
������ʱ��: 2019-04-28 10:46
�Ӹƻ�����-���β�����ۺϻ��շ����о�
������ѧұ��ѧԺ
ժ Ҫ��
��Ըƻ�����-���β���к���1%��3%������������Ķѻ���źͻ��������⣬����������ֱ�Ӽ�ѹ����������β����һ���ᷰ�������˳�ʼ��Ũ�ȡ������¶ȡ�Һ�̱ȡ�������ѹ�Լ�����ʱ������β���з������������ѽ����ʵ�Ӱ�죬��������Ӧ�¶�(140��)������V-Fe-H2O,V-Ti-H2O��V-Cr-H2Oϵ��λ(E)-pHͼ���������β��������ڸ��������������H2SO4��Ӧ�Ŀ����Լ��м�Ԫ���ڽ���Һ�ĸ���״̬��140���¸���ϵE-pHͼ������������β����һ���ֿ����Է�������Ҫ��VO2+����ʽ���н�������������Ԫ�ػ�����ŷ�һ��������뵽����Һ�У�SO42-�Ĵ��ڻ�ʹ����TiO2+����ʽ�������Һ��ͨ��ֱ�Ӽ�ѹ������飬�����������������Ϊ75��m���µ����β���ڽ���ת��450 r��min-1����ʼ��Ũ��Ϊ300 g��L-1�������¶�Ϊ140�桢Һ�̱�Ϊ10��1 ml��g-1������ʱ��60 min�������£����Ľ����ʿɴ�79.45%�����Ľ�����Ϊ53.92%���ѵĽ�����Ϊ41.72%�����Ľ�����Ϊ51.66%��
�ؼ��ʣ�
��ͼ����ţ� TF841.3
����飺��������1996-�����У��ӱ������ˣ�˶ʿ�о������о�����ʪ��ұ��E-mail:lcx19961119@gmail.com��;*��͢�������ڣ��绰��0248-3681563,E-mail:zta2000@163.com;
�ո����ڣ�2019-02-25
����������Ȼ��ѧ������Ŀ��51504059,51874078��;�����У��������ҵ���ר�������Ŀ��N162504016������;
Comprehensive Recovery of Vanadium from Calcification Roasting-Acid Leaching Tailings
L�� Changxiao Zhang Ting'an Zhang Ying Zhang Weiguang L�� Guozhi
School of Metallurgy,Northeastern University
Abstract��
Direct pressure acid leaching method was applied to further extract vanadium from calcified roasting-acid leaching tailings in order to solve the storage and environmental issues raised by the vanadium tailing. The effect of initial acid concentration,leaching temperature,liquid to solid ratio,oxygen pressure and leaching time on the leaching process were investigated. The possibility of reactions between components and leach agent was analyzed according to the potential(E)-pH diagram of V-Fe-H2 O,V-Ti-H2 O and V-CrH2 O systems under high temperature conditions. It was noticed that some soluble vanadium would be easily extracted as VO2+ into acid leaching solution during the leaching process,other elements such as iron and chromium would enter the leachate together with vanadium. The existence of SO42- would cause titanium to enter the leach solution as TiO2+. Direct pressure acid leaching experiments were carried out. The results showed that,vanadium tailings with particle size less than 75 ��m under the condition of stirring speed of 450 r��min-1,initial acid concentration of 300 g��L-1,liquid to solid ratio of 10��1 ml��g-1,leaching time of 60 min at 140 ��,the leaching rates of V,Fe,Ti and Cr were 79.45%,53.92%,41.72% and 51.66%.
Keyword��
vanadium tailings; vanadium extract; high pressure acid leaching; leaching rate;
Received�� 2019-02-25
����Ϊһ����Ҫ��ս�Խ���Ԫ�أ����㷺Ӧ���ڸ�����ҵ��ʯ�ͻ��������պ���ȶ�������ҹ�Լ��88%���ϵķ�������Ʒԭ��Ϊ���Ѵ����������õ��ķ���
���ķֱ��˳�ʼ��Ũ�ȡ������¶ȡ�Һ�̱ȡ�������ѹ������ʱ���β���з��������ѡ��������ʵ�Ӱ�죬ȷ������ѵĹ��ղ�����ͨ��������Ӧ��ϵ�µ�λ��E)-p Hͼ�ж�β���������������ķ�Ӧ�Ŀ������Լ�V,Fe,Cr,Ti�Ƚ���ת����Һ�������Ⱥ���������ȶ�״̬���Ӷ�Ϊ��þ��ö���Ч�Ľ���Ч���ṩ��������
1 ʵ��
1.1 ԭ��
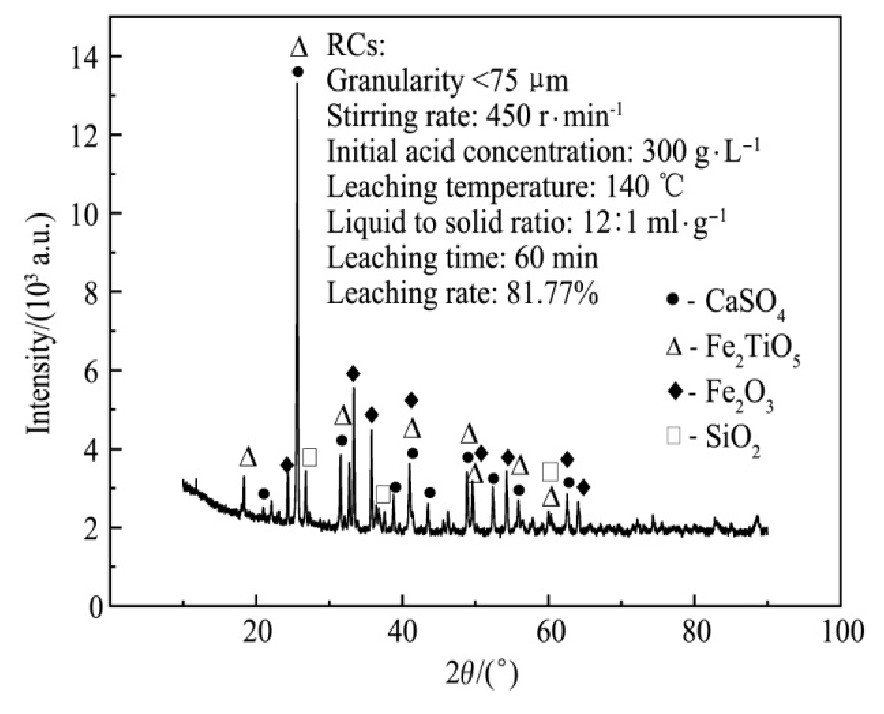
ʵ�����õ�ԭ�������ҹ��Ĵ���ɽ�������ƻ�����-���������ķ�������ĥ��ɸ�֡�����ƻ�����-���β������Ҫ��ѧ�ɷ����1��ʾ���ɷ��������֪��β���з���ƷλΪ3.49%����V2O5�ƣ���ͬʱ���д����������ơ��衢���Լ�������þ�������̡����ȳɷ֡���β������X�������䣨XRD�������������ͼ1��ʾ����֪β���е���Ҫ����Ϊ��ˮ������ƣ�Ca SO4(H2O)2������������Fe2Ti O5���Լ�������Fe2O3����������һ�����ķ������Cr VO3����
1.2 �豸
����KCFD2-10����ʼ�ѹ��Ӧ���Ըƻ�����-���β�����м�ѹ�����PW3040/60��X���������ǣ�XRD�����������࣬SSX-550��ɨ��羵��SEM���Ըƻ�����-���β������ǰ�������ò���б���������Һ�еĸ�Ԫ�ص�Ũ�Ȳ���Prodigy XP��ȫ��ֱ����������ǣ�ICP�����м���������ʡ�
��1 �ƻ�����-���β����ѧ�ɷ� ����ԭͼ
Table 1 Chemical analysis of vanadium tailings (%,mass fraction)

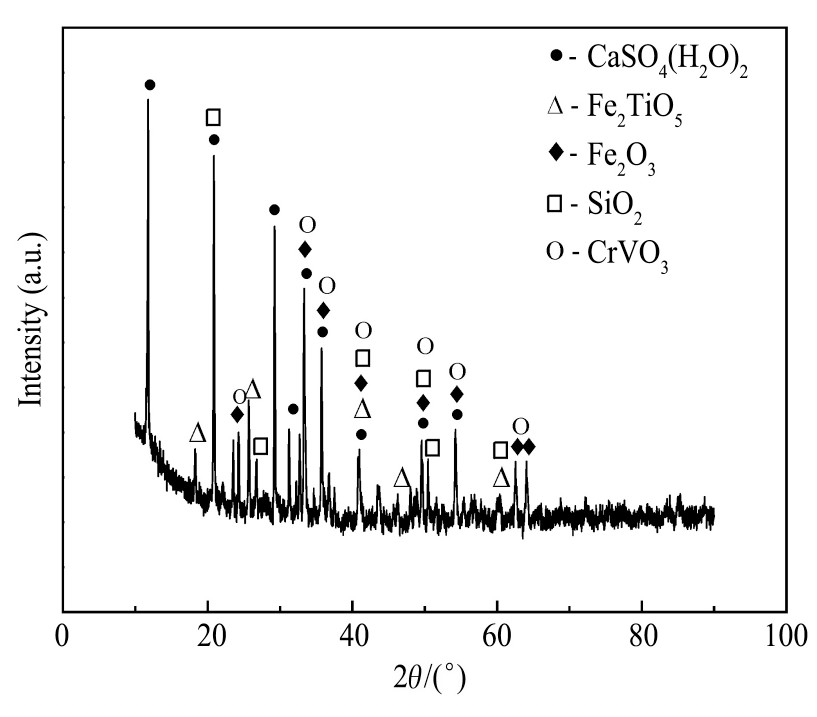
ͼ1 �ƻ�����-���β����XRDͼ��
Fig.1 XRD pattern of vanadium tailings
1.3 ����
���ƻ�����-���β��ĥ��75��m���£�ÿ��ȡ��60 g����һ��Ũ�ȵ�������Һ����ӦҺ�̱�һͬ������ʼ�ѹ��Ӧ�������ܷ⡣��Ϻ����趨�ij�ʼ��Ũ�ȡ������¶ȡ�Һ�̱ȡ�������ѹ�ͽ���ʱ�������½��н������������������Ͻ�����ȴ�����£�ȡ����Һ��������ˮϴ�����Σ�������й�Һ���룬������Һ�Ͳ���������ȫ��ֱ����������ǣ�ICP���������Һ����Ũ�Ƚ����������ʡ�
�����������ļ��㹫ʽΪ��

ʽ�У�V������Ϊ������������Ϊ98%��Ũ����������ml;c����Ϊ����Һ����Ũ�ȣ�g��L-1;nΪ����Һ�̱ȣ�ml��g-1;m��Ϊ��������β��������g����Ũ����Ϊ��������Ϊ98%��Ũ�����ܶȣ�1.84 g��L-1��
ͨ��ICP����õ�����Ũ������������ʣ����㷽�����£�

ʽ�У���iΪ�����ʣ�%��ciΪICP������Ũ�ȣ�ϡ��1000������10-6;ViΪ���Һ�����ָ����Һ��ϴҺ����ܺͣ���ml;m��Ϊ��������β��������g;wiΪ���β����Ԫ�غ�����%��
2 ���������
2.1 ����ϵ��λ��E)-p Hͼ�Ļ���
ʹ��Factsage������������Ӧ���������140�棩�¸�Ԫ�غͽ�����֮������ѧ��Ӧ����ʽ�����ݣ����Ƶ���V-Fe-H2Oϵ��V-Cr-H2Oϵ��V-TiH2OϵE-p Hͼ�ֱ���ͼ2��4��ʾ
2.2 ��ʼ��Ũ�ȶԽ������̵�Ӱ��
����С��75��m�ĸƻ�����-���β����ʵ������Ϊ����ת��450 r��min-1�������¶�140�桢Һ�̱�Ϊ10��1 ml��g-1��������ѹΪ0.5 MPa������ʱ��60 minʱ�����첻ͬ��ʼ�ᣨH2SO4��Ũ��150,200,250,300,350 g��L-1�Խ������̵�Ӱ�죬ʵ������ͼ5��ʾ��
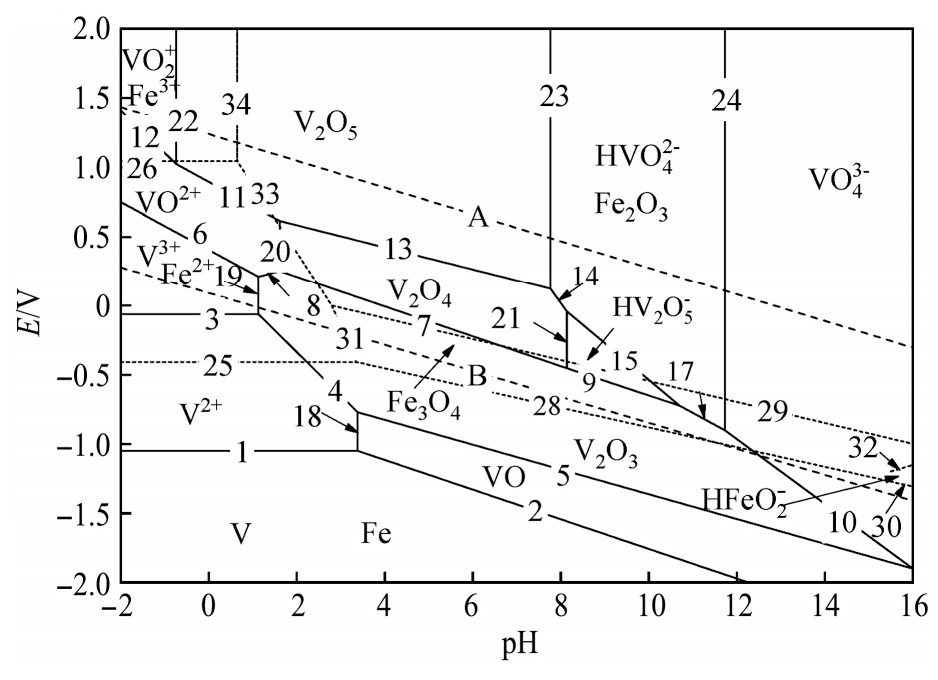
ͼ2 140��V-Fe-H2OϵE-p Hͼ
Fig.2 E-p H diagram of V-Fe-H2O system at 140��
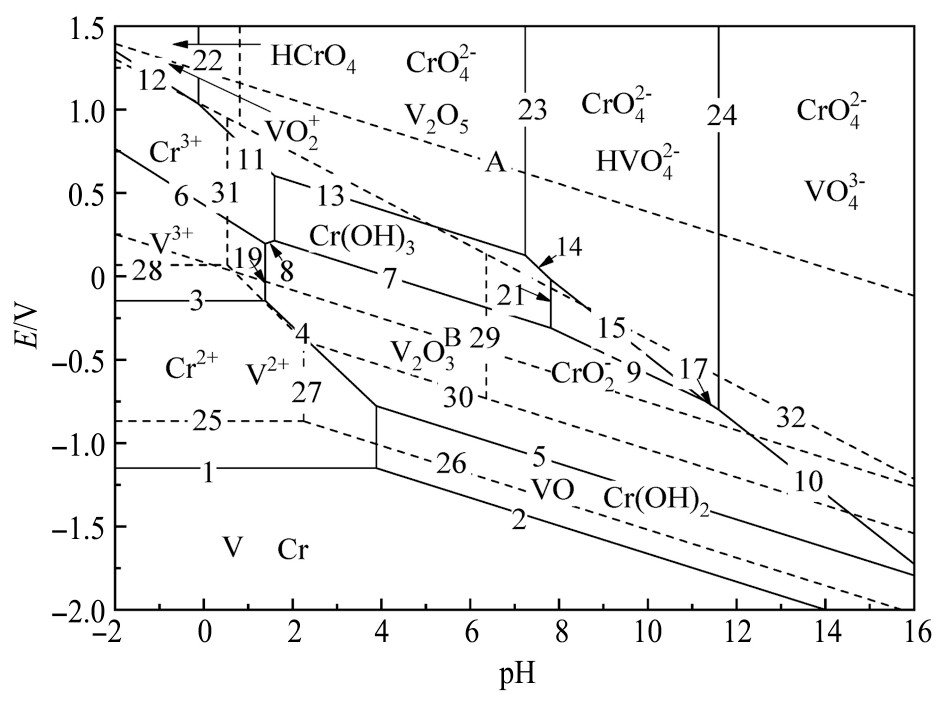
ͼ3 140��V-Cr-H2OϵE-p Hͼ
Fig.3 E-p H diagram of V-Cr-H2O system at 140��
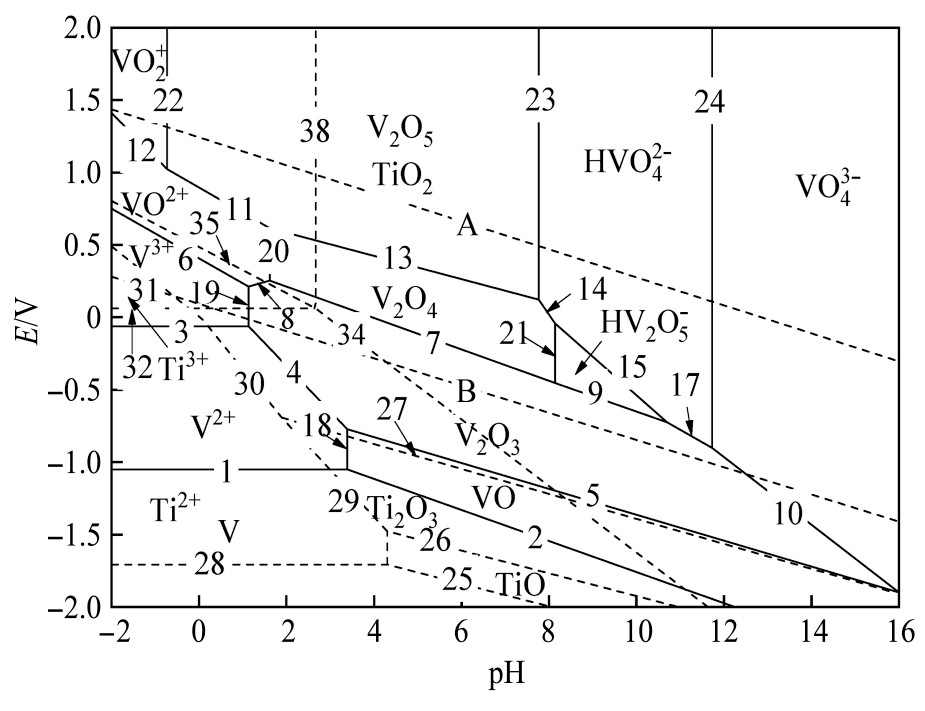
ͼ4 140��V-Ti-H2OϵE-p Hͼ
Fig.4 E-p H diagram of V-Ti-H2O system at 140��
��ͼ5���Կ�������ʼ��Ũ�ȵı仯�Լ�ѹ����Ĺ���Ӱ��ϴ����ų�ʼ��Ũ����150 g��L-1���ߵ�350 g��L-1�Ĺ����У��������ʴ�59.47%�������ӵ�77.98%�����ͬʱ�����������ѵĽ����ʷֱ��5.05%,3.70%,5.06%�������ӵ�52.41%,54.66%,38.33%�����������ƽ�Ϊһ�¡���ͼ5��֪�����Ž�������������Ũ�ȵ����ߣ�β���еĺ�����ᱻ�ܽ��ƻ����Ӷ�ʵ�ַ�Ԫ�صĽ�����ͬʱ����������Fe2Ti O5����������Fe2O3���ͷ������Cr VO3�����ཫ�����ŷ���һ���ƻ��������Һ�����ǵ���Ũ��������ɽ���Һ��ȹ������ں�����Һ�ķ��룬���ѡ�����˵ij�ʼ��Ũ��Ϊ300 g��L-1��
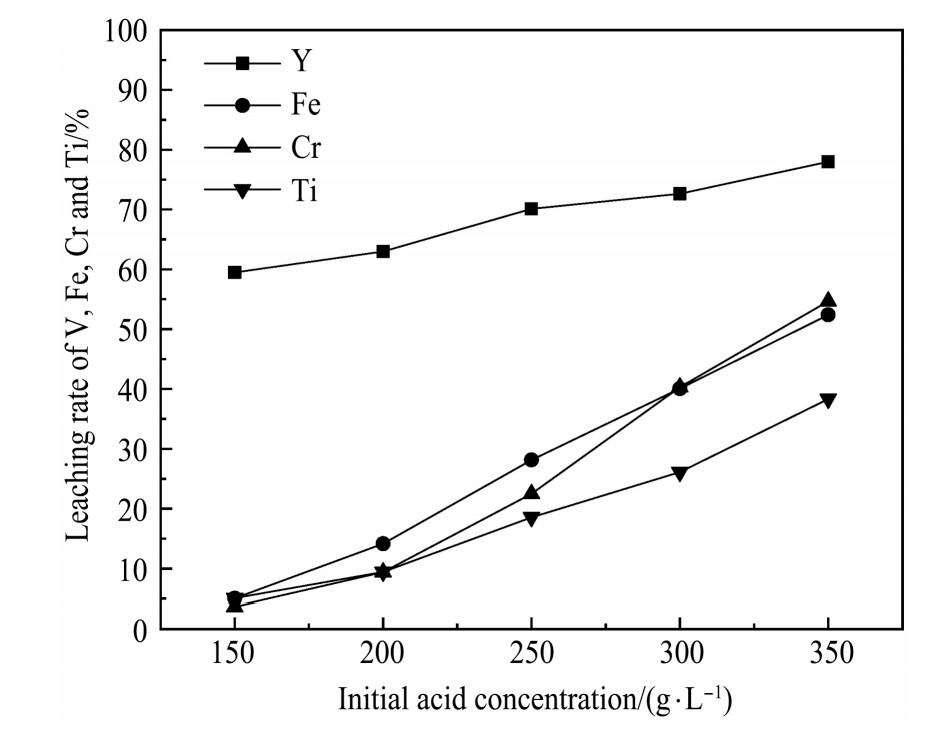
ͼ5 ��ʼ��Ũ�ȶԽ������̵�Ӱ��
Fig.5 Effect of initial acid concentration on leaching process
2.3 �����¶ȶԽ������̵�Ӱ��
����С��75��m�ĸƻ�����-���β����ʵ������Ϊ����ת��450 r��min-1����ʼ��Ũ��300 g��L-1��Һ�̱�Ϊ10��1 ml��g-1��������ѹΪ0.5 MPa������ʱ��60 minʱ�����첻ͬ�����¶�80,100,120,140,160��Խ������̵�Ӱ�죬ʵ������ͼ6��ʾ��
��ͼ6��ʵ�������Կ��������Ž����¶���80�����ߵ�120��Ĺ����У����Ľ����ʱ�����68%���ң����¶ȴ�120������140��ʱ��������������78.78%���������ƽ�ȡ��ɴ˿�֪���ڼ�ѹ���������У���߽����¶ȿ��������������ɢ�ٶȣ�����м۽����Ľ������ʣ�ʹ����ٴﵽ��Ӧƽ�⡣�������¶ȴ�80��������160�棬���������ѵĽ����ʷֱ���68.51%,5.07%,3.28%,6.53%����������79.66%,55.81%,59.61%,33.52%���Ӷ���ѧ�Ƕ���������ʵ���������������£�Ӧ����������¶ȣ��ӿ췴Ӧ���̡�����ʵ�ʵĽ����ᷰ�����п�֪���������¶����ߵ�140����Ľ����ʲ�δ�нϴ�������ӡ��ۺϿ��ǣ��ᷰ�������˲��õĽ����¶�Ϊ140�档
2.4 Һ�̱ȶԽ������̵�Ӱ��
����С��75��m�ĸƻ�����-���β����ʵ������Ϊ����ת��450 r��min-1����ʼ��Ũ��300 g��L-1�������¶�Ϊ140�桢������ѹΪ0.5 MPa������ʱ��60 minʱ������Һ�̱ȷֱ�Ϊ2��1,5��1,8��1,10��1,12��1,15��1 ml��g-1ʱ�Խ������̵�Ӱ�죬ʵ������ͼ7��ʾ��
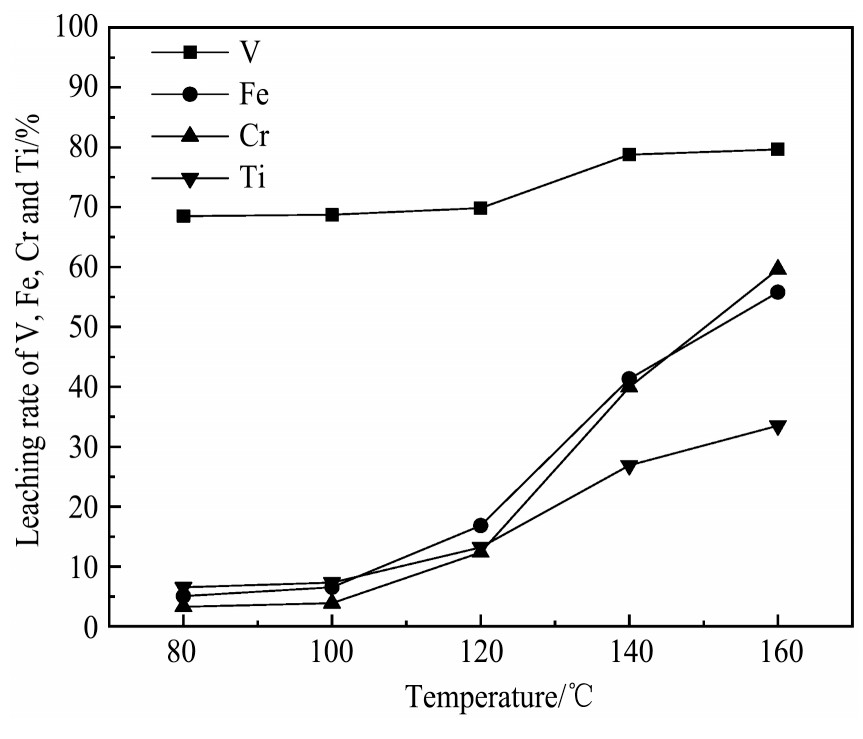
ͼ6 �����¶ȶԽ������̵�Ӱ��
Fig.6 Effect of temperature on leaching process
��ͼ7��֪���ڽ��������У�����Һ�̱ȴ�2��1 ml��g-1����5��1 ml��g-1ʱ�����Ľ����ʴ�59.96%�������ӵ�78.91%����Һ�̱ȴ�5��1 ml��g-1���ӵ�15��1 ml��g-1ʱ�����Ľ����������ȶ��������ӽ���82%������һ���棬����Һ�̱ȴ�2��1 ml��g-1���ӵ�15��1 ml��g-1�����������ѵĽ����ʷֱ���7.07%,7.81%,5.56%����47.61%,41.61%,69.94%��
�����Ͻ����֪����������Һ�̱Ƚ�Сʱ�����������������ܹ�����β������Ч�������������������Һ�̱ȵĹ����У�β�������ܹ��ڽ�����������������㹻���Һ���У�Һ������õ���ֵĽӴ�����ȻҺ�̱Ƚϴ�ʱ�ܹ������м۽���Ԫ�صĽ����ʣ����ǹ����Һ�̱Ȼ���ɽ���Һ�з�Ũ�ȹ��ͣ�Ϊ�������������������Ѷȣ�ͬʱҲ�����������ɱ�����ˣ����˵�Һ�̱�Ϊ10��1 ml��g-1��
2.5 ������ѹ�Խ������̵�Ӱ��
����С��75��m�ĸƻ�����-���β����ʵ������Ϊ����ת��450 r��min-1����ʼ��Ũ��300 g��L-1�������¶�Ϊ140�桢Һ�̱�Ϊ10��1 ml��g-1������ʱ��60 minʱ������������ѹ�ֱ�Ϊ0��0.2��0.5��0.8��1.0 MPaʱ�Խ������̵�Ӱ�죬����������ѹ��ָ��������ʱѹ������ʾֵ��ʵ������ͼ8��ʾ��
��ͼ8��֪�����Ž����������������ѹ����0��ʼ����1.0 MPa�Ĺ����У���Ԫ�صĽ�������79.45%��75.89%֮�䲨�������Ľ���������45.22%��53.92%֮�䣬���Ľ�������41.25%��51.66%֮�䣬��Ԫ�ؽ�������32.26%��41.72%֮��仯����ʵ�������Կ�������ѹ��������ܹ�ʵ�ַ��ĸ�Ч������������Ԫ���������ᷰ���̵Ľ��б���������Һ�С�������140�淴Ӧ���ڴ���һ��������ѹ�����������������ѹ��Ϊ0ʱ�����Ľ����ʿɴﵽ79.45%����Ӧ���ڲ�����ѹ���������㷴Ӧ�������У���˼�ѹ����ᷰ�����в����ٽ��ж���ͨ����
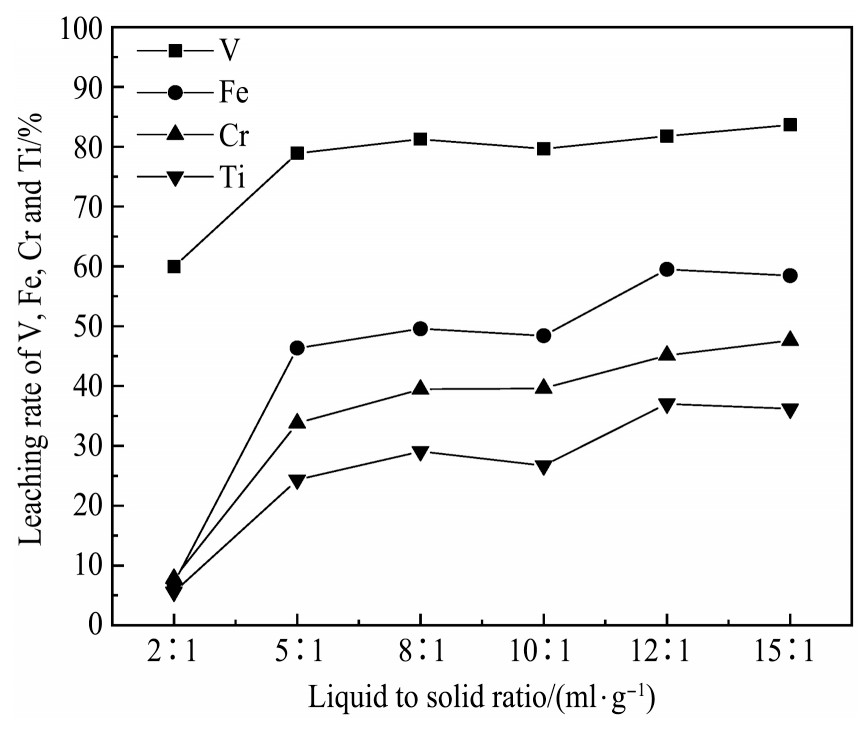
ͼ7 Һ�̱ȶԽ������̵�Ӱ��
Fig.7 Effect of liquid to solid ratio on leaching process
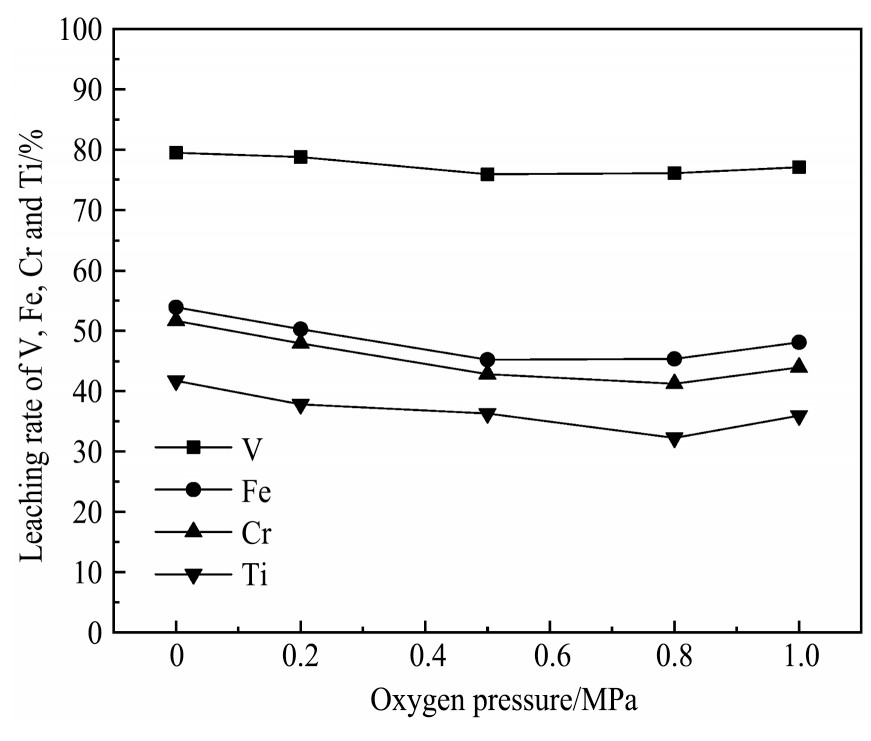
ͼ8 ������ѹ�Խ������̵�Ӱ��
Fig.8 Effect of oxygen pressure on leaching process
2.6 ����ʱ��Խ������̵�Ӱ��
����С��75��m�ĸƻ�����-���β����ʵ������Ϊ����ת��450 r��min-1����ʼ��Ũ��300 g��L-1�������¶�Ϊ140�桢Һ�̱�Ϊ10��1 ml��g-1ʱ�����첻ͬ����ʱ��20,40,60,80,100 min�Խ������̵�Ӱ�죬ʵ������ͼ9��ʾ��
��ͼ9��֪���ڽ���ʱ����20 min�ӳ���60 minʱ�����Ľ�������62.32%���ߵ�79.45%����60 min�����ӳ���100 minʱ��������δ�������Ա仯�����Ž���ʱ������ӣ����������Ѳ��Ͻ����������ʷֱ���25.83%,21.23%,20.34%����60.11%,59.97%,46.91%���ɴ˿�֪������ʱ��Ϊ20 minʱ�������������ޣ����Ž���ʱ��������60 min�������ʵ�������������ƽ�ȣ�˵��������ʱ��Ϊ60 minʱ�����ļ�ѹ������Ӧ�ﵽƽ�⡣�����Ž���ʱ��ij������������ʽ������������ѵĽ����ʼ���������˵�������ķ�Ӧʱ�佫��������Ԫ�صij����������ۺ����Ͻ������ȷ�����˵Ľ���ʱ��Ϊ60 min��

ͼ9 ����ʱ��Խ������̵�Ӱ��
Fig.9 Effect of leaching time on leaching process
2.7 �����������༰������ò
����XRD,SEM�Խ��������������ò���б�����XRD���������ͼ10��ʾ��SEM���������ͼ11��ʾ�������Ľ������Ľ�������Ϊ����������С��75��m������ת��450 r��min-1����ʼ��Ũ��300 g��L-1�������¶�Ϊ140�桢Һ�̱�Ϊ12��1ml��g-1������ʱ��60 min�����Ľ�����Ϊ81.77%��
�ɽ�������XRD��������Աȣ�����ڸƻ�����-���β�������������³�������Ƶ����࣬�������ķ��������δ��������Ĵ��ڡ�����������ѹ�������ˮ���������ˮ���γ�����ƣ�����ϸС�Ŀ�����������Һ�������������ڽ������У�ʹ������ǿ���������������������Һ���ƻ�����-���β����Fe2O3���������������У���Ԫ����Fe2+��Fe3+����ʽ�������Һ����Ԫ��һ�����γ�Ti O2+�淰���ӽ��������Ծ���Fe2Ti O5�����ڽ�������Cr VO3�еķ�Ԫ�غ�Ԫ�طֱ���VO2+��Cr3+����ʽ��������ͼ11�У��������������β����SEM������ò��Ƚϣ��ھ���ѹ�����β���ı�����ò����һ���ƻ��������������ɶ�ס�������Ϊ����ּ�ѹ��������£�Fe2O3��Cr VO3���ܽ⣬���Ÿƻ�����-���β�����м۽���Ԫ�صĽ�����ԭ��ƽ�����ܵı��������ɡ���XRD������������������Ǻ϶ȽϺá�
ͼ1 0 ��������XRDͼ��
Fig.10 XRD pattern of pressurized acid leaching residue
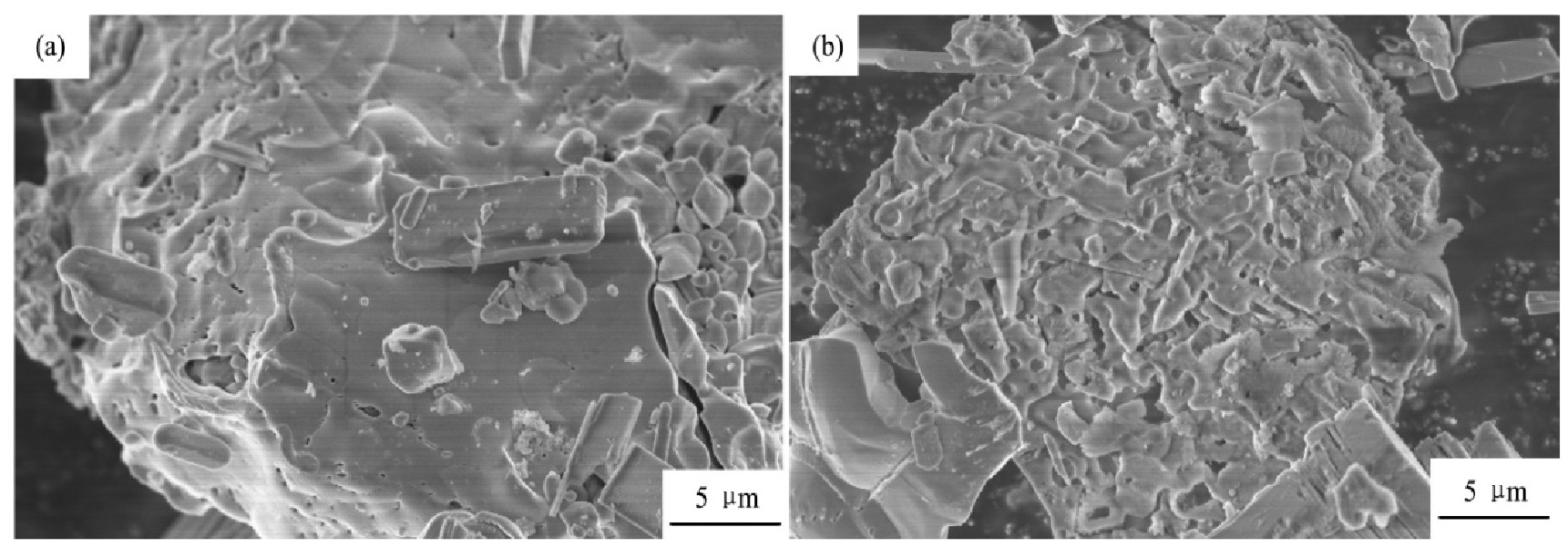
ͼ1 1 ���β�����������SEMͼƬ�Ա�
Fig.11 Comparison of SEM images of vanadium tailings and pressurized acid leaching residue
(a)Vanadium tailings;(b)Pressurized acid leaching residue
3 ����
1.����V-Fe-H2O��V-Ti-H2O��V-Cr-H2OϵE-p Hͼ���������140��ʱ��β���з�������Ҫ��VO2+����ʽ�������Һ��ͬʱ��Ԫ��Ҳ��Fe2+��Fe3+����ʽ����Ԫ����Cr3+����ʽ����Ԫ����Ti O2+����ʽ�����ŷ�������
2.��ѹ��������У���ѹ�仯�����β���Ľ���û��̫��Ӱ�죬�ҷ�Ӧ���ڲ�����ѹ���������㷴Ӧ�������С�����Ϊ75��m���µ�β�������ڽ�������Ϊ������ת��450 r��min-1����ʼ��Ũ��Ϊ300 g��L-1�������¶�Ϊ140�桢Һ�̱�Ϊ10��1ml��g-1������ʱ��60 minʱ�����Ľ����ʿɴ�79.45%�����Ľ�����Ϊ53.92%�����Ľ�����Ϊ51.66%���ѵĽ�����Ϊ41.72%��
ͨ���Ż�ʵ��������ʵ���˼�ѹ�����Ч���ոƻ�����-���β���з������������ѵ��м�Ԫ�ء�
3.������ѹ������ƻ�����-���β���ж�ˮ���������ˮ���γ�����ơ������౻�ƻ���������Fe2O3���ͷ������Cr VO3���Ȱ����ź��������ܽ⣬ʵ���м۽���Ԫ�صĽ�������������Fe2Ti O5����ֲ����ڽ������С���ѹ��������β���ı�����ò����һ���ƻ���ԭ��ƽ�����ܵı��������ɶ�ס�
�����
