
���±�ţ�1004-0609(2009)03-0469-08
����ֱ��2219���Ͻ�����������֯����ѧ����
���Ӣ�������ƣ������壬�� Զ��������
(���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ����ɳ 410083)
ժ Ҫ��
������ѧ���ܲ��ԡ�������֯�۲졢��羵��ɨ��羵�۲죬�о��ִ��������������Ƶij���ֱ��2219���Ͻ��μ�������֯����ѧ���ܡ�������������μ���������αȽϾ��Ⱥͳ�֣��������֯���ȣ��ȡ� ǿ����ϸС��ɢ�ֲ������������ñ���ȣ�����ѧ���ܸ�ԣ���ձ�ϴֲ�����ľ����ִ��Ҵ�С�����ȡ��ִ��ƽ���ࡢMn��FeԪ�ظ������γɵĴ�����Ĵ��������ʵ����7��������ѧ���ܸ�ԣ����Խ�С��ԭ��
�ؼ��ʣ�
2219���Ͻ�����������������֯����ѧ������
��ͼ����ţ�TG 146.2�� �� ���ױ�ʶ�룺A
Microstructures and mechanical properties of
super large diameter 2219 aluminum alloy ring
LI Hong-ying, WANG Fa-yun, WANG Xiao-feng, SUN Yuan, ZHAO Yan-kuo
(School of Materials Science and Engineering, Central South University, Changsha 410083, China)
Abstract: The microstructures and mechanical properties of super large diameter 2219 aluminum alloy ring rolled by the modern radial-axial numerical controlled rolling machine were studied by tensile properties test, optical microscopy (OM), transmission electron microscopy (TEM) and scanning electron microscopy (SEM). The results show that the sufficient plastic deformation is applied uniformly on the work piece. The optical microstructure is homogeneous. In addition, the strengthening phase �ȡ� is fine and dispersive. As a result, the mechanical properties of the ring are superior to those with a similar diameter in American Military Standard. The existence of coarsening or uneven grains, large equilibrium phases and brittle phases rich in Mn and Fe in local areas are the main reasons leading to the relative poor mechanical properties of seven samples.
Key words: 2219 aluminum alloy; rolling technology; microstructure; mechanical properties
2219���Ͻ���б�ǿ�ȸߡ����º�����ѧ���ܺá��������Ժ��Լ���Ӧ����ʴ���ܡ��ӹ����ܺͺ������ܺõ��ص㣬�㷺Ӧ���ں��պ����������䱻��������������[1]����20�������������ƵĴ������ػ��������������2219���Ͻ���Ϊ�������[2]��Ϊ�˼�СӦ�����У�������ػ������������һ�㽫���Ƴɻ��μ�[3]�����ǣ��������������Ͻ�����������ˮѹ���ϲ������ɶ��ն��죬���ھ��ȲЧ�ʵ͡����������ʵ͡��⾶�ߴ��ܵ����Ƶ�ȱ�㡣Ŀǰ���ҹ�������Ļ������������ֱ��Ϊ3 m�������칤ҵ��Ҫ�������ֱ��Ϊ5 m�����ĸ�ǿ�Ⱦ������Ͻ��μ���������Ҫ������ij�����Ѿ�Ӧ�������Ƶľ�?��������������������ֱ������5 m��2219���Ͻ�����������2219���Ͻ��䳬��ֱ�����μ���Ŀǰֻ�жԺ��ӹ���[4?6]�����ƹ���[7]���о��������������Ʋ�Ʒ����֯����ѧ���ܵ��о�δ���������������߶Բ����ִ�����������������Ӧ�Ļ����������Ƴɵij���ֱ��2219���Ͻ�����������֯����ѧ���ܽ����о���Ϊ���ͻ��������о��ṩ�����ݡ�
1 ʵ��
ʵ�����Ϊ2219���Ͻ�����ȫ�������ʼ�����ɷ�(����������%)Ϊ��6.8 Cu��0.02 Mg��0.20 Mn��0.10 Zn��0.02 Ti��0.15 V��0.10 Zr��0.30 Fe��0.20 Si������Ϊ����ʵ����ϵĴ�������Ϊ���������������Ȼ��˻�Բ����֡���ס����͡��Ȼ�����d 5 038 mm��130 mm��345 mm(�⾶���ں������)�Ļ����������ܺʹ���价�����Ρ��˹�ʱЧ��ͼ1��ʾΪ���������ƻ���ʾ��ͼ[8]��������Ϊ������, ������ҲΪ��������о��Ϊ������, ���Ļ�������Ӧ�˶���֤������Բ�ȡ�

ͼ1 ���������ƻ�����ʾ��ͼ
Fig.1 Sketch map of rolling mill working: 1��King roller; 2��Center fixer; 3��Core roller; 4��Ring; 5��Cone roller
ͼ2��ʾΪȡ��ʾ��ͼ����������ƽ����Ϊ24�����Σ���ʵ��������η�3������ȡ��������;���ֱ�����ġ����±��桢�����±���1/4��ȡ5��������������ġ��ڱ������º����������ȡ5�������ϼ�180�����������������Ű��ա����κ�?λ�ú�?����š���ʾ���������α��Ϊ1-24�������1Ϊ�������2Ϊ�������3Ϊ������17-1-3��ʾ17���Σ�����λ�ã�����
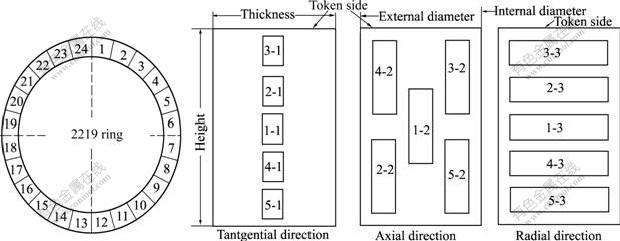
ͼ2 ȡ��ʾ��ͼ
Fig.2 Sketch map of sampling locations
���õ�����������������ѧ�������顣����KYKY?2800�ͺ�Sirion200 ������ɨ��羵�۲�����Ͽ���ò��ͬʱ����������������ʹִ�ڶ���ijɷ֡�����POLYVAR-MET��ѧ�������н�����֯�۲졣����TECNAIG220����羵��������֯�۲죬���ٵ�ѹΪ200 kV���������õ��˫����������ҺΪ������״����Һ(�����Ϊ1?3)���¶�Լ?20 �档
2 ���
��1����Ϊ��ȡ180�������ij�����������ʵ��ֵ��Χ���������ñ�2219���Ͻ�ͬ��ֱ����С�ı�ֵ�����ձ�1�еı�ֵ��������������ѧ���ܶ��Ѵ�꣬�Ҵָ�ԣ�����ܴ�2����Ϊ��ԣ����С��7������������ѧ����(*��ʾ���ֵ)��
��1 �Ͻ����ѧ����
Table 1 Mechanical properties of alloy

��2 �����и�ԣ����С��7������������ѧ����
Table 2 Seven samples and their special mechanical properties

ͼ3��ʾΪ�����������в�ͬ����ͬһλ��(���б�ʾλ�ô��ŵĵ�2�����־�Ϊ1��������λ��)�ĵ��ͽ�����֯��ͼ3(a)��(b)��ʾΪ���������֯��ͼ3(c)��(d)��ʾΪ���������֯��ͼ3(e)��(f)��ʾΪ���������֯��

ͼ3 ��ͬ��������λ�õĹ�ѧ����֯
Fig.3 Microstructures of central position in different areas: (a) 1-1-1; (b) 19-1-1; (c) 7-1-2; (d) 9-1-2; (e) 3-1-3; (f) 23-1-3
ͼ4��ʾΪ��7����5����ͬλ�õ����������֯������11�����β�ͬλ�õĽ�����֯��ͼ4��ʾ���ơ�

ͼ4 ����7��ͬλ�õ�����֯
Fig.4 Microstructures of different positions in section seven: (a) 7-1-1; (b) 7-2-1; (c) 7-3-1; (d) 7-4-1; (e) 7-5-1
�Ա�2�е�7���������н�����֯�۲죬������4�����������˷�������֯���������֯��ͼ5��ʾ��ͼ5(a)�еľ�����С�����ȣ������˲��ֽϴִ�����ͼ5(b)~(d)�в�δ����ϸ������ά״�������Ҳ��־����ϴִ�

ͼ5 �������ֵ�����Ĺ�ѧ����֯
Fig.5 Microstructures of samples with lowest value of property: (a) 13-1-1; (b) 1-1-2; (c) 3-1-2; (d) 9-5-3
ͼ6��ʾΪ��������������۲쵽�Ļ���������֯��ò����ͼ6�ɼ����Ͻ����Ҫǿ����Ϊ���ֱ�Ħȡ���[9?10]���ҷֲ��Ͼ���ϸ�ܡ��۲��2��7������������֯���֣����˦ȡ����⣬���г���״�ͽ��Ʒ��εĴִ�������(��ͼ6(a))���ֱ��������������������ͼ7��ʾ���ֱ�ΪAl3Zr��CuMgAl2(S��)[11]�����ࡣ
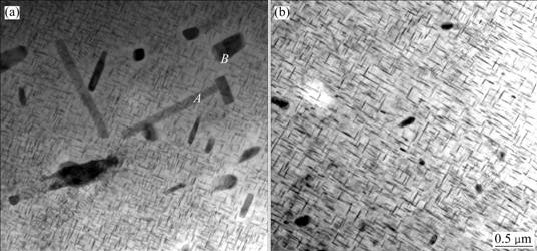
ͼ6 ��������TEM��
Fig.6 TEM images of ring: (a) 1-1-2; (b) 5-4-2
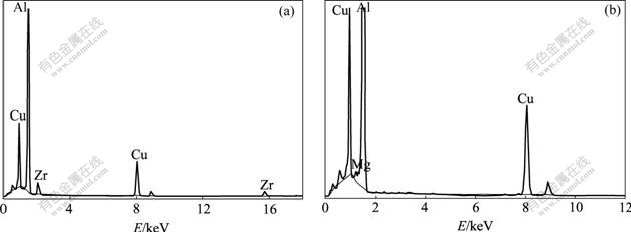
ͼ7 �Ͻ�ڶ��������(ͼ6(a)�е�A��B)
Fig.7 Energy spectra of second-phase in alloys (points A(a) and B(b) shown in Fig.6 (a))
ͼ8��ʾΪ���͵�����Ͽ���ò��ͼ8(a)��(b)��ʾΪһ������������Ͽ���ò(�����������ò)�����Զ����������ԣ����Ѷ��Ҳ������ѽ�������пɿ����ڶ������ӵĴ��ڣ��ؾ����ѳ̶Ƚ�С������Ͻ�����ԽϺá�ͼ8(c)��(d)��ʾΪ��2�����ܽϵ�ֵ(��������쳤��)���ĶϿ���ò���Ͽڴֵط��⻬ƽֱ��������С��dz�����ѣ��ؾ������������ԣ���Щ��λ�ɹ۲쵽�ƶϵľ���͵ڶ������ӣ��Ͻ�����Ե͡�

ͼ8 ��������Ͽڵ�SEM��
Fig.8 SEM images of tensile fracture sections of ring: (a) 7-3-1; (b) 5-4-2; (c) 1-1-2; (d) 9-5-3
ͼ9��ʾΪ�Ͽ��еڶ������ӵĵ������ס�ͼ9(a)��ʾΪ��Ӧһ���������ĵڶ����������ף���ΪAl2Cu���ӣ�ֻ�м��������Ӵ���Fe��MnԪ�صĸ�����ͼ9(b)��ʾΪ�쳤����Խϵ������ĵڶ����������ף����Ӷ�Ϊ����Fe��MnԪ�صĴִ�Ӳ���࣬ijЩ�ڶ������ӱ��������顣

ͼ9 ��������Ͽڵڶ������ӵ�SEM���EDS��
Fig.9 SEM images and EDS spectra of second-phase on typical tensile fracture sections: (a), (c) 13-1-1; (b), (d) 9-5-3
3 ����
��ͼ1��ʾ�������ִ��������������ƻ��μ�ʱ������������о���������£���������ͨ��������������ľֲ����Σ������������������߷������죬�ں�������ֱ�������������������������£������չ�ܵ����ƣ�����ֱ������ʱֻ�������������չ(��ȴ��ʹ����ƽ��)����ͼ3���Կ�����ȡ��ͬ�Ľ�����֯���ֵ���ʽ��ͬ�������Ϊ���Ƶ���״����������;����Ϊ��ά��֯����������ά��֯�Ⱦ������ϸ������˵������������ʱ��������Ҫ�����߷������죬����������������ֻ���������Σ��Ӷ�ʹ������ά��֯�Ͼ������ϸ��������֤�˻������յĽ��������ͱ����ص㡣��ͼ3�����Կ�����ȡ��������ͬʱ����ͬ����ͬһλ�ô��ľ�����״���ơ��ߴ��������˵���������������εı��λ������ȡ���ͼ4���Կ���������λ�á�����λ���Լ������1/4λ�ô��ľ�������״���������ҳߴ������ͬ����˵��ͬһ���β�ͬλ�õı���Ҳ�ǻ������ȵģ����ұ��νϳ�֡�
�ɱ�1��֪������ȡ��ʱ���쳤�����Ը�������;���ȡ��ʱ���쳤�ʣ���˵������ȡ����������ά�����������ѧ���ܺã�ʵ�ʲ�õ����ֵ�������Ϊ����;�����쳤�ʡ���ͼ5��ͼ3��ͬһ��ȡ����ʽ���õ���֯���бȽϿ��Է��֣�ͼ5�еľ����ߴ����Ա�ͼ3�еĴ��Ҵ�ϸ�����ȣ����������Ϊ��Щ���������ֳ����������������������ڱ��������������鲻������£������ϸС��������֯��ȣ������ִ���֯����ʱ�������Э���Ա�����Ӧ�����е�����������˻����������ƺͲ������ѣ�����������Խϲ����Hall-Petch��ϵʽ���ྦྷ���ǿ�Ⱥ;�����ֱ����?1/2�η��Ĺ�ϵ�������ߴ������ʹ�Ͻ��о�������ռ�ı��ʼ�С����������ǿ�����ã�ͬʱʹ�Ͻ��ǿ�Ƚ���[12]��
��ͼ6���Կ�����2219�������Цȡ���ߴ�С���ܼ��Ⱥܸߡ�������Ϊ2219���Ͻ����ڸ�Cu/Mg(��8)��(���������)��Al-Cu-Mgϵ�Ͻ���Ҫǿ����Ϊ��{111}�����ϰ빲�������Ħȡ��࣬����͵�ʱЧ�����ǣ��������������GP�����ȡ�����ȡ��������[13?14]���ȡ���һ��������λ�����κˣ������价�����������˴���λ�������ȡ����ṩ����Ч���κ�λ�ã��Ӷ�ʹ�ȡ����κ���Ŀ���ӡ����ڹ����������е�����ԭ��Ũ�Ƚϸߣ���λ������������ǿ����λ����Χ�����γɵ�������ĿҲ������ӣ���Щ��������ԭ�ӵ����ţ�Ҳ�Ǧȡ���ĺ���[15]���Ӷ��д����ȡ��������������ɱ�1�ɿ�����������ǿ�ȸ�ԣ������ǿ��Ч���Ϻã�������Ϊ�ڶ�������������Խ����ԽС��������Ŀ��Խ�࣬�����Ծ���Ǩ�ơ�λ�����ƻ�������ʩ�ӵ�������Խ���ξ�Խ���ѣ�ǿ��Ч��������ߡ�ͬʱ���������ʵ�Ҳ���谭����Ȼظ����̵Ľ��У�ʹ�����е��ǽṹ��ϸ�������������������ǿ�ȡ���ͼ6(a)���Կ�������2��7������������֯�г����Цȡ�����дִ�Ľ��Ʒ��ε�Al3Zr��Ͱ���״��CuMgAl2�ࡣAl3Zr��ϸС��ɢ�ֲ�ʱ����λ���;�����к�ǿ�Ķ������ã������ȶ�������֯���ǽṹ���谭����ʱλ���������г��Ǿ��缰���չ�ɴ�ǶȾ���Ĺ��̣��Ӷ��谭�ٽᾧ�κˣ������ٽᾧ��ϸ�������������������ѧ����[16?17]��������7�������������Դִ�Ĵ�������ʽ���ڣ����ض��˺Ͻ����ܣ���������ǿ�Ⱥ��쳤�ʡ�
��ͳ�����������Ƴ��Ļ������������������������ɣ�ʹ�û������յ����������Բ��״���ұ��ξ��ȡ���֣���Ʒ���Ƚϸߣ�ֱ���߶Ⱦ��ϴ��ɱ�1�ͱ�2���Կ���������������������ܸ�ԣ���ܴ���7��������ԣ����Խ�С��������ѧ����ֵҲ�����������ñ�����˵�������ִ��������������Ƶ��������ձȽϺ�����2219���Ͻ�������������ͳ�����������Ȼ�����ʹ������֯�е��������ɵ�ȱ�ݵõ����ϣ���֯���������ӣ��Ȼ���ʱ�������α���ٽᾧ�γ��˽Ͼ��ȡ�ϸС�ı�����֯�����ܴ�������价�������˴�����λ�����Ӷ�ʹʱЧʱ�д���ϸС��ɢ�ֲ��Ħȡ������������֦ȡ����������һ����Σ���λ�������й����ӵķ�ʽ�ƶ�����ˣ����������ֳ��ܺõ����Ժͽϸߵ�ǿ�ȡ���ͼ8�ɿ����������������������Ͽڳ��ִ������������ѣ��Ҳ������ѽ����˵�������������ԽϺã��ɼ�������ʵ�����Ǻϵúܺá���2�г���7�����ܸ�ԣ����Խ�С���������Դ��Զ���Ϊ����SEM�Ͽڳ������Ե��ؾ�����������Fe��MnԪ�ظ������γɵĴִ�Ӳ�����Ի�����������ã������������£����ײ���Ӧ�����ж���Ϊ����Դ�����¹�����ѣ��Ӷ�ʹ�쳤�ʺ�����ǿ�Ƚ��͡�����������������̺��������Է�ֹ�ͼ��ٴִ��м���IJ���������ijЩ��Ԫ���γɸ��۵㻯������Ϊ���ʺ��ģ�Ҳ���Ա���ִ�Fe��Mn�Ĵ������γɣ��Ӷ�����������ֲ�������ѧ���ܸ�ԣ����Խ�С�����⡣
4 ����
1) ����ڴ�ͳ���Ʒ����������ִ����ػ����������Ƶ�2219���Ͻ������������֯���ȣ�ǿ����ȡ����ϸС��ɢ�ֲ������νϾ��Ⱥͳ�֣���ѧ������������ͬ��ֱ����С�ľ��ñ����Ҹ�ԣ���ϴ�
2) 180����������7����ѧ���ܸ�ԣ����Խ�С���ֲ����������������ɾ����ִ�С�����ȣ�Al3Zr��CuMgAl2�Դִ�ƽ������ʽ�����Լ�Mn��FeԪ�ظ����γɵĴ�������ʵ����7���������ܽϵ͵�ԭ��
[1] ��ӭ��, �����, �뼪��. 2219-0���Ͻ�Ľ���Ħ������[J]. ����ѧ��, 2006, 27(1): 65?68.
CHENG Ying-chun, LIU Hui-jie, FENG Ji-cai. Frictions stir welding of 2219-0 aluminum alloy[J]. Welding Journal, 2006, 27(1): 65?68.
[2] ������. ����������2219�����Ͻ�ĵ�������[J]. �������켼��, 2002, 8(4): 3?9.
LIU Chun-hui. Electron beam welding of 2219 aluminum alloy using in carry boxes[J]. Space Making Technology, 2002, 8(4): 3?9.
[3] �� ��, �ź�Ȫ, �ⴺ��. ����Գ�������������Ԫ�������Ż����[J]. ��������, 2006, 2: 31?34.
LIU Yong, ZHANG Hai-quan, WU Chun-fang. Finite element analysis and optimum design on asymmetric sphere cone with toroidal transition[J]. Navigation Engineering, 2006, 2: 31?34.
[4] VENKITAKRISHNAN P V, SINHA P P, KRISHNAMURTHY R. Study and analysis of effect of various thermal processes in AA 2219 annealed sheet using acoustic emissions[J]. Materials and Design, 2006, 27: 770?775.
[5] SUREKHA K, MURTY B S, RAO K P. Microstructural characterization and corrosion behavior of multipass friction stir processed AA2219 aluminum alloy[J]. Science Direct, 2008, 202(17): 4057?4068.
[6] PAGLIA C S, BUCHHEIT R G. Microstructure, microchemistry and environmental cracking susceptibility of friction stir welded 2219-T87[J]. Mater Sci Eng A, 2006, 429(1/2): 107?114.
[7] ������, ������, ������. ����ֱ�����Ͻ��������ƹ����о�[J]. �������Ͽ�ѧ���, 2007, 9: 58?59.
ZHANG Shu-lian, HE Yang-min, LI Zhong-zhou. Super large diameter aluminum alloy ring rolling technology[J]. Ordnance Material Science and Engineering, 2007, 9: 58?59.
[8] ��ѧ��, ������, ��, ������, ���ٷ�. ��5 000 mm����������������[J]. װ��, 2007, 3: 34?36.
DU Xue-bin, HAN Bin-tao, GE Hui, WEI Ling-yun, ZHOU Shao-fan. ��5 000 mm radial and axial NC ring rolling mill[J]. Equipment, 2007, 3: 34?36.
[9] �����, ������, ������, ��ƽ, ������. Ԥ���ζ�2519���Ͻ���֯����ѧ���ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 2004, 14(12): 1990?1995.
LI Hui-zhong, ZHANG Xin-ming, CHEN Ming-an, ZHOU Zhuo-ping, GONG Ming-ru. Effect of pre-deformation on microstructures and mechanical properties of 2519 aluminum alloy[J]. The Chinese Journal of Nonferrous Metals, 2004, 14(12): 1990?1995.
[10] Ф����, �Ʋ���, �� �G, �¿���. Al-Cu-Mg-(Ag, La)�Ͻ������֯����ѧ����[J]. �й���ɫ����ѧ��, 2008, 18(4): 571?576.
XIAO Dai-hong, HUANG Bai-yun, SONG Min, CHEN Kang-hua. Microstructures and mechanical properties of Al-Cu-Mg-(Ag, La) alloys[J]. The Chinese Journal of Nonferrous Metals, 2008, 18(4): 571?576.
[11] VILLARS P, PRINCE A, OKAMOTO H. Handbook of ternary alloy phase diagrams[M]. Materials Park: ASM International, 1994.
[12] SRIVATSAN T S. An investigation of the cyclic fatigue and fracture behavior of aluminum alloy 7055[J]. Materials and Design, 2002, 23: 141?151.
[13] CORDOVILLA C G, LOUIS E. Characterization of the microstructure of a commercial Al-Cu alloy (2011) by differential scanning calorimetry (DSC)[J]. J Material Science, 1984, 19: 279?290.
[14] MONDOLFO L F. Aluminum alloys: Structure and properties[M]. London: Butterwordths, 1976: 497?504.
[15] YOSHIMURA R, KONNO T J, ABE E, HIRAGA K. Transmission electron microscopy study of the evolution of precipitates in aged Al-Li-Cu alloys: the �� prime and T1 phases[J]. Acta Materialia, 2003, 51(10): 4251?4266.
[16] KAIBYSHEV R, SITDIKOV O, MAZURIN I, LESUER D R. Deformation behavior of a 2219 Al alloy[J]. Mater Sci Eng A, 2002, 334: 104?113.
[17] �����, ������, �캽��, ������. 7B50 ��ǿ���Ͻ�ľ��Ȼ�[J]. �й���ɫ����ѧ��, 2008, 18(5): 764?770.
LI Guo-feng, ZHANG Xin-ming, ZHU Hang-fei, LI Peng-hui. Homogenizing treatment of 7B50 high strength aluminum alloy[J]. The Chinese Journal of Nonferrous Metals, 2008, 18(5): 764?770.
�ո����ڣ�2008-07-02�������ڣ�2008-10-24
ͨѶ���ߣ����Ӣ�����ڣ���ʿ���绰��0731-8836328��E-mail: Lhying@mail.csu.edu.cn
(�༭ ����Ⱥ)
[1] ��ӭ��, �����, �뼪��. 2219-0���Ͻ�Ľ���Ħ������[J]. ����ѧ��, 2006, 27(1): 65?68.
[2] ������. ����������2219�����Ͻ�ĵ�������[J]. �������켼��, 2002, 8(4): 3?9.
[3] �� ��, �ź�Ȫ, �ⴺ��. ����Գ�������������Ԫ�������Ż����[J]. ��������, 2006, 2: 31?34.
[7] ������, ������, ������. ����ֱ�����Ͻ��������ƹ����о�[J]. �������Ͽ�ѧ���, 2007, 9: 58?59.
[8] ��ѧ��, ������, ��, ������, ���ٷ�. ��5 000 mm����������������[J]. װ��, 2007, 3: 34?36.
[17] �����, ������, �캽��, ������. 7B50 ��ǿ���Ͻ�ľ��Ȼ�[J]. �й���ɫ����ѧ��, 2008, 18(5): 764?770.
