
���Ͳļ�ѹģ�ߵ����ṹ�Ż�
�ָ���1���� ��1��������2�����˿�1���� ��2���� ��2
(1. ���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ������ ��ɳ��410083��
2. ����ʡ��е�о����Ժ������ ���� 650031)
ժ��Ҫ������MATLABƽ̨����BP�˹������硢�Ŵ��㷨����ֵģ�⼼��Ӧ�������Ͳļ�ѹģ�ߵĵ�������״�Ż���ơ�������ʵ�鷨����ģ��ʵ����ϣ�����SuperForge�����Խ����Ͳļ�ѹ���̽�����ֵģ�⣬���Լ�ѹʱ��������ģ��ƽ���z���ʵ����ٵľ�������Ϊģ��Ŀ��ֵ����ģ������Ϊ�˹�����������������Խ�������ѵ������������֪ʶԴ��ͨ���Ŵ��㷨���ģ�͵�ȫ���Ż��⣻���ͨ�������������ֵģ�⼼����֤���Ƚ��Ż����õ�������״�뾭�鷨ȷ���ĵ�������״�Խ������������Ե�Ӱ�졣�������������ͨ��������������״��ʹ��������ģ�ڵ��ٶȷֲ������ȣ������Լ�ѹģ�ߵ�������״���Ż�����Ч�ġ�
�ؼ��ʣ�
BP�˹����������Ŵ��㷨����ѹģ�����������������������
��ͼ����ţ�TG375 ���ױ�ʶ�룺A ���±�ţ�1672-7207(2007)02-0225-07
Optimization of deflector hole for aluminium profile extrusion die
LIN Gao-yong1, ZHOU Jia1, ZHANG Yong-ning2, CHEN Xing-ke1, JIANG Jie2, WANG Fang2
(1. School of Materials Science and Engineering, Central South University, Changsha 410083, China;
2. Yunnan Mechanical Research and Design Institute, Kunming 650031, China)
Abstract: BP artificial neural network, genetic algorithm and finite element method (FEM) simulation were applied to optimization of the deflector hole design of profile extrusion die on MATLAB foundation. Orthogonal test was arranged for numerical simulation to get z-velocity at the die land exit which was used as the target value of the model. The BP artificial neural network was trained by the above z-velocity values to form knowledge source; and the general optimized solution was attained through genetic algorithm. At last, the optimized guide extrusion die was analyzed by SuperForge FEM software and compared to the design in the experiential way. The results of the computer aided engineering analysis shows that the optimization process is effective and the optimized deflector hole makes the velocity distribution in the die land more uniform.
Key words��BP artificial neural network; genetic algorithm; extrusion die; deflector hole; finite volume method
ģ����������Ͳ������Ĺؼ����ڡ���ͳ���Ͳļ�ѹģ�������Ҫ����������Ⱥ���ƾ��飬���������һ���ǰ��ա���ơ�������ģ��������ģ����ģ������������ѹ���ղ�������ģʽ����[1]��������������˴������������������˷ѣ���������Ӱ��������Ч�ʺͲ�Ʒ�����������������Ӧ�ÿ���Ч�Ż���ѹ���ռ���ѹģ����ƣ�����ģ��������ڣ�������ģ������һ�����͵ļ�ѹģ���Ż���Ʒ����Ѿ����Ӧ��[2-7]����ͨ����ά���������ģ����������������ά��Ʒģ�ͽ���ģ����ƣ�����ANSYS��MARC��SUPERFORGE�ȷ�������������Ƶļ�ѹģ�߽��м�ѹ���̵�����Ԫģ������ȡĿ�꺯��ֵ���ɴ˽����˹�������ģ�Ͳ������������֪ʶԴ[2-3, 8-9]������Ŵ��㷨��ȫ��Ѱ��ģ��ʵ��Ŀ��ֵ�����š�����[4]�����ͨ����ֵ���漼����������֤�Ż��������Ч��[10]����������ģʽͨ��������ģ����Ч����ģ����ƹ����о��黯��äĿ�����ظ����IJ��㣬����Ƚ���ģ�߳ɱ���
���ڹ��ڲ����˹����������Ŵ��㷨��չ��ѹģ���Ż���ƹ����ı������٣����е�������ر���һ������Թ�������ģ��λ�õ��Ż����о�[2, 4, 11-12]������Щ�о�����ģ�߲����Ż����̵ķ���һ�㶼�Ϻ������������˹����������Ŵ��㷨�Լ�ѹģ�ߵ�������״�Ż�������о����ޱ�����Ϊ�ˣ��������߽�BP�˹������硢�Ŵ��㷨����ֵ���漼�����������������ѹģ�ߵ������Ż����ģ�ͣ���ʵ�ֵ����Ľṹ�Ż��������Ż����̽�����ϸ������
1����ѹģ�ߵĵ�������״�Ż�
1.1 �Ż�������ȷ����ģ��ʵ�鷽��
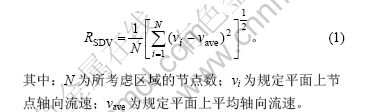
���ڵ���ģ�ߣ�Ӱ�������ѹ���ٵ�����ʮ�ָ��ӣ����е�������״�Խ������ٵ�Ӱ����Ϊ������Ϊ���о���������״��ƽ��������ٵ�Ӱ����ɣ��趨ģ��λ�ú������ߴ�һ�������ı䵼������״������������Ż���ơ�ѡȡ������ѹ���پ�������ΪĿ�꺯��[11-13]����������������ʱ���ʵ����پ�����RSDV�Ķ���ʽ���£�
1.2 ��Ʊ���ѡ����Լ����Χ
��ģ��λ���빤�����ߴ�һ��������£����������ε�ȷ����һ�����������ε��ֲ���״�����Ĺ��̡����������ι����γɺ��ٶԾֲ���״���е����Դﵽƽ�����������Ŀ�ġ���ѹ����ģ���еķֲ��Dz����ȵģ�һ����ģ�����Ĵ���ѹ��Ҫ���ܱߵ�ѹ�����½�������ģ��ʱ���ٶȷֲ������ȣ�ͨ����ģ������Խ�����������ٶ�Խ�顣��ˣ��Ͳļ������׳���Ťš�p���˩p���������Ƶ�ȱ�ݡ�ͨ�����������ֲ����γߴ������ƽ������������ɴﵽƽ��������ٵ�Ŀ�ġ�
ͼ1��ʾΪһ�ַǶԳƹ��Ͳ�ʾ��ͼ���Ͳıں�Ϊ2 mm���������ֿ���ߴ�ϴ�ı���ʵ���Ͳģ�һ��Ӧ����ѹģ����Ƴɴ�Ԥ���εĽṹ(������)��ģ�����Ͳ�����ȷ��(��ͼ1(b)��x��y��Ľ��㴦)����������ͬ��Բ�������[1]���乳���˹�������̣����Ϊ2.3 mm����ģ�������ֱ�߶ι�����������Ϊ3.8 mm�����о��Ե����ṹ�������Ż����˼·Ϊ�����ȸ����ͲĽ��������������������������������Ȼ��ͨ��SuperForge����Ԫ����ģ���������ò�ͬ�ֲ���״����A��B�����پ�����RSDV����ͨ��BP�˹����������Ŵ��㷨Ѱ��ʹ�������پ�����RSDV��С��A��B��
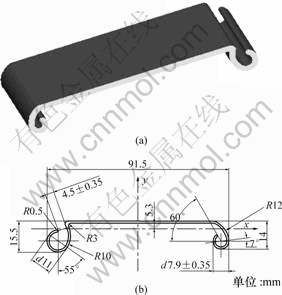
(a) �ǶԳ��乳�Ͳ�����ͼ; (b) �ǶԳ��乳�Ͳ�ƽ��ͼ
ͼ1 �ǶԳ��乳�Ͳ�����ͼ��ƽ��ͼ
Fig.1 3D and 2D profiles of unsymmetrical bending hook aluminum
ͼ2��ʾ����һ�ζ���Բ����(Conic����)��A�ļ��ζ���Ϊ��![]() (B�Ķ�����A����ͬ)����˵���A��B�Ϳ��Ըı�E���λ�ã�ʵ��������DE�����ϵı仯���ڵ�������״��(��ͼ3)���仯A�ɵ����Ͳ�ֱ�߲��Ӧ�ĵ�������ƽ���ڵ����ʣ����仯B�ɸı��Ͳ��乳���Ӧ�ĵ�������ƽ���ڵ����ʡ���CADƽ̨����ģ�����ʱ����������Conic���߶ν��е�������״�ĵ������ɿ��ټ�ݵ�ʵ������ƽ�����ӣ�ʹ��Ʋ�����Ϊ���㡢��Ч��
(B�Ķ�����A����ͬ)����˵���A��B�Ϳ��Ըı�E���λ�ã�ʵ��������DE�����ϵı仯���ڵ�������״��(��ͼ3)���仯A�ɵ����Ͳ�ֱ�߲��Ӧ�ĵ�������ƽ���ڵ����ʣ����仯B�ɸı��Ͳ��乳���Ӧ�ĵ�������ƽ���ڵ����ʡ���CADƽ̨����ģ�����ʱ����������Conic���߶ν��е�������״�ĵ������ɿ��ټ�ݵ�ʵ������ƽ�����ӣ�ʹ��Ʋ�����Ϊ���㡢��Ч��
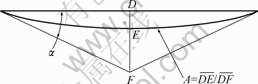
ͼ2 ����A��Conic�����ϵĶ���
Fig.2 Definition of parameter A in Conic curve
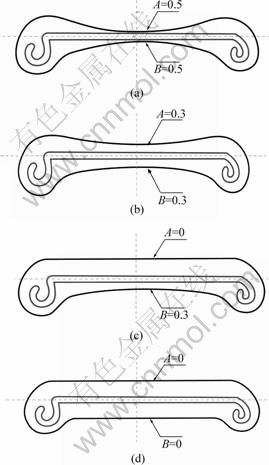
(a) A=0.5, B=0.5; (b) A=0.3, B=0.3; (c) A=0, B=0.3; (d) A=0, B=0
ͼ3 �ͲĽ���ͼ������������ͼ
Fig.3 Shapes of profile section and deflector holes
ͼ3��ʾ��4��A��Bȡֵ��Ӧ�ĵ��������������仯ͼ����ͼ3���Կ�������A=B=0.5ʱ����ѹģ���Ĵ��ĵ��������������ӽ����ͲĽ�����������A=B=0ʱ����ѹ���Ĵ��ĵ����������������ͲĽ������������Զ����ˣ��ɼ�����״����ȷ��A��B��ȡֵ��Χ��Ϊ0~0.5��
1.3 ��������ȡ��
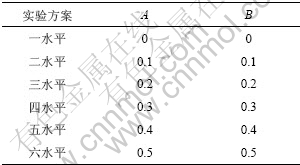
ѡ��A��BΪ��Ʊ��������پ�����RSDVΪĿ�꺯���������������鷽���������������Ϸ������������������������1��ʾ��
��1 ����ʵ�����ؼ������ص�ˮƽ
Table 1 Factors and their levels of orthogonal test
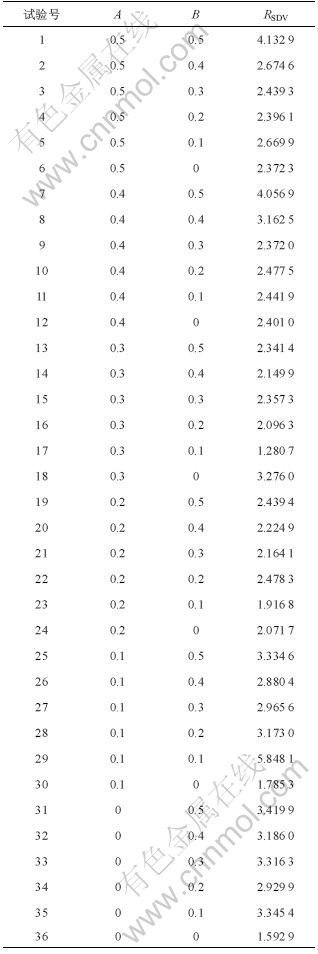
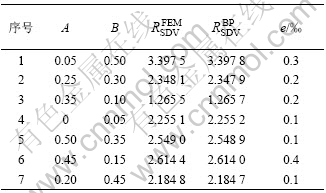
��Ը���������ϣ�ͨ�����������������ֵģ����������پ�����RSDV��Ϊѵ���������ṩ�����ԡ��ڴ�ѡȡ�ļ�ѹ����Ϊ6063���Ͻ𣬼�ѹ��Ϊ38.5�������ٶ�Ϊ2.0 mm/s����ѹͲ���¶�Ϊ450 �棬���ϵ��¶�Ϊ480~500 �档����ֵģ��ʱ���ֵ�ģ�������ϵ�Ԫ���С��Ϊ1.0 mm��1.0 mm����ֵģ����ȡ��RSDV����2����3��ʾ��BP������Ԥ���![]() ������Ԫ�������
������Ԫ�������![]() �ĶԱȽ����������������3�����ڣ�������Ϊ���о����齨�������羭ѵ������нϺõ��ƹ��ԡ�
�ĶԱȽ����������������3�����ڣ�������Ϊ���о����齨�������羭ѵ������нϺõ��ƹ��ԡ�
��2 ����ģ��ʵ����
Table 2 Orthogonal test results of numerical simulation
��3 ����Ԥ��Ľ��������Ԫ��������ıȽ�
Table 3 Comparison between results of simulation and BP artificial neural network
1.4 BP�˹������罨ģ��ѵ��
ѡ�õ�����3��BP���罨���˹�������ģ�ͣ�����㵥Ԫ��Ϊ1�������㵥Ԫ��Ϊ25��������㵥Ԫ��Ϊ1����ѧϰ������ѡ��traingdx(��)����������Ȩֵ��ѧϰ����Ϊ0.05���趨���ѭ������Ϊ20 000���趨���������СֵΪ10-7������2�ж��ģ��ʵ���õ������Խ�������ѵ��������6 110�ε������㣬����������ﵽ���趨���������ֵʱ������ѵ��ֹͣ��ѵ����������������Ϊ֪ʶ������ȡ�Ŵ��㷨����Ҫ��Ŀ�꺯��ֵ��
1.5 �Ŵ��㷨����Ѱ��
���IJ����Ŵ��㷨��BP�˹������罨����֪ʶԴ���е���Ѱ�š�������������Сֵ���⣬����Ӧ�Ⱥ�������[14-16]��
f(xi)�ĺ�������ʽ��Ϊ��
Ϊ�˷�ֹGA��������ֲ�����,����Ӧ�Ƚ������Ե���[15]��
�����Ŵ��㷨�Ե���ģ�ߵľֲ���״����A��B�����Ż���Ⱥ���ģȡ50��Ⱦɫ�峤��ȡ16���������ȡ0.3���������ȡ0.001���Ŵ����������ȡ8~10��ͨ��ϵͳ���㣬���Ŵ�����4 999�κ�Ⱥ���ģ��49��Ⱦɫ��ﵽ���Ÿ��壬��x1=0.323��x2=0.194ʱ���õ����Ž�Ϊ1.25������A=0.323��B=0.194ʱ���õ���С���پ�����RSDV=1.25��
1.6 ��ֵģ��������������
����˹������硢�Ŵ��㷨����ֵģ�⼼����ʵ�ּ�ѹģ�ߵ����ֲ���״���ӵ��Ż������²�����ֵģ�⼼�������ͱȽϵ�������״�������Ż�ǰ����Ľ��������֤�����Ż������Ŀɿ��ԡ�
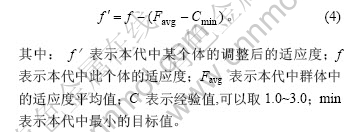
���Ż�����ٴβ���PRO/E��ģ������SuperForge����Ԫ����������ά�����������������ֵģ�⣬����ͬ��ѹ�����£��������Ƚ�����3��ѹģ�ߵ�ģ�����ٷֲ��������3��ѹģ�ĵ��������γߴ�ֱ�Ϊ��a. A=0.5��B=0.5��b. A=0��B=0��c. �����Ż����õ��ĵ��������γߴ����ӣ�A=0.323��B=0.194��ģ�ߵ�������������ͬ����ѹģ����ͼ4��ʾ��
(a) A=0.5, B=0.5; (b) A=0, B=0; (c) A=0.323, B=0.194
ͼ4 ������ѹģ��
Fig.4 Models of deflector extrusion die
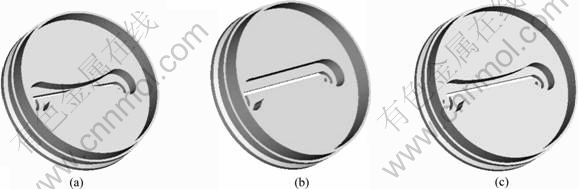
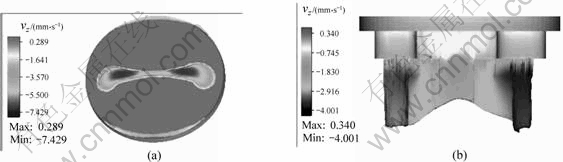
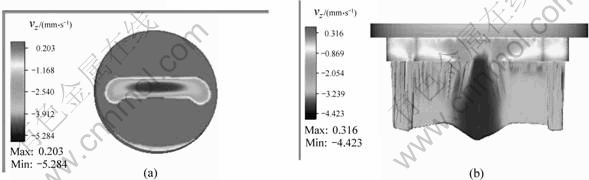
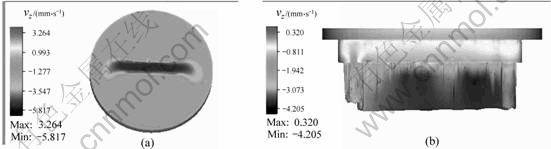
ͼ5~7��ʾ�ֱ�Ϊ����3�ֵ�����ѹģ���ڽ�����䵼����(ѹ������10%)���Ͳļ���ģ�ں�(ѹ������50%)��״̬ͼ���ɼ���ͨ�����������ֲ���״����A��B��ֵ�����Կ��ƽ�������ģ�ڵ��ٶȷֲ����ٶȳ��Ĵ�С�ͷֲ����Ͳĸ�������ģ�����ĵľ���ɷ��ȣ�����ģ�����ĵĽ��������ܵ��ϴ�ļ�ѹ����������ͺ���������������ʵ�֡���ˣ�ͨ��������������״�����ƽ�������ģǻ��ͬ��λ�Ľ�����������ʵ��ģ�����ٵ�ƽ�⡣ͼ5��ʾ�������������ξֲ���״����A=B=0ʱ�����ڿ�����ѹ���ĵĵ�������ڿ�����խ��Լ�����ͲĵĽ���ֱ�������������������Ȼ�ܵ��ϴ�ļ�ѹ�������������뵼�����еĿ�������ʹ�ý����������������뼷ѹ���ĵĵ�������ڼ��ϴ������ѹ���Ĵ��Ľ�������С���������ٴ�ͼ6��ʾ����ͼ5�෴����������������ξֲ���״����A=B=0.5ʱ�����ڿ�����ѹ���ĵĵ�������ڿ��ȴﵽ�������������������ܵ��ϴ�ļ�ѹ�����ҽ������뵼�����е�������С��������ѹ������ѹ����С����ˣ���ѹģ���Ĵ��Ľ������ٴ��Ͳ���������С������ͼ5��ͼ6��֪����A=B=0��A=B=0.5�ı仯��Χ�ڱ�Ȼ����ʹ�ý�������ģ�ڵ���������ƽ���A��B��ͼ7��ʾΪ���ñ����Ż����õ��ĵ�������״����A=0.323��B=0.194��ģ������ֵģ����õ��Ͳļ���ģ�ڵ�״̬ͼ����ͼ5��ͼ6��ȣ�ͼ7��ʾ�Ľ�������ģ�ڵ�״̬���Ծ��ȣ��ɱ�֤�Ͳ�ƽֱ�������ɼ������ĶԵ�������״���Ż��������Ч�ġ�
(a) ѹ����10%; (b) ѹ����50%
ͼ5 A=B=0ʱ�Ͳij�ģ״̬ͼ
Fig.5 Extruding status of profile die with A=B=0
(a) ѹ����10%; (b) ѹ����50%
ͼ6 A=B=0.5ʱ�Ͳij�ģ״̬ͼ
Fig.6 Extruding status of profile die with A=B=0.5
(a) ѹ����10%; (b) ѹ����50%
ͼ7 A=0.323, B=0.194ʱ�Ͳij�ģ״̬ͼ
Fig.7 Extruding status of profile die with optimized A=0.323, B=0.194
2 �� ��
a. ����MATLABƽ̨����BP�˹������硢�Ŵ��㷨����ֵģ�⼼��Ӧ�������Ͳļ�ѹģ�ߵ�������״�Ż���ơ�
b. ��ֵģ�������������������ľֲ���״����ֱ��Ӱ���������ģ������������ģ��ʱ���ٶȣ���һ�ַǶԳƹ��Ͳļ�ѹģ�ߵ����Ľṹ�����Ż������ʹ����������Ϊ���ȵĵ�������״����(A=0.323, B=0.194)��
c. ��ֵģ����֤��������������õķ����Լ�ѹģ��������״���Ż������ǿ��еģ��Ż��������Ч�ġ�
�����:
[1] ������. ���Ͳļ�ѹģ����ơ����졢ʹ�ü�ά��[M]. ������ұ��ҵ�����磬1999.
LIU Jing-an. The design, manufacturing, usage and maintenance of aluminum sections extrusion die[M]. Beijing: Metallurgical Industry Press, 1999.
[2] �� ��, �ľ���, ������. ����BP����������Ͳļ�ѹģ���Ż����[J]. ���Թ���ѧ��, 2003, 10(2): 42-46.
ZOU Lin, XIA Ju-chen, HU Guo-an. Optimizing of aluminum sections extrusion die based on BP neural network[J]. Journal of Plasticity Engineering, 2003, 10(2): 42-46.
[3] ��ϧ�գ�������. �˹����������Ŵ��㷨�ڽ�ģ���Ż��е�Ӧ��[J]. �����Ӧ���о���2002(1)��79-80.
MIN Xi-lin, LIU Guo-hua. The combination of artificial neural network and genetic algorithm applied to modeling and optimization[J]. Application Research of Computers, 2002(1): 79-80.
[4] �����䣬��־Ƽ, ���㺣, ��. ����BP�Ŵ��㷨���Ͳļ�ѹģ���Ż����[J]. ��������ҵ��ѧѧ����2000��32(4)��86-88.
LIU Han-wu, ZHANG Zhi-ping, WANG Xiu-hai, et al. Optimizing of aluminum sections extrusion die based on BP genetic algorithm[J]. Journal of Harbin Institute of Technology, 2000, 32(4): 86-88.
[5] �� ��. ����BP������Ŵ��㷨�����Ͳļ�ѹģ�������Ż�ģ��[J]. ��е��ѧ�빤�̣�2005��23(9)��1015-1018.
DONG Jun. Optimization model for designing the die bearing of aluminum extrusion based on BP neural network and genetic algorithm[J]. Mechanical Science and Technology, 2005, 23(9): 1015-1018.
[6] �ָ��ã����˿ƣ��� ��, ��. ���Ͳļ�ѹģ�������Ż�[J]. �й���ɫ����ѧ����2006��16(4)��561-566.
LIN Gao-yong, CHEN Xing-ke, JIANG Jie, et al. Optimization of die bearing for aluminum profile extrusion die[J]. The Chinese Journal of Nonferrous Metals, 2006, 16(4): 561-566.
[7] �ָ��ã����˿ƣ��� ��, ��. BP�˹����������Ŵ��㷨���Ͳļ�ѹģ�߲����Ż��е�Ӧ��[J]. ��̶��ѧ��Ȼ��ѧѧ����2006, 28(2): 23-27.
LIN Gao-yong, CHEN Xing-ke, JIANG Jie, et al. Application of BP artificial neural network and genetic algorithm to the parameters optimization of profile extrusion die[J]. Natural Science Journal of Xiangtan University, 2006, 28(2): 23-27.
[8] Richard P L. An introduction to computing with neural nets[J]. IEEE ASSP Magazine, 1987, 4(2): 4-22.
[9] �����. ������ϵͳ����[M]. ����: �������ӿƼ���ѧ������, 1993.
JIAO Li-cheng. Neural networks systems theory[M]. Xi��an: Xi��an University Press, 1993.
[10] �ź���. ����Ԫ������CAE��������[M]. �������廪��ѧ�����磬2004.
ZHANG Hong-wu. The basic of CAE technology and the FEM analysis[M]. Beijing: Tsinghua University Press, 2004.
[11] �� ��. �Ͳļ�ѹ�������۷�������ֵ�����о�[D] . �ϲ�: �ϲ���ѧ��2003.
YAN Hong. Theory analysis for profile extrusion forming and the numerical simulation research [D]. Nanchang: Nanchang University, 2003.
[12] ֣ �٣�����ڼ�������𣬵�. ��ά���Ͳļ�ѹģ������Ż�[J]. �������ι��գ�2004, 22(1): 69-72.
ZHENG Rong, BAO Zhong-xu, ZHOU Tian-rui, et al. Optimizing several parameters of three-dimensional aluminum profile extrusion die[J]. Metal Forming Technology, 2004, 22(1): 69-72.
[13] ����ѫ, ��. ʵ��ģ�����������[M]. ��ɳ: �����Ƽ���ѧ�����磬1991.
WANG Shu-xun. Banausic design and manufacture of mold[M]. Changsha: University of National Defense Technology Press, 1991.
[14] �¹�����������, ��. �Ŵ��㷨����ԭ��[M] . �����������ʵ�����磬1999.
CHEN Guo-liang, WANG Dong-sheng, et al. Genetic algorithm and its principal[M]. Beijing: Posts and Telecom Press, 1999.
[15] �����裬�š������ơ���. �Ŵ��㷨�����Ͳ��������Ż�[J]. ���Ϲ�ҵ��ѧѧ������Ȼ��ѧ�棬2003, 34(4): 350-353.
WANG Ling, ZHANG Liang, TANG Fang. Ordinal optimization of parameters and operators for genetic algorithm[J]. Journal of Central South University of Technology: Natural Science, 2003, 34(4): 350-353.
[16] ����˳��˧�ʿ����ӡ���. �ȼ�ѹģ�����������ά��ֵ����[J]. ���ϴ�ѧѧ������Ȼ��ѧ��, 2004, 35(1): 86-90.
NI Zheng-shun, SHUAI Ci-jun, ZHONG Jue. Three-dimensional coupled thermal-mechanical numerical analysis of hot extrusion dies[J]. Journal of Central South University: Natural and Science, 2004, 35(1): 86-90.
�ո����ڣ�2006-08-21
������Ŀ������ʡʡԺʡУ�Ƽ������ƻ���Ŀ(2003UABAB05A050)
����飺�ָ���(1966-)���У����϶����ˣ������ڣ���ʿ�����²��ϼӹ�����ֵģ�⡢ģ������о�
ͨѶ���ߣ��ָ��ã��У������ڣ��绰��0731-8830266
[1] ������. ���Ͳļ�ѹģ����ơ����졢ʹ�ü�ά��[M]. ������ұ��ҵ�����磬1999.
[2] �� ��, �ľ���, ������. ����BP����������Ͳļ�ѹģ���Ż����[J]. ���Թ���ѧ��, 2003, 10(2): 42-46.
[3] ��ϧ�գ�������. �˹����������Ŵ��㷨�ڽ�ģ���Ż��е�Ӧ��[J]. �����Ӧ���о���2002(1)��79-80.
[4] �����䣬��־Ƽ, ���㺣, ��. ����BP�Ŵ��㷨���Ͳļ�ѹģ���Ż����[J]. ��������ҵ��ѧѧ����2000��32(4)��86-88.
[5] �� ��. ����BP������Ŵ��㷨�����Ͳļ�ѹģ�������Ż�ģ��[J]. ��е��ѧ�빤�̣�2005��23(9)��1015-1018.
[6] �ָ��ã����˿ƣ��� ��, ��. ���Ͳļ�ѹģ�������Ż�[J]. �й���ɫ����ѧ����2006��16(4)��561-566.
[9] �����. ������ϵͳ����[M]. ����: �������ӿƼ���ѧ������, 1993.
[10] �ź���. ����Ԫ������CAE��������[M]. �������廪��ѧ�����磬2004.
[11] �� ��. �Ͳļ�ѹ�������۷�������ֵ�����о�[D] . �ϲ�: �ϲ���ѧ��2003.
[12] ֣ �٣�����ڼ�������𣬵�. ��ά���Ͳļ�ѹģ������Ż�[J]. �������ι��գ�2004, 22(1): 69-72.
[13] ����ѫ, ��. ʵ��ģ�����������[M]. ��ɳ: �����Ƽ���ѧ�����磬1991.
[14] �¹�����������, ��. �Ŵ��㷨����ԭ��[M] . �����������ʵ�����磬1999.
[15] �����裬�š������ơ���. �Ŵ��㷨�����Ͳ��������Ż�[J]. ���Ϲ�ҵ��ѧѧ������Ȼ��ѧ�棬2003, 34(4): 350-353.
[16] ����˳��˧�ʿ����ӡ���. �ȼ�ѹģ�����������ά��ֵ����[J]. ���ϴ�ѧѧ������Ȼ��ѧ��, 2004, 35(1): 86-90.
