
���±�ţ�1004-0609(2015)-09-2389-07
��/��ͭ���ֽ���TIG��ǥ����ͷ����֯����ѧ����
�� ��1����־��1���Ժ���1��л ��1��������2���뼪��1, 2
(1. ��������ҵ��ѧ(����) ɽ��ʡ���ֺ����ص�ʵ���ң����� 264209��
2. ��������ҵ��ѧ �Ƚ����������ӹ����ص�ʵ���ң������� 150001)
ժ Ҫ��
����Zn-2%Al(��������)ҩо��˿��5052���Ͻ��H62��ͭ����TIG��ǥ��������飬���Խ�ͷ����֯�������ṹ����ѧ���ܽ��з��������������Zn-2%Alҩо��˿�ڻ�ͭĸ�ı�����ʪ�����ã��ܹ���ýϺõ���/��ͭ��ǥ����ͷ���ڻ�ͭ��������γɿ�״����״��AlCu���Խ����仯�����࣬ͬʱ�ڻ�ͭ����洦�γ�Cu9Al4��CuZn�����仯����㡣�溸��������������������������С����ͷ�����غ�Ҳ����������С����������������������Ӳ�ȸ������ͻ�ͭĸ�ĵġ���ͷ����ʱ���ڻ�ͭ����������ҶϿ�Ϊ���� ���ѡ�
�ؼ��ʣ�
��/��ͭ���ֽ�����TIG��ǥ����ҩо��˿������֯����ѧ������
��ͼ�����: TG444���� ���ױ�־�룺A
Microstructure and mechanical properties of Al/brass dissimilar metals TIG welding-brazing joint
ZHOU Li1, LI Zhi-yong1, ZHAO Hong-yun1, XIE Yu1, HUANG Yong-xian2, FENG Ji-cai1, 2
(1. Shandong Provincial Key Laboratory of Special Welding Technology,
Harbin Institute of Technology at Weihai, Weihai 264209, China;
2. State Key Laboratory of Advanced Welding and Joining, Harbin Institute of Technology, Harbin 150001, China)
Abstract: 5052 aluminum alloy and H62 brass dissimilar metals were welded by TIG welding-brazing lap using Zn-2%Al (mass fraction) flux-cored wire. Microstructure, interface layer structure and mechanical properties of the joint were studied. The results show that favorable welding-brazing joints are obtained due to the excellent wettability of molten Zn-2%Al on the surface of brass. The massive and strip AlCu intermetallic compounds (IMCS) form in the transition zone at the brass side, meanwhile, Cu9Al4 and CuZn intermetallic compound layers form at the interface. The interface layer thickness and tensile load of joint increase at first and then decrease with the increase of welding heat input. The micro-hardnesses of weld center and the interface layer are higher than those of aluminum and brass base metals. Tensile test results show that the joint fractures at interface layer of the brass side with cleavage fracture surface.
Key words: Al/brass dissimilar metals; TIG welding-brazing; flux-cored wire; microstructure; mechanical property
ͭΪϡȱ����������ս����Դ�����Ͻ�ĵ��硢����������ͭ�Ľӽ�������ͭ�ᣬ������Ȼ���к�����ͭ�ḻ���۸�Ҳ��ͭ����[1]����ˣ�������/ͭ���Ͻṹ�������ͭ�ܹ���ַ������ֲ��ϵ����ƣ��ﵽ�ɱ������ܵ�ƽ�⡣��/ͭ���ֽ����ֽ���Ҫ����ǥ��[2-5]���ۻ���[6]��ѹ����[7-11]�ȷ����������ӡ�����ͭ��������������ѧ���ʲ���ϴ���ұ�������Բ���ô�ͳ�ۻ�����������ʵ����/ͭ���ֽ����Ŀɿ�����[12]��ѹ������ǥ�������Խ�ͷ�Ľṹ�ߴ������ƣ���������Ч����Խϵ͡�����������ǥ��������Ϊ�����Ѻ���������������о��ȵ㣬����ͻ�ƴ�ͳ�����ڽ�ͷ�������ṹ��Ӧ�Եȷ���IJ��㡣
��ǥ���������ֽ����۵�������ص㣬�ڵ��۵���ϲ��γ��ۻ�����ͷ�����ڸ��۵���ϲ��γ�ǥ����ͷ������յ�[13]����Zn-15%Al(��������)ʵо��˿��չ����/��ͭTIG��ǥ��������飬�������������״���ӽ����������뺸�죬���˽�ͷ���ܡ�������еĽ����仯������Ҫ��CuZn5����ɡ�������[14]���ü�������ǥ��������3 mm��1060���Ͻ��T2��ͭ���жԽӣ����ú����ھ�����ΪϸС����ͷ�Ŀ���ǿ�ȿɴﵽ���Ͻ�ĸ�ĵ�94%���ϣ��������ں���Ӳ���Cu3Al2��CuAl2�����仯���SOLCHENBACH��[15]ͨ������ΰڶ�ͬʱ����������ʵ������/ͭ���ֽ����ļ�����ǥ����������/ͭ���洦�γ��˺��С��3.2 ��m�ľ��Ƚ����仯����㡣����������TIG�绡��Ϊ��Դ������Zn-2%Alҩо��˿������/��ͭTIG��ǥ����ӣ����Խ�ͷ����֯����ѧ���ܽ����о���Ϊ��/��ͭ���ֽ�����TIG��ǥ������Ӧ���ṩ�������ݡ�
1 ʵ��
�������Ϊ200 mm��75 mm��2 mm�ߴ��5052���Ͻ��200 mm��75 mm��1 mm�ߴ��H62��ͭ���仯ѧ�ɷּ���ѧ���ֱܷ����1��2���У�������ѡ��ֱ��1.6 mm��Zn-2%Alҩо��˿��TIG��ǥ����ӹ�����ͼ1��ʾ���������ϡ���ͭ�����£���ӿ���Ϊ10 mm����ǰ���ø�˿ˢ���ô��������漰��������Ĥ��Ȼ���ñ�ͪϴ�����������Ĥ�������Լ���������ۼ��ҳ�������ʱ�ǹ������90�㲢ƫ���ͭĸ�IJ�1 mm���ټ��߶�Ϊ5 mm�����ô�������������ӹ��ղ���Ϊ�������ٶ�2 mm/s����˿�ٶ�0.8 m/min�����ӵ���90~130 A��
�ش�ֱ�ں��ӷ����ȡ�������б����������Ʊ���ʹ�ÿ����Լ�(3 mL HNO3+6 mL HCl+6 mL HF+150 mL H2O)��ʴ1~2 s����GX51��������(Optical microscopy��OM)�Խ�ͷ����֯���й۲죬����TESCAN VEGA3ɨ���������(SEM)�����������֯��ͨ������(EDS)������������ࡣ
���Ŵ�ֱ�ں��ӷ���ӹ��ߴ�Ϊ150 mm��10 mm��������������INSTRON 1186������ѧ����������Ͻ��������������飬��������Ϊ3 mm/min���������ܲ���3������������ƽ��ֵ����������MICRO-586����Ӳ�ȼƶԺ��ӽ�ͷ������Ӳ�ȷֲ����в���(�����غ�1.96 N������ʱ��10 s�����Ե���0.2 mm)��
2 ��������
2.1 ��ͷ���μ�����֯
ͼ2��ʾΪ��ͬ���ӵ��������ý�ͷ������ò�������ӵ���Ϊ90Aʱ�����ں����������С���ۻ��ĺ�˿����ĸ���ڻ�ͭĸ�ı������ʪ��չ�Բ��ã����Ի�ó������õĽ�ͷ�������ӵ���Ϊ100~120 Aʱ�����ڲ����ڻ�ͭĸ�ı�����չ�Ϻá����ź��ӵ�������������������ߣ��ۻ��ĺ�˿����ĸ���ڻ�ͭĸ�ı������ʪ��Խ��Խ�ã����ú�����չ������������ӵ���Ϊ130 Aʱ�����ں������������ͭĸ���ۻ��������ֺ����������ܻ����������ǥ����ͷ��
��1 5052���Ͻ�ѧ�ɷּ���ѧ����
Table 1 Chemical compositions and mechanical properties of 5052 Al alloy

��2 H62��ͭ��ѧ�ɷּ���ѧ����
Table 2 Chemical compositions and mechanical properties of H62 brass

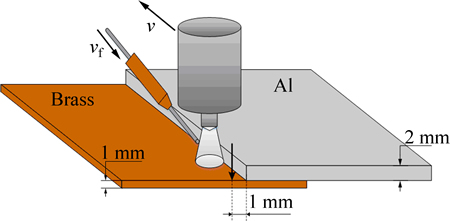
ͼ1 ��/��ͭTIG��ǥ�����ʾ��ͼ
Fig. 1 Schematic diagram of Al/Brass TIG lap welding�Cbrazing
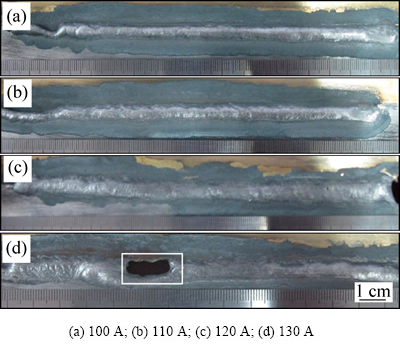
ͼ2 ��ͬ���ӵ��������ú��������ò
Fig. 2 Surface appearances of joints obtained at different welding currents
ͼ3��ʾΪ���ӵ���100Aʱ��õĵ�����/��ͭ��ǥ����ͷ��ѧ������ò������֯��ͼ3(a)��ʾΪ��ͷ������ò����ͼ3(a)�ɿ����������д��ڴ�С��һ�����ף������������Zn-2%Alҩо��˿����Ҫ�ɷ�Zn�е�ϵͣ��������̹����У�������Zn�������ݳ��γ����ס��ɽ�ͷ������ò���Կ�������/��ͭTIG��ǥ����ͷ��Ҫ��3��������ɣ������ۻ�����(I)������������(II)����ͭ����ǥ����(III)�������ۻ��������ֳ��ۻ�������֯����(��ͼ3(b))�����̹��������ڽ�������ĸ�����κˣ�������״����ʽ����������������״���������ִ��Ҵ��ڽ϶�ȱ�ݣ���Ϊ�����еĴ������ڡ��ں���������(��ͼ3(c))���Թ۲쵽��������֦����֯����֦����֯�IJ�������ȴ�ٶ��йأ���ȴ�ٶ�Խ��Խ���ײ�����֦����֯���������ͻ�ͭ�������ȵ��ʽϸߵĽ�����������ȴ�ٶȽϿ죬�ٽ��˴�����֦�����γɣ����ܻ������������ѧ���ܡ�������֯��Ҫ�ɰ�ɫ�Ħ�-Zn��������֦����֯����п�༰��ɫ�Ħ�(Al)��������״�ṹ��ɡ�������ĸ���ۻ�����ԭ�ӽ��뺸���У�����Խ������ĸ�IJ࣬����������ĺ���������[13]��
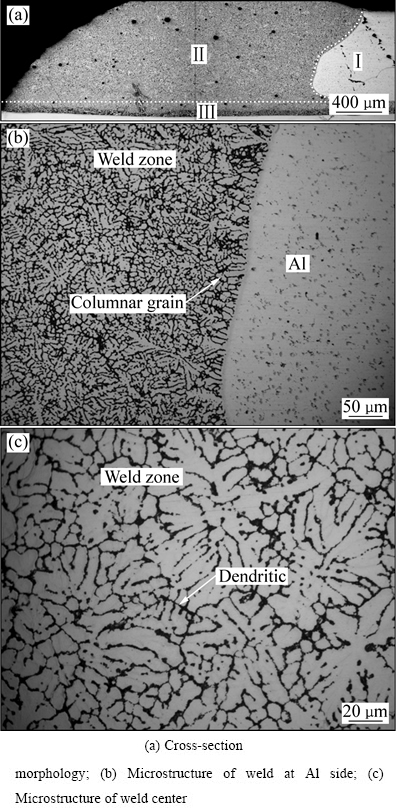
ͼ3 ���ӵ���100 A�����ý�ͷ��ѧ������ò������֯
Fig. 3 Cross-sectional OM morphology and microstructures of joint obtained at welding current of 100 A
ͼ4��ʾΪ��ͬ���������ý�ͷ�л�ͭ����ǥ��������֯�������ֿ�ϸ��Ϊ�������������������ͽ����3�������ӹ����У���ͭĸ�Ļ���Һ̬����������ܽ⣬ͬʱ���ܴ��ڻ�ͭĸ�������ۻ����뺸���У�Һ̬��������е�Znԭ�Ӻ�Alԭ�ӻ����ͭĸ������ɢ�������ҪԪ��Al��Cu��Zn�����ڽ��渽���γɿ�״���״�����仯�����࣬���ʹ��ͷ��������ǿ�������½������ӵ���Ϊ100 Aʱ���������8 ��m���ң����ӵ�������110 Aʱ���������10 ��m���ң����ӵ����������ӵ�120 Aʱ���������5 ��m���ҡ��溸��������������������������С����������������ź������������ߵ��»�ͭĸ�IJ����ۻ����Ӷ��Խ��洦�ܽ����ɢ���̲�����Ӱ�졣������[16]��3 mm��1060���Ͻ��T2��ͭ���м�������ǥ��ʱ�����ֽ�ͷ��������ڴ�ֱ�����Ͼ��ȷֲ���ԼΪ25 ��m����������������»�ͭ�����ۻ��õ�����ǥ��-�ۺ���ͷʱ�������ڽ��洹ֱ������ڽϴ���¶Ȳ��Լ��۳�������Ӱ�죬�����仯������ȷֲ������ȣ���10~25 ��m֮�䡣�ɼ����ź��ӵ������������ijߴ粢���������ӡ�
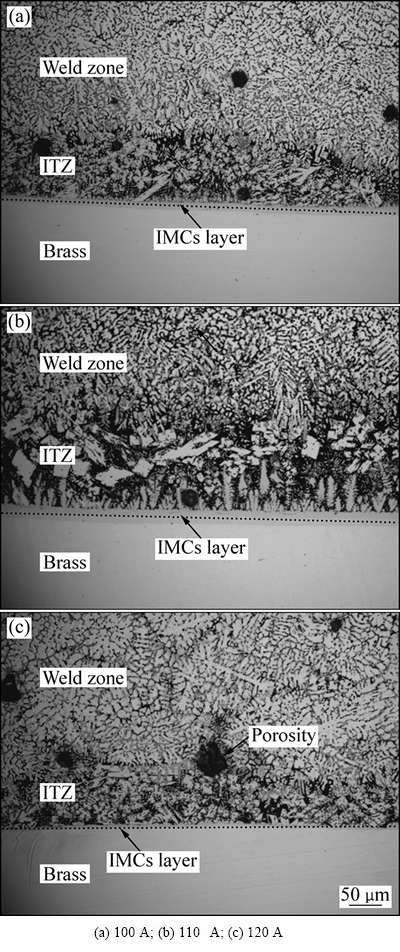
ͼ4 ��ͬ���ӵ��������ý�ͷ��ͭ����ǥ��������֯
Fig. 4 Microstructures of brazing area of brass side in the joints obtained at different welding currents
����SEM�Ժ��ӵ���100 Aʱ��õ���/��ͭ��ǥ����ͷ��ͭ��������֯��������з�����ͼ5��ʾΪ��ͭ������SEM����ͼ5���Կ�����������3����ɡ����λ�ڽ���㿿������һ�࣬����״�����ķ������������λ�ڽ��������λ�ã����Ƚ�С�Ҳ����ȣ����λ�ڽ�����п�����ͭĸ�ĵ�һ�㣬���ͭĸ�Ľ�����ֳ�һ��ϸ�������ߣ���ɫ�Ķ����ͭĸ�ĵĽӽ���
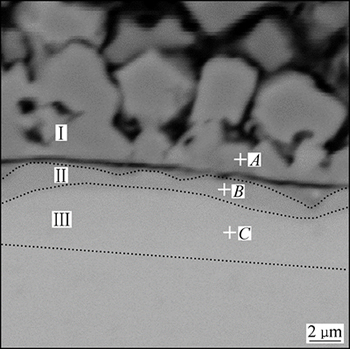
ͼ5 ���ӵ���100 A�����ý�ͷ��ͭ������SEM��
Fig. 5 SEM image of interface layer in joint obtained at welding current of 100 A
��ͼ5�л�ͭ�����㲻ͬλ�ý���EDS������������3���С�����A��EDS������������ƶϽ�����еĢ��ΪAlCu�࣬���й�����һ������Znԭ�ӣ�������״�����ķ�������������[17]����Zn-15%Alʵо��˿����/ͭ���ֽ�������TIG��ǥ��ʱ���ڽ���㴦Ҳ��AlCu�����ɡ�Alԭ��ͨ����������ͭĸ������ɢ���γ��ˢ�㣬��B��EDS����������ƶϢ����Ҫ��Cu9Al4��ɡ�������ZnԪ�غ����ϸߣ���ͭĸ����Ҳ����һ��������ZnԪ�أ��ʺ�����ĸ��ZnԪ��Ũ���ݶ���ؼ�С��Znԭ�ӵ���ɢ�ٶ�Ҳ��Խ�С�����ӹ��������ڻ�ͭĸ���е�Cuԭ�������ܽ⣬����ĸ���в�������CuԪ�غ����½��������γ��˺�Ƚϴ�Ģ�㣬����C��EDS��������жϢ����Ҫ��CuZn��ɡ�
��3 ͼ5��ʾλ��EDS�������
Table 3 EDS analysis of positions shown in Fig. 5
2.2 ��ͷ��ѧ����
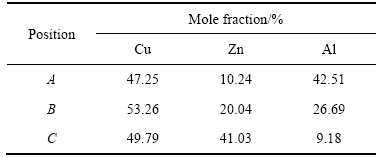
ͼ6��ʾΪ���ӵ���100 Aʱ��õĵ�����/��ͭ��ǥ����ͷ��ͬ������Ӳ�ȷֲ�ͼ��ͼ6����1����2�ֱ�Ϊˮƽ����ʹ�ֱ������Ӳ�Ȳ���ʾ���ߡ�ˮƽ����Ӳ�ȷֲ�������ĸ��Ӳ�Ƚϵͣ�����������Ӳ�Ƚϸߡ�����������ں�������������֯ΪϸС����֦״��֯�����ں��ӹ������ͻ�ͭ�ܽ���ɢ���뺸�졣��ֱ����Ӳ�ȷֲ�������ͭĸ��Ӳ�Ƚϵͣ����洦�����ں��ӹ����зֱ��γ���Ӳ�ȽϸߵĽ����仯����㣬�����Ӳ�ȸ��ں�����������ͭĸ�ĵ�Ӳ�ȡ�
ͼ6 ���ӵ���Ϊ100 Aʱ��ͷ��Ӳ�ȷֲ�
Fig. 6 Hardness distributions of joint obtained at welding current of 100 A
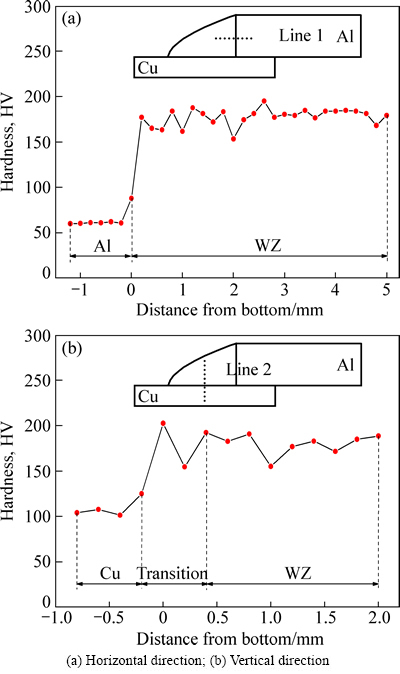
ͼ7��ʾΪ��ͬ���ӵ��������ý�ͷ�������������溸�ӵ���������ͷ�����غ����½������ߡ������ӵ���Ϊ120 Aʱ�����������Խϸߵ��������ܣ������غ�Ϊ1917 N������������ں��ӵ���Ϊ120Aʱ�����ĺ����С����ͭĸ���뺸��֮������ĺ��Խ�����ͷ��ѧ�������Խ���ǥ�������п��ܿ���ͨ�����Ƹ��۵�ĸ�ĵ����ۻ������ڽ��洦Ԫ��Ũ���ݶȣ�������ɢ���ܽ���̣����ƽ�ͷ�����ĺ�ȣ��Ӷ���߽�ͷ����ѧ���ܡ�
ͼ7 ��ͬ���ӵ��������ý�ͷ�����غ�
Fig. 7 Tensile loads of joints obtained at different welding currents
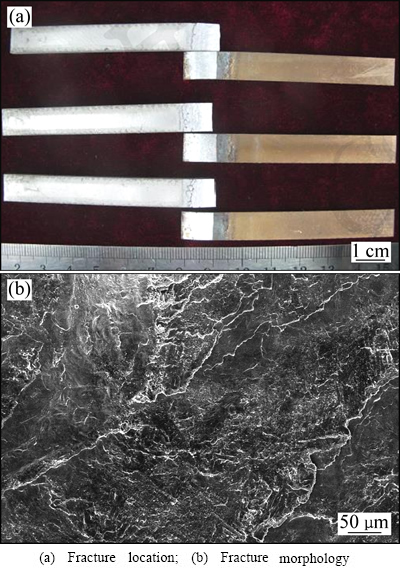
ͼ8 ���ӵ���Ϊ100 Aʱ��ͷ����Ͽ���ò
Fig. 8 Fracture appearance of tensile specimens in welding current of 100 A
ͼ8��ʾΪ���ӵ���100 Aʱ��õĵ�����/��ͭ��ǥ����ͷ����Ͽ���ò����ͼ8(a)��֪����ͷ����ʱ���ڻ�ͭ���������ͼ8(b)��ʾΪ��ͷ�Ͽڻ�ͭ��SEM�Ͽڱ����Ϊƽ̹������Ͽ��������С�൱�ھ����Ľ���������ɣ����ƿ�������ƽ�е��߶Ȳ�ͬ�Ľ����棬�γ��˽���̨�ͺ����������Ͽڳ��ֽ����������������ӹ������ں����ͭ���γ��˽����仯����㣬������������γ��˳ߴ�ϴ����״�Ϳ�״���Խ����仯�����ࡣ������������У�������غɵ������£�����Ӧ������γ�һ�����ƣ��������Ӧ���������÷���˺�ѣ���������ǰ��չ���������������չ����������ʹ���췢�����ѡ��������ƵĿ�����չ���Ͽڴ������ϲ��������Ա��Σ����ڴ��Զ��ѡ�
3 ����
1) ����Zn-2%Alҩо��˿��Ϊ�����ϣ�ѡ���ټ��߶�hΪ5 mm(���ӵ�ѹUΪ18~20 V)�����ӵ���IΪ100~120 A�������ٶ�vΪ2 mm/s����˿�ٶ�vfΪ0.8 m/min����ӿ���bΪ10 mm��ƫ����OΪ1 mm(ƫ��ͭ��Ϊ��)���ܹ���ýϺõ���/��ͭ��ǥ����ͷ�������ӵ���Ϊ120 Aʱ�����ڽ����ڻ�ͭĸ�ı������չ�Ϻã�������νϺá�
2) ��ǥ����ͷ��Ϊ3�����������ۻ���������������������ͭ����ǥ�����������д��ڴ�С��һ�����ס��ڻ�ͭ����������γ��˿�״����״��AlCu���Խ����仯�����࣬ͬʱ�ڻ�ͭ����洦�γ���Cu9Al4��CuZn�����仯����㡣�溸��������������������������С��
3) ��ͭ���������ڴ�Ӳ�����仯������γɣ���Ӳ�ȸ������ͻ�ͭĸ�ĵġ��������Խ�����ͷ��ѧ�������Խ���������溸���������������������С�����½�ͷ�����غ��ȼ�С���������ӵ���Ϊ120 Aʱ���ý�ͷ�����غ����Ϊ1917 N����ͷ����ʱ���ڻ�ͭ���������������ʽΪ�������ѡ�
REFERENCES
[1] LACAZE J, TIERCE S, LAFONT M C, THEBAULTA Y,  , MANKOWSKIA G, BLANCA C, ROBIDOUB H, VAUMOUSSEB D, DALOZ D. Study of the microstructure resulting from brazed aluminium materials used in heat exchangers[J]. Materials Science and Engineering A, 2005, 413/414: 317-321.
, MANKOWSKIA G, BLANCA C, ROBIDOUB H, VAUMOUSSEB D, DALOZ D. Study of the microstructure resulting from brazed aluminium materials used in heat exchangers[J]. Materials Science and Engineering A, 2005, 413/414: 317-321.
[2] �ź���, �� ��, �뼪��, ������. ��/ͭ��Ƶ��Ӧ�Ӵ���Ӧǥ��[J]. ����ѧ��, 2012, 33(3): 89-92.
ZHANG Hong-tao, LIU Duo, FENG Ji-cai, HU Le-liang. Reactive contact brazing between aluminium alloy and copper by high frequency induction method[J]. Transactions of the China Welding Insitution, 2012, 33(3): 89-92.
[3] JI F, XUE S B, LOU J Y, LOU Y B, WANG S Q. Microstructure and properties of Cu/Al joints brazed with Zn-Al filler metals[J]. Transactions of Nonferrous Metals Society of China, 2012, 22(2): 281-287.
[4] ���ǽ�, ���ǿ, ��ï��, �� ��, �� ��. Cu/Al�����ɢ����ͷ����֯����[J]. �й���ɫ����ѧ��, 2001, 11(3): 424-427.
LI Ya-jiang, WU Hui-qiang, CHEN Mao-ai, YANG Min, FENG Tao. Microstructure analyses in vacuum diffusion welded joint of copper and aluminum[J]. The Chinese Journal of Nonferrous Metals, 2001, 11(3): 424-427.
[5] JI F, XUE S B. Growth behaviors of intermetallic compound layers in Cu/Al joints brazed with Zn-22Al and Zn-22Al-0.05Ce filler metals[J]. Materials & Design, 2013, 51: 907-915.
[6] LEE S J, NAKAMURA H, KAWAHITO Y, KATAYAMA S. Effect of welding speed on microstructural and mechanical properties of laser lap weld joints in dissimilar Al and Cu sheets[J]. Science and Technology of Welding and Joining, 2014, 19(2): 111-118.
[7] FIROUZDOR V, KOU S. Al-to-Cu friction stir lap welding [J]. Metallurgical and Materials Transactions A: Physical Metallurgy and Materials Science, 2012, 43(1): 303-315.
[8] LEE K S, YONG-NAM K. Solid-state bonding between Al and Cu by vacuum hot pressing[J]. Transactions of Nonferrous Metals Society of China, 2013, 23(2): 341-346.
[9] LI X W, ZHANG D T, QIU C, ZHANG W. Microstructure and mechanical properties of dissimilar pure copper/1350 aluminum alloy butt joints by friction stir welding[J]. Transactions of Nonferrous Metals Society of China, 2012, 22(6): 1298-1306.
[10] AKINLABI E T, ANTHONY A, AKINLABI S A. Effects of processing parameters on corrosion properties of dissimilar friction stir welds of aluminum and copper[J]. Transactions of Nonferrous Metals Society of China, 2014, 24(5): 1323-1330.
[11] KUANG B B, SHEN Y F, CHEN W H, YAO X, XU H S, GAO J C, ZHANG J Q. The dissimilar friction stir lap welding of 1A99 Al to pure Cu using Zn as filler metal with ��pinless�� tool configuration[J]. Materials & Design, 2015, 68(5): 54-62.
[12] ��Ӧ��. ��-ͭ���ֲ��Ϻ��ӹ��ռ����������� [J]. ��ֵ����, 2015, 34(9): 69-71.
BI Ying-lin. Welding technology of aluminum-copper dissimilar material and its quality evaluation[J]. Value Engineering, 2015, 34(9): 69-71.
[13] �����, ����, ��̳�, ���Ľ�. ���Ͻ�/��ͭ���ֽ����绡��ǥ��[J]. �й���е����, 2014, 25(8): 1122-1125.
DONG Hong-gang, ZHNEG Xu-chao, YANG Ji-cheng, HU Wen-jin. Arc-brazing of aluminum alloy to brass[J]. China Mechanical Engineering, 2014, 25(8): 1122-1125.
[14] �� ��, �¿���, Ф��ʫ. ��-ͭ���ֽ�����������ǥ����ͷ��ѧ����[J]. �й�����, 2011, 38(6): 129-133.
DONG Peng, CHEN Kai-hua, XIAO Rong-shi. Mechanical properties of aluminum-copper joint by laser penetration brazing[J]. Chinese Journal of Lasers, 2011, 38(6): 129-133.
[15] Solchenbach T, Plapper P. Mechanical characteristics of laser braze-welded aluminum-copper connections[J]. Optics and Laser Technology, 2013, 54: 249-256.
[16] �� ��. ���ֺϽ�����ǥ�������뼼���о�[D]. ����:������ҵ��ѧ, 2011.
DONG Peng. Investigation on laser penetration brazing of dissimilar alloys[D]. Beijing: Beijing University of Technology, 2011.
[17] ����. ���Ͻ�/��ͭ���ֽ���TIG��ǥ���¶ȳ�����������ֵģ��[D]. ����: ����������ѧ, 2013.
ZHANG Xu-chao. Numerical simulation of temperature field and fluid flow field during TIG fusion-brazing of aluminum alloy and brass[D]. Dalian: Dalian University of Technology, 2013.
(�༭ �� ��)
������Ŀ��������Ȼ��ѧ����������Ŀ(51205084)����������ѧ�ع���Ա������������������Ŀ
�ո����ڣ�2015-01-29�������ڣ�2015-05-25
ͨ�����ߣ��� ���������ڣ���ʿ���绰��0631-5687211��E-mail��zhouli@hitwh.edu.cn
ժ Ҫ������Zn-2%Al(��������)ҩо��˿��5052���Ͻ��H62��ͭ����TIG��ǥ��������飬���Խ�ͷ����֯�������ṹ����ѧ���ܽ��з��������������Zn-2%Alҩо��˿�ڻ�ͭĸ�ı�����ʪ�����ã��ܹ���ýϺõ���/��ͭ��ǥ����ͷ���ڻ�ͭ��������γɿ�״����״��AlCu���Խ����仯�����࣬ͬʱ�ڻ�ͭ����洦�γ�Cu9Al4��CuZn�����仯����㡣�溸��������������������������С����ͷ�����غ�Ҳ����������С����������������������Ӳ�ȸ������ͻ�ͭĸ�ĵġ���ͷ����ʱ���ڻ�ͭ����������ҶϿ�Ϊ���� ���ѡ�
[2] �ź���, �� ��, �뼪��, ������. ��/ͭ��Ƶ��Ӧ�Ӵ���Ӧǥ��[J]. ����ѧ��, 2012, 33(3): 89-92.
[12] ��Ӧ��. ��-ͭ���ֲ��Ϻ��ӹ��ռ����������� [J]. ��ֵ����, 2015, 34(9): 69-71.
[13] �����, ����, ��̳�, ���Ľ�. ���Ͻ�/��ͭ���ֽ����绡��ǥ��[J]. �й���е����, 2014, 25(8): 1122-1125.
[14] �� ��, �¿���, Ф��ʫ. ��-ͭ���ֽ�����������ǥ����ͷ��ѧ����[J]. �й�����, 2011, 38(6): 129-133.
[16] �� ��. ���ֺϽ�����ǥ�������뼼���о�[D]. ����:������ҵ��ѧ, 2011.
[17] ����. ���Ͻ�/��ͭ���ֽ���TIG��ǥ���¶ȳ�����������ֵģ��[D]. ����: ����������ѧ, 2013.
