

Effect of Ti-Al on microstructures and mechanical properties of plasma arc in-situ welded joint of SiCp/Al MMCs
LEI Yu-cheng(�����), ZHANG Zhen(�� ��), NIE Jia-jun(���ӿ�), CHEN Xi-zhang(��ϣ��)
School of Materials Science and Engineering, Jiangsu University, Zhenjiang 212013, China
Received 13 July 2007; accepted 21 January 2008
Abstract:
The effect of Ti-Al on microstructures and mechanical properties of SiCp/Al MMC joints produced by plasma arc in-situ weld-alloying was investigated, in which argon-nitrogen mixture was used as plasma gases and Ti-Al alloy as filling composite. The results show that the formation of needle-like harmful phase Al4C3 is effectively prevented in the weld by in-situ weld-alloying/plasma arc welding with Ti-Al alloy sheet filler whose titanium content is more than 20%. The fluidity of molten pool is improved, and stable molten pool is gained for the addition of the Ti-Al alloy. The mechanical properties of welded joint are effectively enhanced by the compact-grain structure and the new reinforced composites such as Al3Ti, TiN, AlN and TiC welded joint. The test results of mechanical property show that the maximum tensile strength of welded joint gained by adding Ti-60Al alloy is up to 235 MPa. The factors influencing the tensile strength were also investigated.
Key words:
SiCp/Al MMCs; plasma arc; in-situ welding; Ti-Al alloy;
1 Introduction
At present, aluminum metal matrix composites (Al MMCs) are more and more widely applied in aerospace, spaceflight, auto manufacturing, optical instrument and sports industry due to their excellent combination properties of high specific strength, high specific stiffness, high elastic modulus, better wear-resistance and high temperature resistance[1-2].
But Al MMCs are not applied widely in industry due to their poor weldability. And the welding technique is the key to wide industry application for Al MMCs [3-4]. SiCp/Al MMCs have been extensively investigated worldwide. Many methods such as brazing[5], diffusion bonding[6], transient liquid phase bonding[7], gas shielded arc welding[8] and laser welding[9] have been used to weld these materials. And fusion welding is the most flexible and versatile one. The previous investigations show that how to prevent the formation of harmful phase Al4C3 is the key for the fusion welding of SiCp/Al MMCs. The defects, such as pores, microfissure and inhomogeneous wild phase would debase the mechanical properties joints, which should be avoided in the welding process[10-12].
In our previous investigation, pure titanium sheet was filled into the molten pool during argon-nitrogen mixture gas plasma arc welding of SiCp/Al MMCs in order to obtain a particle reinforced composite weld. And the formation of needle-like brittle phases Al4C3 is prevented completely because titanium and carbide formed TiC preferably. But the mechanical properties are debased by some defects, such as pores, cracks and incomplete fusion of titanium owing to the high welding current demanded by the high fusion point of titanium and poor fluidity of molten pool[13-14].
Both technics and metallurgy should be taken into consideration in order to improve the weldability of SiCp/Al MMCs. Decreasing heat input of molten pool is the main approach in technics. But in order to ensure fusion penetration, there is a limitation of reducing the heat input. And some elements that could improve the fluidity of molten pool and inhibit the interface reaction are added into the weld in metallurgy[15]. To improve the structure of weld and performance of welded joint in plasma arc in-situ welding of SiCp/Al MMCs, Ti-Al was filled into the molten pool and its effects on microstructures and mechanical properties of weld were investigated in the present work.
2 Experimental
The morphology of SiCp/6061Al MMC containing 10% (volume fraction) SiC particle (particle size 6 ��m) made by the method of extrusion and foundry is shown in Fig.1. The maximum tensile strength of the base metal was 320 MPa in the state of annealing. It can be seen from Fig.1 that the distribution of reinforcement particles is not even. The chemical compositions of the matrix for experimental materials are listed in Table 1.
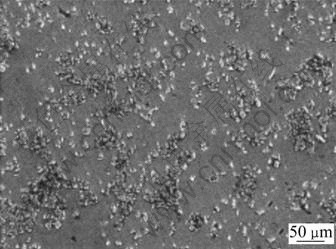
Fig.1 Microstructure of SiCp/Al MMCs
Table1 Chemical compositions of aluminum alloy (mass fraction, %)
![]()
Two kinds of Ti-Al alloys, Ti-60Al and Ti-80Al, prepared by vacuum melting in arc melting and vacuum casting system, were selected as the filled composite in the present work.
Rectangular specimens, 60 mm in length, 20 mm in width and 3 mm in thickness, were cut from long bars of SiCp/6061Al MMC, burnished using 150# SiC sand paper before weld, and then were cleaned using acetone. The specimens were joined in ion gas of argon and nitrogen by the plasma arc welding torch of Hpt-180 type.
Alloy filler sheet with traverse section size of 0.8 mm��1 mm was cut from a disc-like Ti-Al alloy. And it was cleaned up by ultrasonic vapor in acetone with ultrasonic oscillator so that there is no greasy dirt on the surface.
Metallographic transverse sections of the welds perpendicular to the welding direction were prepared using standard metallographic procedures and etched by Keller��s reagent. Microstructure of the weld was characterized by an optical microscope and scanning electron microscope(SEM). Phase analysis was carried out by X-ray diffraction and energy dispersive spectroscopy. The diffraction angle was changed from 20? to 80? (2��) at an angular velocity of 8 (?)/min.
The tensile strength of the welded joints was measured with electronic universal testing machine. The cross-head velocity was 0.5 mm/min, and the shape and size of tensile specimen are shown in Fig.2.
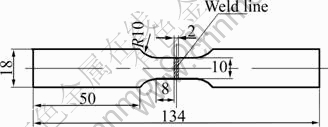
Fig.2 Shape of specimen for tensile test (unit: mm)
3 Results and discussion
3.1 Structural features
Fig.3 shows the OM macrostructure of transverse section of welded joint by plasma arc in-situ weld-alloying welding on SiCp/6061Al MMC with Ti-60Al alloy sheet filler. No pores, fissures and incomplete fusion of filler are observed in the central zone of weld, and the structure is dense and transits naturally nearby the weld junction, showing that the fluidity of molten pool is improved greatly by the Ti-60Al alloy. Remarkably, high-quality weld in favor of improving the mechanical properties of welded joint is produced by plasma arc in-situ weld-alloying welding with Ti-60Al alloy sheet filler.
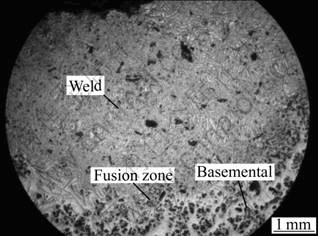
Fig.3 OM macrostructure of welded joint with Ti-60Al alloy sheet filler
The SEM image of welded joint by in-situ welding/ plasma arc welding on SiCp/6061Al MMC with Ti-40Al alloy sheet filler is shown in Fig.4. Figs.4(a), (b) and (c) show the centre of weld, the bottom of weld and the fusion zone, respectively.
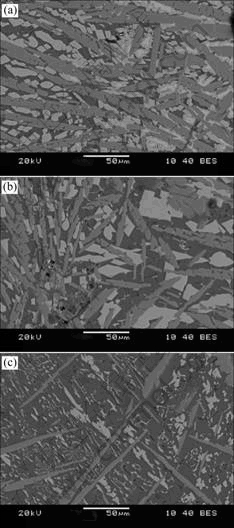
Fig.4 Weld microstructures of welded joint with Ti-60Al alloy sheet filler: (a) In centre of weld; (b) At bottom of weld; (c) In fusion zone
In the microstructure of weld (see Fig.4(a)), a lot of long strip-like phases, 50-200 ��m long and 2-5 ��m wide, distribute evenly in the weld. And the results of XRD (see Fig.5) and EDS indicate that they are Al3Ti phases. Much more fine particles with regular shapes are among the phases of Al3Ti, which are identified to be AlN, TiN and TiC according to the results of XRD and EDS. There is no needle-like Al4C3 phase in the weld, and no microporosities and microcracks are observed. However, particle segregation, caused by the settlement of particles[16], is observed at the bottom of the weld (see Fig.4(b)), which could reduce the strength of the grain boundary and debase the properties of welded joint. The particle settlement is caused by the gravity in the molten pool. And the settlement of large bulky and massive phases Al3Ti oppresses the fine particles to congregate at the bottom of weld because it is much stronger than that of the other fine particles in the molten pool, which bring on the particle segregation at the bottom of weld in final.
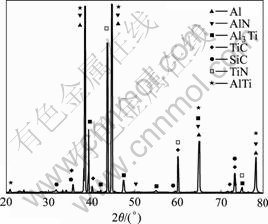
Fig.5 XRD pattern of joint adding Ti-60Al alloy sheet filler
Compared with the microstructure of weld, the phases Al3Ti are less, narrower and shorter, and the size of the other particles is smaller and more homogeneous in the fusion zone (see Fig.4(c)).
The microstructures of weld and fusion zone with Ti-80Al alloy sheet filler are shown in Figs.6(a) and (b), respectively. Many needle-like phases Al4C3 are observed in the weld.
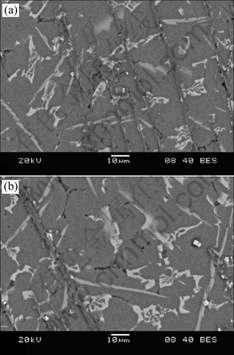
Fig.6 Weld microstructures of welded joint with Ti-80Al alloy sheet filler: (a) Weld; (b) Fusion zone
It can be concluded that the formation of Al4C3 phases is effectively prevented by plasma arc in-situ weld-alloying welding with Ti-60Al alloy but it is ineffective with Ti-80Al alloy.
During the welding, the filler was melted into the base metal, forming molten pool. In the molten pool (T��1 700 K), AlTi was decomposed:
AlTi��Al+Ti (1)
The formation of Al4C3 is effectively suppressed by a series of chemical reactions of Ti and other elements in molten pool[17]. If there is enough amount of titanium, the inhibition mechanisms are as follows:
SiC��Si+C (2)
Al+3C��Al4C3 (?G/(kJ?mol-1)=-184 000) (3)
Ti+C��TiC (?G/(kJ?mol-1)=-186 600+13.22T) (4)
Ti+N2��TiN (��G/(kJ?mol-1)=-676 600+190.2T) (5)
Al+N2��AlN (��G/(kJ?mol-1)=-618 000+209.2T) (6)
Under the condition of the spontaneous processing for the above reactions, the value of ��G is smaller, and the reaction processes easily.
By comparing reaction (3) with (4), it can be clearly seen that the free energy of formation of TiC is much more negative than that of Al4C3, so the reaction (4) processes earlier than the reaction (3), namely, TiC is preferably formed because the carbide and titanium reacted firstly, leading to the suppression of the reaction (3). In other words, the formation of the needle-like brittle phase is suppressed completely. By comparing reaction (3) with (6), we know that the free energy of formation of aluminum nitrogen is much more negative than that of Al4C3. In this way, the matrix aluminum reacts with nitrogen from the ion gas, taking precedence over carbide, which also suppresses the process of the reaction (3) to a certain extent. By comparing reaction (4) with (5), it can be seen that the free energy of formation of titanium nitrogen is much more negative than that of titanium carbide, so the reaction (5) processes earlier than reaction (4), that is to say, the new reinforcement phase TiN is formed because the reaction processes earlier between titanium and nitrogen from the ion gas. If the content of alloying filler titanium is relatively high, which not only causes titanium to react fully with nitrogen, but also guarantees reaction (4) to process successfully, it will lead to the suppression of the formation of the needle-like Al4C3 phase.
The formation of Al4C3 phases is effectively prevented by plasma arc in-situ weld-alloying with Ti-60Al alloy sheet filler which could supply enough content of titanium and assure that the reactions could carry out successfully in the molten pool in the present work. It can not prevent the formation of Al4C3 when Ti-80Al is selected as filler metal, which is caused by low content of titanium. It can be inferred that the content of titanium of Ti-Al alloy should be more than 20% in order to prevent the formation of phase Al4C3 effectively during the plasma arc in-situ welding of SiCp/Al MMCs.
3.2 Effect of Ti-Al on structure and components
The fluidity of molten pool is mainly dependent on the chemical constituents of the alloy system composed with all kinds of elements in the molten pool. As well known, the smaller the solidification interval is, the better the fluidity of alloy is. The fluidity of titanium alloy is commonly worse than pure titanium for the addition of alloying elements can increase its solidification interval. But the crystallization heat increases with increasing the addition of aluminium, which obviously improves the fluidity of titanium alloy[18]. Compared with the previous investigation of welding with pure titanium sheet filler, the fluidity of molten pool is highly improved due to the high content of aluminium, which is propitious to the escape of H. Consequently, the more dense weld structure without defects of pores and microcracks and in favor of improving the mechanical property of welded joint is gained by adding Ti-60Al alloy sheet filler.
The XRD results of the welded joint adding Ti-60Al alloy sheet filler is given in Fig.5. It can be seen that the weld microstructure is composed of Al, TiN, TiC, AlN, Al3Ti and AlTi. What is different from the previous investigation is that the content of titanium aluminide compound is more in the present work.
3.3 Mechanical properties
The previous investigations show that the maximum tensile strength of welded joint by plasma arc in-situ weld-alloying of SiCp/6061Al MMCs with titanium sheet filler is 220 MPa[19]. The maximum tensile strength of welded joint with Ti-60Al alloy sheet filler is 235 MPa, which shows that the filler of Al-Ti improves the mechanical properties of joints.
Fig.7 shows a typical fractograph of welded joint by plasma arc in-situ weld-alloying with Ti-60Al alloy filler. A careful inspection of the fracture surface shows that the fracture occurs in the centre of the weld joints. The sheet area, induced by the avulsion of Al3Ti phases from basal body, shows the brittle fracture, and the others is ductile.
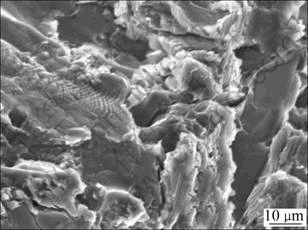
Fig.7 Microfractograph of welded joint with Ti-60Al alloy sheet filler
The particle segregation and excessively bulky Al3Ti phases in the weld undoubtedly have negative effect on the mechanical properties of welded joint. As well known, the interface layer between the wild phases and metal matrix is the key factor that affects the performance of welded joint of composite material. The condition of the interface layer, by which the load on the welded joint transits from the metal matrix Al to the reinforcement particles, is the key factor that influences the mechanical property of composite material[20-21]. The defect of particle segregation breaks the interface layer and becomes the crack source debasing the joint strength under the effect of tension stress. The long strip- like Al3Ti phase penetrates the crystal grains and could break the continuity of metal matrix[22]. So the joint strength still can not reach the level of the mother material.
It can be inferred that the factors which influence the tensile strength of welded joint produced by plasma arc in-situ weld-alloying on SiCp/6061Al MMCs with Ti-60Al alloy filler are mainly the particle segregation and excessively bulky Al3Ti phase in the weld.
4 Conclusions
1) The needle-like harmful phase Al4C3 is effectively eliminated by plasma arc in-situ weld- alloying titanium of SiCp/Al MMCs with Ti-Al alloy whose titanium content is more than 20%.
2) The maximum tensile strength of welded joint by plasma arc in-situ weld-alloying of SiCp/6061Al MMCs with Ti-60Al alloy is 235 MPa. The main factors influencing the mechanical performance of joint are the particle segregation and excessively bulky Al3Ti phase.
References
[1] ALLISON J E, COLE G S. Metal-matrix composites in the automotive industry: Opportunities and challenges [J]. JOM, 1993, 45(2): 19-24.
[2] LIENERT T J, BRANDON E D, LIPPOLD J C. Laser and electron beam welding of SiCp reinforced aluminum A-356 metal matrix composites [J]. Scripta Metallurgica et Materialia, 1993, 28(11): 1341-1346.
[3] ELLS M B D. Joining of aluminum based metal matrix composites [J]. International Materials Reviews, 1996, 41(2): 41-58.
[4] AHEARN J S, COOKE C, FISMAN S G. Fusion welding of SiC- reinforced Al composite [J]. Metal Construction, 1982, 14(4): 192- 197.
[5] ZOU Jia-sheng, CHEN Zheng, XU Ru-qiang, ZHAO Qi-zhang. Vacuum brazing of SiCp/LY12 metal matrix composites [J]. The Chinese Journal of Nonferrous Metals, 2004, 14(1): 74-78. (in Chinese)
[6] YAN J C, XU H B, MA L, YANG S Q. Modeling behavior of oxide film during vibration diffusion bonding of SiCp/A356 composites in air [J]. Mater Sci Technol, 2004, 20: 1489-1492.
[7] YAN Jiu-chun, XU Zhi-wu, WU Gao-hui, YANG Shi-qin. Interface structure and mechanical performance of TLP bonded joints of Al2O3p/6061Al composites using Cu/Ni composite interlayers [J]. Scripta Materialia, 2004, 51(2): 147-150.
[8] LU S, FUJII H, NOGI K. Marangoni convection in weld pool in CO2-Ar-shielded gas thermal arc welding [J]. Metallurgical and Materials Transaction A, 2004, 35(9): 2861-2867.
[9] WIVINEVA E I, WLSON D L, MATLOCK D K. Particulate- reinforced metal matrix composite as a weld deposit [J]. Welding Journal, 1995, 74(3): 83-92.
[10] IRVING B. What��s being done to weld metal matrix composites [J]. Welding Journal, 1991, 70(6): 65-67.
[11] RYABOV V R. Diffusion bonding of dispersion strengthened composite materials [J]. International Journal for the Joining of Materials, 2002, 14(1/2): 6-11.
[12] LEE C S. Vacuum-free diffusion bonding of aluminium metal matrix composite [J]. Journal of Materials Processing Technology, 1999, 89/90: 326-330.
[13] LEI Yu-cheng, YUAN Wei-jin, BAO Xu-dong, ZHU Fei. In-situ weld-alloying of plasma arc welding of SiCp/Al MMC[J]. Transactions of the China Welding Institution, 2005, 26(12): 13-16. (in Chinese).
[14] LEI Yu-cheng, ZHU Fei, YUAN Wei-jin, CHENG Xiao-nong. Effect of Ti on weld microstructure of PAW SiCp/Al MMCs [J]. Materials Science and Technology, 2006, 14(6): 565-567. (in Chinese).
[15] JI Guo-juan, XIE Jian-gang, XUE Wen-tao. TIG welding with filler for SiCp/101 aluminum matrix composite [J]. Nonferrous Metals 2003, 55(4): 21-23. (in Chinese)
[16] WANG Peng, MA Nai-heng, LI Xian-feng, WANG Hao-wei Research on settlement of in-situ synthesized aluminium matrix composite [J]. Special Casting and Nonferrous Alloys, 2004(2): 30-32. (in Chinese).
[17] LEI Yu-cheng, YUAN Wei-jin, CHEN Xi-zhang, CHENG Xiao- nong. In-situ weld-alloying plasma arc welding of SiCp/Al MMCs [J]. Trans Nonferrous Met Soc China, 2007, 17(2): 313�C317.
[18] HUANG Hui-hong. Casting technology handbook: Casting technology of non ferrous alloy [M]. Beijing: Machinery Industry Press, 1983: 233. (in Chinese)
[19] YUAN Wei-jin. Effect of alloying filler titanium and other welding parameters on microstructure and mechanical properties of welded joint during PAW of SiCp/6061Al [D]. Zhenjiang: Jiangsu University, 2005: 3.
[20] WANG H M, CHEN Y L, YU L G. In-situ weld-alloying/laser beam welding of SiCp/6061Al MMC [J]. Materials Science and Engineering A, 2000, 293: 1-6.
[21] NIU Ji-tai, LIU Li-ming, MENG Qing-chang, LIU Xing-qiu. Optimization of welding parameters and microstructure of welded joint of Al2O3p/6061Al composite [J]. Transactions of the China Welding, 1999, 20(1): 29-33. (in Chinese)
[22] ZHAO Yong-chun Microstructure and mechanical behaviors of particle-reinforced aluminum matrix composites [D]. Harbin: Harbin Institute of Technology, 1997. (in Chinese)
[23] ZHAO Yu-hou, YAN Wen, ZHOU Jing-en. Influence of Si and Mg on shape of Al3Ti reinforcing phase in in-situ Al-based composite [J]. Ordnance Materials Science and Engineering, 2001, 24(2): 34-37. (in Chinese)
[24] LIU Li-ming, ZHU Mei-li, XU Wei-ping, NIU Ji-tai. Laser welding mechanism and parameters of aluminum matrix composite SiCw/6061Al [J]. Transaction of the China Welding Institution, 2001, 22(4): 13-16. (in Chinese)
Foundation item: Project(50475126) supported by the National Natural Science Foundation of China; Project(JSAWT-07-04) supported by Key Lab of Jiangsu Province for Advanced Joining Technology, China
Corresponding author: LEI Yu-cheng; Tel: +86-13951282282; E-mail: yclei @ujs.edu.cn
(Edited by LI Xiang-qun)
