
DOI: 10.11817/j.ysxb.1004.0609.2021-36546
ͭұ�����Ŀ���ѧ��������ѹ���
ʷ���������������ղ��ģ�ۭ�ҿ�
(����������ѧ ұ������Դ����ѧԺ������ 650093)
ժ Ҫ��
�����˹���ɰ���������������͵���̽��ɷַ�������ѧ���������XRD��SEM-EDS�ȷ����ֶΣ���ͭұ���������˿���ѧ�о������������ͭұ�����еĺ�ͭ������Ҫ�Ա�ͭ����ʽ���ڣ�����������Ҫ�Դ��������ʽ���ڣ���ʯ������Ҫ�Թ���������ʽ���ڡ�����ͭ��������Ƕ���ҷֲ����ȣ����ֿ��ﻥ�����������ֱ�����á����ü�ѹ��������������½������գ��ܹ��ƻ�ͭ����Ƕ���ṹ����Чѡ���Խ���ͭ�������е�����ֱ�ת�����ع�Ϊ������ͷǾ�̬�������衣������Ũ��0.4 mol/L����Ӧ�¶�200 �桢Һ�̱�6 mL/g������ѹ600 kPa������ʱ��80 min����������75~150 ��m�����£�ͭұ������Cu�Ľ����ʣ�95.0%��Fe�Ľ����ʣ�0.6%��Si�Ľ����ʣ�2.0%�������������ʿɴ�378.54 L/(m2��h)���������е�Fe��Si�ֱ��Գ�����(��-Fe2O3)�ͷǾ�̬SiO2����̬���ڣ���ͭ��������0.1%(��������)��
�ؼ��ʣ�
ͭұ����������ѧ����ѹ�����ѡ���Խ����������ع���
���±�ţ�1004-0609(2021)-03-0765-10���� ��ͼ����ţ�TF803.23���� ���ױ�־�룺A
���ĸ�ʽ��ʷ����, ������, �ղ���, ��. ͭұ�����Ŀ���ѧ��������ѹ���[J]. �й���ɫ����ѧ��, 2021, 31(3): 765-774. DOI: 10.11817/j.ysxb.1004.0609.2021-36546
SHI Gong-chu, LIAO Ya-long, SU Bo-wen, et al. Mineralogical characteristics and oxygen pressure acid leaching process of copper smelting slag[J]. The Chinese Journal of Nonferrous Metals, 2021, 31(3): 765-774. DOI: 10.11817/j.ysxb.1004.0609.2021-36546
ͭ���ִ���ҵ���ɻ�ȱ�Ļ���ԭ�ϣ�ͭ������ݽߵ���״��Լ���ҹ�δ����չ���ҹ�ͭ����ƶ����������Ϊ��[1]��ͭ��Ʒλ�ϵͣ�ұ����������Ҫ���������ơ�����������ۼ�����˲����˴�����ͭұ����[2]��Ŀǰ���ҹ�ÿ�������Լ2000��tͭұ����������ͭұ�����и�����ͭ������п���м۽�����������ṹ���ӣ����ֿ��ﻥ��������ṹ�����ʵؼ�Ӳ[3]������ͭ������Դ�������ü�Ϊ���ѡ���ˣ��������ͭұ�����Բ��öѻ���ʽ����������Ϊֹ��ͭұ�������ۼƶѴ����Ѿ��ﵽ1.5��t������Ҫ�Ի�������ˮ��������̬����[4-5]��ͭұ���������Ѵ治����ռ���أ��������е��ж�Ԫ��Ҳ�����Χ������ˮ�������Ⱦ��Ϊ��������ͭұ������������Դѹ����ʵ�־����뻷����Ӯ����ǿͭұ��������Դ������������ü�ޡ�
Ŀǰ��������ͭұ��������������Ҫ�Dz���ѡ���ұ���������е��м۽���[6]����ѡ������ұ��������վ����ڽ��������ʵ�[7-9]����Դ���ĴԻ�����Ⱦ���ص�ȱ�㣬���������Բ�������ͭұ�������ﲻ�������ͼ�������Ŀ�ġ�����ͳ�ij�ѹʪ�������������ܽ����е��м۽���������ȡ[10-12]�����乤�����̸��ӣ���Ӧʱ�䳤������������Ի�����ɶ�����Ⱦ�����ҽ������������ɴ������蹲������Һ�����ѡ����ӹ������ӵ����⡣
�����Ե��͵�ˮ��ͭұ����Ϊ�о��������˹���ɰ��������������������̽��ɷַ�������ѧԪ�ط�����XRD��SEM-EDS�ȷ����ֶΣ�ϵͳ�о���ͭұ�����Ŀ���ѧ������������ͭұ������Ҫ�������ɡ�����״̬�Լ���Ҫ���P��ʯ�ɷֵ�Ƕ������[13]�����ڻ�õĿ���ṹ����״̬���о������������ѹ������յ�ͭұ�������д������ƻ��������Ƕ���ṹ��ʵ��ͭұ�������м۽����ĸ�ѡ���Խ�������Ϊ��������ɫұ�������ۺ������ṩ���������ݡ�
������ѹ������նԽ���ͭұ��������������ͭ�Ľ����ʿɴ�95%��������Ľ�����С��2%����ʵ���м۽����ڵ���ȵ��ܺ������¸�ѡ���Խ�����ͬʱ���ƹ�����Ľ�����Ŀ��[14-17]������Һ���������������ѭ������ͭұ������ֱ������Һ�е�ͭԪ�ظ������ɲ��ô�ͳ�����ӽ��������ܽ���ȡ�ȹ��ն�����գ����Լ�ѹѡ���Խ����õ���β��������Һ��ѹ�����������нϸ߾��ü�ֵ�İ�̿����ֱ����������������ԭ��(��-Fe2O3)�����������������������������������������壬�ҽ�����Һ��������õ��˳�����ã��ڵ��ܺġ�����Ⱦ��ǰ���½�����ͭұ�������Ϊ����
1 ʵ��
1.1 ʵ��ԭ��
��������ͭұ������������ijͭұ������ͭұ������������ĥ��ɸ�ֺ��õ�����ԭ�ӷ������(ICP-AES)�ⶨ����ҪԪ�غ�����������1��ʾ���ӱ�1��֪�������衢����ͭұ�����е���ҪԪ�أ�������Ԫ�غϼ�ռͭұ������������75% (��������)���ϣ���ͭұ��������ĺ����ϵͣ��ɳ����ж�ͭұ��������ҪԪ�صĴ�����̬Ϊ�����ͬʱ��ͭұ������Ҳ����ͭ��п���м۽�����ͭ�ĺ�������0.6%(��������)��Զ�����ҹ�ƽ��ͭ��Ʒλ����ˣ���ν�ͭұ�����е��м۽������л������ã�������Դѹ����ʵ�־����뻷����Ӯ���������ش����Զ��
��1 ͭұ��������Ҫ�ɷֺ���
Table 1 Chemical composition of copper slag (mass fraction, %)

1.2 ʵ���Լ����豸
ʵ�����õ���Ҫ�Լ���98%(��������)���ᡢ�⻯�ء��������Һ��������隣�����Һ����������Ʊ�Һ�����軯����Һ���ڷƆ�����Һ��������������Һ�ȡ������Լ���Ϊ��������ˮΪȥ����ˮ��ʵ��������ѹ����豸Ϊ����������е����˾������GSH-2L�Ѳ�ѹ���������õ������ȣ��¶ȿ��Ʒ�ΧΪ20~220 �棬ʵ���豸��ͼ1��ʾ��
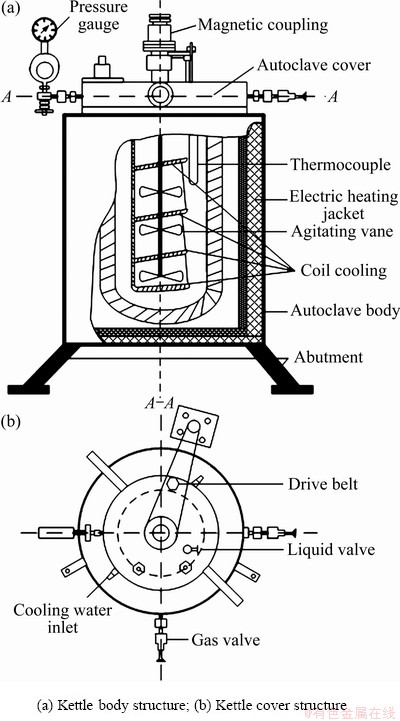
ͼ1 ʵ��װ��ʾ��ͼ
Fig. 1 Schematic diagram of experimental device
1.3 ʵ�鷽��
1.3.1 ��������
�����˹���ɰ��������������(EM)�͵���̽��ɷַ���(EPA)���������ɿƷ���������˾X��Pert Pro MPD��X����������(XRD)��ͭұ����������������������ձ�������ʽ����JSM-6360��ɨ���������(SEM)��ͭұ����������ò��������������Pekin-Elmer��˾Optima-5300DV�͵����ϵ�������ԭ�ӷ��������(ICP-AES)�����ⶨͭұ�������������Ļ�ѧԪ�غ�����
1.3.2 ��ѹ����
ʵ����ͭұ������ѹ����ͽ����������ܲ�����������ɡ�
��ѹ�����ͭұ���������顢��ɸ�ɻ�ò�ͬ������ʵ��ԭ�ϡ���100 gͭұ������һ��Ũ�ȵ�������Һ������������ָ���¶ȵ�ѹ�����У������������״̬��ͨ��������ά������ʵ���������ѹ�㶨����Ӧ�����ر��������͵����װ�ã���ͨ����ȴˮ����Ӧ��ϵ��ȴ�����£���жѹ�����ų�������ȡ������������չ���װ���ϳ��ˣ�����ռ���Һ��ϴҺ��������Һ�и�Ԫ�ص�Ũ�ȣ��������ڸ�������105 �����2 h����л�ѧԪ�ط��������������ͭ������п����Ľ����ʰ�ʽ(1)���㣺
 (1)
(1)
ʽ�У���xΪͭ������п����Ľ����ʣ�wxiΪ��������ͭ������п����ĺ�����wx0Ϊͭұ������ͭ������п����ĺ�����
�������ܲ�������ȡ200 mL���������� d 9 cm����©���У�����ն�Ϊ-75 kPa�����³��ˣ��ⶨ����Һ���������Ա����������Ĺ����� ��[18]��
 (2)
(2)
ʽ�У� Ϊ�������ʣ�
Ϊ�������ʣ� Ϊ���������(200 mL)��SΪ©���Ĺ��������tΪ����ʱ�䡣
Ϊ���������(200 mL)��SΪ©���Ĺ��������tΪ����ʱ�䡣
2 ���������
2.1 ͭұ�����Ŀ���ѧ
2.1.1 ͭұ����������ɼ���Ժ���
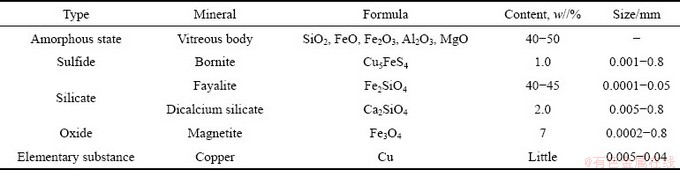
ͨ���ⱡƬ����������̽��ɷַ������˹���ɰ�����ȱ�����ͭұ������ɽ�Ϊ���ӣ���Ҫ�ɷǾ�̬�IJ�����(��ѧԪ�ط���������Ҫ��SiO2��FeO��Fe2O3��Al2O3��MgO�����)��������(�����ʯ�������)������(��ͭ��Cu5FeS4������̽��ɷַ���������S 27.2%��Fe17.07%��Cu 55.36%����(��������))�Լ�������ȻԪ��ͭ��ɡ����������ɡ���Ժ��������ȷֲ�����2��
2.1.2 ͭ�����ĸ���״̬���ֲ�
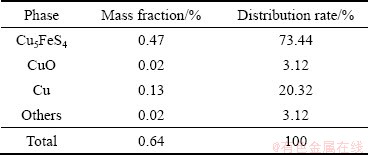
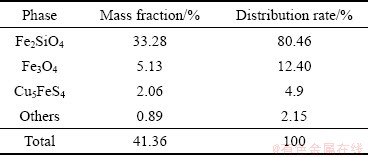
�м�Ԫ���ڿ�ʯ�еĸ���״̬�Ǿ�������չ��ռ�����ָ�����Ҫ�����أ�Ϊ����ͭұ������ͭ�����ĸ���״̬�Լ��ֲ����ɣ�ͨ���ⱡƬ����������̽��ɷַ������˹���ɰ�����ȱ�������ͭ������Ҫ�а�ͭ����ͭ������������ҪΪ�����������ʯ����ʯ������Ҫ�й�����ƺͷǾ���̬�IJ�������ȿ�������ɡ��ֱ��ͭұ������ͭ����Ԫ�ؽ��л�ѧ�������������������3��4��ʾ���ɱ�3��֪�����е�ͭ��Ҫ��Cu5FeS4����̬���ڣ�����Խ�������ͭ����̬���ڣ��ֱ�ﵽ��ͭ������73.44%��20.32%(��������)���ɱ�4��֪�����е�����Ҫ�Թ����������������̬���ڣ�����֮��ռ����������90%(��������)���ϡ����⣬��������������ͭ�����̬���ڡ�
2.1.3 ͭұ������X���������������
��ɨ�跶Χ(2��)Ϊ10��~90�㣬����Ϊ2 (��)/min�������¶�ͭұ��������X�������������ͼ2��ʾΪͭұ������XRD�ס���ͼ2��֪�����������д��ڵ��͵���ͷ�壬˵�������зǾ�̬���ʴ��ڡ��ᾧ̬��������Ҫ���������ʯ���������Լ�������Cu5FeS4��(����岻����)���Ǿ�̬������Ҫ�ǹ������γɵIJ����壬�����뻯ѧ������������
��2 ͭ���Ŀ�����ɺͺ���
Table 2 Mineral composition and relative content of copper slag
��3 ͭ����ͭ����������
Table 3 Analysis results of copper phase in copper slag
��4 ͭ����������������
Table 4 Analysis results of iron phase in copper slag
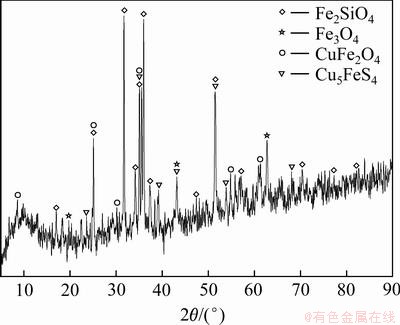
ͼ2 ͭұ������XRD��
Fig. 2 XRD pattern of copper metallurgical slag
2.1.4 ͭұ��������ò����
Ϊ��һ��ȷ��ͭұ��������Ҫ�����Ƕ����ʽ��ѡȡһ����ͭұ�����Ƴɹ�Ƭ������������ɨ��羵�¹۲�������ò����������������(EDS)��ͭұ��������������ɷ�������ȷ��ͭұ��������Ҫ������ɼ���Ƕ��������
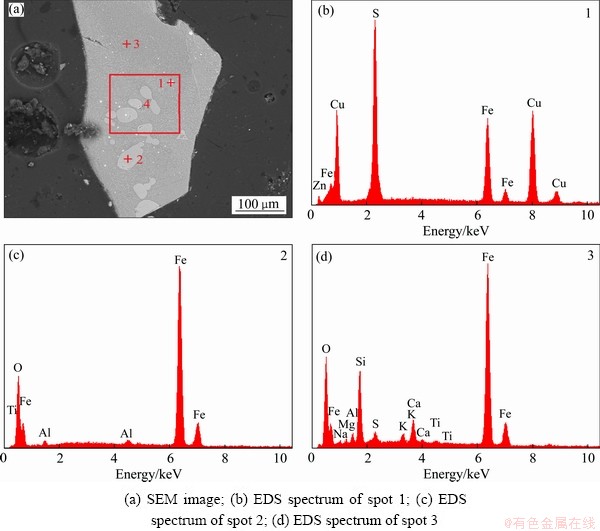
ͼ3 ͭұ������SEM���EDS��
Fig. 3 SEM image and EDS spectra of copper metallurgical slag
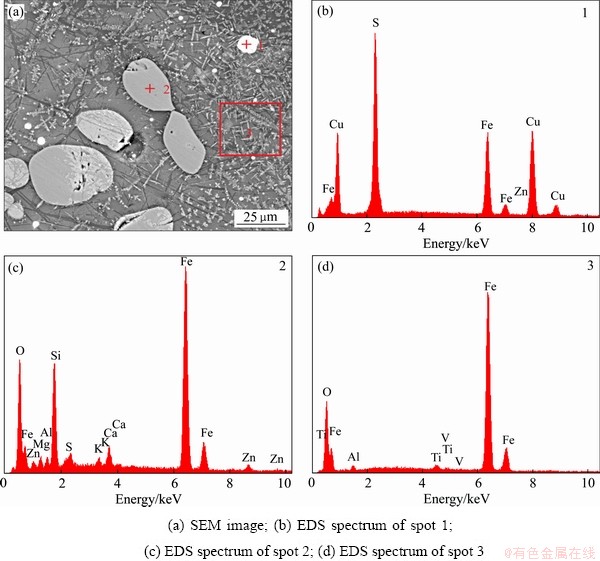
ͼ4 ͼ3(a)������4�Ŵ���SEM���EDS��
Fig. 4 SEM image and EDS spectra of amplification region 4 in Fig. 3(a)
ͼ3��ʾΪͭұ��������ò�������������ͼ4��ʾΪͼ3������4�Ŵ�����òͼ�����������������������֪������1��2��3�ֱ�Ϊ��ͭ�ࡢFe3O4���Լ�Fe2SiO4�࣬ͼ�а�ɫ��״�TΪ��ͭ�࣬��ɫ����Ϊ�������࣬��ɫ����Ϊ�����ʯ����ɵ�¯�����ס����к�ͭ������Ҫ��Cu5FeS4��ͭ�γɵı�ͭ��״̬���ڣ������Ӳ��ֵ�FeS��ZnS����ͭ��Ҫ��Բ��״�������Ҷ�Ƕ���������ʯ�ϣ����Ҳ��������ͭ�����ڴ������У����к���������Ҫ�Դ������״̬���ڣ�������Բ������״�������������ʯ����ͭ����Ƕ�������е���ʯ������Ҫ�������ʯ��Ǿ�̬�����ʵ���ʽ���ڣ�������������п���ơ�þ��ͭ��Ԫ�ء������ʯ������״����״��Сë��״����֦״��Ǿ�̬�����ʽ��ܽ�ϣ���ͭ�������ȿ��ﶼ�ֲ��������ʯ��Ǿ�̬�����γɵ���ʯ��������ϡ�
2.1.5 ͭұ��������Ԫ�صķֲ�����
Ϊ�˽�һ���˽�ͭұ����������Ԫ�������е��۷ֲ��������ͼ4�����������ҪԪ�ص���ɨ���������Ҫ����ͭ���������������衢���Ԫ�أ���ɨ������ͼ5��ʾ������ҪԪ����ɨ������֪��ͭұ�����е��������衢����Ԫ�������зֲ����ȣ�����Ƕ������ͭ�������ֲ�����������ֲ���Ծ��ȡ�ͭұ�����к�ͭ��������Ƕ�������ֿ��ﻥ�������ʹ��ṹ���ܣ�����ֱ�����á�
2.2 ��ѹ���Ч�������
2.2.1 ��ѹ���Ч��
������Ũ�ȡ�Һ�̱ȡ��¶ȡ�����ѹ������ʱ�估�������ȶ�ͭ��������Ľ����ʣ������������ʵ�Ӱ����о����������Ũ��0.4 mol/L��Һ�̱�6 mL/g���¶�200 �桢����ѹ600 kPa������ʱ��80 min������75~150 ��mΪ�Ż��������ڴ��Ż���������������ƽ����֤ʵ�飬��ƽ���������ͭ�Ľ�����Ϊ95.06%�����Ľ�����С��0.6%����Ľ�����С��2.0%����������Ϊ378.54 L/(m2��h)������Һ��pHֵΪ0.47���Ը��Ż����������»�õĽ����������˻�ѧ�ɷּ�⣬�����������5���ɱ�5��֪�������衢CaO��Al2O3��Ԫ�ؼ������ڽ���������δ�����������������и������ҽ�������ͭ�ĺ�������0.1%(��������)������ֱ������������ҵ�������ڳ�ѹ���Խ���������Ʊ���̿�ڲ�Ʒ��[19-22]����Ϊ���ʵij�������������������������XRD��(��ͼ6)����������������Ҫ����Ϊ������(�ɴ�����Ħ�-Fe2O3��������-Fe2O3���)�����ԷǾ�̬SiO2��̬����(��ͼ������Ӧ�������)���������������������̬����������ɨ��羵ͼ(SEM)��������(EDS)(��ͼ7)�����������Ϊ���ɶ������(����òΪ���ȵ�����״�Ķ������������������������)[13]����������˿Ĺ������ܣ���ѹ�����������ͭұ�������վ��нϺõ�ǰ����������������XRD��SEM-EDS�����õ��Ľ�����߹�����п�ϳɹ���п�Լ���ת����ѹ����ʱ��������Ϊ���Ǻ�[23-26]��
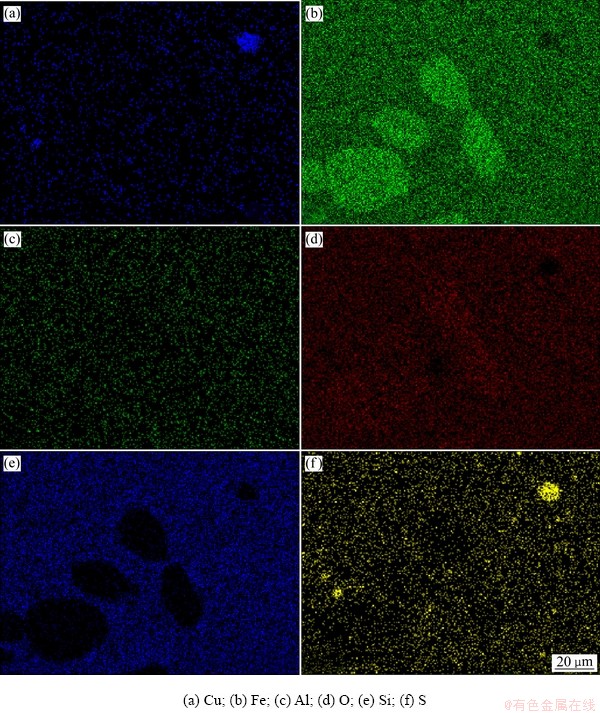
ͼ5 ͭұ������Ԫ����ɨ��SEM��
Fig. 5 SEM images of element surface scanning of copper metallurgical slag
��5 �������Ļ�ѧ�ɷ�
Table 5 Composition of leaching residue (mass fraction, %)

2.2.2 ��ѹ�����������
ͭұ��������Ҫ�ɷ�Ϊ�����ʯ��������ͭ���ڸ��������¾��������ᷢ����Ӧ�����������У�ͭ���еĿ���ṹ�����ʱ�����Ӷ��ı䡣ͼ8��ʾΪͭұ�����ڲ�ͬ����ʱ���»�õĽ�������XRD�ס�
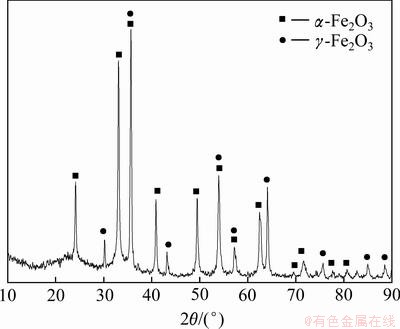
ͼ6 ��������XRD��
Fig. 6 XRD pattern of leaching residue obtained at optimum process
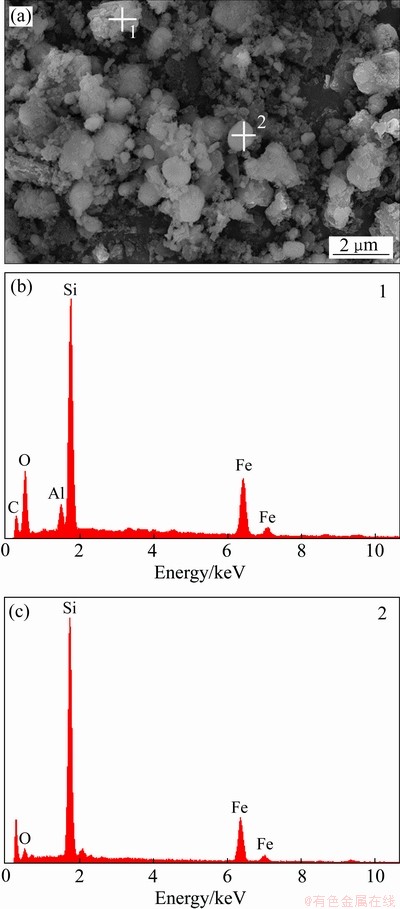
ͼ7 ��������SEM���EDS��
Fig. 7 SEM image (a) and EDS spectra ((b), (c)) of leaching residue
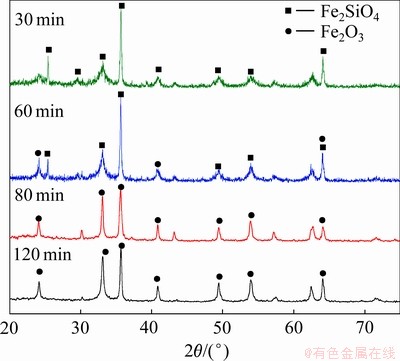
ͼ8 ��ͬ����ʱ���½�������XRD��
Fig. 8 XRD patterns of leaching residue obtained at different reaction time
��XRD��֪�����Ž���ʱ������ӣ�ͭ���е�Fe3O4����ʧ��Fe2SiO4�������������ʧ����Fe2O3�����������ǿ�������Fe2SiO4������Fe2O3��ת�䡣���⣬��ͭұ������ѹ��������У����ֽ������Һ�еĶ������λᱻ����Ϊ�����Σ�ˮ����Գ��������ʽ���ڽ�������[27]���������Թ�������̬���ڵĹ���ת��Ϊ�Ǿ�̬��SiO2����������XRD(��ͼ6)��SEM-EDS(��ͼ7)�ı������Ҳ֧����һ���ۣ�Ҳ��߹�����п�ϳɹ���п����ת����ѹ����ʱ��������Ϊ���� ��[23-26]�������������ͷ������Եó���ͭұ��������������ѹ������������Ҫ�������µĻ�ѧ��Ӧ��
Fe2SiO4+H2SO4+O2��Fe2(SO4)3+SiO2+H2O (3)
Cu5FeS4+H2SO4+O2��CuSO4+Fe2(SO4)3+H2O+S (4)
CuFe2O4+H2SO4+O2��CuSO4+Fe2(SO4)3+H2O (5)
Fe3O4+H2SO4+O2��Fe2(SO4)3+H2O (6)
FeSO4+O2+H2SO4��Fe2(SO4)3+2H2O (7)
Fe2(SO4)3+H2O��Fe2O3+H2SO4 (8)
��Ӧ����ʽ(3)~(8)�ļ���˹�����ܾ�Ϊ��ֵ�������¶����߲��ϼ�С[28]����ˣ������¶Ⱦ������ڷ�Ӧ��������С�����Ũ����ͭұ������ѹ������̵ľ���������֮һ����Ȳ���Ӱ������ͭ�Ľ���������Ҳ��Ӱ����������������ˮ�⡣REID��[29]�ij������ܽ����۱��������������ѡ���DZ�֤ͭұ������ѡ���Խ�����ǰ�ᡣ�����������������Ҫ���������������ǽ��������ܽ��������Ҳ�����������������ˮ�����������Ӱ�졣TROMANS[30]�������ܽ������Ҳ֤ʵ�����ӽ���Һ�е�����Ũ����ʵ��ͭұ�����ĸ�ѡ���Խ����Ĺ�ϵ��Һ�̱���������̽�Ϊ��Ҫ�����أ�����Һ�̱ȿ��Խ��Ϳ��ȣ����ӷ��Ӵ��ʣ���Ҳ��һ���̶��������˹���ܳ������˿Ĺ������ܡ�DUFRESNE[31]��ˮŨ����ϵ����ҲΪѡ����ʵ�Һ�̱���ʵ��ͭұ�����ĸ�ѡ���Խ������Լ���ù����������õĿĽ����ṩ���������ݡ�
3 ����
1) ͭұ����������ɸ��ӣ���ͭ������Ҫ�Ա�ͭ����ڣ�����������Ҫ�Դ�����������ʯ����̬���ڣ���ʯ�����������ʯ��Ǿ�̬�����ʵ���ʽ���ڣ���ͭ�������ȿ��ﶼ�ֲ��������ʯ��Ǿ�̬�����γɵ���ʯ��������ϣ�����ͭ��������Ƕ�������ֿ����������ʹ��ṹ���ܣ�����ֱ�����á�
2) ������ѹ����ѡ���Խ������գ����ƻ�ͭ����Ƕ���ṹ����ͭұ������99%���ϵ���ת��Ϊ�������࣬���Ļ����ʸߣ����̲��������������������壬���ջ������ܺĵ͡���Ӧ������ȵͣ����豸��ʴС�����������ºͣ�����ʵ�ֲ�ҵ����
3) ������������75~150 ��m����ʼ��Ũ��0.4 mol/L�������¶�200 �桢Һ�̱�6 mL/g������ѹ600 kPa������ʱ��80 min�����£�ͭ�Ľ�������95.0%���ϣ����Ľ����ʣ�0.6%����Ľ����ʣ�2.0%�������������ʿɴ�378.54 L/(m2��h)���ڴ˽��������£�ͭұ��������������ֶ����������������Һ����������������Ϊ�´ν�����Ӧ����Һѭ��ʹ�ã����������˴����ܺģ����ҶԻ�����Ϊ�Ѻá�
4) ͭұ������ѹ������ѡ���Խ���ͭ�������Ĺ��գ�������ȡ��ͭұ������ͭ���м۽����������˿������ܣ����ҿ�ѭ���������Һ�е������ᣬ����̶��Ͻ������ܺģ������˶Ի�������Ⱦ���������ɷּ����������������������Ҫ�ɳ�����(��-Fe2O3�ͦ�-Fe2O3)�ͷǾ�̬SiO2��ɣ����м����������м۽�����������0.1%(��������)������������Ϊ��������ԭ��Ӧ����������ҵ���һ���������ù��ս�����ͭұ�������Ϊ����ʵ���˷����ĸ߸���ֵ�����ã��ﵽ��ͭұ������Դ����������������������Ŀ�ģ���ͭұ���������Ŀ�ȡ������
REFERENCES
[1] �� ��, �� ��. ͭұ�������м۽������յ�Ӧ�û����о�[M]. ����: ��ѧ������, 2013.
WANG Hua, LI Lei. Basic research on the application of recovery of valuable metals from copper smelting slag[M]. Beijing: Science Press, 2013.
[2] ������, Ҷ ��, ���t��, ��. ͭұ������Դ�������о���չ[J]. ������չ, 2017, 36(8): 3066-3073.
LIAO Ya-long, YE Chao, WANG Yi-yang, et al. Resource utilization of copper smelter slag��A state-of-the-arts review[J]. Chemical Industry and Engineering Progress, 2017, 36(8): 3066-3073.
[3] �� ��, ������, ��Ԩ��, ��. ˮ��ͭұ�����Ŀ���ѧ���������������[J]. ���̹���ѧ��, 2012, 12(1): 38-43.
ZHAO Kai, CHENG Xian-li, QI Yuan-hong, et al. Characteristics of water quenched copper-containing slag and separation of iron and silicon from it[J]. The Chinese Journal of Process Engineering, 2012, 12(1): 38-43.
[4] ALTER H. The composition and environmental hazard of copper slags in the context of the basel convention[J]. Resources Conservation and Recycling, 2005, 43(4): 353-360.
[5] CARRANZA F, ROMERO R, MAZUELOS A, et al. Biorecovery of copper from converter slags: Slags characterization and exploratory ferric leaching tests[J]. Hydrometallurgy, 2009, 97(1/2): 39-45.
[6] AGRAWAL A, SAHU K K, PANDEY B D. Solid waste management in non-ferrous industries in India[J]. Resources Conservation and Recycling, 2004, 42(2): 99-120.
[7] CARRANZA F, IGLESIAS N, MAZUELOS A, et al. Ferric leaching of copper slag flotation tailings[J]. Minerals Engineering, 2009, 22(1): 107-110.
[8] LIAO Y L, CHAI X J, LI J T, et al. Study on the reduction of ferrous compounds disseminated in fayalite, vitreous and magnetite in dumped copper slag by means of carbonthermic method[J]. Advanced Materials Research, 2011, 233/235: 684-688.
[9] CHENG Xiang-li, ZHAO Kai, QI Yuan-hong, et al. Direct reduction experiment on iron-bearing waste slag[J]. Journal of Iron and Steel Research(International), 2013, 20(3): 24, 35-29, 35.
[10] KOPKOVA E, GROMOV P, SHCHELOKOVA E. Decomposition of converter copper-nickel slag in solutions of sulfuric acid[J]. Theoretical Foundations of Chemical Engineering, 2011, 45(4): 505-510.
[11] BANZA A N, GOCK E, KONGOLO K. Base metals recovery from copper smelter slag by oxidising leaching and solvent extraction[J]. Hydrometallurgy, 2002, 67(1): 63-69.
[12] ZHAO Guo-dong, LIUC Qing. Leaching of copper from tailings using ammonia/ammonium chloride solution and its dynamics[C]// International Conference on Chemistry & Chemical Engineering. Kyoto, Japan: Institute of Electrical and Electronics Engineers(IEEE), 2010: 216-220.
[13] LI Y, PAPANGELAKIS V G, PEREDERIY I. High pressure oxidative acid leaching of nickel smelter slag: Characterization of feed and residue[J]. Hydrometallurgy, 2009, 97(3/4): 185-193.
[14] LI Y, PEREDERIY I, PAPANGELAKIS V G. Cleaning of waste smelter slags and recovery of valuable metals by pressure oxidative leaching[J]. Journal of Hazardous Materials, 2008, 152(2): 607-615.
[15] JI Z G, XU Z, WANG W, et al. Selective and multi-step leaching of valuable metals from scrap copper-smelting sludge[J]. Applied Mechanics and Materials, 2015, 737: 642-645.
[16] ZHANG Yang, MA Rui-lin, NI Wang-Dong, et al. Selective leaching of base metals from copper smelter slag[J]. Hydrometallurgy, 2010, 103(1/4): 25-29.
[17] �� ��, ����Ȼ, �� ��, ��. ����ͭұ��������ѧ�����ۺ�����[J]. �й���ҵ, 2015, 24(9): 102-106.
ZHAO Kai, GONG Xiao-ran, LI Jie, et al. Mineralogical characteristics and comprehensive utilization of rapid cooling copper slag[J]. China Mining Magazine, 2015, 24(9): 102-106.
[18] ������, ��־��, ����, ��. п���û���������ѹ����Ľ�������[J]. �й���ɫ����ѧ��, 2014, 14(4): 1091-1098.
LIU Fu-peng, LIU Zhi-hong, LI Yu-hu, et al. Leaching mechanism of zinc powder replacement residue containing gallium and germanium by high pressure acid leaching[J]. The Chinese Journal of Nonferrous Metals, 2014, 14(4): 1091-1098.
[19] ��ʵ��, ���Ȫ, ������, ��. ú��¯������ú�Ҽ����ѹ跴Ӧ����ѧ[J]. �й���ɫ����ѧ��, 2014, 24(7): 1888-1894.
HE Shi-yue, LI Hui-quan, LI Shao-peng, et al. Kinetics of desilication process of fly ash with high aluminum from pulverized coal fired boiler in alkali solution[J]. The Chinese Journal of Nonferrous Metals, 2014, 24(7): 1888-1894.
[20] ���ʹ�, ���Ȫ, ��쿾�, ��. ������ú�Ҽ����ѹ���̷�Ӧ����[J]. ���̹���ѧ��, 2011, 11(3): 442-447.
DU Zi-chuan, LI Hui-quan, BAO Wei-jun, et al. Research on reaction mechanism of desilication process of high aluminum fly ash by alkali solution[J]. The Chinese Journal of Process Engineering, 2011, 11(3): 442-447.
[21] ������, ���绨, ֣ʫ��, ��. ������ú���ڼ�������ѹ跴Ӧ����ѧ�о�[J]. �й�ϡ��ѧ��, 2012, 30(S): 155-158.
BO Chun-li, MA Shu-hua, ZHENG Shi-li, et al. Research on kinetics of desilication process of high aluminum fly ash in alkaline medium[J]. Journal of Chinese Society Rare Earths, 2012, 30(S): 155-158.
[22] ������, ������, Ф����, ��. ������ú�Ҽ���Ԥ�ѹ�����о�[J]. �й����弼��, 2013, 19(6): 24-27.
LIU Xiao-ting, WANG Bao-dong, XIAO Yong-feng, et al. Pre-desilication process of alumina-rich fly ash in alkali solution[J]. China Powder Science and Technology, 2013, 19(6): 24-27.
[23] XU H S, WEI C, LI C X, et al. Selective recovery of valuable metals from partial silicated sphalerite at elevated temperature with sulfuric acid solution[J]. Journal of Industrial and Engineering Chemistry, 2014, 20(4): 1373-1381.
[24] HE S M, WANG J K, YAN J F. Pressure leaching of synthetic zinc silicate in sulfuric acid medium[J]. Hydrometallurgy, 2011, 108(3/4): 171-176.
[25] �����. ��ת¯����ѹ���������ȡ�ܡ�����ͭ���о�[D]. ����: ����������ѧ, 2016.
HUANG Fei-rong. Research on extraction of cobalt, nickel, and copper from nickel converter slag by oxidative pressure sulfuric acid leaching[D]. Kunming: Kunming University of Science and Technology, 2016.
[26] HUANG F R, LIAO Y L, ZHOU J, et al. Selective recovery of valuable metals from nickel converter slag at elevated temperature with sulfuric acid solution[J]. Separation and Purification Technology, 2015, 156(2): 572-581.
[27] ������, �����, �� ��, ��. �ͱ���ת¯�����ܵ���ѹ�����Ϊ���䶯��ѧ[J]. ����ѧ��, 2015, 66(10): 3971-3978.
LIAO Ya-long, HUANG Fei-rong, ZHOU Juan, et al. Kinetics and behavior of cobalt extraction from low nickel matte converter slag by pressure oxidative leaching with sulfuric acid[J]. CIESC Journal, 2015, 66(10): 3971-3978.
[28] ARSLAN C, ARSLAN F. Recovery of copper, cobalt and zinc from copper smelter and converter slags[J]. Hydrometallurgy, 2002, 67(1/3): 1-7.
[29] REID M, PAPANGELAKIS V G. New data on hematite solubility in sulphuric acid solutions from 130 to 270 degrees[C]// DUTRIZAC J E, RIVEROS P A. Iron Control Technology. Montreal, Canada: Canadian Institute of Mining, Metallurgy and Petroleum, 2006: 673-686.
[30] TROMANS D. Oxygen solubility modeling in inorganic solutions: Concentration, temperature and pressure effects[J]. Hydrometallurgy, 1998, 50(3): 279-296.
[31] DUFRESNE R E. Quick leach of siliceous zinc ore[J]. Journal of Metals, 1976, 28(2): 8-12.
Mineralogical characteristics and oxygen pressure acid leaching process of copper smelting slag
SHI Gong-chu, LIAO Ya-long, SU Bo-wen, XI Jia-jun
( Faculty of Metallurgical and Energy Engineering, Kunming University of Science and Technology, Kunming 650093, China)
Abstract: By means of artificial heavy sand analysis, electron microscopy and electron probe analysis, chemical analysis, XRD, SEM and DES, the mineralogy of copper smelting slag was studied. The results show that copper bearing minerals in copper slag mainly exist in the form of matte, the iron bearing minerals mainly exist in the form of magnetite, gangue minerals mainly exist in the form of fayalite. Copper and iron in the slag are inlaid with each other and evenly distributed, and many minerals are wrapped with each other, so it is difficult to use them directly. Under the condition of pressure oxygen and low acidity, the leaching process can destroy the structure of copper and iron, extract copper efficiently and selectively, transform and reconstruct the iron and silicon in the slag into hematite and amorphous silica, respectively. Under the conditions of sulfuric acid concentration of 0.4 mol/L, reaction temperature of 200 ��, liquid-solid ratio of 6 mL/g, oxygen partial pressure of 600 kPa, leaching time of 80 min and particle size of 75-150 ��m, the leaching rates of Cu, Fe and Si from copper smelting slag are more than 95.0%, less than 0.6% and less than 2.0%, respectively, and the filtration rate of leaching slurry can reach 378.54 L/(m2��h). Moreover, the iron and silicon in the leached slag are in the form of hematite (��-Fe2O3) and amorphous SiO2, respectively, and the copper content is less than 0.1% (mass fraction).
Key words: copper smelting slag; mineralogy; oxygen pressure acid leaching; selective leaching; phase reconfiguration
Foundation item: Projects(21978122, 21566017) supported by the National Natural Science Foundation of China
Received date: 2020-03-02; Accepted date: 2020-07-02
Corresponding author: LIAO Ya-long; Tel: +86-871-65198154; E-mail: liaoylsy@163.com
(�༭ ����)
������Ŀ��������Ȼ��ѧ����������Ŀ(21978122��21566017)
�ո����ڣ�2020-03-02�������ڣ�2020-07-02
ͨ�����ߣ������������ڣ���ʿ���绰��0871-65198154��E-mail��liaoylsy@163.com
ժ Ҫ�������˹���ɰ���������������͵���̽��ɷַ�������ѧ���������XRD��SEM-EDS�ȷ����ֶΣ���ͭұ���������˿���ѧ�о������������ͭұ�����еĺ�ͭ������Ҫ�Ա�ͭ����ʽ���ڣ�����������Ҫ�Դ��������ʽ���ڣ���ʯ������Ҫ�Թ���������ʽ���ڡ�����ͭ��������Ƕ���ҷֲ����ȣ����ֿ��ﻥ�����������ֱ�����á����ü�ѹ��������������½������գ��ܹ��ƻ�ͭ����Ƕ���ṹ����Чѡ���Խ���ͭ�������е�����ֱ�ת�����ع�Ϊ������ͷǾ�̬�������衣������Ũ��0.4 mol/L����Ӧ�¶�200 �桢Һ�̱�6 mL/g������ѹ600 kPa������ʱ��80 min����������75~150 ��m�����£�ͭұ������Cu�Ľ����ʣ�95.0%��Fe�Ľ����ʣ�0.6%��Si�Ľ����ʣ�2.0%�������������ʿɴ�378.54 L/(m2��h)���������е�Fe��Si�ֱ��Գ�����(��-Fe2O3)�ͷǾ�̬SiO2����̬���ڣ���ͭ��������0.1%(��������)��
[1] �� ��, �� ��. ͭұ�������м۽������յ�Ӧ�û����о�[M]. ����: ��ѧ������, 2013.
[2] ������, Ҷ ��, ���t��, ��. ͭұ������Դ�������о���չ[J]. ������չ, 2017, 36(8): 3066-3073.
[3] �� ��, ������, ��Ԩ��, ��. ˮ��ͭұ�����Ŀ���ѧ���������������[J]. ���̹���ѧ��, 2012, 12(1): 38-43.
[17] �� ��, ����Ȼ, �� ��, ��. ����ͭұ��������ѧ�����ۺ�����[J]. �й���ҵ, 2015, 24(9): 102-106.
[18] ������, ��־��, ����, ��. п���û���������ѹ����Ľ�������[J]. �й���ɫ����ѧ��, 2014, 14(4): 1091-1098.
[19] ��ʵ��, ���Ȫ, ������, ��. ú��¯������ú�Ҽ����ѹ跴Ӧ����ѧ[J]. �й���ɫ����ѧ��, 2014, 24(7): 1888-1894.
[20] ���ʹ�, ���Ȫ, ��쿾�, ��. ������ú�Ҽ����ѹ���̷�Ӧ����[J]. ���̹���ѧ��, 2011, 11(3): 442-447.
[21] ������, ���绨, ֣ʫ��, ��. ������ú���ڼ�������ѹ跴Ӧ����ѧ�о�[J]. �й�ϡ��ѧ��, 2012, 30(S): 155-158.
[22] ������, ������, Ф����, ��. ������ú�Ҽ���Ԥ�ѹ�����о�[J]. �й����弼��, 2013, 19(6): 24-27.
[25] �����. ��ת¯����ѹ���������ȡ�ܡ�����ͭ���о�[D]. ����: ����������ѧ, 2016.
[27] ������, �����, �� ��, ��. �ͱ���ת¯�����ܵ���ѹ�����Ϊ���䶯��ѧ[J]. ����ѧ��, 2015, 66(10): 3971-3978.
[31] DUFRESNE R E. Quick leach of siliceous zinc ore[J]. Journal of Metals, 1976, 28(2): 8-12.
