
����T-S����������İ������ܿ��ƶԱ��о�
������1,2�����ı�1������1������1
(1. ��ɽ��ѧ �ӱ�ʡ��ҵ��������ƹ����ص�ʵ���ң��ӱ� �ػʵ���066004;
2. �����������װ�������չ��̼����о����ģ��ӱ� �ػʵ���066004)
ժ Ҫ��
��ȷ���Ե���ģ�ͺ�T-Sģ�����������ϣ����T-S���������磬���ڴ����磬��������ʶ��ģ�ͺ���������Ԥ��ģ�͡����900HC��������������ư��ο���ϵͳ���з�һ�ּ�ݵĿ�����������900HC��ʵ������������ѵ��ȷ���������ij�ʼ�����������ߵ����������IJ���, ��������ʹ�������㷨�����������ͬ�ṹ��T-Sģ�����������жԱȡ��о������������ϵͳ������Ч�ԺͽϺõ�³���ԡ�
�ؼ��ʣ�
��ģ����T-S����������������ʶ��ģ��������Ԥ��ģ�������ο�����
��ͼ����ţ�TP273 ���ױ�־�룺A ���±�ţ�1672-7207(2013)11-4461-07
Contrastive on flatness intelligent control via T-S cloud inference network
ZHANG Xiuling1, 2, ZHAO Wenbao1, XU Teng1, ZHAO Liang1
(1. Key Laboratory of Industrial Computer Control Engineering of Hebei Province, Yanshan University,Qinhuangdao 066004, China;
2. National Engineering Research Center for Equipment and Technology of Cold Strip Rolling, Qinhuangdao 066004, China)
Abstract: Based on T-S fuzzy neural network and the cloud model, which is able to process data with uncertainty, T-S cloud inference network was designed. Flatness recognition model and flatness predictive model were established based on this network. For the 900HC reversible cold rolling mill, flatness control system was designed and a simple controller was developed. The initial parameters of controller were firstly determined through offline training based on measured data, then they were adjusted online. The error back propagation algorithm was used and compared with the T-S fuzzy controller. The results show that the flatness control system has effectiveness and a better robustness.
Key words: cloud model; T-S cloud inference network; flatness recognition model; shape prediction model; flatness control
���ο���(AFC)�����Ǵ������ƹ����еĹؼ�����[1]�������ο���ϵͳ��һ��������������ԡ����Ŷ���ǿ��ϵĸ��ӹ�ҵ����ϵͳ�����ղ�Ʒ�İ����ܵ��ܶ����ص�Ӱ�졣��Щ���ؿ��Է�Ϊ����(�������Ƶ���״)������(��������) 2�����档����������Ӱ����Ӹ��ӡ�������Ӱ������ѹ���������ȵ�����(����Ħ������������ֱ���������������ٶȡ��������ĥ���)���ܸı�������Ӵ�ѹ���ֲ�������(�����������Ρ���ʼ������)������Ӱ�����[2]�����������������硢ģ�����ۺ�֧��������Ϊ���������ܿ����㷨�㷺Ӧ�õ���������[3-7]����Щ�����ڷ�����֤ʱ����������ЩӰ����ε����أ���Ȼģ�������Dz�����������������������ϵ����ͨ����ȷ��������������������ЩӰ�����صIJ�ȷ���ԡ���ģ��[8-9]�Ƕ��Զ���ת������һ�µ�ģ�ͣ�������ֵ��ʾ�Ķ��Ը������䶨����ʾ֮��IJ�ȷ����ת��ģ�͡���ģ�ͷ�����ͳ����ѧ��ģ����ѧ�Ļ����ϣ�ͳһ�̻�������ֵ����ֵ֮�������Ժ�ģ����[10]��ʵ���˶��Ե���������Ȼת��������ģ����T-Sģ�����������ϣ�����̬�ƴ��������Ⱥ�������T-S���������硣�������߽�T-S����������Ӧ�õ�900HC�������������ο���ϵͳ�У�ͨ��������֤���õ��˽ϺõĿ���Ч����
1 T-S����������
1.1 ��ģ��
����1[11]��U��һ���þ�ȷ��ֵ��ʾ�Ķ�������C��U�ϵĶ��Ը��������ֵ ����x�Ƕ��Ը���C�ϵ�һ�����ʵ�֣�x��C��ȷ����
����x�Ƕ��Ը���C�ϵ�һ�����ʵ�֣�x��C��ȷ���� �����ȶ�����������
�����ȶ�����������



��x������U�ϵķֲ���Ϊ��(cloud)��ÿһ��x��Ϊһ���ƵΡ�
�Ƶ�����������3���������������ֱ�Ϊ����Ex����En�ͳ���He����(Ex, En, He)������Ex��ʾ���ܹ��������Ը���ĵ㣻��En��ʾ���Ը���IJ�ȷ���Զ�������ӳ��ģ����������ԵĹ����ԣ�����He���صIJ�ȷ���Զ�������ģ���Ժ�����Թ�ͬ�������Ƶ���������ʾ��ͼ��ͼ1��ʾ��

ͼ1 �Ƶ���������ʾ��ͼ
Fig.1 Data characters of cloud
1.2 T-S����������Ľṹ
T-S������������ͼ2��ʾ��
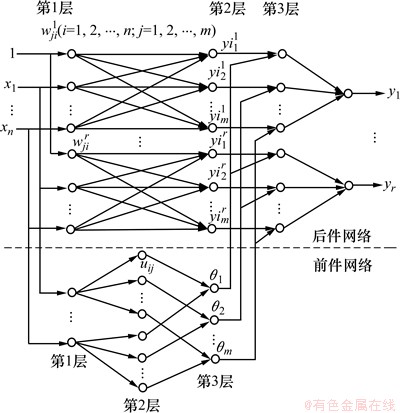
ͼ2 T-S����������ṹ
Fig.2 Structure of T-S cloud inference network
ǰ��������3�㣺��1��Ϊ����㣬�ò���ڵ��Ӧ�������������������������ǰ�����磬�ڵ���Ϊn����2��Ϊ�ƻ��㣬�ò��ÿһ���ڵ����1����ģ�ͣ����ڽ���������ƻ���ÿһ������������ƻ�������Ϊm���ܽڵ���Ϊn��m����3��Ϊ�������㣬���ƹ���㡣�ò�Ľڵ���Ϊm���ò��ÿһ���ڵ����һ���ƹ���������ƥ���ƹ����ǰ����ͨ���ô����˻����㷨����ÿ����������öȣ�
 (1)
(1)
����������֮�䶼�����Թ�ϵ���㷨������������Ϊ
 (2)
(2)
ʽ�У�wijΪ��������1�����2�������Ȩֵ��k=1, 2, ��, r��j=1, 2, ��, m��
����������Ϊ
 (3)
(3)
ǰ������������Ǽ����ÿһ����������öȣ�����ǰ������������ģ���ģ���ȷ���ģ������������þ�������ǰ�������������öȣ�����������������
1.3 ����ѧϰ�㷨�Ƶ�
������(��Ϊ��q������)�������磬���������ʱ���������ӦΪ�������Ԫ���ƽ��֮�ͣ�
 (4)
(4)
ʽ�У�YkΪ��������������
�����е���������������������Ϊ
 (5)
(5)
ʽ�У�tΪ����������
���������½���������IJ������е���������������Ƶ����£�
 (6)
(6)
 (7)
(7)
 (8)
(8)

 (9)
(9)
ʽ�У� ����ʾ��
����ʾ�� ��
�� ���ɵ���̬����������ֱ��ʾ��Ӧ��̬�Ƶ��غͳ��ء�
���ɵ���̬����������ֱ��ʾ��Ӧ��̬�Ƶ��غͳ��ء�
 (10)
(10)

 (11)
(11)
1.4 ģ�͵��ȶ��Է���
һ����ά�����ϵͳ���Էֽ�ɶ��һά���ϵͳ����˲�ʧһ���ԵĿ��Ƕ����뵥�����T-S����������[10]����i������������ʽΪ��



 (12)
(12)
���У� ������i����������pΪ����������
������i����������pΪ���������� Ϊϵͳ��״̬������MΪ״̬��������ģ�����ϣ�x(n+1)Ϊ����ϵͳ�������
Ϊϵͳ��״̬������MΪ״̬��������ģ�����ϣ�x(n+1)Ϊ����ϵͳ������� Ϊϵ����
Ϊϵ����
д�ɾ�����ʽΪ
 (13)
(13)
���� ��
�� ��
��
 ��
��
ϵͳ�������Ϊ
 ��
��
 (14)
(14)
ʽ�У� Ϊ��i������ļ���ȡ����������д�ɣ�
Ϊ��i������ļ���ȡ����������д�ɣ� ������һ����������ɢϵͳ��״̬���̣�������Lyapunov�Է�������ɢϵͳ�ȶ���[11]�ķ���������T-S��������������ȶ��Է���[12]��
������һ����������ɢϵͳ��״̬���̣�������Lyapunov�Է�������ɢϵͳ�ȶ���[11]�ķ���������T-S��������������ȶ��Է���[12]��
2 ����T-S����������İ��ο���ϵͳ���
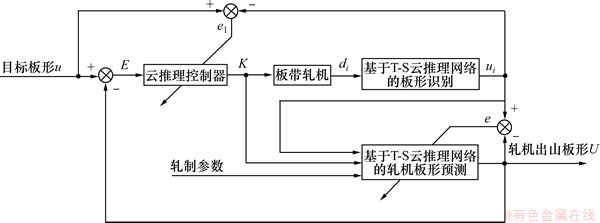
��900HC��������������Ϊ�о�������T-S���������磬���������ģʽʶ��ģ�͡���������Ԥ��ģ�ͺͰ��ο��ƿ�������ɵıջ�����ϵͳ����Ҫ���ǹ�����������м������2�ֿ����ֶΣ�����ϵͳ����ͼ�ṹ��ͼ3��ʾ��
2.1 ����ģʽʶ��
�����İ���ʶ���źŻ���ģʽ��������ˡ��ұ��ˡ��м��ˡ�˫���ˡ��������ˡ��������ˡ��ķ��˺ͱ�����[13]��������ο��Ա�ʾΪ���λ���ģʽ���������[14]��
 (15)
(15)
ʽ�У� ��
�� ��
��
 ��
�� ��p1(x)��p2(x)��p3(x)��p4(x)�ֱ�Ϊһ�Ρ����Ρ����Ρ��Ĵ����õ¶���ʽ[15]��u1��u3��u5��u7�ֱ��ʾһ�Ρ����Ρ����Ρ��Ĵΰ���ƫ��������ȡ�
��p1(x)��p2(x)��p3(x)��p4(x)�ֱ�Ϊһ�Ρ����Ρ����Ρ��Ĵ����õ¶���ʽ[15]��u1��u3��u5��u7�ֱ��ʾһ�Ρ����Ρ����Ρ��Ĵΰ���ƫ��������ȡ�
ͼ3 �������ο���ϵͳ����ͼ
Fig.3 Flow chart of flatness control system
��ʵ��Ĵ�ʶ��������һ��Ϊ ����k������ģʽΪ
����k������ģʽΪ ��zΪ������������������ʶ������Z���k��������Zk��ŷ�Ͼ��룺
��zΪ������������������ʶ������Z���k��������Zk��ŷ�Ͼ��룺
 ��k=1, 2, ��, 8 (16)
��k=1, 2, ��, 8 (16)
��Dk�������´���[16]��
(1) ��D1��D2����d1=D1������d1=-D2��
(2) ��D3��D4����d2=D3������d2=-D4��
(3) ��D5��D6����d3=D5������d3=-D6��
(4) ��D7��D8����d4=D7������d4=-D8��
����ģʽʶ���T-S��������ϵͳ�ṹ��ͼ2��ʾ����������Ϊdi(i=1, 2, 3, 4)�����Ϊui(i=1, 3, 5, 7)��
2.2 ��������Ԥ��ģ��
Ϊ����߰��ε�Ԥ�⾫�ȣ�����17��Ӱ����ε����أ��ֱ�Ϊ�����ϰ��B�����ƽ�����h0������ƽ�����h1������ѹ��P��ǰ����T1��������T0��������ֱ��Dw���м������Dm��֧�Ź�����Db�������¶�t������ģ��E�����ε��ڲ���Ϊ�������������Fw���м���������ģ�kʱ�̵İ���������Ϊu1(k)��u3(k)��u5(k)��u7(k)��ģ�͵��������k+1ʱ�̵İ���������u1(k+1)��u3(k+1)��u5(k+1)��u7(k+1)��
����Ԥ��ģ��ʹ��ͼ2��ʾ�ṹ������17����4�����T-S���������磬���������ֱ�Ϊ��



2.3 ���������
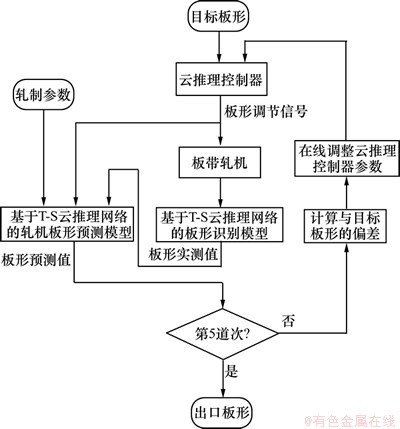
�������Բ���ͼ2��ʾ�ṹ��4����2�����T-S���������磬����ΪĿ���������ֵ���������������ȵIJ�E�����Ϊ �������������û���900HC����������ѵ�����ֵ��Ȼ���������ӵ����ο���ϵͳ�������������㷨���ߵ����������IJ��������ο���ϵͳ�Ľṹͼ��ͼ4��ʾ��
�������������û���900HC����������ѵ�����ֵ��Ȼ���������ӵ����ο���ϵͳ�������������㷨���ߵ����������IJ��������ο���ϵͳ�Ľṹͼ��ͼ4��ʾ��
3 ������֤
Ϊ����֤��������ķ�������Ч�ԣ����ij900HC��������������������������ijһ���Ľ��������ơ�����SPHC�����ƹ��2.2��662��0.247��662�����ƻ����������1��ʾ��ʵ��ѡ�õ������ǽ�ȡij���ֳ�ʵ����������ݡ�
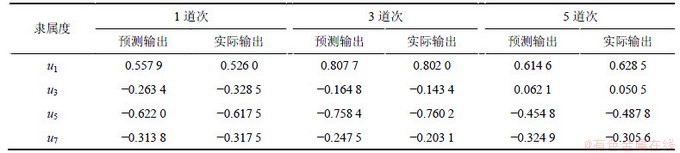
��������T-S����������İ���Ԥ��ģ�ͣ���ѵ�����������й�һ��������900HC���������ڵ�1��3��5���εij��ڰ�װ�а����ǣ�����1��3��5���ε�Ԥ�������ʵ����ν��бȽϣ����2��ʾ����1��3��5����Ԥ�������ʵ����������ƽ���ͷֱ�Ϊ 0.005 3��0.002 5��0.001 8��������ijһʱ�̵İ�����άͼ��ͼ5��ʾ��
�ӱ�2��ͼ5���Կ���������T-S����������İ���Ԥ��ģ�͵�Ԥ�������ʵ������нϺõ�һ���ԣ�֤�����Ľ����İ���Ԥ��ģ���нϺõ�Ԥ��������Ϊ���ο����ṩ�����ݡ�
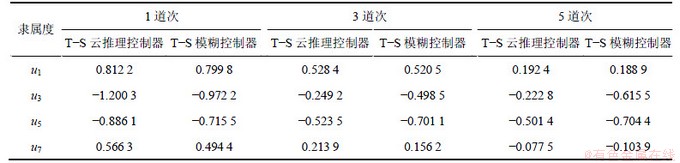
����ͼ4��ʾ�ṹ����MATLAB 2010a�����£�������ѵ������������������Ԥ��ģ�ͽ��б�̷��棬�õ���900HC���������ĵ�1��3��5���εİ��������ȣ�����ͬ���Ľṹ����T-S����������������T-Sģ�����������õ����ο���Ч��������T-S�������������Աȣ����3��ʾ��2�ֿ������ĵ�1���κ͵�5���εİ���������ͼ6��ʾ��
�ӱ�3��ͼ6���Կ������ÿ��Ʒ����ܹ�����ȵļ�С����ƫ��ڿ��ƶ�����ͬ�Ľṹ�£�ͨ����T-Sģ���������Աȣ����5��������İ���ƫ�����1���ε���ȼ�С��89.27%����T-Sģ������������С��60.64%����ʾ��T-S����������������Խ�ԣ���������T-S������������Ƶİ��ο���ϵͳ��һ����Ч�İ��ο��Ʒ�����
ͼ4 �������ο���ϵͳ��ͼ
Fig.4 Structure of flatness control system
��1 ���ƻ�������
Table 1 Basic rolling parameters

��2 Ԥ�������ʵ����αȽ�
Table 2 Effect of predictive flatness and true flatness
��3 ����Ч���Ա�
Table 3 Comparison of control effect
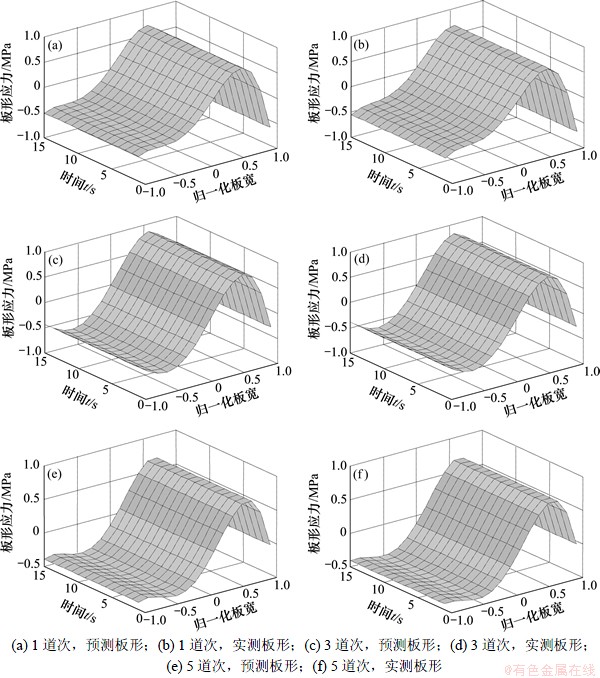
ͼ5 Ԥ�������ʵ����ζԱ�
Fig.5 Comparison of predictive flatness and true flatness

ͼ6 ��ͬ�������°������߶Ա�
Fig 6 Comparison of the flatness curves with different controllers
4 ����
(1) ����ģ�ͺ�T-Sģ�����������ϣ������T-S���������磬������Ӧ�õ�900HC�������������ƹ��̣������˻���T-S����������İ���Ԥ��ģ�ͣ�������֤�˸�Ԥ��ģ�;��н�ǿ��Ԥ��������³���ԣ���Ϊ�߾��Ȱ��ο����ṩ���ݡ�
(2) ����T-S�������������������ģʽʶ��ģ�͡���������Ԥ��ģ�ͺͰ��ο��ƿ�������ɵıջ�����ϵͳ�����������ͬ���ƶ����T-Sģ�����������жԱȣ���ʾ��T-S����������������Խ�ԣ���һ����Ч�İ��ο����ֶΡ�
(3) ����ģ�������������ϣ������һ�����͵������磬����������ѧϰ�㷨�Ŀ�ܣ��ؿ�����ģ�͵������ԡ�
�ο����ף�
[1] �����, ����ӡ, ��·, ��. HC��������Һѹ�ŷ�ϵͳ���ܿ��Ƶ��о�[J]. Һѹ�������ܷ�, 2006(4): 36-38.
YANG Guolai, ZHANG Shouyin, ZHOU Lu, et al. Research of intelligent on hydraulic servo system of HC mill shape[J]. Hydraulics Pneumatics & Seals, 2006(4): 36-38.
[2] ����. ���ο��Ƶķ�չ����Ӧ��[J]. ���, 2011(6): 140.
LI Kun. Development and application of flatness control[J]. Silicon Valley, 2011(6): 140.
[3] ���ܾ�. ֧�������������ܽ�ģ��ģ��Ԥ������е�Ӧ��[D]. ����: �㽭��ѧ��������ѧԺ, 2007: 4-12.
BAO Zhejing. Application of support vector machines in intelligent modeling and model predictive control[D]. Hangzhou: Zhejiang University. Institute of Electric Engineering, 2007: 4-12.
[4] ������, ������, ������. RBF������İ���Ԥ�����[J]. ����ϵͳѧ��, 2010, 5(1): 70-73.
ZHANG Xiuling, LI Shaoqing, PANG Zongpeng. Flatness pattern recognition based on adaptive neuro-fuzzy inference system[J]. CAAI Transaction of Intelligent Systems, 2010, 5(1): 70-73.
[5] LIU Hongmin, HE Haitao, SHAN Xiuying. Flatness control based on dynamic effective matrix for cold strip mills[J]. Chinese Journal of Mechanical Engineering, 2009, 22(2): 287-296.
[6] LI Deyi, LIU Changyu, LIU Luying. Study on the universality of the normal cloud mode[J]. Engineering Sciences, 2004, 6(8): 28-34.
[7] LI Deyi. Uncertainty reasoning based on cloud models in controllers[J]. Computers & Mathematics with Applications, 1998, 35(3): 99-123.
[8] �����, ������, ���Ө. �˹���������֪����ѧ[C]// �й��˹����ܽ�չ��10��ȫ��ѧ��������ļ�. ����: �����ʵ��ѧ������, 2003: 6-15.
LI Deyi, GAN Wenyan, LIU Luying. Artifical intelligence and cognitive physics[C]// 10th Chinese Association for Artificial Intelligence Progress. Beijing: Beijing University of Posts and Telecommunications Press, 2003: 6-15.
[9] �����, ���o. ��ȷ�����˹�����[M]. ����: ������ҵ������, 2005: 143-149.
LI Deyi, DU Yi. Artificial Intelligence with uncertainty[M]. Beijing: National Defence Industry Press, 2005: 143-149.
[10] �ⷽ��, ʷ�ҿ�, ������. T-S��ģ��ϵͳ���ȶ��Է�������Ӧ��[J]. ���ƾ���, 1999, 14(1): 65-68.
WU Fangxiang, SHI Zhongke, DAI Guanzhong. Stability analysis for T-S formal fuzzy system and its application[J]. Control and Decision, 1999, 14(1): 65-68.
[11] Ham C, Qu Z H, Kaloust J. Design of globally stabilizing robust fuzzy control for a class of nonlinear systems[J]. Int J Intelligent Control and Systems, 1996, 1(2): 261-271.
[12] Tanaka K, Sugeno M. Stability analysis and design of fuzzy control system[J]. Fuzzy Set and System, 1992, 45: 135-156.
[13] ����ӭ, ������, �ִ���. �������ΰ��ε����Ͱ���ģʽʶ��[J]. ����, 2010, 45(8): 56-60.
SHAN Xiuying, LIU Hongmin, JIA Chunyu. A recognition method of new flatness pattern containing the cubic flatness[J]. Iron and Steel, 2010, 45(8): 56-60.
[14] �κ���, ���. ����SVM�ĸĽ�RBF�������ģʽʶ��[J]. �Զ����DZ�, 2007, 28(5): 1-8.
HE Hai-tao, LI Nan. The improved RBF network approach to flatness pattern recognition based on SVM[J]. Process Automation Instrumentation, 2007, 28(5): 1-4.
[15] ������, ������. ����ģʽʶ���GA-BPģ�ͺĽ�����С���˷�[J]. ����, 2003, 38(10): 29-34.
ZHANG Xiuling, LIU Hongmin. GA-BP model of flatness pattern recognition and improved least-squares method[J]. Iron and Steel, 2003, 38(10): 29-34.
[16] PENG Yan, LIU Hongmin, WANG Dongcheng. Simulation of type selection for 6-high cold tandem mill based on shape control ability[J]. Journal of Central South University of Technology, 2007, 14(2): 278-284.
(�༭ �Կ�)
�ո����ڣ�2012-09-18�������ڣ�2013-01-22
������Ŀ��������Ȼ��ѧ����������Ŀ(50675186)
ͨ�����ߣ�������(1968-)��Ů��ɽ�������ˣ���ʿ�����ڣ��������������ܿ����о����绰��13930379910��E-mail: zxlysu@ysu.edu.cn
ժҪ�������д������ݲ�ȷ���Ե���ģ�ͺ�T-Sģ�����������ϣ����T-S���������磬���ڴ����磬��������ʶ��ģ�ͺ���������Ԥ��ģ�͡����900HC��������������ư��ο���ϵͳ���з�һ�ּ�ݵĿ�����������900HC��ʵ������������ѵ��ȷ���������ij�ʼ�����������ߵ����������IJ���, ��������ʹ�������㷨�����������ͬ�ṹ��T-Sģ�����������жԱȡ��о������������ϵͳ������Ч�ԺͽϺõ�³���ԡ�
[1] �����, ����ӡ, ��·, ��. HC��������Һѹ�ŷ�ϵͳ���ܿ��Ƶ��о�[J]. Һѹ�������ܷ�, 2006(4): 36-38.
[2] ����. ���ο��Ƶķ�չ����Ӧ��[J]. ���, 2011(6): 140.
[3] ���ܾ�. ֧�������������ܽ�ģ��ģ��Ԥ������е�Ӧ��[D]. ����: �㽭��ѧ��������ѧԺ, 2007: 4-12.
[4] ������, ������, ������. RBF������İ���Ԥ�����[J]. ����ϵͳѧ��, 2010, 5(1): 70-73.
[9] �����, ���o. ��ȷ�����˹�����[M]. ����: ������ҵ������, 2005: 143-149.
[10] �ⷽ��, ʷ�ҿ�, ������. T-S��ģ��ϵͳ���ȶ��Է�������Ӧ��[J]. ���ƾ���, 1999, 14(1): 65-68.
[13] ����ӭ, ������, �ִ���. �������ΰ��ε����Ͱ���ģʽʶ��[J]. ����, 2010, 45(8): 56-60.
[14] �κ���, ���. ����SVM�ĸĽ�RBF�������ģʽʶ��[J]. �Զ����DZ�, 2007, 28(5): 1-8.
[15] ������, ������. ����ģʽʶ���GA-BPģ�ͺĽ�����С���˷�[J]. ����, 2003, 38(10): 29-34.
