
DOI��10.19476/j.ysxb.1004.0609.2018.06.10
AgCuZnSnǥ�ϵ�����ѧ����
�����ǣ���ȫ���������������Դ
(����ˮ��ˮ���ѧ ��еѧԺ��֣��450045)
ժ Ҫ��
Ϊ�˽�ʾAgCuZnSnǥ�ϵ�����ѧ���ԣ���BAg50CuZnǥ��Ϊԭ���ϣ����������Ͻ����Ʊ�����AgCuZnSnǥ�ϡ�������ʾɨ��������(DSC)�ⶨ��ͬSn����AgCuZnSnǥ�ϵ��ۻ��¶ȣ������ȷ�������ѧ�еķǵ����ַ��ͻ��ַ�����AgCuZnSnǥ�ϵ��������ѧ���ԡ���������ѧ�صĸ�����AgCuZnSnǥ��ǥ�������غͽ�ͷ�����ص���ѧ����ʽ���������������Sn�������ߣ�AgCuZnSnǥ�ϵ����ȷ�����ƫ�ƣ��������ȷ�ǥ������¶������խ���ǵ����ַ��ͻ��ַ��õ���AgCuZnSnǥ�ϵ����������Sn��������������Sn������ͬʱ�����ַ����õ���ǥ������ܼ�����ͬ����Sn����Ϊ7.2%(��������)ʱ��AgCuZnSnǥ�ϵ�����ܺ�ָǰ����ֵ��ֱ�Ϊ364.46 kJ/mol��7.29��1020��������֤ʵ��ǥ�������غͽ�ͷ�����صı���ʽ��һ���̶��Ͽɶ�������AgCuZnSnǥ�ϵ�ǥ�����ܡ�
�ؼ��ʣ�
��ǥ�����ۻ�����������ѧ���������
���±�ţ�1004-0609(2018)-06-1159-09���� ��ͼ����ţ�TG454���� ���ױ�־�룺A
ǥ����Ϊǥ��ʱ�������ϣ��������ںܴ�̶��Ͼ���ǥ����ͷ�����������ܡ��ۻ��¶���Ϊǥ�����ܵ�һ����Ҫָ�꣬����Ӱ��ǥ�ϵ���ʪ�ԡ��ۻ��¶����䣬����Ӱ��ǥ��������ǥ�ϵ�ʹ���¶ȣ�����Ӱ��ǥ����ͷ�����ܡ���ˣ�ǥ���ۻ������Ǻ���ǥ��ǥ�����ܵ���Ҫ����֮һ���ȷ�������ѧ��Ϊ�����Ͻ���ת��������̵���Ҫ�������ر���DSC�����ѹ㷺���ڶ��ֺϽ�����ȷ�������ѧ���Ե��� ��[1-3]��ͨ������ǥ�ϺϽ���������ѧ��Ϊ�о�ǥ���ۻ����ԡ��������ṩ�������ݡ�
AgCuZnSnǥ����Ϊһ����ɫ������ǥ�ϣ��ڿյ����۾����ҵ������ҵ�㷺Ӧ�ã��ܵ�������ѧ�ߵĸ߶ȹ�ע��Ŀǰ���������AgCuZnSnǥ�ϵ��о���Ҫ�����¼������棺1) ͨ�����Sn�������ǥ���е�Ag����������ǥ���ۻ��¶ȣ�����ǥ������[4]��2) ��AgCuZnSnϵǥ�ϺϽ�����ϣ��������ӵ�����Ԫ�����Ӷ�Ԫ�����ϺϽ�[5-8]����Ga��In��Mn��P��Ce��Ga/In��Ga-In-Ce�ȣ�3) �Ľ������ǥ�ϵ��Ʊ��·��������ĩ���ѹ�Ƴ��η�[9]��ǥ��ʱԭλ�ϳɷ�[10]���Ƹ���ɢ��Ϲ���[11-12]�ȡ�
�����о���Ϊ[13]������Sn��������AgCuZnSnǥ���ۻ��¶����ͣ�����ͭ����ͭ������������кܺõ���ʪ�ԣ�ǥ����ͷ�Ŀ���ǿ�ȸߴ�320 MPa��LI��[14]��������Sn��Сǥ���ۻ��¶�����ߴ�41.9 �棻����ǥ����Sn�������ߣ�ǥ����ͷ�Ŀ���ǿ�����ߣ���Sn��������ʱ��ͷ��ѧ�����½�����AgCuZnSnǥ����Ag��������ʱ��H62��ͭ/304�����ǥ����ͷ�Ŀ���ǿ�Ƚ��ͣ���ͷ�Ͽڳ������Զ� ��[15]������10%(��������)��Mn����Ag��AgCuZnSnǥ���ۻ��¶�������С��ǥ����Ag��������10%����MnԪ����ʹǥ�Ϲ̡�Һ�����¶�����[16]����ΰ���[17]ͨ����Ӧ����AgCuZn/ZnCuAgSn/ AgCuZn���Ϻ�Ƭ����ǥ��������ԭλ�ϳ�AgCuZnSnǥ�ϣ���ǥ����Sn����Ϊ3.0%��ͬʱǥ���г���CuSn�����ࡣ�йظ���(Sn��������5.0%)AgCuZnSnǥ���ۻ���������ѧ����������о���Ŀǰ������ʼ���������������ڶ�������������������ǥ�ϵ���֯�ݱ��ǥ�����ܾ��м�����Ҫ�ļ�ֵ��
����������Ҫ�����ȷ�������ѧ��������AgCuZnSnǥ�ϵ��������ѧ���ԣ��������صĸ������AgCuZnSnǥ�����ܵ���ѧ����ʽ������Ϊ�������������о�����Ӧ���ṩ����֧�źͿ�ѧ���ݡ�
1 ʵ��
ʵ����ϡ���300 g��BAg50CuZnǥ��(49.52% Ag��34.16% Cu��16.32% Zn)Ϊԭ���ϣ�ͨ���ɷ���ơ���������������������ȴ���ྻ�������AgCuZnSnǥ��������AgCuZnSnǥ�ϵijɷ����¡�1) 2.4% Sn(���庬��)��48.31% Ag��33.50% Cu��15.80% Zn��2.39% Sn��2) 4.8% Sn������47.26% Ag��32.24% Cu��15.70% Zn��4.80% Sn��3) 5.6% Sn������46.98% Ag��31.83% Cu��15.61% Zn��5.58% Sn��4) 6.0% Sn������46.85% Ag��31.60% Cu��15.53% Zn��6.02% Sn��5) 7.2% Sn������46.27% Ag��31.15% Cu��15.36% Zn��7.22% Sn��
���ò�ʾɨ��������(Differential scanning calorimetry��DSC)�ⶨAgCuZnSnǥ�ϵ��ۻ��¶ȣ�������Ϊ10~20 mg����������Ϊ�¹�NETZSCH��˾��STA449F3�ۺ��ȷ����ǡ������ڵ������������µ���������������ɡ����ݲ�ͬSn������ǥ�ϵ��ۻ��¶ȣ���ǥ��ɨ����¶ȷ�ΧΪ30~850 �棬��������20 ��/min������Proteus������DSCɨ�������з�����
���ӷ��������ø�Ƶ��Ӧǥ�����ս��жԽӣ�ǥ���϶0.05~0.06 mm��ǥ���¶�(750��10) �棬ʱ�� 50 s��ĸ��Ϊ304�����(�ߴ�60 mm��25 mm��2.0 mm)������ǥ��ΪFB102�����ø�Ӧ���ȵ�Դ�Ĺ���35 kW��Ƶ��50 kHz��
���Է�����ǥ����ʪ��������ݹ��ұ�GB/T 11364-2008��ǥ����ʪ�����鷽������304����ֱ���(�ߴ�40 mm��40 mm��2.0 mm)���ԡ����ݹ���GB/T 11363-2008��ǥ����ͷǿ�����鷽����������MTS���������������������ǥ����ͷ�������飬ÿ��Sn������ͷ������7�飬ȥ�����ֵ����Сֵ��ȡ���ֵ��
2 ���������
2.1 ǥ���ۻ��¶�
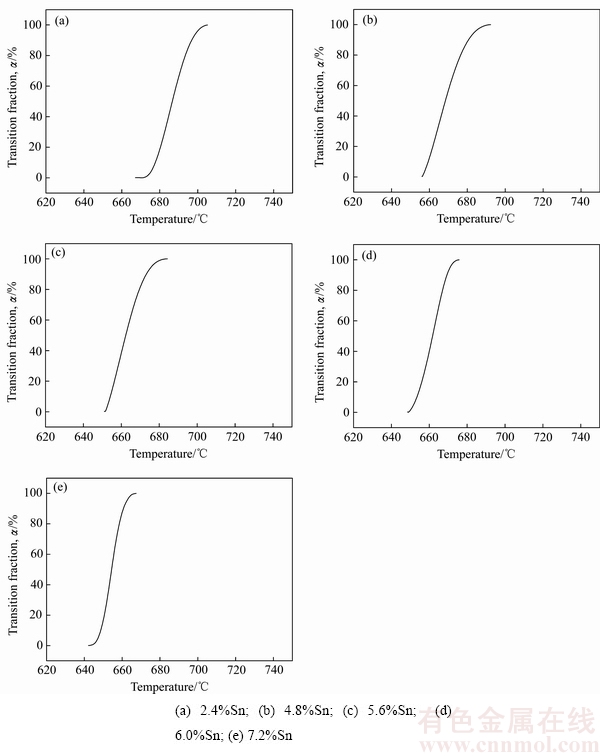
5�ֲ�ͬSn����AgCuZnSnǥ�ϵ�DSC���ߣ���ͼ1��ʾ���������ۻ��¶ȣ�ǥ���ɹ���ת��ΪҺ�ࡣ�趨ǥ�ϵĹ������¶Ⱥ�Һ�����¶ȷֱ�ΪDSC���������ȷ����ʼ���¶Ⱥ���ֹ���¶ȡ�����Sn�������ߣ���ǥ�ϵ����ȷ������ƫ�ơ�ͼ1�в�ͬǥ�϶�Ӧ�����ȷ��������¶�(�̡�Һ�����¶ȼ��ۻ��¶�����)�����1��ʾ��Sn����Խ�ߣ�ǥ���ۻ��¶�����Խխ�������ڸ���ǥ�ϵ������Ժ���չ�ԡ�
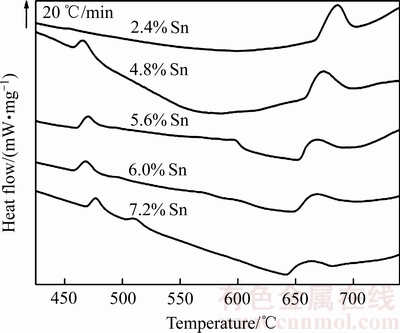
ͼ1 5�ֲ�ͬSn����AgCuZnSnǥ�ϵ�DSC����
Fig. 1 DSC curves of AgCuZnSn brazing alloys under five kinds of different Sn contents
��1 ͼ1�в�ͬ���ȷ���������¶�
Table 1 Special temperature of different endothermic peaks in Fig. 1
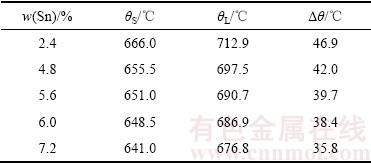
��ͼ1��֪��600 ������5�ֲ�ͬSn������AgCuZnSnǥ��DSC�����н���һ�����ȷ壬�������½�ֻ����һ�������̣��ʿ������ȷ��ʾAgCuZnSnǥ���ۻ����̡����¹�����AgCuZnSnǥ���ɹ�̬��Һ̬ת��ķ�Ӧ���� ���¶ȵı仯������ͼ2��ʾ������=Ht/H��DSC�����ϵ�������Ҫ��ʾǥ���ۻ������з������ʱ䣬��dHt/dt��ʾ����Ht��H�ֱ����ǥ���ɹ�̬��Һ̬ת��ķ�Ӧ������ǥ����tʱ�̵������ȡ���Ӧ��ɺ�ǥ�ϵ��������ȡ�H��ʾDSC�����·����������Ht��ʾDSC�����·�tʱ�̵�˲ʱ���������ͼ2��֪������Sn�������ߣ������ȷ�AgCuZnSnǥ�ϵķ�Ӧ���ַ����������ӱ�ֱ����ǥ������¶������խ����˵������Sn�����ɽ���AgCuZnSnǥ�ϵĹ̡�Һ�����¶ȣ���Сǥ���ۻ��¶����䣬������ǥ��������̬ת��Ϊ����̬��
���¶ȵı仯������ͼ2��ʾ������=Ht/H��DSC�����ϵ�������Ҫ��ʾǥ���ۻ������з������ʱ䣬��dHt/dt��ʾ����Ht��H�ֱ����ǥ���ɹ�̬��Һ̬ת��ķ�Ӧ������ǥ����tʱ�̵������ȡ���Ӧ��ɺ�ǥ�ϵ��������ȡ�H��ʾDSC�����·����������Ht��ʾDSC�����·�tʱ�̵�˲ʱ���������ͼ2��֪������Sn�������ߣ������ȷ�AgCuZnSnǥ�ϵķ�Ӧ���ַ����������ӱ�ֱ����ǥ������¶������խ����˵������Sn�����ɽ���AgCuZnSnǥ�ϵĹ̡�Һ�����¶ȣ���Сǥ���ۻ��¶����䣬������ǥ��������̬ת��Ϊ����̬��
ͼ2 Sn������ǥ�Ϸ�Ӧ������������ͼ��Ӱ��
Fig. 2 Effect of Sn content on phase transition fraction of AgCuZnSn brazing alloys
2.2 ǥ���ۻ����Ե�����ѧ����
��֪��Ӧ���̵��ֻ�������[18]��
 (1)
(1)
����Arrhenius��ʽ��ʾ����Ϊ
 (2)
(2)
��tʱ�̵ķ�Ӧ�¶�Ϊ
 (3)
(3)
��ʽ(3)����ͬʱ�֣�����ʽ(1)~(3)����
 (4)
(4)
��ʽ(4)����ȡ�������֣��ɵ�Freeman-Carroll����
 (5)
(5)
ʽ�У�Ϊ��Ӧ������ ������ͬ����������kΪ��Ӧ���ʳ�����nΪ��Ӧ������EΪ��ܣ�ZΪָǰ���ӣ�RΪĦ�����峣����TΪ��Ӧ�¶ȣ�T0ΪDSC�ⶨ�ij�ʼ�¶ȣ���Ϊ�������ʣ�tΪ��Ӧʱ�䡣
������ͬ����������kΪ��Ӧ���ʳ�����nΪ��Ӧ������EΪ��ܣ�ZΪָǰ���ӣ�RΪĦ�����峣����TΪ��Ӧ�¶ȣ�T0ΪDSC�ⶨ�ij�ʼ�¶ȣ���Ϊ�������ʣ�tΪ��Ӧʱ�䡣
����Origin������ ��
�� ���ݽ���������ϣ�����ֱ��б�ʺͽؾ�����E��n��
���ݽ���������ϣ�����ֱ��б�ʺͽؾ�����E��n��
����ͼ1��AgCuZnSnǥ�ϵ�DSC������ͼ2�з�Ӧ�����������ߵ��¶����ݣ��ӹ������¶ȿ�ʼ������ȡ0.5 �棬�ɲ�ͬ�¶ȶ�Ӧ����DSCֵ������ʽ(5)������ϣ������ͼ3��ʾ������5�ֲ�ͬSn����AgCuZnSnǥ�ϵ�-E/(2.303R)��ֵ�ֱ�Ϊ-8142.28��-12159.89��-13912.01��-15093.32��-19033.64����Ӧ�ķ�Ӧ�����ֱ�Ϊ0.5163��0.6810��0.4820��1.1865��1.0267���������AgCuZnSnǥ�ϵĻ��E�ֱ�Ϊ155.91��232.83��266.38��289.00��364.45 kJ/mol��������Ͻ������������Sn���������ߣ��ɷǵ����ַ���õ�ǥ�������������ͬʱ��Ӧ����������������ơ���Ҫԭ������ǽ������۵��(232 ��)������Sn�������ߣ�ǥ���ۻ��¶���������С��ճ�Ƚ��͡���������ǿ��ʹ��ǥ�ϴ�����̬ת��Ϊ����̬���ٶȼӿ졣
ͼ3 Sn������ǥ��Freeman-Carroll�������ͼ��Ӱ��
Fig. 3 Effect of Sn content on Freeman-Carroll curves of AgCuZnSn brazing alloys
�ȷ�������ѧ�����ʻ��ַ���[18]Ϊ
 (6)
(6)
��ʽ(6)����ͬʱȡ������
 (7)
(7)
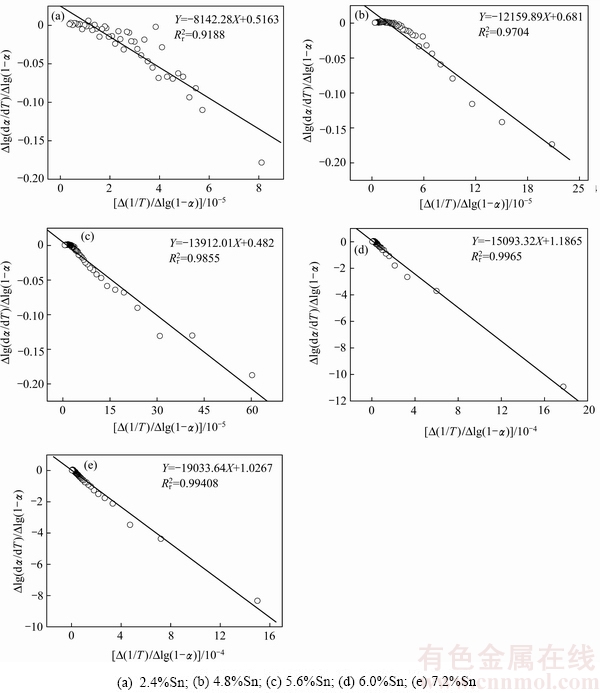
����ʽ(7)��������С���˷��Բ�ͬSn����AgCuZnSnǥ�ϵ�DSC����(��ͼ1)��ͼ2�з�Ӧ�����������ߵ��¶����ݽ�����ϣ������ͼ4��ʾ������Ϸ��̿�ֱ֪�ߵ�б��-E/R����ֱ�߽ؾ�ɼ���AgCuZnSnǥ�ϵ�ָǰ����Z���������֪��5�ֲ�ͬAgCuZnSnǥ�ϵ�-E/R��ֵ�ֱ�Ϊ-18751.57��-28003.84��-32039.00��-34759.23��-43833.95����Ӧ��ǥ��ָǰ����Z�ֱ�Ϊ5.28��109��8.44��1013��5.68��1015��9.05��1016��7.29��1020��������-E/R��ֵ�����5��AgCuZnSnǥ�ϵĻ��E�ֱ�Ϊ155.91��232.84��266.39��289.01��364.46 kJ/mol���ý����ǰ��ǵ����ַ��õ��Ļ��Eֵ�����С��������ȫ�Ǻϡ�
����ͼ4��֪������Sn���������ߣ��ɷǵ��»��ַ���õ�ǥ�������������ͬʱָǰ����Ҳ������ԭ�����ڣ�����Sn���������ߣ�ǥ���ۻ��¶�������С��ʹ��ǥ�ϴ�����̬ת��Ϊ����̬���ٶȼӿ졣��Sn����Ϊ7.2%ʱ��AgCuZnSnǥ�ϵĻ��E��ָǰ����Z��ֵ���ʱAgCuZnSnǥ�ϵ�������ʷ���Ϊk=7.29��1020��exp[-3.64��105/(RT)]��
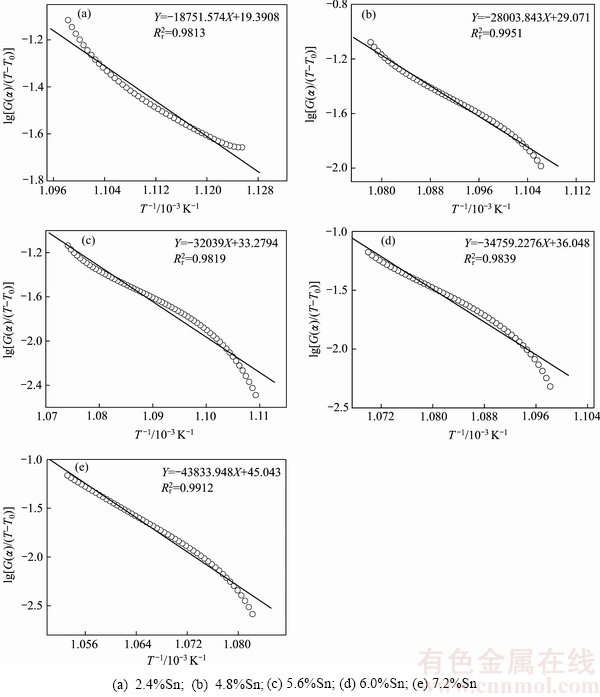
ͼ4 Sn������ǥ�Ϸǵ��»�������ͼ��Ӱ��
Fig. 4 Effect of Sn content on non isothermal integral curves of AgCuZnSn brazing alloys
�ӽ����ᾧ����ѧ�ǶȽ��������¶����ߣ������Һ��ļ���˹�����ܾ����ͣ�Һ��ļ���˹�����ܽ��ͷ��ȸ���[2, 19]����������Һ��ļ���˹���������ʱ������ͬʱ���ڣ�����ͬ�����ȶ��ԣ���ʱ�Ȳ��ۻ��ֲ��ᾧ����������ѧƽ��״̬�����¶ȳ�Ϊ���۽ᾧ�¶ȡ����¶ȸ������۽ᾧ�¶�ʱ��Һ̬�����������ܱȹ�̬�����ͣ����̬�����ۻ�ΪҺ̬������ܾ��ǽ����ɹ�̬ת��ΪҺ̬�����������������������ۻ����ָ�����ȷ�������ѧ������ֵ���õ��Ŀ��Ա���������Ӧ���̵Ļ�ܡ�
�������ǵ��»��ַ���õ�ָǰ����Z�ͻ��E����ʽ(2)��Arrhenius��ʽ���ɵõ�AgCuZnSnǥ����������������ʳ���k������¶ȷ�Χ�ڵı仯���ɡ��ٽ�ʽ(2)����ȡ�������ɵõ�AgCuZnSnǥ��������ʳ���k���¶�T֮��Ĺ�ϵlnk=lnZ-E/(RT)����AgCuZnSnǥ�ϵ�����������¶ȹ�ϵ������ϣ������ͼ5��ʾ��
����ͼ5��֪���¶�Խ�ߣ�������ʳ���Խ��ǥ���ɹ���ת��ΪҺ����ٶ�Խ�죻��֮��ת���ٶ�Խ��������Sn �������ߣ�ͼ�����ֱ�ߵ�б�ʼ�С��˵��AgCuZnSnǥ�ϵ�������ʳ���k��С������ǥ���ɹ���ת��ΪҺ����ٶȼ�����
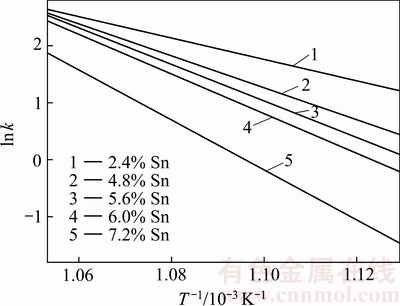
ͼ5 Sn������AgCuZnSnǥ������������¶��������ͼ��Ӱ��
Fig. 5 Effect of Sn content on phase transformation rate of AgCuZnSn brazing alloys and temperature
2.3 ǥ��ǥ�����ܵĶ�������
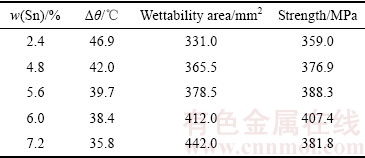
��BAg50CuZnǥ��Ϊԭ�ϣ������Ͻ����Ʊ���AgCuZnSnǥ��ǥ�������Ժͽ�ͷ��ѧ���ܵ��������ݣ����2���С�ǥ����ͷ����ǿ�Ȳ�����350 MPa��ǥ����ʪ�����С��330 mm2���ۻ��¶�����С��50 �档���������Sn�������ߣ�ǥ����304����ֱ������ʪ���������ǥ���ۻ��¶�������С��ǥ����ͷ�Ŀ���ǿ�������ߺ͡��Աȱ�2�е��������ݷ��֣�ǥ���ۻ��¶����䡢��ʪ�������ͷ��ѧ������ǥ����Sn�����ı仯���ɲ�һ�¡���ˣ�����ͳһ����ѧģ�ͣ�Ԥ�ⲻͬSn����AgCuZnSn��ǥ�������Ƿ����Ĺؼ���
��2 ǥ��ǥ�������Լ����ͷ��ѧ���ܵ���������
Table 2 Brazability and brazed joints mechanical properties of AgCuZnSn brazing alloys
����ѧ�н��������������ϵͳ���յ�����������¶ȵı�ֵd(Q/T)����Ϊ�ص�����(dS)��������������ѧ״̬�ĺ���������������ѧ״̬�仯��·����[20-21]����ԽС����ת��̶�Խ�ߣ�����ת��̶�Խ�ͣ���֮������ת��̶�Խ�ߡ�ͬʱ���ؾ��з����ԡ����ԣ�ͨ���о��ر䣬�ɶ�ǥ�����ܱ仯����������Ϊ��ȷ��Ԥ�⡣
�����صĸ����AgCuZnSnǥ�ϵ�ǥ�������Ժ�ǥ����ͷ����ѧ����ͳһ����ֵ�����ֵԽ���ʾ��Ӧǥ�ϵ�ǥ�������Ժ�ǥ����ͷ����ѧ����Խ���֮��ǥ�������Ժͽ�ͷ��ѧ�������á���AgCuZnSnǥ�ϵ�ǥ�������Ժͽ�ͷ��ѧ�������صĹ�ϵ�ֱ���������ѧ��ʽ��ʾ��������ʽ(8)��ʽ(9)�����Ц��ȴ���ǥ���ۻ��¶����䣬wSn����ǥ����Sn������
SG(ǥ��������)����ǥ��ǥ�������Ե��أ���Ӧ����չϵ��(��)���ۻ��¶����䡣SG�ĵ�������ʪ���(����)����أ����ۻ��¶����为��ء�
SX(��ͷ������)����ǥ����ͷ��ѧ���ܵ��أ���Ӧ�俹��ǿ��(����ǿ��)��SX�ĵ����뿹��ǿ��(����ǿ��)����ء�
 (8)
(8)
 (9)
(9)
���ñ�2���������ݸ���ʽ(8)���м��㣬���AgCuZnSnǥ��ǥ��������ֵ�ĵ�������ʪ�����ǥ����Sn�����ı仯���ɣ���ͼ6��ʾ����ͼ6���������߶Աȿ�֪������Sn�������ߣ�AgCuZnSnǥ�϶�Ӧ��ǥ��������ֵ�ĵ���Խ��������ֵԽС����Ӧ��ǥ����ʪ���Խ���ۻ��¶�����Խխ��ǥ�ϵ���ʪ�����á�ԭ�����ڣ�����Sn���۵�Ϊ232 �棬Զ��������ǥ�ϵ��ۻ��¶ȡ�����AgCuZnSnǥ�ϣ�ͨ�������Ͻ�������Sn��ǥ����֯�г���Ag3Sn��Cu3Sn���۵㻯�����࣬����Ag-Sn��Cu-Sn��Ԫ��ͼ��Cu3Sn��Ag3Sn����۵�ֱ�Ϊ415��480 �棬Զ����AgCuZnSnǥ�ϵ��ۻ��¶ȣ�����ɢ�ֲ�������������������Ĵ���ʹ��AgCuZnSnǥ�Ϲ̡�Һ�����¶Ƚ��ͣ�������ʼӿ졣�ɱ�2��֪������ǥ����Sn�������ߣ�AgCuZnSnǥ���ۻ��¶�������խ��ʹ�ù�ʽ(8)�й�����ֵSG��С�����䵹���ϴ�ǥ����ʪ��Խ�á���һ������ͼ6��֪������Sn�������ߣ�ǥ�Ϲ�����ֵ�ı仯������ǥ����ʪ�Եı仯���ɻ����Ǻϣ����������ǥ�������ص���ѧ����ʽ��һ���̶��Ͽɶ�������AgCuZnSnǥ�ϵ�ǥ�������ԡ�
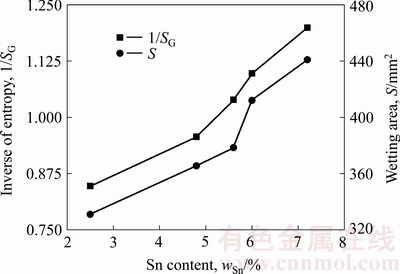
ͼ6 Sn������ǥ�������غ�ǥ����ʪ�����Ӱ��
Fig. 6 Effect of Sn content on process entropy and wetting area of brazing alloys
ͬ�������ñ�2������������ʽ(9)���м��㣬�õ��Ľ�ͷ������ֵ�ĵ�����ǥ����ͷ����ǿ����Sn�����ı仯���ɣ���ͼ7��ʾ�������������ߵ�����仯���ƿ�֪������Sn�������ߣ�AgCuZnSnǥ�϶�Ӧ��ͷ������ֵ�ĵ���Խ����ͷ������ֵԽС����Ӧ304�����ǥ����ͷ����ѧ�������á���Sn����Ϊ6.0%ʱ��304����ֽ�ͷ������ֵ�ĵ������������ֵ��С��ǥ����ͷ����ǿ����ߡ���һ������ͼ7�п�֪������Sn�������ߣ���ͷ������ֵ�ı仯������ǥ����ͷ����ǿ�ȵı仯����һ�£�����������ǥ����ͷ�����ص���ѧ����ʽ(9)Ҳ��һ���̶��Ͽ��Զ�������AgCuZnSnǥ��ǥ����ͷ����ѧ���ܡ�
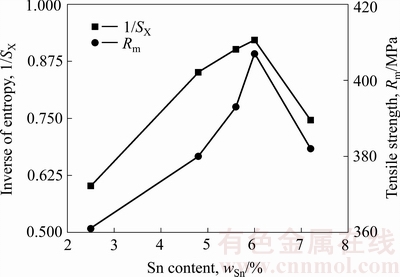
ͼ7 Sn�����Խ�ͷ�����غͿ���ǿ�ȵ�Ӱ��
Fig. 7 Effect of Sn content on performance entropy and tensile strength of brazed joints
3 ����
1) ����Sn�������ߣ�AgCuZnSnǥ�ϵ����ȷ�����ƫ�ƣ�ǥ���ۻ��¶�������С�������ȷ�AgCuZnSnǥ�ϵ�����¶������խ��������AgCuZnSnǥ�ϵ�������ʳ�������Sn����������С��
2) ���÷ǵ����ַ��ͻ��ַ���AgCuZnSnǥ�ϵ��������ѧ���Խ����˷���������Sn���������ߣ����ַ����õ���ǥ������ܾ�������ͬ��Sn���������£����ַ����õ���ǥ������ܼ�����ȫ��ͬ��
3) ��Sn����Ϊ7.2%ʱ��AgCuZnSnǥ�ϵĻ�ܺ�ָǰ����ֵ��ֱ�Ϊ364.46 kJ/mol��7.29��1020����ʱǥ��������ʷ��̵ı���ʽΪk=7.29��1020exp[-3.64��105/(RT)]��
4) ����˸���AgCuZnSnǥ��ǥ��������SG�ͽ�ͷ������SX����ѧ����ʽ��
5) ����Sn���������ߣ�ǥ��������ֵ�ͽ�ͷ������ֵ����С��������֤ʵǥ�������غͽ�ͷ�����ص���ѧ����ʽ��һ���̶��Ͽɶ�������AgCuZnSnǥ�ϵ�ǥ�������Ժ�ǥ����ͷ����ѧ���ܡ�
REFERENCES
[1] LEE B J, WANG N M, LEE H M. Prediction of interface reaction productions between Cu and various solder alloys by thermodynamic calculation[J]. Acta Materialia, 1997, 45(5): 1867-1874.
[2] APEL M, LASCHET G,  B, BERGER R. Phase field modeling of microstructure formation, DSC curves, and thermal expansion for Ag-Cu brazing fillers under reactive air brazing conditions[J]. Advanced Engineering Materials, 2014, 16(12): 1468-1474.
B, BERGER R. Phase field modeling of microstructure formation, DSC curves, and thermal expansion for Ag-Cu brazing fillers under reactive air brazing conditions[J]. Advanced Engineering Materials, 2014, 16(12): 1468-1474.
[3] BAO Li, LONG Wei-min, HE Peng, WU Ming-fang, GU Xiao-long, MA Jia. Effect of trace calcium on melting behavior of Ag-Cu-Zn brazing alloy by thermal analysis kinetics[J]. China Welding (English Edition), 2015, 24(4): 15-20.
[4] �� ��, Ѧ�ɰ�, �� ˪. ��Ԫ�ضԺ���ǥ�����ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 2016, 26(11): 2340-2352.
WANG He, XUE Song-bai, LIU Xiang. Effect of Ag on properties of Ag-contained filler metals[J]. The Chinese Journal of Nonferrous Metals, 2016, 26(11): 2340-2352.
[5] WINIOWSKI A,  M. Impact of tin and nickel on the brazing properties of silver filler metals and on the strength of brazed joints made of stainless steels[J]. Archives of Metallurgy and Materials, 2013, 58(4): 1007-1011.
M. Impact of tin and nickel on the brazing properties of silver filler metals and on the strength of brazed joints made of stainless steels[J]. Archives of Metallurgy and Materials, 2013, 58(4): 1007-1011.
[6] WATANABE T, YANAGISAWA A, SASAKI T. Development of Ag based brazing filler metal with low melting point[J]. Science and Technology of Welding and Joining, 2011, 16(6): 502-508.
[7] LAI Zhong-min, XUE Song-bai, HAN Xian-peng, GU Li-yong, GU Wen-hua. Study on microstructure and property of brazed joint of AgCuZn-X(Ga, Sn, In, Ni) brazing alloy[J]. Rare Metal Materials and Engineering, 2010, 39(3): 397-400.
[8] MA Chao-li, XUE Song-bai, WANG Bo. Study on novel Ag-Cu-Zn-Sn brazing filler metal bearing Ga[J]. Journal of Alloys and Compounds, 2016, 688: 854-862.
[9] �� ��, ������, �� ��, �� ��, �� ��. ���ѹ�ƶ�Ԫ������Ϸ�ĩ��ѹ�ͷ���[J]. �й���ɫ����ѧ��, 2015, 25(7): 1937-1942.
GAO Ge, HU Jian-hua, CHENG Cheng, WU Xuan, ZHANG Da. Forming equation about multivariate mixed metal powder by electromagnetic compaction[J]. The Chinese Journal of Nonferrous Metals, 2015, 25(7): 1937-1942.
[10] LONG W M, ZHANG G X, ZHANG Q K. In situ synthesis of high strength Ag brazing filler metals during induction brazing process[J]. Scripta Materialia, 2016, 110: 41-43.
[11] ������, ��ΰ��, �� ��, ���Ƿ�. ���Ʋ��BAg50CuZnǥ�����ܵ�Ӱ��[J]. ����ѧ��, 2014, 35(9): 61-64.
WANG Xing-xing, LONG Wei-min, MA Jia, LV Deng-feng. Effect of electroplated tin coating on properties of BAg50CuZn brazing filler metal[J]. Transactions of the China Welding Institution, 2014, 35(9): 61-64.
[12] ������, �� ��, ����, ��ȫ��, ������. ����ǥ������Ʋ�Ľ�����������[J]. �й���ɫ����ѧ��, 2017, 27(10): 2053-2061.
WANG Xing-xing, PENG Jin, CUI Da-tian, DU Quan-bin, WANG Jian-sheng. Analysis of interface characteristic for tin electroplating coating on silver brazing filler metals[J]. The Chinese Journal of Nonferrous Metals, 2017, 27(10): 2053-2061.
[13] WIERZBICKI L J, MALEC W, STOBRAWA J, CWOLEK B, JUSZCZYK B. Studies into new, environmentally friendly Ag-Cu-Zn-Sn brazing alloys of low silver content[J]. Archives of Metallurgy and Materials, 2011, 56(1): 147-158.
[14] LI M G, SUN D Q, QIU X M, YIN S Q. Effect of tin on melting temperature and microstructure of Ag-Cu-Zn-Sn filler metals[J]. Materials Science and Technology, 2005, 21(11): 1318-1322.
[15] CAO J, ZHANG L X, WANG H Q, WU L Z, FENG J C. Effect of silver content on microstructure and properties of brass/steel induction brazing joint using Ag-Cu-Zn-Sn filler metal[J]. Journal of Materials Science & Technology, 2011, 27(4): 377-381.
[16] DANIEL S, GUNTHER W, SEBASTIAN S. Development of Ag-Cu-Zn-Sn brazing filler metals with a 10weigh-% reduction of silver and liquids temperature[J]. China Welding (English Edition), 2014, 23(4): 25-31.
[17] ��ΰ��, �Ź���, �����, �� ��, Ѧ ��. ǥ������ԭλ�ϳɸ�ǿ����ǥ��[J]. ����ѧ��, 2015, 36(11): 1-4.
LONG Wei-min, ZHANG Guan-xing, ZHANG Qing-ke, HE Peng, XUE Peng. In-situ synthesis of high strength Ag brazing filler metals during brazing process[J]. Transactions of the China Welding Institution, 2015, 36(11): 1-4.
[18] ������, ʷ����. �ȷ�������ѧ[M]. ����: ��ѧ������, 2001: 64-66.
HU Rong-zu, SHI Qi-zhen. Kinetic of thermal analysis[M]. Beijing: Science Press, 2001: 64-66.
[19] GANCARZ T, PSTRUS J. Formation and growth of intermetallic phases at the interface in the Cu/Sn-Zn-Ag-Cu/Cu joints[J]. Journal of Alloys and Compounds, 2015, 647: 844-856.
[20] EL MANIANI M, SABBAR A. Partial and integral enthalpies of mixing in the liquid Ag-In-Sn-Zn quaternary alloys[J]. Thermochimica Acta, 2014, 592: 1-9.
[21] BENISEK A, DACHS E. A relationship to estimate the excess entropy of mixing: Application in silicate solid solutions and binary alloys[J]. Journal of Alloys and Compounds, 2012, 527: 127-131.
Thermodynamics characteristics of AgCuZnSn brazing filler metals
WANG Xing-xing, DU Quan-bin, PENG Jin, CUI Da-tian, YU Tao-yuan
(School of Mechanical Engineering, North China University of Water Resources and Electric Power, Zhengzhou 450045, China)
Abstract: By revealing the thermodynamic properties of AgCuZnSn brazing alloys, brazing alloys of high Sn content were prepared using melting alloyed method based on BAg50CuZn substrate. The melting temperature of brazing alloys was observed by differential scanning calorimeter (DSC), and its phase transformation thermodynamic characteristic was analyzed with the thermal analysis kinetics of non-isothermal differential and integral methods. The mathematical expression of process entropy and performance entropy of brazing alloys were proposed. The results show that the DSC endothermic peak of AgCuZnSn brazing alloys shifts to the left, and its phase transformation temperature interval would be narrower with the increase of Sn content. The phase transition activation energy of AgCuZnSn brazing alloys gradually increases using non-isothermal methods. Under the same Sn content, the phase transition activation energy of brazing alloys with non-isothermal differential method is exactly the same as that of integral method. When Sn content is 7.2% (mass fraction), the transition activation energy and pre-exponential factor of brazing alloys reach the maximum, which are 364.46 kJ/mol and 7.29��1020, respectively. The results indicate that the expression of process entropy and performance entropy could quantitative analyze the brazability of AgCuZnSn brazing alloys.
Key words: silver brazing alloy; melting characteristic; thermodynamic entropy; activation energy
Foundation item: Project(51705151) supported by the National Natural Science Foundation of China; Project (162300410191) supported by the Natural Science Foundation of Henan Province, China; Project(17A430021) supported by the Universities Key Scientific Research Projects of Henan Province, China; Project(201810078027) supported by the Innovation Training Program for College Students in Henan Province, China
Received date: 2017-05-02; Accepted date: 2017-11-03
Corresponding author: WANG Xing-xing; Tel: +86-371-69127295; E-mail: paperwxx@126.com
(�༭ ������)
������Ŀ��������Ȼ��ѧ����������Ŀ(51705151)������ʡ��Ȼ��ѧ����������Ŀ(162300410191)������ʡ�ߵ�ѧУ�ص������Ŀ(17A430021)������ʡ�ߵ�ѧУ��ѧ������ѵ���ƻ���Ŀ(201810078027)
�ո����ڣ�2017-05-02�������ڣ�2017-11-03
ͨ�����ߣ������ǣ���ʦ����ʿ���绰��0371-69127295��E-mail: paperwxx@126.com
ժ Ҫ��Ϊ�˽�ʾAgCuZnSnǥ�ϵ�����ѧ���ԣ���BAg50CuZnǥ��Ϊԭ���ϣ����������Ͻ����Ʊ�����AgCuZnSnǥ�ϡ�������ʾɨ��������(DSC)�ⶨ��ͬSn����AgCuZnSnǥ�ϵ��ۻ��¶ȣ������ȷ�������ѧ�еķǵ����ַ��ͻ��ַ�����AgCuZnSnǥ�ϵ��������ѧ���ԡ���������ѧ�صĸ�����AgCuZnSnǥ��ǥ�������غͽ�ͷ�����ص���ѧ����ʽ���������������Sn�������ߣ�AgCuZnSnǥ�ϵ����ȷ�����ƫ�ƣ��������ȷ�ǥ������¶������խ���ǵ����ַ��ͻ��ַ��õ���AgCuZnSnǥ�ϵ����������Sn��������������Sn������ͬʱ�����ַ����õ���ǥ������ܼ�����ͬ����Sn����Ϊ7.2%(��������)ʱ��AgCuZnSnǥ�ϵ�����ܺ�ָǰ����ֵ��ֱ�Ϊ364.46 kJ/mol��7.29��1020��������֤ʵ��ǥ�������غͽ�ͷ�����صı���ʽ��һ���̶��Ͽɶ�������AgCuZnSnǥ�ϵ�ǥ�����ܡ�
[4] �� ��, Ѧ�ɰ�, �� ˪. ��Ԫ�ضԺ���ǥ�����ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 2016, 26(11): 2340-2352.
[11] ������, ��ΰ��, �� ��, ���Ƿ�. ���Ʋ��BAg50CuZnǥ�����ܵ�Ӱ��[J]. ����ѧ��, 2014, 35(9): 61-64.
[17] ��ΰ��, �Ź���, �����, �� ��, Ѧ ��. ǥ������ԭλ�ϳɸ�ǿ����ǥ��[J]. ����ѧ��, 2015, 36(11): 1-4.
[18] ������, ʷ����. �ȷ�������ѧ[M]. ����: ��ѧ������, 2001: 64-66.
HU Rong-zu, SHI Qi-zhen. Kinetic of thermal analysis[M]. Beijing: Science Press, 2001: 64-66.
