
������ʱ��: 2018-09-21 10:48
���������TA15�������������֯��ƣ������
�������պ����ѧ�������칤�����ֻ������ص�ѧ��ʵ����
�������ɻ������Զ����ɷ�����˾
ժ Ҫ��
���ü������������(LDR)��TA15���������(LDM)�ڲ����˽�����,�о��������֯��ƣ������,����ԭ�����������жԱȡ��������,������������֯��Ϊ������֯,ĸ������֯�ߴ����������Ϊ�ִ�,����֮�����Ӱ�����ɴ�С����;��������ƣ�ͼ���Ϊ540 MPa�Ե���ԭ����������555 MPa,��Ӧ��ˮƽ�ϸ�ʱ,��������֯ϸС������ͻ��,ƣ�����ܸ���ԭ��������;���������н�ǿ����֯������,ƣ�����ƾ���Դ������,����Դ�������ԵĦ�,��Ƭ��˺��������������ߴ��൱�Ľ���̨�׳��֡�������չ����,��֯���гߴ��С,���ڶ��ȡ����ͬ�Ħ�Ƭ�㴦ƫת,������չ����,��֯���гߴ�����,���Ƹ����ڴִ�Ħ����紦ƫת��ͬʱ�������Ƴ��������,�����ܺ�,���ƣ��������
�ؼ��ʣ�
���������;�����������;TA15�ѺϽ�;����֯;ƣ������;
��ͼ����ţ� TG146.23;TG665
����飺��ά(1957-),��,����������,��ʿ,����,�о�����:������ٳ���;�绰:024-89723852;E-mail:757539619@qq.com;
�ո����ڣ�2018-07-29
���������ص��з��ƻ���Ŀ(2017YFB1104002,2018YFB1105805);���Ų����÷ɻ�ר�������Ŀ(MJZ-2016-G-71)����;
Microstructure and Fatigue Properties of Laser Deposition Repaired TA15 Titanium Alloy Manufactured by Laser Deposition
Wang Wei Li Xinjue Zhao Shuo Fan Rongbo Yang Guang
Key Laboratory of Fundamental Science for National Defence of Aeronautical Digital Manufacturing Process,Shenyang Aerospace University
Shenyang SIASUN Robotics Automation Limited by Share Ltd.
Abstract��
Laser deposition repairing(LDR) technology was used to repair the laser deposition manufactured(LDM) TA15 titanium alloy with defects. The repaired microstructure and fatigue properties were investigated and compared with the original samples. The results showed that the whole repaired microstructure was basketweave. The size of substrate microstructure was larger than that of the repaired zone and gradually changed from large to small in the heat affected zone between two zones. The fatigue strength of the repaired samples was 540 MPa, which was slightly lower than 555 MPa of the laser deposition manufactured samples. However, when the stress level was high, the small size of the repaired microstructure was prominent, and the fatigue life was higher than that of the laser deposited samples. The repaired part had strong microstructure sensitivity, and all the fatigue crack source from the pore. The crack initiation region was characterized by obvious ��, �� lamellar tearing and crystallographic cleavage facets of them. At the initial stage of crack propagation, the sensitive structure of the tissue was small, and it was easy to deflect at some �� lamellar with the same orientation. At the late stage of crack propagation, the tissue sensitive size increased,and the crack was easily to deflect at the coarse �� grain boundary. Secondary cracks often occurred at the same time and increased energy consumption and fatigue strength.
Keyword��
laser deposition repairing; laser deposition manufacturing; TA15 titanium alloy; microstructure; fatigue properties;
Received�� 2018-07-29
Ti-6Al-2Zr-Mo-V(TA15)�Ͻ���һ�ָ��������ĵ��ͽ������ѺϽ�, ���������ĺ��ӡ� ��ǿ�����Լ����ԡ� �ں��պ��졢 ʯ�ͻ��������õ��������㷺��Ӧ��
�������������(laser deposition repairing, LDR)�ǽ�ϼ����۸��뼤����������������Ƶ�����������, ����Ч�����ͳ����ʽ�ı�, ��������������ʹ�ù����в�������������
��Ŀǰ��û�м���������ѺϽ����������ѧ���ܵ�����о�, ��ǰ����֯�IJ���, ��ͬ���ȴ����ƶȾ����ܵ��������������ѧ���ܲ����仯�� ���, ����ͨ��ģ��TA15����������ڼӹ���ʹ�ù����г��ֵ�ȱ��, ���ü���������������������, �о���ǰ������֯�ı仯, ��̽����ƣ������, Ϊ������������Ƽ������ṩ�������ܲο���
1 ʵ ��
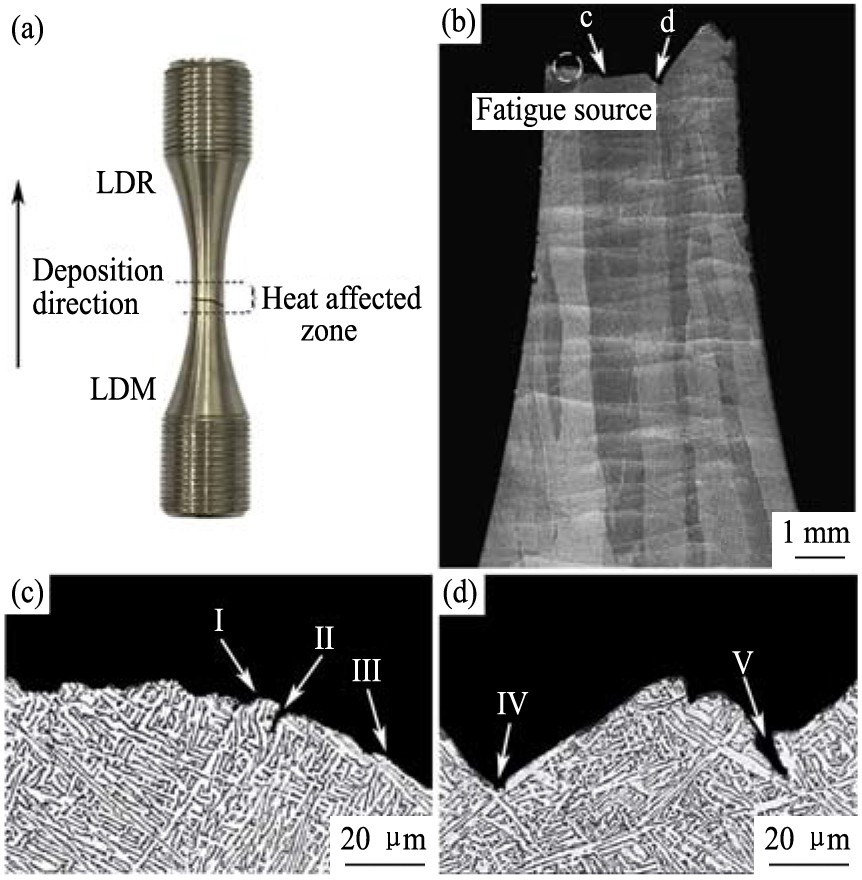
TA15Ԥ���˼��������ʵ�������������պ����ѧLDM-800ϵͳ����ɵġ� ��ϵͳ�����뵼�弤������ ����ʽ�ͷ����� ��·ͬ���ͷ�ͷ�� ��ˮ���� �������ձ�������������ǵȡ� ĸ�ĵ��Ʊ������������������ø��豸, ��ĩ������յ�������ת�缫���Ʊ���TA15���η�, ��ѧ�ɷ�Ϊ6.530 Al, 1.530 Mo, 1.470 V, 1.780 Zr, 0.130 Fe, 0.033 Si, 0.012 C, 0.014 N, 0.005 H, 0.110 O, ����ΪTi�� ĸ���Ʊ��������ղ�����ͬ, ���1��ʾ�� ����LDMĸ�������ߴ�Ϊ300 mm��75 mm��120 mm, �ȴ����ƶ�Ϊ850 ��/1.5 h, AC+650 ��/2 h, AC(air cooling)˫���˻� ������λ��Ԥ����ĸ���ڲ�, ���������Ϊ��״(ͼ1(a))�� ��ǰ�Դ����۱�����ɰֽ��ĥ, ��ͪ����, �����������������650 ��/2 h, ACȥӦ���˻� ͼ1(b, c)�ֱ�Ϊƣ������ȡ��ʾ��ͼ����ߴ硣
��1 ��������������ղ���
Table 1 Process parameters of laser deposition and repairing
| Laser power/ W |
Scanning Velocity/ (mm��s-1) |
Powder feed rate/ (g��min-1) |
Laser focus/ mm |
Overlapped rate/ % |
Constraint gas flow rate/ (L��min-1) |
2000��2600 |
8��12 | 12 | 300 | 40��50 | 12��16 |

ͼ1 ����������ӹ���ȡ��ʾ��ͼ
Fig.1 Schematic of laser deposition repair processing and sampling (mm)
(a)Substrate to be repaired;(b)Sampling method;(c)Schematic diagram of the high-cycle fatigue specimen
����ULTRA/PLUS������ɨ���������(SEM)����ƣ�ͶϿڡ� ��ĸ������ ������ƣ���������ѱ���ֱ��ȡ��֯�������з����� ��֯������ʴ����Kroll��ʴ��(HF��HNO3��H2O=1��2��17, �����), ����OLYMPUSGX51��ѧ����(OM)����������֯��
2 ���������
2.1 ��֯����
ͼ2(a)Ϊ���������TA15�������ĺ����֯��ò, ĸ��������֮��������ȱ��, �γ������ܵ�ұ���ϡ� ����������, ��״��������ĸ���������״���߽���������, ����״���ھ���ȡ��ͬ, �������������� ����֯��ĸ��˫���˻�̬�Ĵִ�������֯(ͼ2(b)), ���ɵ�����ȥӦ���˻�̬��ϸС������֯(ͼ2(c)), �����Խ��ޡ� �������������ֳ������������IJ��, ��ĸ����˫���˻�����з����˦�?�����, ��ȴʱ�������س������������ֻ�, ��֯���ھ���, �����Բ����
ͼ3(a)��(b)Ϊĸ�ĺ��������紦������֯��ò, �ھ������������ȡ��ͬ�Ħ�����, �������ߴ粻ͬ�� ĸ�ľ�˫���˻�, �������ֻ����Ȼ�, ��ȥӦ���˻�̬��������֯����û�б仯, �����ߴ��С�� ����Ĵ��ں����ھ����IJ�ͬȡ����, ʹ��֯�ڽ����غɵ�������, λ���ھ����ڵ��˶����ܵ�������谭, ����λ��������Ӧ����������, �γɻ��ƴ�, ƣ�����Ƹ����ڻ��ƴ����κ���չ�� �ѺϽ����Ч���Ƴ�����������ߴ��й�, ���Ż��Ƴ��ȵ�����, ���ƴ���������չ�������졣 �ʼ��ٻ��Ƴ��ȿ���Ч���ƣ������, ������С�ļ����ߴ����Ч����ƣ��������չ����, ���нϸߵ�ƣ�����ܡ�
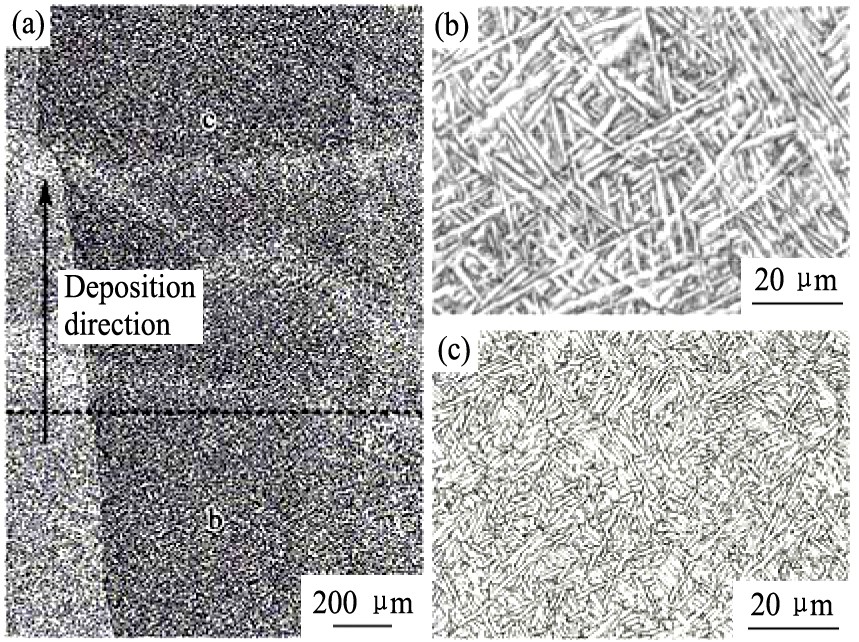
ͼ2 ���������TA15����������֯
Fig.2 Microstructure of laser deposition repaired TA15 titanium alloy manufactured by laser deposition
(a)Macrostructure;(b)Substrate;(c)Repaired zone
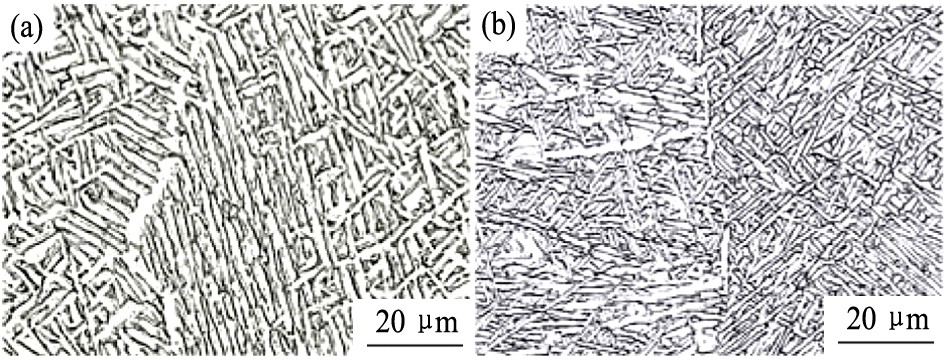
ͼ3 ���紦��֯
Fig.3 Micrographs of grain boundary
(a)Substrate;(b)Repaired zone
2.2 ƣ������
ͼ4Ϊ������TA15��������ԭ�������ĸ���ƣ��Ӧ��-��������, ������maxΪӦ��, NfΪƣ������, ������������Ϸ���ΪlgS=3.4388-0.1lgN; ԭ��������Ϸ���ΪlgS=3.3042-0.08lgN�� ͨ����������֪��������Ӧ��ˮƽΪ540 MPaʱ�ﵽƣ�ͼ���, �Ե���ԭ��������ƣ�ͼ���555 MPa��
��Ӧ��ˮƽ�ϸ�ʱ, ��������ƣ����������ԭ�������� ������Ϊ����������֯������, ������ĸ�ĵ���֯�������Եijߴ����, ���ֲ���ʹ�������Ķ���λ����ԭ���������о���С����ƣ�����ܸ�Ϊ������ƫ��, ����֯�ߴ�������������Ӱ����(ͼ9(a))�� ��������֯��������ĸ����С�����仯�� �ѺϽ����֯��ƣ�����ܵ�Ӱ��ʮ������, ƣ��ǿ���뻬�Ƴ���֮������ȷ����ع�ϵ, �����Ƴ���������֯��С, �����ߴ��������
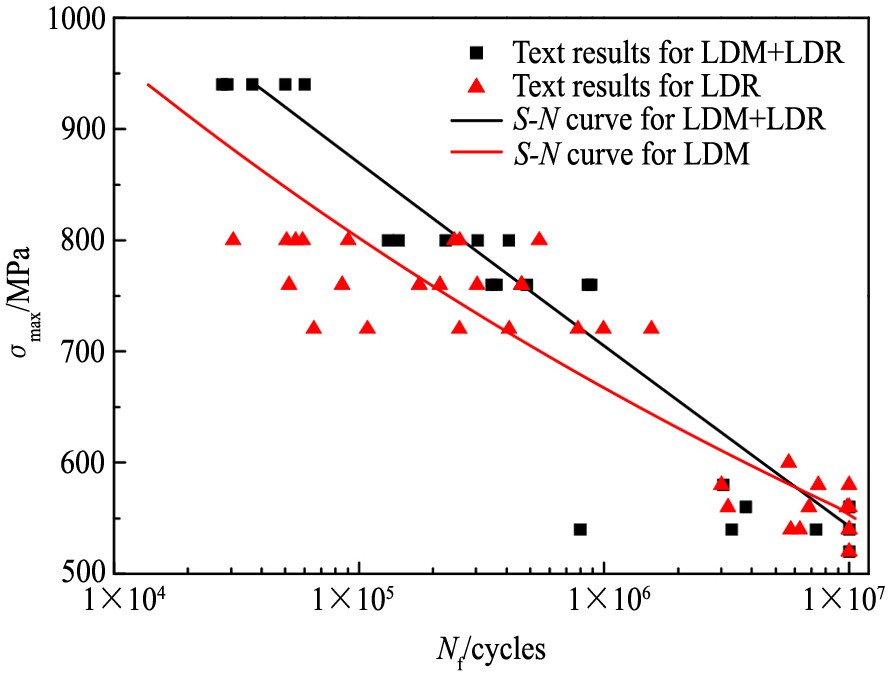
ͼ4 ���Ƽ���ԭ����������ƣ��S-N����
Fig.4 S-N curves of repaired and substrate samples
2.3 ������ƣ�Ͷ��ѱ���Ͷ�����Ϊ
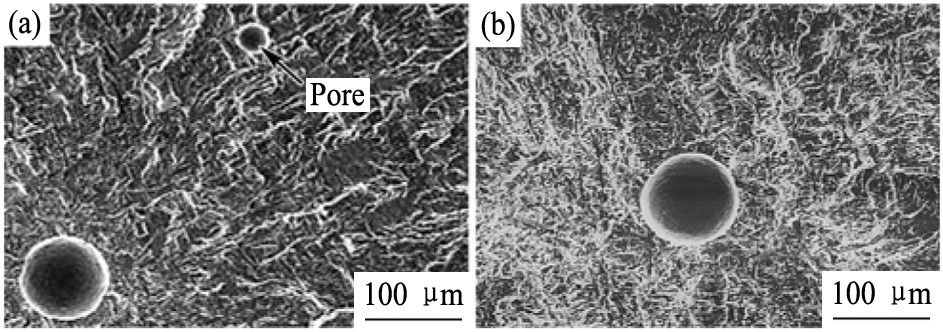
ͼ5Ϊ������ƣ�ͶϿں����ò, ���ֳ����͵�ƣ�Ͷ�������, ������Դ���� ��չ���� ˲����3������ɡ�
��ͳ��, ��������������ƣ�����ƾ������״��κˡ� �����ɼ���������յ���, ͬ���ͷ۹�����, ������ĩ�����������ĩ�ɽ���ԭ��, ���ɱ�����ڳ��������γ�һЩ��С��һ������, ƣ�����ܶ���֯�����dz�����, ��ʩ���غɹ�����, ���״�����Ӧ������, ���������α�, ����ϵ�ڴ˴�������, ����֯���ϻ��Ƽ�ѹ������, ��������λ��, ���¦���������˺��, �γ�ƣ������, ����ֱ���غɵķ����������չ��
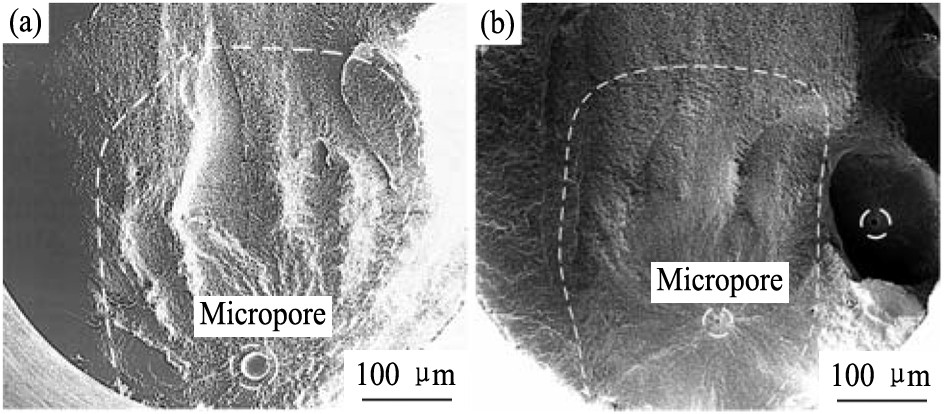
ͼ5 ƣ�ͶϿں����ò
Fig.5 SEM images of fatigue crack morphology
(a)One fatigue source;(b)Two fatigue source
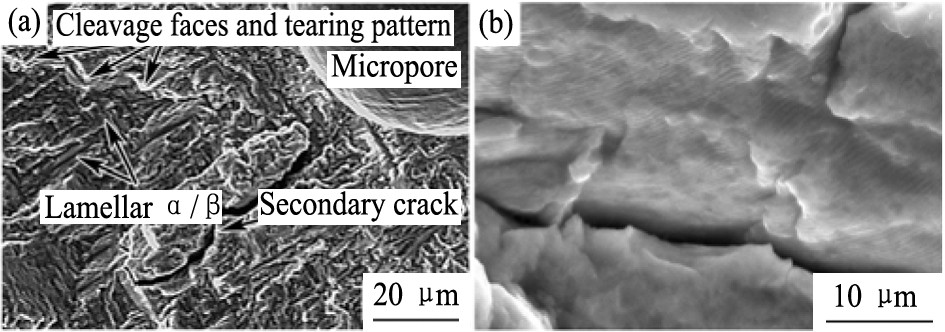
ͼ6(a)��(b)Ϊ��ͬ�غ���ƣ��������չ������ò, ���۲쵽����չ���ڳ��ֵĴ��Զ��������Զ��ѻ�ϵĶ��������� ��ʽ(1)Iwirn�����С��Χ�������������Բ����Ѽ���������ߴ����ģ�Ϳ�֪, �������κ�����չ������Ӧ��ǿ�����Ӵ�С��Ӱ�����Ƽ��ѭ����������ijߴ硣
ʽ��: RΪ�Ѽ���������ߴ�; ��sΪ������������; K1ΪI��Ӧ��ǿ�����ӡ� ������������ߴ�ӽ���֯�ߴ�ʱ, �ò��ϻ���ֳ���ǿ����֯������
ͼ7(a)������Դ�������������ֱ��Ƭ��ۼ���ȡ��ͬ�Ļ�����˺���γɵĽ���̨��, ����˺��ƽ��ߴ����Ƭ��ߴ��൱, ֤������������չ����, Ӧ��ǿ�����ӷ�Χ��С, ���ϵ����гߴ��ڵ���Ƭ��ߴ�����, ����ϵ�����ڦ�Ƭ�㴦����, ������������һ��ȡ��ͬ��Ƭ��ṹʱ, ����ƫת������һƬ��, �γɽ���̨�ס� ͬʱ, ������չ�����г����ж�������, ��ֱ����������չ������չ, ���ܳ���������Դ������չ��, ���¿ɷ�����: һ����������չ���������ƽ������������չ������Ķ�������(ͼ7(a)); һ����������չ������Ƭ����֯˺���γɵ�����������չ����ֱ�Ķ̶�dz�Ķ�������, ���丽���ɹ۲쵽��֮ƽ�е�ƣ�ͻ���(ͼ7(b))�� �������ƻ����Ĵ�������, �ӻ���������չ����, ���ƣ��������
ͼ6 ��ͬӦ��ˮƽ��ƣ��������չǰ����ò
Fig.6 SEM images of fatigue crack initiation regionmorphology under different stress levels
(a)800 MPa;(b)540 MPa
ͼ7 ƣ����������չ�г��ֵĶ�������
Fig.7 SEM images of secondary cracks
(a)Secondary crack parallel to main cracks;(b)Secondary crack perpendicular to main cracks
��������չ�ĺ���, ������ʣ��������������Գ�������غ�ʱ, ������˲������, ���治����ƣ��������չ���µĺۼ�, �����ɴ�����������ɡ�
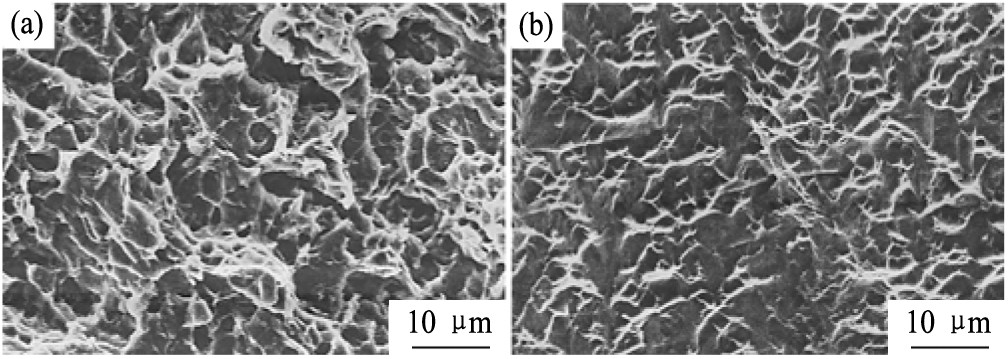
ͼ8(a)��(b)��Ϊ�غ�600 MPa��˲����������ò, ѭ��6.74��105�ܴ�˲��������ò�����Ѵ����, ���ϱ��γ��, ���ֳ����õ����Զ�������(ͼ8(a)); ��ѭ��4.70��106�ܴ�������˲��������ò�������ٶ�dz, �ֲ��н���̨����, ���ֳ����Զ��ѵIJ�������(ͼ8(b))�� ƣ�������϶�ʱ, ������չ�����С, ����˲��ʱʣ������ϴ�, ���ϱ��γ��; ����ƣ�������ϳ�ʱ, ������չ����ϴ�, ����˲��ʱʣ�������С, ���׳��־ֲ��Ĵ��Զ��ѡ�
ͼ8 ��ͬѭ��������˲�����Ͽ�����ò
Fig.8 SEM images of fatigue rupture region under different cycle times
(a)6.74��105;(b)4.70��106
����������λ�þ�Ϊ���������·�����Ӱ����(ͼ9(a)), �ڶ��������Ľ�����֯���з���(ͼ9(b))�� ���Է���, ��������չ�����ٶȽ���, ƣ�Ͷ����Ϊƽ��, ������Ҫ���й�Ƭ�����չ��ʽǰ��, ������ȡ��һ�µĦ�Ƭ��ʱ, �����ؼ����ű�Ե��չ, ͬʱ�ɹ۲쵽��ֿ����������������α�, �����ʾ, �Լ�Ƭ�㿪���γɵĽ�dz�Ķ�������, �����ʾ�� ��������չ����/�¼���ʱ, ��紦��Ա���, ������, �����ئ�Ƭ��߽���չ, �����ʾ(ͼ9(c))��
������չ�����ٶ�����, ���Ƽ��Ӧ������ϵ������, Ӧ��ǿ�����ӷ�Χ����, ���Ƽ��ѭ����������ߴ�����, ������֯�����гߴ���С���, ���Ƹ����ڴִ�Ħ����紦�ı䷽�����ϸС��Ƭ����֯, ��չ·����������, �����ʾ, ͬʱ��Ϊ����������ʹƬ�㴦˺���γɸ��ָ���Ķ�������, �����ʾ(ͼ9(d))�� ��������չ������, �����α������������ܺ�, �ӻ�������չ����, ���ƣ�����ܡ�
ͼ9 ������չ����֯��ò
Fig.9 Microstructure of fatigue crack propagation region
(a)Repair fatigue sample;(b)Micrograph of fracture section morphology;(c)Fatigue crack initial region morphology;(d)Fatigue crack late region morphology
3 �� ��
1. ������������֯��Ϊ������֯, ĸ������֯�ߴ����������Ϊ�ִ�, ������֮�����Ӱ�����ɴ�С����, �����Խ���, ������״����ĸ����״���߽������������, �����������ܳ�������Ӱ��, ���ֲ����
2. ��������Ҫ��������Ӱ����, ƣ�ͼ����Ե���ԭ������, ���ڸ�Ӧ��ˮƽ��, ��Ӱ���������ԭ��������֯ϸС, ���������������ͻ��, ƣ���������ڳ�������
3. ������ƣ�����ƾ������״�����, ������չ����, ���ϵ����гߴ��С, ���ڽ�С�Ħ�Ƭ������������ƫת, ƣ�Ͷ���ƽ��; ������չ����, ���ϵ����гߴ�����, ���ڴִ�ľ��紦ƫת, ƣ�Ͷ��涸��, �������ӡ�
�����
