��սṤ�պ϶�Ϊһ��ʵ�ַ�ĩ���Ͻ���ϵ�һ���Ʊ���
��[4]�о���Al-Cu-Mg��ĩ����400 MPa��ѹѹ�ƺ���590 �浪����Χ���ս�1.5 h����֯����ѧ���ܣ��о����֣������ս����ϵĺ������ǿ�ȴ�86 MPa��ߵ�466 MPa��Ӳ�������2����PADMAVATHI��[5]�о���2712���Ͻ��ĩ��200~400 MPa��ѹ�ƣ���570~630 ������ս�Ĺ������ܣ�ָ������2712���Ͻ��ĩ���ŵ�ѹ���սṤ�ղ���Ϊ400 MPa��590 �棬���Һ��ڵ��ȴ���(T4)��ʹ���ϵ���ѧ���ܴ��������Ȼ����ͨ����ͳ��ѹ��-�սἼ���Ʊ����Ͻ�ʱ���ս����ա�����ʱ�䡢ѹ��ѹ����ѹ��ʱ����ڶ����ض�������Ͻ���ϵ����ܲ���Ӱ�죬���Ҷ��ڷ�ĩ�����ӵ�ճ�����������Ҫ���ս�������ѳ������¹��սϷ�����������ճ��������γ����ʣ�������Ͻ�����ܣ������ȵȾ�ѹ���ն����Ͻ��ĩֱ�ӽ��й̽���Σ�����Ҫ����ճ�����ͨ�����¸�ѹ����ĩ��ѹ�ƺ��ս���̺϶�Ϊһ�����˷�ĩ���Ͻ���Ʊ����գ��ر��Ƕ��ھ��и�����ǻ�ṹ�Ĺ����������ȵȾ�ѹ���տ�ʵ��һ�������Ʊ�����������ԭ���ϵ������ʣ���ʡ�˼ӹ��ɱ���½���[6]��WU��[7]�ֱ������ȵȾ�ѹ����ʵ���˾��и�������ĸ��ºϽ��ĩҶ�̺��ѺϽ��ĩҶ�̵�һ�������Ʊ������ǹ�����������Ͻ��ĩ�ȵȾ�ѹ�Ʊ��������о����������٣�BALOG��[8]���ֲ����ȵȾ�ѹ���տ���ʹ����ĩ���������Ĥ���ѣ���Ϊ����������������ֲ��ھ����ϣ�����˲��ϵ��쳤�ʡ��������߲����ȵȾ�ѹ���ս�ѹ�ƺ��սṤ�պ϶�Ϊһ��ʵ�ַ�ĩ���Ͻ���ϵ�һ���Ʊ���
�ڽ����ȵȾ�ѹѹ��ʱ��Ҫ����ĩװ�����֮�У��Ⱦ�ѹѹ��ͨ�����״��ݣ�ʵ�ַ�ĩ���ܻ������ڰ�����һ���ĺ�Ⱥ��ԣ����״��ݵ������ϵ�ѹ���ͱ�Ȼ��ѹ���ڵ�����ѹ������ȣ����ԵȾ�ѹѹ���Ͳ���������ЧӦ[9-10]���Ӷ����·�ĩ���ܻ����߹������εIJ����ȡ�Ŀǰ��������������ȵȾ�ѹ�����еı����õ��о��������ޣ���ƽ��[11]���ý������Ƶ������κ����ΰ��ԵȾ�ѹ�����������ã�ָ������ͬ����ȵİ��ף����ΰ������ε�ѹ�������ΰ�������ѹ���� �������ڵ�[12]�о��˰���Ti-5Al-2.5Sn��ĩ�ȵȾ�ѹ���������ܻ���Ӱ�죬������ȳ���5 mm����ĩѹ��������ȫ���ܻ������������ܻ����ڣ���Ʒ���ܶ��ܰ��ױں�Ӱ��ܴ��Dz�û�и��������ļ��㡣������[13]ͨ����ͬ���ױں��Ti-5Al-2.5Sn ELIԤ�Ͻ��ĩ���ܻ���Ϊ���о��������ڱ��±�ѹ�����У����ױں���������ûᵼ�²�ͬ�����ĩ���ܻ����̲�ͬ�������������ܶȵ�Ӱ��ɺ��Բ��ơ�
�������ڵ�[12]�о��˰���Ti-5Al-2.5Sn��ĩ�ȵȾ�ѹ���������ܻ���Ӱ�죬������ȳ���5 mm����ĩѹ��������ȫ���ܻ������������ܻ����ڣ���Ʒ���ܶ��ܰ��ױں�Ӱ��ܴ��Dz�û�и��������ļ��㡣������[13]ͨ����ͬ���ױں��Ti-5Al-2.5Sn ELIԤ�Ͻ��ĩ���ܻ���Ϊ���о��������ڱ��±�ѹ�����У����ױں���������ûᵼ�²�ͬ�����ĩ���ܻ����̲�ͬ�������������ܶȵ�Ӱ��ɺ��Բ��ơ�
����������Թ㷺ʹ�õ�2A12���Ͻ��ĩ������3�ֲ�ͬ�ں�İ���������ȵȾ�ѹ���Σ������ֵģ�⣬�����������ױں���ڵȾ�ѹ�����������ã������˰��ײ��ϲ�����������ѹ��֮��Ĺ�ϵ��ʽ��������������֯��Ԫ�ص���ɢ���ɣ��о��˰���ȶ������Ͻ��ĩ�ȵȾ�ѹ�������ܵ�Ӱ�졣
1 ʵ��
��ʵ���в��õ�2A12���Ͻ��ĩ�ɱ�������˹�ؼ�����������˾�ṩ���÷�ĩͨ����������ת�缫������(PREP)�Ʊ�����ĩ�Ļ�ѧ�ɷֺͻ����������1�ͱ�2���С����ײ���1060��������ȷֱ�Ϊ3��2��1 mm(���Ϊ��)���ھ�Ϊ60 mm���߶�Ϊ120 mm��ʹ�ñ�ͪ���л�ѧ������ȥ�����е�ӹ������ڰ����ڱ��ϵ����ۡ���ĩ��װ�������VSR-200ʱЧ��ϵͳ����ɣ���Ƶ��Ϊ30 Hz����ʱ��Ϊ45 min����ʹ��ĩ�������װ�ܶȴﵽ1.76~1.89 g/cm3�����������400 ���£��������ڵ���նȳ���1��10-4 Pa��
�������õ��ȵȾ�ѹ�豸ΪABB��˾������QIH-15���ȵȾ�ѹ����������¶ȿɴ�2000 �棬���ѹ���ɴ�200 MPa��¯�����װ�ϳߴ�Ϊd 150 mm��170 mm����ʵ��������ѹ�Ƶ�����¶Ⱥ�ѹ���ֱ�Ϊ590 �桢120 MPa�����ǵ�����ѹ�ķ�ʽ��������������ѣ��������¿�������Һ��ij������ڱ�ʵ���в����¶Ⱥ�ѹ��ͬ�����ߵ���ϻ��ƣ������ȵȾ�ѹ������ͼ1��ʾ��
���ð�����ԭ��������ĩ���Ͻ��Լ��ܶȣ��ֱ������ĩ���Ͻ��Լ����������ijߴ�仯��������ֵģ��Ľ����Աȡ�����D/max-2000��X����������(XRD)������ĩ���࣬���û�����֬��ԭʼ��ĩ���ȵȾ�ѹ������Ͻ��������⣬����������ĥ�����Keller�Լ�(V(HF):V(HCI):V(HNO3):V(H2O)= 1:1.5:2.5:95)�и�ʴ40 s������OLYMPUSB��51M�ͽ���������CS3400���ٵ�˿ɨ���������������֯���й۲죬��Ԫ�طֲ������������������������QJ210�͵�����������������ա�GB/T 228-2002 �������������������鷽�������У��ֱ���Բ��ϵĿ���ǿ�ȡ�����ǿ�ȡ��Ϻ��쳤�ʣ��������Ͽڵ���ò��
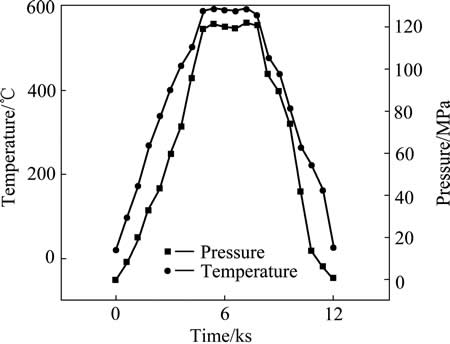
ͼ1 �ȵȾ�ѹѹ������
Fig. 1 Technology curves of HIP
��1 2A12���Ͻ��ĩ�Ļ�ѧ�ɷ�
Table 1 Chemical composition of 2A12 aluminum alloy powder (mass fraction, %)

��2 2A12���Ͻ��ĩ�Ļ�������
Table 2 Basic characteristics of 2A12 aluminum alloy powder


ͼ2 �ȵȾ�ѹ�Լ�
Fig. 2 Photos of HIP specimens
2 ��������
2.1 ��ֵģ�⼰��֤
�������Ͻ��ĩ�Լ�Ϊ��ԳƵ�Բ��ģ�ͣ�����ѡȡģ�͵�1/8��Ϊ���㵥Ԫ�����ô��͵�����Ԫ����MSC.MARC����ģ����㣬���������ڷ�ĩ�ȵȾ�ѹ���ξ��нϺõ�Ԥ����[14-15]����ֵģ�ͼ���������ͼ3��ʾ��
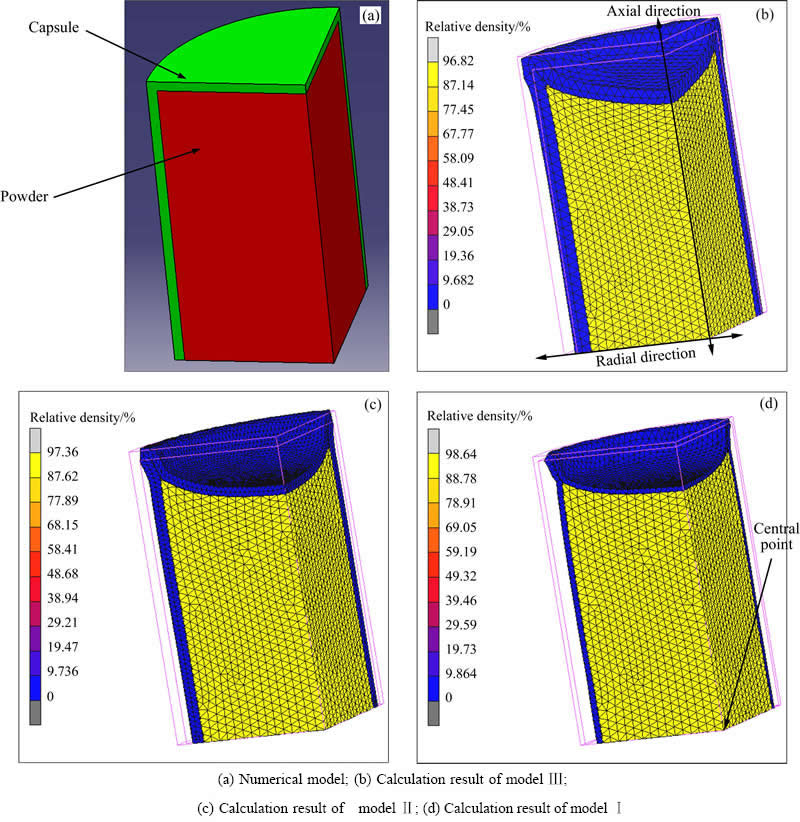
ͼ3 ��ֵģ�ͼ�������
Fig. 3 Numerical model and calculation result
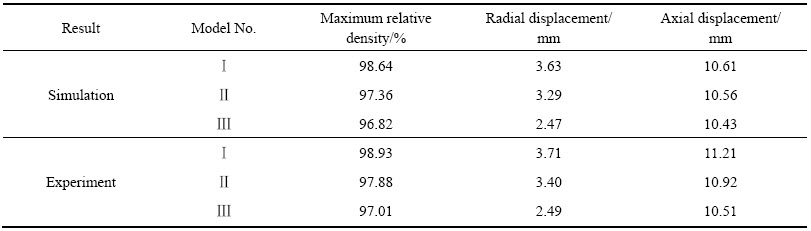
��ͼ3���Կ��������Ű���ȵIJ��ϼ�С�����Ͻ��ĩ�����ȵȾ�ѹ���������ܶ���96.82%���ߵ�98.64%������λ����2.47 mm���ߵ�3.63 mm������λ����10.43 mm���ߵ�10.61 mm���ɼ������Ű���ȵļ�������ĩ�����������������ܻ��̶���ߣ����������Ͻ��ĩ���ȵȾ�ѹ�����е��������ñ�С����3����Ϊ3�ֲ�ͬ����ȵ��ȵȾ�ѹ�Լ����������ܶȡ�����λ�ƺ�����λ�Ƶ���ֵģ�������������ĶԱȡ�
�ӱ�3�п��Կ������������ݺ���ֵģ��Ľ�����Ǻϣ����������5%���ڹ�����������Χ֮�ڣ�˵����ֵģ������һ���̶��Ϸ�ӳ���Ͻ��ĩ���ȵȾ�ѹ���̣��ڷ��������ڷ�ĩ���ε���������ʱ����������ֵģ��ķ�������Ϊ�ο���
2.2 ��������ЧӦ�����۷���
���ڰ��ļ�ģ�ͼ�����״̬��ͼ4��ʾ�������ھ�Ϊa���⾶Ϊb���ں�Ϊt�������ڲ�����ѹ��Ϊpi���ⲿ����ѹ��Ϊpo(po��pi)������Ϊ��ת�壬���ܵ������������ת��ԳƷֲ�, �������״�����Գ�״̬�����ȵȾ�ѹ�����°��ײ�����Ϊ����ĵ����Բ��϶������Ǽӹ�Ӳ������Բ������ϵ�µ�Ӧ������ Ϊ
Ϊ
 (1)
(1)
�ɾ����Ӧ��ƽ��ɵ��ַ��̣�
 (2)
(2)
ʽ�У� Ϊ����Ӧ����
Ϊ����Ӧ���� Ϊ����Ӧ����
Ϊ����Ӧ����
���η���(����λ��Ϊu)[16]���£�
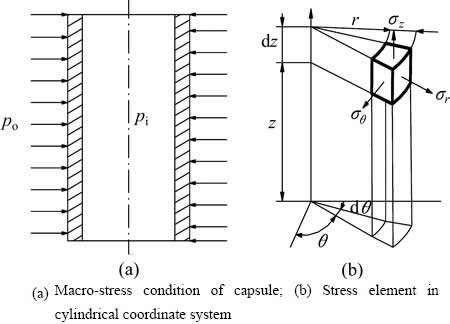
ͼ4 ��������ʾ��ͼ
Fig. 4 Schematic diagrams showing stress in capsule
 (3)
(3)
 (4)
(4)
ʽ�У�uΪ����λ�ơ�
���غɽ�Сʱ�����״��ڵ���״̬������Ļ��˶���[17]Ϊ
 (5)
(5)
ʽ�У�GΪ����ģ�������У�
 (6)
(6)
��ʽ(3)~(5)�ɵ�
 (7)
(7)
 (8)
(8)
��3 �Լ�������ֵģ�������������Ա�
Table 3��Comparison of results of simulation and experiment
��ʽ(7)��(8)����ʽ(2)�õ������������÷���̣���
 (9)
(9)
��ʽ(9)���л������ã�
 (10)
(10)
��ʽ(10)����ʽ(3)��(4)�ɵã�

 (11)
(11)
ʽ�У� Ϊ����Ӧ�䣻
Ϊ����Ӧ�䣻 Ϊ����Ӧ�䡣
Ϊ����Ӧ�䡣
��ʽ(11)�������Ļ��˶���ʽ(5)�������
 (12)
(12)
�õ�


 (13)
(13)
ʽ�У�rΪ��÷������
����


���ڰ��ij���Զ���ڰ��ĺ�ȣ�������״���ƽ��Ӧ��״̬��z���Ӧ��Ϊ0������
 (14)
(14)
��ʽ(14)����ʽ(13)���ɵã�
 (15)
(15)
���ñ߽�������

 (16)
(16)
��ʽ(16)����ʽ(15)������ó���A��B��

 (17)
(17)
�������α���ʱʹ [11]��ʹʽ(15)�е�
[11]��ʹʽ(15)�е� ��һ���õ���
��һ���õ���
 (18)
(18)
���ȵȾ�ѹ�Ĺ����У����ܵȾ�ѹ�������ڰ���������ϣ�����ʹ���������Ա��Σ�֮�����ʹ�Ⱦ�ѹ�����ݵ������ڲ��ķ�ĩ���ϣ���������˹�������У�

 (19)
(19)
��ʽ(15)��(16)��(17)��(18)����ʽ(19)���Եõ�po��pi�Ĺ�ϵ����
 (20)
(20)
�Ⱦ�ѹ�������ڰ�������棬������������Ȳ���������Ȼ�����ڲ���չ���������ڱ���Ҳ��������ʱ���������Ϳ�ʼ���α��Σ���r=a�����b-a=t��ʽ(20)�ɼ�Ϊ
 (21)
(21)
��ʽ(21)���Կ����������ڵȾ�ѹ������������������ھ�a���⾶b�����ױں�t�Լ����ײ��ϵ�����ǿ�� ���й�ϵ�����������Ĵ�С������t������ǿ�������ȡ�
���й�ϵ�����������Ĵ�С������t������ǿ�������ȡ�
����ʽ(21)���������ֵģ����̣����ȵȾ�ѹ�����а��������εȾ�ѹ���Ĵ�С��ͼ5��ʾ����ͼ5���Կ������������ε�ѹ�������ȼ�С�������U�����ߣ�����Խ���ڷ�ĩ���ܻ�������ѹ��Խ������ЧӦԽ���ԡ��������ڲ���ĩ�ġ���������Ҫ�������ȵȾ�ѹ��ʼ�ͽ��������Σ����ȵȾ�ѹ���±�ѹ��������������Խ�С������Ҫ���������ȵȾ�ѹ�ij��ںͺ��ڣ��¶Ⱥ�ѹ�����Ƚϵͣ���������ǿ�Ƚϴ�����ѹ���������Կ˷����ı������ö������ڷ�ĩ�ϡ������¶Ⱥ�ѹ�������ߣ�����Ѹ�ٽ�������״̬�����ڲ���ĩ����������Ѹ�ټ�С�����ȵȾ�ѹ���뱣�±�ѹ���ȶ���ʱ����ʱ�¶Ⱥ�ѹ�����ﵽ����ԵȾ�ѹ����������С��
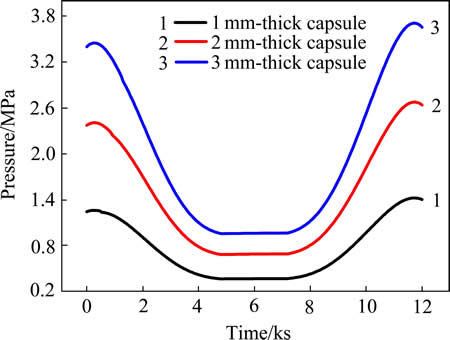
ͼ5 �����ڵȾ�ѹ��������
Fig. 5 Shielding effect of capsules for isostatic pressure
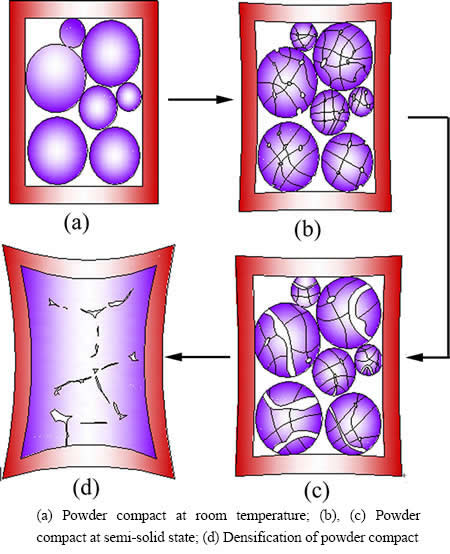
������ֵģ���֪������3�����Ͻ��ĩ�Լ������ܻ�������ͼ6��ʾ�����ڷ�ĩ���ȵȾ�ѹ�е����ܻ����̿��Է�Ϊ��ĩ�Ŀ��������Ž�(��)�����α��ν�(��)����ɢ����(��)[18]�����У���һ�εķ�ĩ�������Ŷ��ڷ�ĩ���������ܻ�������Ҫ����[19-20]����ͼ6���Կ���������Խ��ĩ�ڵ�һ�ε����ܵij̶Ⱥ�����Խ�ͣ������ڷ�ĩ���ŵ���������Խ���ԡ��ڵ�һ�Σ������¶Ⱥ�ѹ�����ϵͣ��������Դﵽ��ĩ����������ǿ��ʹ�䷢�����Ա��Σ�����ͨ�����״��ݵ�ѹ�����������ڸ���ĸ����˶�ʹ��ĩ��������ƽ�ƻ�ת����ʹ�ϴ�Ĵ��ſ�̮����ijЩ��ĩ���Ӽ����ٽ��Ŀ�϶�������ڷ�ĩ���ܻ��ij��ڽΣ���϶�ʽϴ���35%���ң���ĩ���Ӽ����Ч�Ӵ������С�����������ܵͣ����ܻ����ʺͳ̶ȶ��ڰ���������ѹ���������Ƚϸߡ���ͼ5��֪�����ȵȾ�ѹ�ij�ʼ�Σ������ڵȾ�ѹ�����������ñȽ����ԣ������ε�ѹ��ֵ�ֱ�ﵽ3.6��2.5��1.3 MPa����ͼ1��֪���ڵ�һ�����ѹ��ԼΪ60 MPa��3mm�����ڵȾ�ѹ�������δﵽѹ��ֵ��6%�����ԣ��ڸýΣ����ڰ��ԵȾ�ѹ�����������ýϴ���ѹ���������ܻ��̶����������ã����·�ĩ���ڵ����ܻ��̶Ƚϵͣ�Ӱ�����Լ����ȵȾ�ѹ����������ܶȡ�
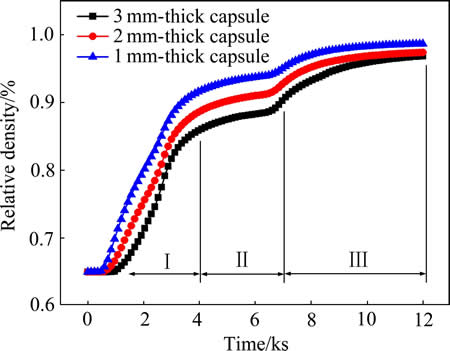
ͼ6 �ȵȾ�ѹ�Լ������ܻ�����
Fig. 6 Densification process of HIP specimens
2.3 ����ȶ����Ͻ��ĩ�ȵȾ�ѹ��������Ӱ��
��ͼ7���Ͻ��ĩ��XRD���Կ�������ԭʼ��ĩ�д��ڦ�(Al)����-CuAl2�ࡢS-Al2CuMg�࣬������������Al2O3��MgAl2O4��������Ĵ�����Ҫ�����ڷ�ĩ���Ʊ������䡢��������нӴ�����������������������(Al)����-CuAl2��S-Al2CuMg��֮����Ҫ�����¹�����Ӧ����[21]��
L  ��(Al)+��-CuAl2 (22)
��(Al)+��-CuAl2 (22)
L ��(Al)+��-CuAl2+S-Al2CuMg (23)
���ж�Ԫ���-CuAl2�Ĺ����¶�Ϊ548 �棬��Ԫ��S-Al2CuMg�Ĺ����¶�507 �棬���������ȵȾ�ѹ����¶�Ϊ590 �棬��֪���ȵȾ�ѹ�Ĺ����У���ĩ�ڲ��Ķ�Ԫ�����Ԫ������ۻ�����Һ�����ʽ���ڡ�
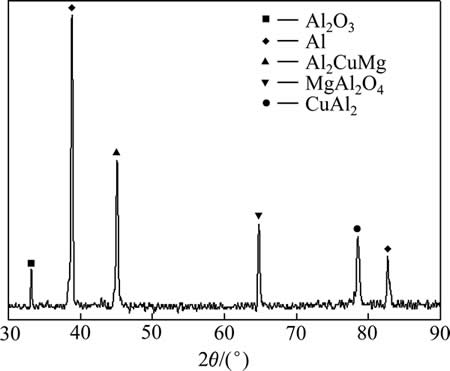
ͼ7 Al��ĩ��XRD��
Fig. 7 XRD pattern of Al powder
ͼ8��ʾ�ֱ�Ϊ�����1��2��3 mm���Ͻ��ĩ�Լ��ı�ɢ�����������ͼ8���Կ�����Cu��Mg�ȺϽ�Ԫ����Ҫ�ֲ��ڷ�ĩ�ڲ���֦���ľ��ᴦ(��ͼ8(a))����ĩ�������紦�ijɷ����ĩ����ijɷ����Բ�ͬ����ͼ9��EDS�������Կ������ڷ�ĩ�����Ľ��紦��Cu��Ԫ�ش���������AlԪ�ؼ��٣��Ե�1Ԫ�ط�����֪��Al��Cu��Ħ���Ƚӽ�2:1��ͨ��֮ǰ��XRD������2ϵ���Ͻ���������[22]�������ƶ��ڷ�ĩ�����߽�������Ӧ�ð�����-CuAl2��S-Al2CuMg��MgAl2O4[23]�������Ͻ�Ĺ���Һ��ת�Ƶ���ĩ�����Ľ��紦[24]����ͼ8(b)��(c)�еļ�ͷ��ʾ����ͼ8���Կ�����Һ�����Ű���ȵı����������٣������Ͻ��ĩ�̽���εĹ����У�Һ���������ճ����Ľ�ɫ�����ڷ�ĩ�����ܻ����дٽ�����[25-26]��Һ��ļ���Ӱ���˷�ĩ�����ܻ����̣������˷�ĩ������ܶȡ�
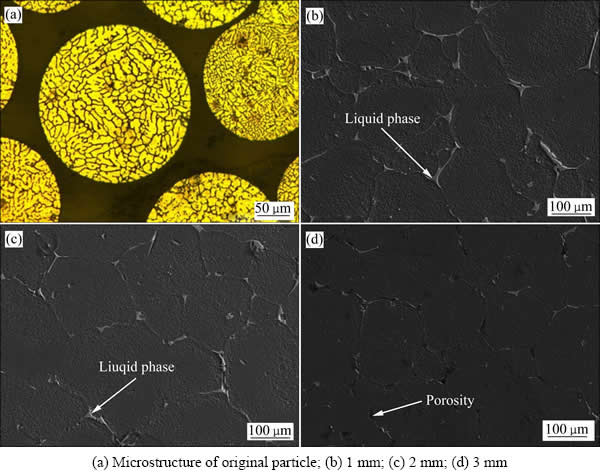
ͼ8 ԭʼ��ĩ����֯����ͬ�ں�����Լ��ı�ɢ�������
Fig. 8 Microstructure of original particle(a) and back-scattered electron images((b), (c), (d)) of HIP specimens with different thickness capsules
���ȵȾ�ѹ�����������¶Ⱥ�ѹ�������ߣ��۵�ϵ͵���Ԫ���������ȿ�ʼ�ž۲��ۻ�������Ԫ�����ʼ�����Ͻ��ĩ������ڲ������ž۲��ۻ�����ʱ�����γ����ơ��ڴ���״��Һ��ۼ�����Һ��ͨ��[27]���������״���ò����������ȵȾ�ѹ�¶Ⱥ�ѹ�������Լ����±�ѹʱ����ӳ��������ڵ����Ͻ��ĩ�Թ�Һ��ϵİ��̬��ʽ���ڣ�Һ���������������¶ȵ��������[28]�������ڷ�ĩ��ĵȾ�ѹ���Ὣ��ĩ�����ڲ���Һ�ࡰ��������������Ĺ��������ѹ������[27]�������ϱ�ʱ��ʩ�ӵ���ĩ������ϴ��Խ���ĩ�����ڵ�Һ���֡��������������ĩ����������Ľ��紦��ʵ�ַ�ĩ������ܻ����������ͼ10��ʾ�������ױں�ϴ�ʱ�����ε�ѹ���ϴ�ʩ�ӵ���ĩ���ѹ�������Խ�Һ����ȫ��������ĩ����֮��Ŀ�϶����������Ϊ3 mm�����Ͻ��ĩ�����ȵȾ�ѹ������ܶȽϵ�(��ͼ8(d)�м�ͷ��ʾ)����ĩ����֮�仹���ڿ���
ͨ��������֯��Ƭ(��ͼ11)���Խ�һ�������������Ϻ�ʱ�����Ͻ��ĩ�������¸�ѹ�̽���ڲ����ڿ������Ű���ȱ䱡���ڲ������٣��������Ϊ1mmʱ�����ϵ��ڲ���������ʧ���ﵽ���ܵ�״̬��
2.4 �������ܼ��Ͽڷ���
��3�ְ���ȵ����Ͻ��ĩ�ȵȾ�ѹ���������������ܲ���������ǿ�ȡ�����ǿ�ȼ��Ϻ��쳤����ͼ12��ʾ��
��ͼ12���Կ��������Ű���ȵļ�С���ȵȾ�ѹ���ε����Ͻ��ĩ���ϵĿ���ǿ�Ⱥ�����ǿ������ߣ������ԽС��������ѹ������������ԽС��ʩ�ӵ���ĩ���ϵ�ѹ����Խ�ٽ����ȵȾ�ѹ���ڷ�ĩ����֮������źͶ�Һ��ġ���ѹ����ʹ��ĩ������ܻ��̶����ߣ�Һ��ġ�ճ�ᡱ���ü�ǿ����ǿ�˷�ĩ֮��ġ����ϡ��̶ȡ����Dz������Խϵͣ������Լ�û�з������Եĺ�����Ա��Ρ���ͼ13�Ͽ���ò���Խ�һ����������ȵIJ�ͬ�������Ͻ��ĩ�ȵȾ�ѹ�������ܵ�Ӱ�졣
��ͼ13����Ͽ���ò�п��Կ�����3�ֲ�ͬ����ȵ����Ͻ��ĩ�Լ��������ſ����Ľ��紦���ѣ����ڴ��Զ��ѡ���ǰ��ķ�����֪�����ȵȾ�ѹ���εĹ����У��Ͻ�Ԫ�����ĩ�������紦�ۼ����ı��˴˴��ijɷ֣�ʹҺ���ڴ˾ۼ�������ĩ������ճ�ᡱ��һ�𣬳�Ϊ���ѵġ����������������Խ��ĩ�������紦�Ľ��Խ�������ɰ����Ϊ3 mm���Լ��Ͽڿ��Կ�����δ��ϵķ�ĩ����ԭʼ�����Һ��δ�ܳ����϶���������ַ�ĩ֮��δ���γ���ɢճ�ᣬ����ǿ�Ƚϵ͡���ͼ12(d)�ֲ��Ŵ�ͼ���Կ������Ͽ���Сƽ��Ϊ���ѵ�Ԫ�����������϶��Ҳ�������������������ԣ����ֽ������Զ��ѵĶϿ���ò���ۺ��������ȵȾ�ѹ���ε����Ͻ��ĩ��������������г��ִ��Զ��ѵ����������Բ��ϵ�����ƫ�ͣ���Ȼ���Ű���ȵļ�С���쳤����һ���̶ȵ����ߣ���������ԣ�����ȶ������Ե�Ӱ�첻��
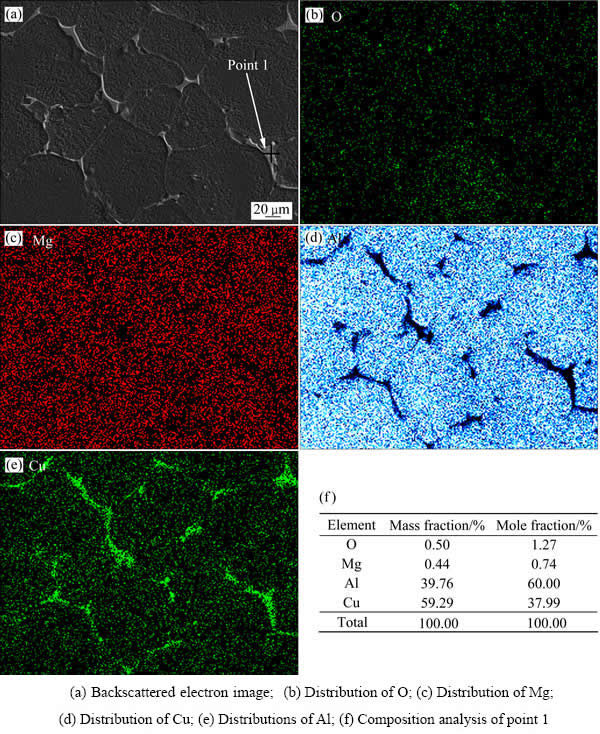
ͼ9 �ȵȾ�ѹ�Լ��ı�ɢ����Ӽ�Ԫ����ɨ��ֲ�
Fig. 9 Back-scattered electron images and elements map scanning distributions HIP specimens
ͼ10 Һ��ļ��������ܻ�����
Fig. 10 Process of liquid phase extrusion and densification
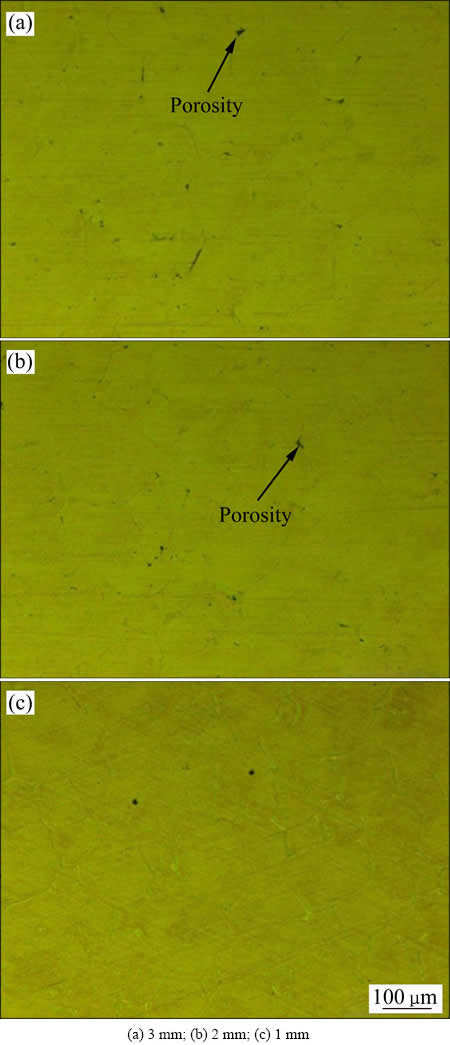
ͼ11 �ȵȾ�ѹ��ͬ�ں�����Լ�������֯
Fig. 11 Microstructures of specimens with different thick capsules after HIP
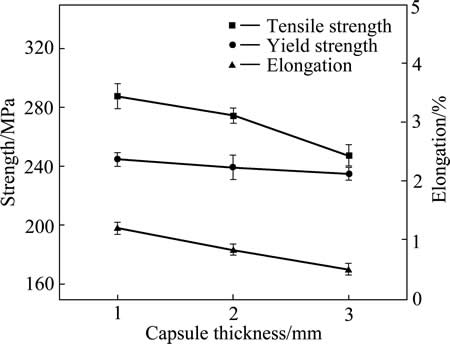
ͼ12 �ȵȾ�ѹ��ĩ���Ͻ���ϵ���������
Fig. 12 Tensile property of P/M aluminium alloys by using HIP
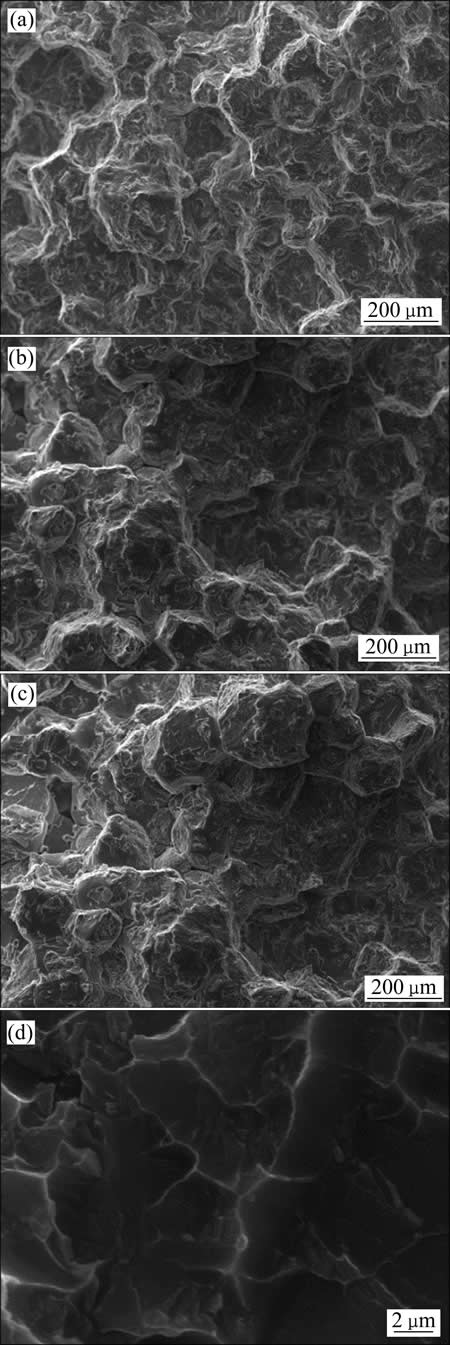
ͼ13 �ȵȾ�ѹ��ĩ���Ͻ�����Ͽ���ò
Fig. 13 Tensile fracture morphologies of P/M aluminium alloys after HIP
3 ����
1) �Ծ���3�ֲ�ͬ��Ȱ������Ͻ��ĩ�Լ������ȵȾ�ѹ���鼰��ֵģ�⣬����Խ�����Լ��ijߴ�����Խ�����ܻ��̶�Խ�ߣ��ԵȾ�ѹ��������ЧӦԽС�������ȵȾ�ѹ�����а��Է�ĩ���������õĹ�ϵ��ʽ �����������εĵȾ�ѹ����U�ηֲ������ͷ�ĩ�������Žε����ܻ����ʺͳ̶ȣ������ȵȾ�ѹ�Լ����յ����ܻ�ˮƽ�ϵ͡�
�����������εĵȾ�ѹ����U�ηֲ������ͷ�ĩ�������Žε����ܻ����ʺͳ̶ȣ������ȵȾ�ѹ�Լ����յ����ܻ�ˮƽ�ϵ͡�
2) �����ԽС����ĩ����ܵ�ѹ��Խ����ĩ�ڲ��ۻ���Һ�༷������䵽��ĩ����������ķ�϶����������Ĺ������ѹ�����������ĩ�������紦��Һ��ٽ��˿�����ճ�ᣬ��߿���֮��ĺ��ϳ̶ȺͲ��ϵ����ܻ��̶ȣ������Խ�������ε�ѹ��Խ��ʹҺ��ļ�������֣�������ȫ����ĩ����֮��ķ�϶��ʹ�ȵȾ�ѹ���εķ�ĩ���Ͻ���ϴ��ڿ���
3) �����ԽС���俹��ǿ�ȡ�����ǿ�ȡ��Ϻ��쳤�ʾ���ߣ��ӶϿڷ�����֪���Ͻ��ĩ���ϳ��ִ��Զ��ѵ����������������Ծ��ϵͣ�����ȶ��ڷ�ĩ���Ͻ���ϵ�����Ӱ�첻��
REFERENCES
[1] MILLER W S, ZHUANG L, BOTTEMA J, WITTEBROOD A J, de SMET P, HASZLER A, VIEREGGE A. Recent development in aluminium alloys for the automotive industry[J]. Materials Science and Engineering A, 2000, 280(1): 37-49.
[2] NAKAI M, ETO T. New aspect of development of high strength aluminum alloys for aerospace applications[J]. Materials Science and Engineering A, 2000, 285(1/2): 62-68.
[3] SCHAFFER G B, HALL B J, BONNER S J, HUO S H, SERCOMBE T B. The effect of the atmosphere and the role of pore filling on the sintering of aluminium[J]. Acta Materialia, 2006, 54(1): 131-138.
[4] AZIM G, FEHIM F, OSMAN K��. Microstructural examination and properties of premixed Al-Cu-Mg powder metallurgy alloy[J]. Materials Characterization, 2011, 62(7): 730-735.
[5] PADMAVATHI C, ANISH U. Sintering behaviour and mechanical properties of Al-Cu-Mg-Si-Sn aluminum alloy[J]. Transactions of the Indian Institute of Metals, 2011, 64(4/5): 345-357.
[6] ½ ��, κ����, Ѧ����, ����ά, ʷ����. Inconel625��ĩ���ȵȾ�ѹ�������ι���ģ������֤[J]. �й���е����, 2013(19): 2675-2680.
LU Heng, WEI Qing-song, XUE Peng-ju, WANG Ji-wei, SHI Yu-sheng. Numerical simulation and verification of near-net-shaping Inconel625 powder disk under hot isostatic pressing[J]. China Mechanical Engineering, 2013(19): 2675-2680.
[7] WU Y, XUE P J, WEI Q S. Integrated forming process for manufacturing Ti6Al4V impeller with a functional coating layer using hot isostatic pressing[J]. Materials and Manufacturing Processes, 2015, 30(6): 756-765.
[8] BALOG M, POLETTI C, SIMANCIK F, WALCHER M, RAJNER W. The effect of native Al2O3 skin disruption on properties of fine Al powder compacts[J]. Journal of Alloys and Compounds, 2011, 509: S235-S238.
[9] BESSON J, ABOUAF M. Behaviour of cylindrical hip containers[J]. International Journal of Solids and Structures, 1991, 28(6): 691-702.
[10] SKOROKHOD V V, SHTERN M B, PANFILOV Y A. Effect of a shell on the change in shape of a porous billet during isostatic pressing. 1. Stress deviator with isostatic pressing[J]. Powder Metallurgy and Metal Ceramics, 1997, 36(1/2): 35-40.
[11] �� ƽ. ���ԵȾ�ѹѹ��������ЧӦ����[J]. �������ι���, 2002(3): 12-14.
DONG Ping. An analysis of the shielding effect of container on isocratic pressing[J]. Metal Forming Technology, 2002(3): 12-14.
[12] �� ��, �� ��, ������, �ҷ�, �� ��. Ti-5Al-2.5Sn�Ͻ��ĩ�ȵȾ�ѹѹ�������ܻ���Ϊ������[J]. �ѹ�ҵ��չ, 2011(4): 19-23.
XU Lei, WU Jun, LIU Yu-yin, LEI Jia-feng, YANG Rui. Densification and properties of Ti-5Al-2.5Sn alloy prepared by using HIP[J]. Titanium Industry Progress, 2011(4): 19-23.
[13] ������. Ti-5Al-2.5Sn ELIԤ�Ͻ��ĩ�ȵȾ�ѹ���ܻ���Ϊ������Ԫģ���о�[D]. ����: �й���ѧԺ��ѧ, 2013.
CHENG Wen-xiang. Investigation on densification behavior and finite element modeling of Ti-5Al-2.5Sn ELI pre-alloyed powders during HIPing[D]. Shenyang: University of Science and Technology of China, 2013.
[14] ������, ������, Ѧ ��, �Ŷ���. �ѺϽ��ȵȾ�ѹģ�Ȿ���ؼ�����ȷ���������Ż�[J]. ���Թ���ѧ��, 2011(4): 34-38.
LANG Li-hui, BU Guo-liang, XUE Yong, ZHANG Dong-xing. Determine key parameters of simulation constitutive and process optimization for titanium alloy (Ti-6Al-4V) hot isostatic pressing[J]. Journal of Plasticity Engineering, 2011(4): 34-38.
[15] Ҧ ��, ������, ������, �Ŷ���, �� ��. ����Ti-6Al-4V���ȵȾ�ѹ����ѹ������ֵģ��Ա��о�[J]. ��ѹ����, 2013(3): 156-160.
YAO Song, LANG Li-hui, BU Guo-liang, ZHANG Dong-xing, WANG Gang. Comparison of numerical simulation between hot isostatic pressing and warm compaction on Ti-6Al-4V[J]. Forging & Stamping Technology, 2013(3): 156-160.
[16] �½��, �Ẻ��. �������Գ���ԭ��[M]. ����: ��е��ҵ������, 2001: 104-105.
CHEN Jin-de, YU Han-qing. Fundamental of metal plastic forming[M]. Beijing: China Machine Press, 2001: 104-105.
[17] ���ͨ. ������ѧ[M]. ����: �ߵȽ���������, 2011: 46-47.
YANG Gui-tong. Theory of elastic mechanics[M]. Beijing: Higher Education Press, 2011: 46-47.
[18] ������. �Ⱦ�ѹ����[M]. ����: ұ��ҵ������, 1992: 175-177.
MA Fu-kang. Isostatic pressing technology[M]. Beijing: Metallurgical Industry Press, 1992: 175-177.
[19] Ф־�, ��άƽ, ����ƽ, ��ԪԪ. ��ѹ��̬ѹ�������������Ź����ʵ�̽��[J]. ��ĩұ����Ͽ�ѧ�빤��, 2005(2): 96-99.
XIAO Zhi-yu, CHEN Wei-ping, WEN Li-ping, LI Yuan-yuan. Exploration on dynamic compaction curves and contribution of particle re-arrangement during warm compaction[J]. Materials Science and Engineering of Powder Metallurgy, 2005(2): 96-99.
[20] KIM J C, MARTIN D M, LIM C S. Effect of rearrangement on simulated particle packing[J]. Powder Technology, 2002, 126(3): 211-216.
[21] ������, �� ��, ������, Ҧ ��, ������. �ȵȾ�ѹ���ղ�����2A12��ĩ���Ͻ����ܵ�Ӱ���о�[J]. ��ĩұ��ҵ, 2014(5): 19-23.
LANG Li-hui, WANG Gang, BU Guo-liang, YAO Song, XU Qiu-yu. Study on the effect of hot isostatic pressing process parameters on the properties of 2A12 aluminum alloy powder[J]. Powder Metallurgy Industry, 2014(5): 19-23.
[22] �Ŷ���, �˸���. ���Ͻ�Ӧ��[M]. ����: ��ѧ��ҵ������, 2007: 120-121.
ZHANG Ding-fei, PAN Fu-sheng. Aluminum alloy and its application[M]. Beijing: Chemical Industry Press, 2007: 120-121.
[23] PAI B C, RAMANI G, PILLAI R M, SATYANARAYANA K G. Role of magnesium in cast aluminium alloy matrix composites[J]. Journal of Materials Science, 1995, 30(8): 1903-1911.
[24] SCHAFFER G B, HALL B J, BONNER S J, HUO S H, SERCOMBE T B. The effect of the atmosphere and the role of pore filling on the sintering of aluminium[J]. Acta Materialia, 2006, 54(1): 131-138.
[25] ARRIBAS I,  J M, CASTRO F. The initial stage of liquid phase sintering for an Al-14Si-2.5Cu-0.5Mg (wt%) P/M alloy[J]. Materials Science and Engineering A, 2010, 527(16/17): 3949-3966.
J M, CASTRO F. The initial stage of liquid phase sintering for an Al-14Si-2.5Cu-0.5Mg (wt%) P/M alloy[J]. Materials Science and Engineering A, 2010, 527(16/17): 3949-3966.
[26] LIU Y, LUO X, LI Z. Microstructure evolution during semi- solid powder rolling and post-treatment of 7050 aluminum alloy strips[J]. Journal of Materials Processing Technology, 2014, 214(2): 165-174.
[27] WU Y F, KIM G. Compaction behavior of Al6061 powder in the semi-solid state[J]. Powder Technology, 2011, 214(2): 252-258.
[28] SERCOMBE T B. On the sintering of uncompacted, pre-alloyed Al powder alloys[J]. Materials Science and Engineering A, 2003, 341(1): 163-168.
Shielding effect of capsules and its impact on mechanical properties of P/M aluminium alloys fabricated by hot isostatic pressing
LANG Li-hui, WANG Gang, HUANG Xi-na, YU Si, DUAN Wen, XU Qiu-yu
(Manufacture Engineering of Aerospace Vehicle, School of Mechanical Engineering and Automation,
Beihang University, Beijing 100191, China)
Abstract: By numerical simulation and hot isostatic pressing (HIP) tests of aluminum alloy powders, the shielding effect of capsules and its impact on the mechanical properties of P/M aluminium alloys were studied during the processes of HIP. In addition, the experimental equations about the shielding effect of capsules were established. The results show that the shielding effect of capsules depends on geometry size of capsule, wall thickness and yield strength. The thicker the capsule, the greater the shielding effect of capsule, which reduces densification during grains rearrangement stage in the processes of HIP. Binary eutectic liquid phase and ternary eutectic liquid phase would not be squeezed out and the pores among powder particles are not filled by the liquid phase because of the shielding effect of capsule. Besides, through tensile mechanical properties tests, the tensile strength and yield strength of P/M aluminium alloys increase when the capsule becomes thin but the effect on the metal plastic is insignificant.
Key words: aluminum alloy powder; hot isostatic pressing; shielding effect
Received date: 2015-05-06; Accepted date: 2015-11-23
Corresponding author: WANG Gang; Tel: +86-18911241921; E-mail: wanggang198733673@126.com
(�༭ ������)
�ո����ڣ�2015-05-06�������ڣ�2015-11-23
ͨ�����ߣ��� �գ���ʿ���绰��18911241921��E-mail: wanggang198733673@126.com
ժ Ҫ��ͨ����ֵģ����ȵȾ�ѹʵ�飬�о����������Ͻ��ĩ�ȵȾ�ѹ���ι��̵�����ЧӦ��������ܵ�Ӱ�죬�������ԵȾ�ѹ������ЧӦ�Ĺ�ϵ��ʽ��������������ԵȾ�ѹ��������ЧӦ����ļ��γߴ硢�ں�����ǿ���й�ϵ������Խ��������ЧӦԽ�����������ȵȾ�ѹ�����з�ĩ�������Žε����ܻ��̶ȡ����ڰ������Σ����ڶ�Ԫ��������Ԫ������Һ��û��ʵ����ȫ�������ڷ�ĩ������������紦������û�б�Һ�������ȫ�Ŀ�϶�����ͷ�ĩ�����յ����ܶȡ�������Ƚϴ�ʱ�������˷�ĩ���Ͻ���ϵĿ���ǿ�Ⱥ�����ǿ�ȣ����Բ������Ե�Ӱ�첻���ԡ�
[11] �� ƽ. ���ԵȾ�ѹѹ��������ЧӦ����[J]. �������ι���, 2002(3): 12-14.
[13] ������. Ti-5Al-2.5Sn ELIԤ�Ͻ��ĩ�ȵȾ�ѹ���ܻ���Ϊ������Ԫģ���о�[D]. ����: �й���ѧԺ��ѧ, 2013.
[14] ������, ������, Ѧ ��, �Ŷ���. �ѺϽ��ȵȾ�ѹģ�Ȿ���ؼ�����ȷ���������Ż�[J]. ���Թ���ѧ��, 2011(4): 34-38.
[16] �½��, �Ẻ��. �������Գ���ԭ��[M]. ����: ��е��ҵ������, 2001: 104-105.
[17] ���ͨ. ������ѧ[M]. ����: �ߵȽ���������, 2011: 46-47.
YANG Gui-tong. Theory of elastic mechanics[M]. Beijing: Higher Education Press, 2011: 46-47.
[18] ������. �Ⱦ�ѹ����[M]. ����: ұ��ҵ������, 1992: 175-177.
MA Fu-kang. Isostatic pressing technology[M]. Beijing: Metallurgical Industry Press, 1992: 175-177.
[19] Ф־�, ��άƽ, ����ƽ, ��ԪԪ. ��ѹ��̬ѹ�������������Ź����ʵ�̽��[J]. ��ĩұ����Ͽ�ѧ�빤��, 2005(2): 96-99.
[22] �Ŷ���, �˸���. ���Ͻ�Ӧ��[M]. ����: ��ѧ��ҵ������, 2007: 120-121.
