
DOI: 10.11817/j.ysxb.1004.0609.2021-36504
���������Թ�ҵ���ѱ���Ħ��ĥ�����ܵ�Ӱ��
�Ŵϻݣ��� ӱ��Ф��֦���� ��
(���������Ƽ���ѧ ұ��ѧԺ������ 710055)
ժ Ҫ��
ժ Ҫ���������������ķ����ڲ�ͬ�¶ȡ�ʱ���¶Թ�ҵ���ѽ��������������Ը�������Ӧ�ù����е���ĥ�����ܡ����� X ����������(XRD)��ɨ��羵(SEM)������ѹ���Ǻ�Ħ��ĥ��������ֱ�����������������ǿ�ȡ���ò������ѹ��Ӳ�ȡ�����Ħ��������ĥ�۽�������в��ԡ�������������������������ڹ�ҵ�������������γ���������������㣻����������������ԭʼ������ȣ�700 ����������6 h�����ı���Ӳ�����Ϊ15.39 GPa��ԼΪͬ�Ȳ�������������������1.7����ԭʼ������7.3����800 ����������4.5 h������Ħ��������ĥ�۽������С���ֱ�Ϊ0.24��317.44 ��m2.�����������ĥ��������������ĥ�����ܵõ���ߡ�
�ؼ��ʣ�
��ҵ����������������������������������Ħ����ĥ����
���±�ţ�1004-0609(2021)-04-0945-11���� ��ͼ����ţ�TG156.9���� ���ױ�־�룺A
���ĸ�ʽ���Ŵϻ�, �� ӱ, Ф��֦, ��. ���������Թ�ҵ���ѱ���Ħ��ĥ�����ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 2021, 31(4): 945-955. DOI: 10.11817/j.ysxb.1004.0609.2021-36504
ZHANG Cong-hui, LIU Ying, XIAO Gui-zhi, et al. Effect of pulse oxidation on surface friction and wear properties of pure titanium properties of industrial pure titanium[J]. The Chinese Journal of Nonferrous Metals, 2021, 31(4): 945-955. DOI: 10.11817/j.ysxb.1004.0609.2021-36504
�Ѽ��ѺϽ���������ᣬǿ�ȸߣ��ۺ���ѧ�������죬�������ѹ㷺Ӧ���ں��졢�����������ȴ�ͳ��ҵ���������䵼��ϵ��С�����������Ըߣ�������Ҳ��Ӧ�����ֱ��ֻ����Ѵ��ߵ������� ��[1-5]��Ȼ�����ڱ�����������͡�Ħ���������������ĥ����ص㣬�ѽ�����ʵ��Ӧ����Ȼ�ܵ��˺ܴ�����[6-9]���������ѽ������ϵ���ĥ�������Ѿ���Ϊ�������ѽ��������о����ȵ㡣
����������һ������Ч����ѽ�������ǿ�ȼ�ĥ�����ܵĴ���������BAILEY��[10]��JAMESH��[11]�ֱ���625 �桢650 �������¶Թ�ҵ���ѽ�����20 h��48 h�����������������������Ʒ������γ���һ����ȵ������㣬��Ʒ����Ӳ�ȵõ�������ߡ�ANIOLEK��[12]��600~800 �����������ѵ�ĥ�������о����������600 ����������Ĵ��������������γ������㣬ʹ�俹ĥ��ĥ�����ܵõ������ߣ����ĥ�������48%������������������Ҫ������ΧΪ��������ԭ�����ѽ�����������������ޣ����ѵ���ĥ�������Դ��ڽϴ�ĸĽ��ռ䡣
��������������������������½��У����������Ӵ��ѱ�����ԣ�������ڹ�������������������γɽṹ���ܡ�����Ժõ������㡣���������������ķ����������Ĵ��������жԹ�ҵ���ѽ�������������������������������Ϊ���գ�̽����������ѽ�������ǿ�ȡ�ĥ�����ܵȷ���ĸ��������Ϊ��һ����չ�ѽ������������������Ӧ���ṩʵ�顢�������ݡ�
1 ʵ��
1.1 ʵ�����
ʵ�����ѡ��ҵ����TA2����ʼ״̬Ϊ3 mm�����ư�ģ���ѧ�ɷ����1��ʾ��
��1 ʵ����TA2�Ļ�ѧ�ɷ�
Table 1 Chemical compositions of TA2 (mass fraction, %)

1.2 ʵ�鷽��
1.2.1 ��ƷԤ����
ʵ����TA2�Ѱ徭���и�õ�40 mm��50 mm�ߴ�ʵ������������������550 �桢45 min�˻����������������Ӧ���ͱ���ļӹ�Ӳ����ʹ�����ڲ���֯�ӽ�ƽ��״̬����ɰֽ��ĥ�����������˻����������γɵ�����Ĥ���������������Һ(V(HF):V(HNO3):V(H2O)=3:6:11)����ϴ10 min����һ��ȥ���������ʣ��õ����ѽ�����Ʒ����������ڳ�������ϴ�����Ⱥ���ȥ����ˮ���Ҵ���ϴ�����ɣ����á�
1.2.2 ����������������������
����������CMT�����ʽ¯�н��У���Ԥ������Ʒװ��¯�У�ͨ��ߴ�O2 10 min������ų�¯�ڿ�������¯�����������¶ȣ�����ͨO2 60 min������ձó�����գ���ձ���30 min�������������ѭ������Ч����ʱ�䣬��¯�½��� 300 ��ȡ����Ʒ���õ�����������������¯�����������¶Ⱥ����ͨO2 ������ʱ���¯�½��� 300 �沢ȡ����Ʒ���õ���������������
ʵ��������������������¶�ȡ500 �桢600 �桢 700 �桢800 �棬��Ч����ʱ��ȡ3 h��4.5 h��6 h��ÿ����������·ֱ�������������������������������Աȡ�
1.2.3 ʵ���ⷽ��
����Agilent Nano Indenter G200 ����ѹ���Dz�����������Ӳ�Ⱥ͵���ģ����ʵ�����һ��ѹ��ķ�ʽ��ѡȡ���ʯ Berkovich ѹͷ������ 65.3�㡣ʵ��̶����ѹ���غ�Ϊ50 mN������ʱ������15 s�ڼ��ص�����غɲ�����10 s�����ж��10%������15 s�������ȫж��[13]��
ĥ��ʵ���� Bruker(CETR)��˾������UMT-2Ħ��ĥ��������Ͻ��У�Ħ����ΪAl2O3��Ħ���켣Ϊֱ��6 mm��Բ���˶���Ħ������224 r/min������Ʒ����3 N�غ��¶�ĥ20 min���ü���۽���������ĥ����ò��
��S-2700��ɨ��羵����Ʒ������б�ɢ����ӳ���۲죻�������������D8 Advance���X���������ǣ��в�ѡ��Cu�С�̽��ɨ��Ƕȷ�ΧΪ20��~80�㣬����0.02�㣬ɨ���ٶ�Ϊ0.15 s/step��ʵ���ѹΪ40 kV������������(EDS)���к�����������
2 ���������
2.1 ���������۱���
���ۺ��ּӹ���������õĽ������ϱ��棬ֻҪ��¶�ڿ����У������������������ӷ�����ѧ��Ӧ��������Ϊ���͵��������������������Ľ���ԭ������ԭ�ӷ�����ѧ��Ӧ����������Ĥ��������ԭ����ɢ���̶�����[14]������Ĥ�е���Ԫ����Դ�������㣬����������ɷֲ�ͬ�����Բ�ͬ������Ĥ�����������۹۲죬����ƾ������������·���������ֵ���ɫ�仯�������Ժ��[15-17]���������¶���ͬʱ����������3 h��4.5 h��6 h������������ɫ������ɫ��Ϊ��ɫ�ٵ�dz��ɫ����������3 h��4.5 h��6 h������������ɫ��dz��ɫ��Ϊ����ɫ�ٵ�����ɫ��������ʱ����ͬʱ�����������ֱ���500 �桢600 �桢700 �桢800 ���½���ʱ������������ɫ������ɫ��Ϊdz��ɫ�����������ڲ�ͬ�¶��½���ʱ������������ɫ��dz��ɫ��Ϊ�Ұ�ɫ������������ɫԽdz������ĤԽ���Կ������Ŵ�������ʱ����ӳ��������¶ȵ����ߣ��������������Ĥ���
2.2 ��������������
ʵ����ͨ�������۲���������������֯��ò������������ڵ���600 ��ϵ͵������¶��£�����������ʽ�����ڴ��ѱ����γɼ����������㣬������������ʱ��ı仯�����ԡ��������¶���ߵ�700 �棬�����������γ�һ����ȵ���������������㣬������������ʱ����ӳ������������3 h��4.5 h��6 h���������γɵ��������ȷֱ�Ϊ3.0��4.5��7.4 ��m����������3 h��4.5 h��6 h���������γɵ��������ȷֱ�Ϊ2.8��3.9��4.9 ��m��������ʱ���ӳ���6 h������������������Ȼ��������������������ֲ�������������ƣ������������������Էֲ�����700 ��������ͬʱ�䴿��������������������ͼ1��ʾ��
�����¶Ƚ�һ��������800 �棬�����������������������������ʱ���µ���������Ϻ��Ҹ������ܣ��������봿�ѻ���Ľ��״��Ҳ������������������800 ���´�������������ĺ������ò��ͼ2��ʾ����������3 h��4.5 h��6 h���������γɵ��������ȷֱ�Ϊ3.7��5.4��5.8 ��m����������3 h��4.5 h��6 h���������γɵ��������ȷֱ�Ϊ3.4��4.5��5.2 ��m�����Կ�����800 ����������4.5 h�����������֮����δ���Էֲ㣬����6 h��������ֲ��������ƣ���������Ȼ������Ͻ��ܣ�800 ����������6 h�����������������飬�ֲ��������أ����������ֿ���
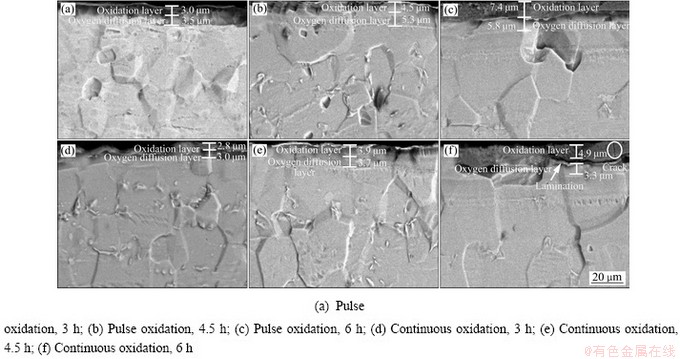
ͼ1 700 ��������ͬʱ������������ĺ������ò
Fig. 1 Cross-sectional morphologies of oxide layer of sample pulse oxidation at 700 �� for different time
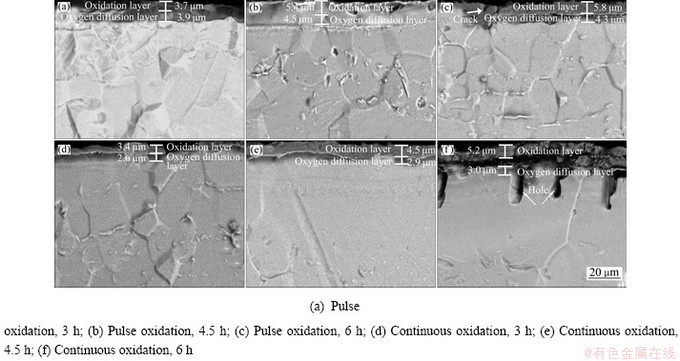
ͼ2 800 ��������ͬʱ������������ĺ������ò
Fig. 2 Cross-sectional morphologies of oxide layer of sample pulse oxidation at 800 �� for different time
2.3 �����������
��������4.5 h������������������������ϽϺã���ͬ�¶�������������ʽ����4.5 h���������ı�����������������ͼ3��ʾ��
500 ��������¶��£�����������ʽ���������������������ɶ�Ӧһ�£������ֳ����ԵĦ�-Ti�ࣻ��600 �洦��4.5 h��������������������������Ȼ�Ԧ�-Ti��Ϊ�������������������ѳ������Ե�TiO2�ࣻ�����¶���ߵ�700 �棬����������ʽ����4.5 h��������������ֳ����Ե�TiO2�����壬˵����700 �洦��4.5 h���������ѱ����������㸲�ǣ���һ����������¶ȵ�800 �棬��������������������ͼ���������³������ԵĦ�-Ti�࣬˵����������������Ѻ������������������������Ȼ���ֳ��Ƚ�������TiO2�ף�˵�������������֮���Ͻ��ܣ�������δ������������������������������������õ�����������¶���Ӧ�Խ�ǿ������������ȶ���Ҳ���á�
2.4 ǿ��������������
�����������ı���ǿ�����������������������ɡ�700 ����������6 h��������������治ͬ��ȵ�Ԫ�غ�����ͼ4��ʾ����ͼ4���Կ������������������������ԼΪ38%(��������)���ң�������ȵ����ӣ����������ͣ��ھ����Լ10 ��m��λ�ã�������ԼΪ25%����λ�ýӽ������������Ľ��档���������������Ѹ�ٽ���14%���ң����ǵ����ڴ����е���������Ϊ14.5%�����жϴ��ѻ�������γ����������㣬���������е������ž������ȵ����Ӻ����������ͣ��ھ����Լ16.5 ��m��λ�ôﵽ��С��˵�����ѻ����������������ȴ�ԼΪ6.5 ��m�����ͨ���������ò�IJ���ֵ������ͬ��
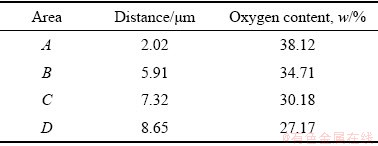
��2����Ϊ700 ����������6 h���������㲻ͬ��ȵ����������о�������ͼ5��ʾ��ͼ�о����2.02 ��m��A���������ܶ�Ϊ38.12%����TiO2�������ܶ�����������8.65 ��m��D���������ܶ�Ϊ27.17%���Դ���TiO����������˵�������㲻ͬ��������˲�ͬ����������ɱ��浽�ڲ������γ�TiO2��Ti2O3��TiO����������Ϊ���ɷֵ�������㡣����ǿ�ȵĴ��������£���ͬ�������֮����ɡ��ṹ��ͬ��������ϵ��Ҳ���ھ���죬������ȴ���̵Ľ��У����������������ѡ����������[18-19]��
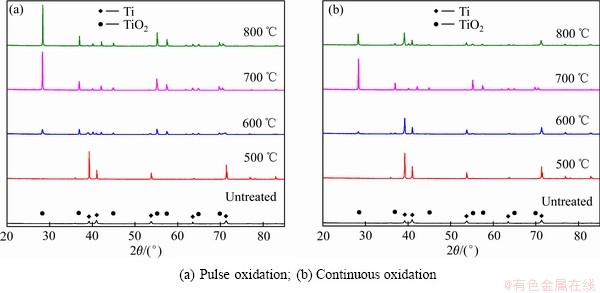
ͼ3 ��ͬ�¶�������4.5 h�������������������XRD��
Fig. 3 XRD patterns of surface characteristic peak of pure titanium sample pulse oxidation for 4.5 h

ͼ4 700 ����������6 h�������治ͬ��ȵ�Ԫ�غ���
Fig. 4 Elements contents at different depths of pulse sample at 700 �� for 6 h
��2 700 ����������6 h���������������㲻ͬ��ȵĺ�����
Table 2 Oxygen content at different depths of oxide layer of pulse sample at 700 �� for 6 h
2.5 ������������
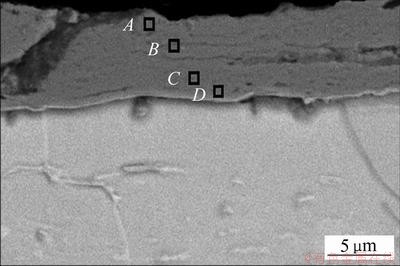
ͼ5 700 ����������6 h���������������������ò
Fig. 5 Cross-sectional morphology of oxide layer of pulse sample at 700 �� for 6 h
���ڴ����е�����������ͼ6��ʾ�������������ڣ�������ԭ�Ӹ����ڴ����������棬��ͨ��������ɢ���봿�ѻ����γ��������㣬��������֮��ĸ�Ũ�Ȳ��������Ѹ��ת���Ϊ��ʼ�����㣬��ֹ�������ԭ�ӵļ������룻��������ǿ�ȵĽ�һ���Ӵ������ԭ��Ũ�ȵ�����ʼ�γɵ���������������/������洦�������·�Ӧ��
TiO2 ��Ti+2O (1)
��ʼ������ֽ��������ԭ�ӽ�һ����������ɢ��ռ�ݻ�������ԭ�ӵļ�϶���γ��µ��������㡣���ĸ�Ũ����ռ��ԭ�������������Ŀ�λ���γ��µ������㡣��һ��������ʱ���ڣ���������ǿ�ȵij��������ظ����С�����������������������ֽ�����������㡱�Ĺ��̣�ֱ�������㹻��ȵĿ��Գ����谭�����ԭ���������ֹ������Ϊֹ��
2.6 ����ѹ��Ӳ��
��ͬ���������´��������������Ӳ����ͼ7��ʾ����ͼ7�ɿ�����ԭʼ��������Ӳ��Ϊ2.10 GPa����700 ����������6 h����������Ӳ����ﵽ15.39 GPa��ԼΪԭʼ������7.3�����������������������Ӳ��ͬ��������700 ������6 h�����£���Ӳ��Ϊ9.29 GPa��ԼΪԭʼ������4.4��������Ϊ�������������Ӳ�ȵ�60%�����������ڿ�����Χ�½��У��������������к�ǿ����������Ѹ�������������γ��ѵ������㣬��ԭ������������ɢ���γɵ��������Ϊ���ɣ�Ӳ�ȵͣ�������������������½��У�����Ч��ֹ���������ڹ��������γ������㣬�����˴��ѱ������������������������ԭ��������ڵ���ɢ���ʣ��γ�һ����ȵ��������㣬�Լ�����������������õĵ������㣬������������������������Ӳ�ȸߡ�
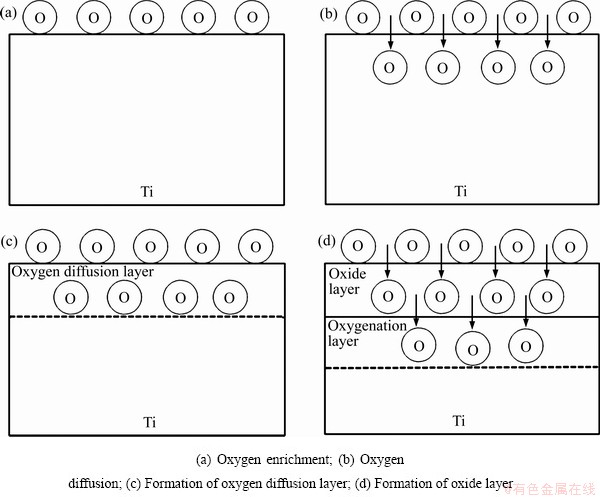
ͼ6 ��������ԭ���ڴ����е���ɢ����
Fig. 6 Diffusion mechanism of oxygen atoms in pure titanium at high temperature
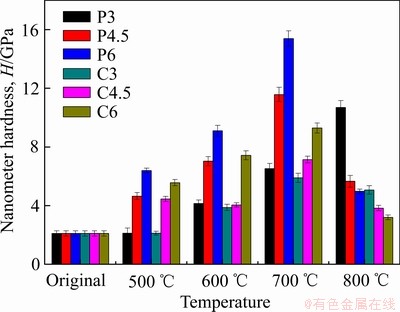
ͼ7 ��ͬ���������´��������ı�����Ӳ��
Fig. 7 Surface microhardness of pure titanium samples at different pulse oxidation parameters
ʵ���л���800 ����������6 h�Ĵ�����������ȥ����Ƥ������������ȥƤ�����������������Ӳ��Ϊ3.05 GPa������ԭʼ����Ӳ��(2.10 GPa)��˵���ڴ��ѻ�����������������������Ӳ�ȴ���ԭʼ���ѵı���Ӳ��[20]����ˣ�ͼ7��800 ����������6 h���������������������ȫ���䣬������Ӳ����Ȼ����ԭʼ�����ġ�
�����¶ȵ����������������������������ͻ����������ϵ������ϴ�����Ĥ��Ի�������ϴ��ѹӦ��[21]��Ĥ����Ӧ���ò����ͷţ��ͻᵼ��Ĥ��������ƣ���¶�Ļ��巢�����������������������࣬�ͻ���ֲַ�������Ӳ�Ƚ��͡����Գ���������3 h�⣬��������ʱ��������������700 ��ﵽ�������Ӳ�ȵ����ֵ�����¶����ߵ�800 ��ʱ����������6 h��������������������ֲ����أ�����Ƥ�������أ��ʼ�����������ǿ�Ƚ��������������������Ӳ�ȣ�������������������������ˡ�
2.7 ĥ�����ܷ���
���ѵ�ĥ�������Ҫ��ĥ��ĥ�����Ա����Լ��dz����ص����ĥ��[22]�������ǿ�������������Ӳ�ȡ��������ȼ��������봿�ѻ���Ľ�������أ�������Ӳ��Խ�ߡ����Խ���������������Խ���ܣ������ı���ǿ��Խ��[23]������ĥ�۽�����DZ�������Ħ��ĥ�����ܵ���Ҫָ��[24]��ָ��ĥ�����ڵ�λʱ����ĥ�۵Ľ����������ͬ�¶�������4.5 h��������ĥ�۽������ͼ8��ʾ��ԭʼ�����ı���ĥ�۽����Ϊ34559.07 ��m2��Զ���ڸ����������ġ���ͬ�¶������������ı���ĥ�۽������С��ͬ�Ȳ��������������ģ���������ͬ�Ȳ����£���������������������������������������γɵ�������Ӳ�ȸ��ߣ���ȸ���������ϸ��ã�����������������ǿ�ȸߡ�700 ��ʱ����������������ĥ�۽������С��Ϊ3876.08 ��m2��ԼΪԭʼ������15.22%����������ĥ�۵���С�����������800 �棬��317.44 ��m2��Ϊԭʼ������0.92%�����������˴��ѵı�����ĥ�����ܡ�
��������Ĥ��������Ĥ����������Ĥ��������ȾĤ����ʹ��Ħ����������[25]��ͼ9��ʾΪ��ͬ�¶�������4.5 h����������Ħ��������ĥ��ʱ��ı仯���ߡ���ͼ9�ɿ���������ͬ��Ħ������˵��Ħ������ԽС����ĥ���ϵ���ĥ������Խ�á�����������Ħ�������ȶ�ֵ�����Ե���δ���������ģ�������700 ������������4.5 hʱ��Ħ��������С��ԼΪ0.30���������ڵ��¶�������800 ��ʱ�����������γɵ�����Ĥ�����ɣ����ɳ���С�Ѻۣ��������ֲַ㣬Ħ����������800 ����������4.5 h������Ħ������Ϊ0.24������������������Ħ����������Сֵ�������������������������õ���շ�Χ�����γ�Ӳ�ȸߡ����ܡ�����������õ������㣬800 �洦��4.5 hʱ���ۺ�������ĺ���Լ������Ľ�ϳ̶ȣ��Կ��������ƴ��ѵ���ĥ�����ܡ�
ͼ9��700 �������������ȶ�Ħ������Ϊ0.49������ͬ�¶����������������۲�ͼ8������ĥ������С�����Ǿ�700 ������4.5 h����������Ӳ�ȴ������������ģ��ڶ�ĥ���������ĥ���٣�����Ӳ�ȴ��ڵĶ�ĥ�����������黯�����������ޣ���Ħ�������ϴ�[26-27]��
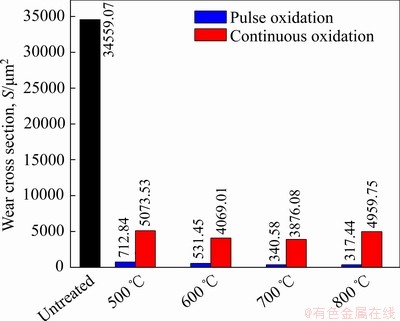
ͼ8 ��ͬ�¶�������4.5 h���������ĥ�۽����
Fig. 8 Wear Sectional area of samples after 4.5 h oxygen treatment
���⣬ͼ9�����������������ȶ�ĥ��α���������������֣��ҵ����ȶ�ĥ��κ��Ħ�����߸�ƽ������������ĥ��ʵ���е�ĥ��·����ͬ��������������������Ӳ�Ⱦ������������ߣ���ʼĥ���β�����ĥ�������黯��ĥ�������� ��ĥ������أ�Ħ���������ӵ����ʴ�Ħ��������ܿ��ٴﵽƽ�⣬����ȶ�ĥ��γ��ֵø���[28]��
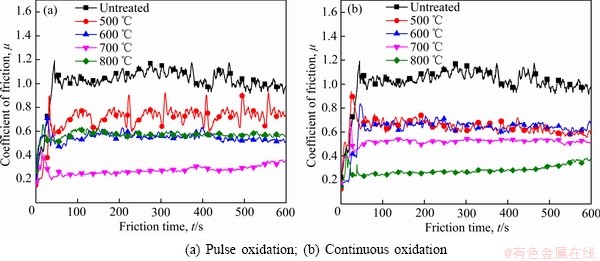
ͼ9 ��ͬ�����¶�������4.5 h������������Ħ������
Fig. 9 Surface friction curves of pure titanium sample after 4.5 h oxygen treatment
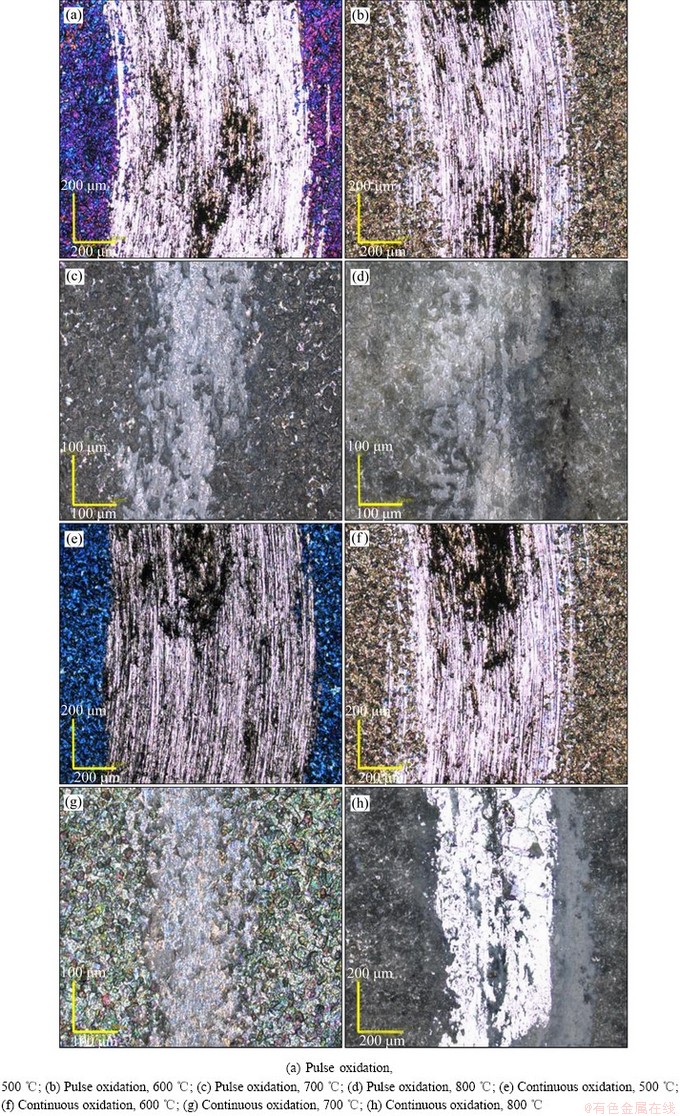
ͼ10 4.5 h����ʱ���¸��������������ı���ĥ����ò
Fig.10 Surface wear morphologies of pure titanium samples under oxygen infiltration time of 4.5 h
ͼ10��ʾΪ��ͬ�����¶�������4.5 h���������ı���ĥ����ò����ͼ10���Կ�������������������������ĥ��ЧӦ���ͬ�����������µ������������������������¶ȵ����ߣ�������������ĥ�ۿ��ȱ�С����ȱ�dzֱ����������������������ĥ�ۿ�����700 ��ʱ�Ƚ�������ĥ����Ⱥ�dz����800 �������¶�ʱ���Ѿ���������ع۲쵽ĥ�ۣ��������´����������漸��δ��ĥ����ĥ��������á���������������ĥ�ۿ�����700 ��ʱ�ﵽ��С���������¶���ߵ�800 ��������ֳ����Ե�ĥ�ۣ�����������������������ڶ�ĥ�����������Ϊĥ�����¡�
3 ����
1) �������������������γ�����TiO2��Ti2O3��TiO��������������ɵ������㡣800 ���������� 6 h����������������Ȼ�������ܣ����������������������������أ�ͬ�Ȳ��������£���������������������ϸ����ܡ�
2) 700 ����������6 h��������Ӳ�����Ϊ15.39 GPa��ԼΪԭʼ������7.3�����������������������Ӳ��Ϊ9.29 GPa��ԼΪԭʼ������4.4��������Ϊ�������������Ӳ�ȵ�60%��
3) 700 ����������4.5 h��������Ħ��������СΪ0.30��ĥ�۽������СΪ3876.08 ��m2��800 ����������4.5 h��������Ħ��������СΪ0.24��ĥ�۽������СΪ317.44 ��m2����Ϊԭʼ������0.92%������������������ߴ��ѵ���Ħ��ĥ�����ܣ����ĥ��õ�������
REFERENCES
[1] �� ��, �。��, �����. �ѺϽ��Ӧ����״����չǰ ��[J]. �ѹ�ҵ��չ, 2004, 21(5): 19-24.
LI Liang, SUN Jian-ke, MENG Xiang-jun. Application status and development prospect of titanium alloy[J]. Titanium Industry Progress, 2004, 21(5): 19-24.
[2] ������. �ѺϽ������÷ɻ��ϵ�Ӧ�ü���չ����[J]. ������ɫ����, 2018, 497(5): 230-231
L�� Dong-lan. Application and development trend of titanium alloy in civil aircraft[J]. World Nonferrous Metals, 2018, 497(5): 230-231
[3] ���ź�, ������, �� ��, ��. �������Ѽ��ѺϽ�ķ�չ��Ӧ��[J]. ���ϵ���, 2011, 25(1): 102-107.
HUANG Zhang-hong, QU Heng-lei, DENG-Chao, et al. Development and application of aerial titanium and its alloys[J]. Materials Reports, 2011, 25(1): 102-107.
[4] ��ӱ��. �������Ѽ��ѺϽ����״��չ��[J]. �й���ҵ, 2014(3): 8-14.
FENG Ying-fang. The situation and prospects of titanium and titanium alloys for automobiles[J]. China Titanium Industry, 2014(3): 8-14.
[5] ������, ��ҫ��, ��ҫ��. �ѺϽ��������ϵ�Ӧ�ú�չ ��[J]. ����ѧ��, 2002, 38(z1): 533-535.
WANG Jing-sheng, XIA Yao-qin, CUI Yao-guo. The application and prospects of titanium alloy in the automobile[J]. Acta Metallurgica Sinica, 2002, 38(z1): 533-535.
[6] �ؽ���, ��ܰ��, ����, ��. ����������Ѽ��ѺϽ�������ܵ��о���չ[J]. ���漼��, 2017, 46(1): 1-8.
QIN Jian-feng, WANG Xin-bo, ZOU Jiao-juan, et al. Research progress of thermal oxidation effect on improving surface properties of titanium and titanium alloy[J]. Surface Technology, 2017, 46(1): 1-8.
[7] �Ŵ���, ���, �� ��. �������������ѺϽ������ĥ����Ӱ����о�[J]. ���漼��, 2008, 37(6): 18-20, 23.
ZHANG Cun-yan, LI Chun-yian, ZHANG Jin. Study on effect of thermal oxidation treatment on wear resistance of titanium alloy[J]. Surface Technology, 2008, 37(6): 18-20, 23.
[8] Ҷѩ÷, �� �, �� ��, ��. �����������Դ�����ʴ����Ӱ����о�[J]. �ѹ�ҵ��չ, 2014, 31(1): 21-24.
YE Xue-mei, SUN Fei, WANG Yan, et al. Study on the effect of thermal oxidation on cp-ti corrosion resistance[J]. Titanium Industry Progress, 2014, 31(1): 21-24.
[9] �����, ������, �� ��. �Ѽ��ѺϽ����������յ��о���״[J]. ��ʴ�����, 2014, 35(10): 965-970.
WANG Ya-ting, LIN Nai-ming, TANG Bin. Development of thermal oxidation of titanium and titanium alloys[J]. Corrosion & Protection, 2014, 35(10): 965-970.
[10] BAILEY R, SUN Y. Corrosion and tribocorrosion performance of thermally oxidized commercially pure titanium in a 0.9% NaCl solution[J]. Journal of Materials Engineering & Performance, 2015, 24(4): 1669-1678.
[11] JAMESH M, KUMAR S, NARAYANAN T S N S. Effect of thermal oxidation on corrosion resistance of commercially pure titanium in acid medium[J]. Journal of Materials Engineering & Performance, 2012, 21(6): 900-906.
[12] ANIOLEK K, KUPKA M, BARYLSKI A, et al. Mechanical and tribological properties of oxide layers obtained on titanium in the thermal oxidation process[J]. Applied Surface Science, 2015, 357: 1419-1426.
[13] �Ŵϻ�, �� ��, ��ҫ��, ��. �����е��ĥ��ҵ��ﯵ�ƣ�������о�[J]. ϡ�н���, 2017, 41(3): 284-289.
ZHANG Cong-hui, YU Fei, WANG Yao-mian, et al. Fatigue property of commericial pure zirconium subjected to surface nanocrystallization[J]. Chinese Journal of Rare Metals, 2017, 41(3): 284-289.
[14] ����Ӣ. Ħ��ĥ������[M]. ����: ��е��ҵ������, 2012: 13-22.
HOU Wen-ying. Friction and wear and lubrication[M]. Beijing: China Machine Press, 2012: 13-22.
[15] ����ҵ. TC4�ѺϽ�����������ɫ�����о�[D]. ����: ����������ѧ, 2013.
LIANG Li-ye. Study on anodizing and coloring process of TC4 titanium alloy[D]. Shenyang: Shenyang Institute of Technology, 2013.
[16] MUNGOLE M N, SINGH N, MATHUR G N. Oxidation behaviour of Ti6Al4V titanium alloy in oxygen[J]. Metal Science Journal, 2013, 18(1): 111-114.
[17] ������, Ԭ����, �� ��, ��. �������²���ֲ�ɫ��ʶ�����о�[J]. Ӧ�ü���, 2017(1): 115-121.
ZHANG Ling-ling, YUAN Li-meng, CHEN Yuan, et al. Research of the process of laser induced color marking on stainless steel[J]. Applied Laser, 2017(1): 115-121.
[18] HAUFFE K. Oxidation of metals[M]. New York: Plenum Press, 1965: 201.
[19] �� ��, �� ��, ������, ��. TC4�ѺϽ��������������ʴ���ܵ��о�[J]. �ȼӹ�����, 2014, 43(2): 144-146.
YANG Chuang, WANG Liang, PENG Xian-wen, et al. Study on corrosion behavior of vacuum pulse oxidation for TC4 titanium alloy[J]. Hot Working Technology, 2014, 43(2): 144-146.
[20] �Ŵϻ�, �� ��, ��ҫ��, ��. ���������TA2����TiN��Ĥ��������ѧ���ܵ�Ӱ��[J]. ϡ�н���, 2018, 42(8): 841-849.
ZHANG Cong-hui, GAO Peng, WANG Yao-mian, et al. Growth and mechanical properties of TiN thin deposited on HESP TA2 substrate[J]. Chinese Journal of Rare Metals, 2018, 42(8): 841-849.
[21] KHALIL N. Quantum chemical approach of corrosion inhibition[J]. Electrochimica Acta, 2003, 48(18): 2635-2640.
[22] �־, �����, ����, ��. �ѺϽ�ɻ���Ħ����Ϊ��ĥ������о���չ[J]. ���ϵ���, 2018, 32(S1): 410-414.
LI Chao-zhi, FU Bin-guo, LIU Jin-hai, et al. Research progress of wear behavior and mechanism of titanium alloys under sliding condition[J]. Materials Reports, 2018, 32(S1): 410-414.
[23] лӨӨ. ��״�ṹTiBw/TC4���ϲ���TiAl3Ϳ���Ʊ�����������[D]. ������: ��������ҵ��ѧ, 2015.
XIE Ying-ying. Preparation and oxidation properties of TiAl3 coatings on TiBw/TC4 composites[D]. Harbin: Harbin Institute of Technology, 2015.
[24] �� Ծ, ������, ������, ��. ��иֵ������������ע������ĥ���о�[C]// �й���е����ѧ��Ħ��ѧ�ֻ�. ���߽�ȫ��Ħ��ѧ������ļ�(��). ����: ���̿Ƽ���, 2002.
SUN Yue, MA Xin-xin, XU Shu-yan, et al. Study on wear resistance of plasma based temperature increasing layer for bearing steel[C]// Tribology Branch of Chinese Society of Mechanical Engineering. Proceedings of the 7th National Tribology Congress (2). Lanzhou: Journal of Engineering Science and Technology ��, 2002.
[25] ���㳯. Ħ����Ħ�������ķ���[J]. �˳�ѧԺѧ��, 2006, 24(2): 60-61.
JIA Yi-zhao. Analysis of friction and friction coefficient[J]. Journal of Yuncheng University, 2006, 24(2): 60-61.
[26] �� ��. �绡��ͿNi-TiͿ�����֯�ṹ������ĥ�����о�[D]. ����: ����ʯ�ʹ�ѧ, 2012.
ZHANG Jian. Study on microstructure and wear resistance of arc sprayed Ni-Ti coating[D]. Xi��an: Xi��an Petroleum University, 2012.
[27] ����ƽ. ZGMn13���̸���ĥ����ĥ���ӹ�Ӳ���������о�[D]. ����: ���ݴ�ѧ, 2013.
ZHANG Yan-ping. Study on wear resistance and grinding hardening mechanism of ZGMn13 high manganese steel[D]. Fuzhou: Fuzhou University, 2013.
[28] ������, �� ΰ, ���ı�, ��. ��Ӵ�����Ħ�����̽������������о�[J]. Ӧ����ѧѧ��, 2015, 32(2): 226-232.
XIONG Qi-yu, WANG Wei, JIA Wen-bin, et al. Experimental study on interface characteristics of surface contact multi-body friction process[J]. Chinese Journal of Applied Mechanics, 2015, 32(2): 226-232.
Effect of pulse oxidation on friction and wear properties of industrial pure titanium surface
ZHANG Cong-hui, LIU Ying, XIAO Gui-zhi, ZHANG Jin
(College of Metallurgy Engineering, Xi��an University of Architecture and Technology, Xi��an 710055, China)
Abstract: In order to improve the wear resistance of industrial pure titanium in the process of application, the method of pulse oxidation was used under different temperatures and time. X-ray diffractometer (XRD), scanning electron microscope (SEM), nano indentation tester and friction and wear tester were used to test the characteristic peak strength, morphology characteristics, indentation hardness, surface friction coefficient and wear scar cross-sectional area of the wear mark. The results show that oxidation layer and oxygen diffusion layer form on the surface of industrial pure titanium samples by pulse oxidation. Compared with the continuous oxidation samples and the original samples, the surface hardness of the pulse oxidation sample at 700 �� for 6 h is the largest, being 15.39 GPa, which is about 1.7 times of that of the continuous oxidation sample, 7.3 times of that of the original sample. The friction coefficient and wear scar cross-section area of the pulse oxidation sample at 800 �� for 4.5 h are the smallest, which are 0.24 and 317.44 ��m2, respectively. The adhesive wear of the samples is significantly weakened and the wear resistance is improved.
Key words: industrial pure titanium; pulse oxidation; oxidation layer; oxygen diffusion layer; friction; wear
Foundation item: Project(2016JM5032) supported by the Shaanxi Natural Science Basic Research Program, China; Project(51804241) supported by the National Natural Science Foundation of China; Project(17JS065) supported by the Key Laboratory Research Project of Shaanxi Provincial Department of Education, China; Project(2016004) supported by the Open Project of State Key Laboratory of Rolling Technology and Continuous Rolling Automation of Northeastern University, China
Received date: 2019-11-04; Accepted date: 2020-06-26
Corresponding author: ZHANG Cong-hui; Tel: +86-29-82201862; E-mail: jiandazhang2010@hotmail.com
(�༭ ����)
������Ŀ������ʡ��Ȼ��ѧ�����о��ƻ�������Ŀ(2016JM5032)��������Ȼ��ѧ����������Ŀ(51804241)������ʡ�������ص�ʵ�����о�������Ŀ(17JS065)��������ѧ���Ƽ����������Զ��������ص�ʵ���ҿ��ſ������������Ŀ(2016004)
�ո����ڣ�2019-11-04�������ڣ�2020-06-26
ͨ�����ߣ��Ŵϻݣ����ڣ���ʿ���绰��029-82201862��E-mail��jiandazhang2010@hotmail.com
[1] �� ��, �。��, �����. �ѺϽ��Ӧ����״����չǰ ��[J]. �ѹ�ҵ��չ, 2004, 21(5): 19-24.
[2] ������. �ѺϽ������÷ɻ��ϵ�Ӧ�ü���չ����[J]. ������ɫ����, 2018, 497(5): 230-231
[3] ���ź�, ������, �� ��, ��. �������Ѽ��ѺϽ�ķ�չ��Ӧ��[J]. ���ϵ���, 2011, 25(1): 102-107.
[4] ��ӱ��. �������Ѽ��ѺϽ����״��չ��[J]. �й���ҵ, 2014(3): 8-14.
[5] ������, ��ҫ��, ��ҫ��. �ѺϽ��������ϵ�Ӧ�ú�չ ��[J]. ����ѧ��, 2002, 38(z1): 533-535.
[6] �ؽ���, ��ܰ��, ����, ��. ����������Ѽ��ѺϽ�������ܵ��о���չ[J]. ���漼��, 2017, 46(1): 1-8.
[7] �Ŵ���, ���, �� ��. �������������ѺϽ������ĥ����Ӱ����о�[J]. ���漼��, 2008, 37(6): 18-20, 23.
[8] Ҷѩ÷, �� �, �� ��, ��. �����������Դ�����ʴ����Ӱ����о�[J]. �ѹ�ҵ��չ, 2014, 31(1): 21-24.
[9] �����, ������, �� ��. �Ѽ��ѺϽ����������յ��о���״[J]. ��ʴ�����, 2014, 35(10): 965-970.
[13] �Ŵϻ�, �� ��, ��ҫ��, ��. �����е��ĥ��ҵ��ﯵ�ƣ�������о�[J]. ϡ�н���, 2017, 41(3): 284-289.
[14] ����Ӣ. Ħ��ĥ������[M]. ����: ��е��ҵ������, 2012: 13-22.
HOU Wen-ying. Friction and wear and lubrication[M]. Beijing: China Machine Press, 2012: 13-22.
[15] ����ҵ. TC4�ѺϽ�����������ɫ�����о�[D]. ����: ����������ѧ, 2013.
[17] ������, Ԭ����, �� ��, ��. �������²���ֲ�ɫ��ʶ�����о�[J]. Ӧ�ü���, 2017(1): 115-121.
[18] HAUFFE K. Oxidation of metals[M]. New York: Plenum Press, 1965: 201.
[19] �� ��, �� ��, ������, ��. TC4�ѺϽ��������������ʴ���ܵ��о�[J]. �ȼӹ�����, 2014, 43(2): 144-146.
[22] �־, �����, ����, ��. �ѺϽ�ɻ���Ħ����Ϊ��ĥ������о���չ[J]. ���ϵ���, 2018, 32(S1): 410-414.
[23] лӨӨ. ��״�ṹTiBw/TC4���ϲ���TiAl3Ϳ���Ʊ�����������[D]. ������: ��������ҵ��ѧ, 2015.
[25] ���㳯. Ħ����Ħ�������ķ���[J]. �˳�ѧԺѧ��, 2006, 24(2): 60-61.
[26] �� ��. �绡��ͿNi-TiͿ�����֯�ṹ������ĥ�����о�[D]. ����: ����ʯ�ʹ�ѧ, 2012.
[27] ����ƽ. ZGMn13���̸���ĥ����ĥ���ӹ�Ӳ���������о�[D]. ����: ���ݴ�ѧ, 2013.
[28] ������, �� ΰ, ���ı�, ��. ��Ӵ�����Ħ�����̽������������о�[J]. Ӧ����ѧѧ��, 2015, 32(2): 226-232.
