
Trans. Nonferrous Met. Soc. China 24(2014) 1301-1306
Structure uniformity and limits of grain refinement of high purity aluminum during multi-directional forging process at room temperature
Qing-feng ZHU, Lei LI, Chun-yan BAN, Zhi-hao ZHAO, Yu-bo ZUO, Jian-zhong CUI
Key Laboratory of Electromagnetic Processing of Materials, Ministry of Education, Northeastern University, Shenyang 110819, China
Received 24 June 2013; accepted 3 October 2013
Abstract:
The effect of forging passes on the refinement of high purity aluminum during multi-forging was investigated. The attention was focused on the structure uniformity due to deformation uniformity and the grain refinement limitation with very high strains. The results show that the fine grain zone in the center of sample expands gradually with the increase of forging passes. When the forging passes reach 6, an X-shape fine grain zone is initially formed. With a further increase of the passes, this X-shape zone tends to spread the whole sample. Limitation in the structural refinement is observed with increasing strains during multi-forging process at the room temperature. The grains size in the center is refined to a certain size (110 ��m) as forging passes reach 12, and there is no further grain refinement in the center with increasing the forging passes to 24. However��the size of the coarse grains near the surface is continuously decreased with increasing the forging passes to 24.
Key words:
multi-directional forging; high purity aluminum; structure uniformity; grain refinement;
1 Introduction
Ultra-fine grain (UFG) material usually shows more excellent mechanical and physical properties than the coarse grain materials [1]. Severe plastic deformation (SPD) is the most effective method for obtaining ultra-fine grains. Equal-channel angular pressing (ECAP) [2-5], multidirectional forging (MDF) [6-9], cumulative roll bonding (ARB) [10,11], and high pressure torsion (HPT) [12,13] are normally used to obtain SPD and UFG material. Among the processing techniques mentioned above, MDF is the easiest to realize as no specific devices are needed. Furthermore, it is of great potential for producing relatively large work-pieces, and hence MDF can be used in mass production [3]. So far, MDF technology has been widely applied to produce various UFG metal materials, such as polycrystalline copper [14], titanium and titanium alloys [15,16], steel [17,18], aluminum [7-9] and magnesium [19]. These studies mainly focus on the function of MDF on grain refinement and the subsequent mechanical property improvement. However, the deformation-induced structure nonuniformity in MDF process is rarely mentioned, which is also intimately related to the mechanical properties of the materials.
It is known that high purity aluminum (99.9995%, mass fraction) has a wide application in physical vapor deposition (PVD) sputtering targets [20], in which a refined and uniform grain structure is desirable. However, in the solidification process, the insufficient heterogeneous nuclei usually lead to the formation of coarse grains. Therefore, some material processing technology that can refine the grains is of great importance. Because of its good ductility, the refinement of the high purity aluminum can be realized through deformation and the following recrystallization. However, another problem may be encountered when this technology is implemented. Due to the high purity, there is no precipitates and/or sufficient amount of solute to provide the ��Zener drag�� necessary for effective retardation of grain boundary motion, resulting in a quite low recrystallization temperature (even at the room temperature) [21]. This suggests that recrystallization of the deformed high purity aluminum can occur under ambient working conditions. Thus, it is of theoretical interest and practical significance to study the structure evolution and uniformity of high purity aluminum during deformation and the following recrystallization process.
Based on such context, high purity aluminum is chosen and multi-forged at room temperature with different passes, and the structure uniformity and the grain refinement limit are carefully investigated in this work.
2 Experimental
Some same-sized rectangular samples (60 mm��50 mm��35 mm) were cut from the as-cast high purity aluminum (��99.9995 %) ingot, and then forged by a 300 t hydraulic press. Figure 1 shows the MDF process. First, the sample was forged down along the Z direction (the long side) to 35 mm (Pass 1); then, the sample was turned 90�� around the X axis and forged down along the Y direction (newly formed long side) to 35 mm (Pass 2); subsequently, the sample was turned 90�� around the Z axis and forged along the X direction to 35 mm (Pass 3). The true strain and strain rate of every forging pass were about 0.5 and 0.13 s-1, respectively. When such a process was repeated, various forging passes were available. In this study, 1, 2, 3, 6, 9, 12, 15 and 24 passes were applied to different samples. In order to prevent the temperature rise caused by deformation heat, the sample was quenched in cool water between every two forging passes. Each of the forged samples was cut along the midline of the long side, then mechanically polished and etched by aqua regia for macrostructure observation. Afterwards, some small specimens were cut from these samples. With a further grinding, polishing and oxidizing, these specimens were examined by polarizing microscope. The average grain size was evaluated by the line-intercept method.
3 Results
Figures 2(a) and (b) show the macrostructures of the as-cast high purity aluminum ingot and the forged sample with 1 pass, respectively. It can be seen that the initial structure of the ingot is composed of some quite large grains outlined by clear boundaries. However, when a forging pass is applied, some deformation bands (as arrows 1, 2 and 3) appear in the original grains and the boundaries are twisted to some extent.
Figures 3(a)-(f) show the macrostructures of the forged samples with 2, 3, 6, 12, 15 and 24 passes, respectively. As can be seen, when the forging passes are equal or greater than 2, the initial structure is completely replaced by newly formed recrystallization grains through the whole sample. However, the structure assumes severe inhomogeneity: fine grains are mainly distributed in the centers, whereas the coarse ones are located close to the peripheral regions of the samples. Furthermore, with the increase of forging passes, the fine grain zone expands gradually. When the forging passes reach 6 (Fig. 3(c)), an X-shape fine grain zone is initially formed. With a further increase of the passes, this X-shape zone tends to spread the whole sample (Figs. 3(e) and (f)). As marked by some dashed lines in Fig. 3(e), the structure is obviously divided into three zones I, II and III by the X-shape zone.
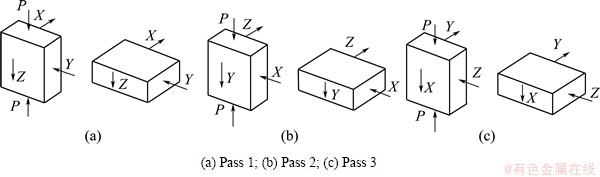
Fig. 1 Schematic diagram of multi-directional forging with different pass
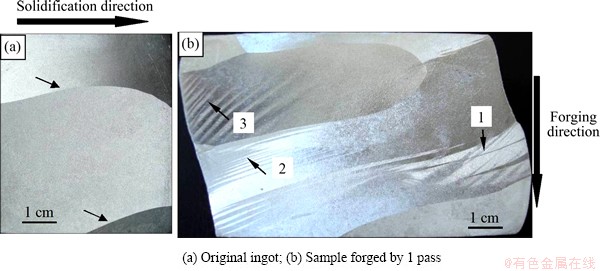
Fig. 2 Macrostructures of high purity aluminum
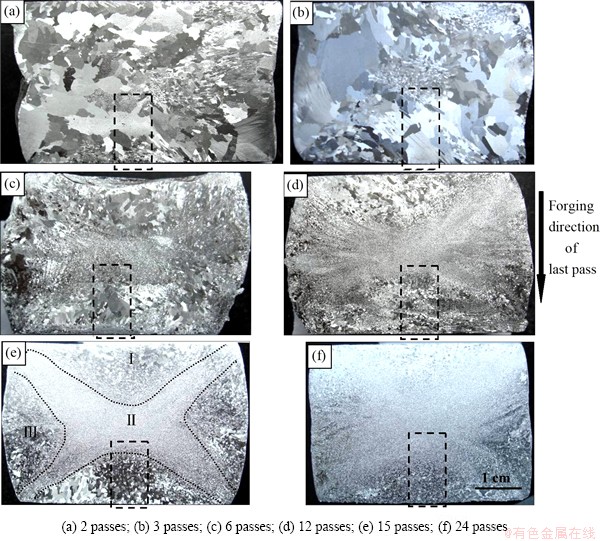
Fig. 3 Macrostructures of work piece forged with different passes
To clearly reveal the structural evolution with the change of the forging passes, Figs. 4(a)-(f) show the microstructures of the specimens corresponding to the zones enclosed by the rectangular frames in Figs. 3(a)-(f), respectively. It can be observed that from the surface to the center, the coarse grains are gradually transformed to fine equiaxed gains. Furthermore, with the increase of forging passes, the fine equiaxed grain zone tends to expand to the surfaces of the samples. For the size of grains in the center of samples, it decreases with increasing the forging passes to 12. It does not further refine the grains with more than 12 passes, as shown in Fig. 4. This grain size change with the increase of the forging passes is visually shown in Fig. 5. However, the size of the coarse grains near the surface is continuously decreased with increasing the forging passes to 24.
4 Discussion
As mentioned above, inhomogeneous structures are obtained when the samples are forged with different passes. This structural inhomogeneity should be determined by nonuniform MDF deformation of the samples. In the present work, each MDF pass can be simply regarded as a free forging process. Thus, based on the different deformation degrees, the forged sample can be divided into three different deformation zones, namely stagnant zone I, easy deformation zone II and free deformation zone III, as schematically shown in Fig. 6. The stagnant zone I reveals two hemispheric shapes and is located close to the two forging hammers. In this zone, the friction between the hammer and the sample impedes the flow of the metal, leading to a difficult plastic deformation. The easy deformation zone II shows an X-shape and is located in the center of the sample. In this zone, the metal can freely flow, and high plastic deformation can be easily obtained. For the free deformation zone III, it also shows two hemispheric shapes but is located close to the free end surfaces. During free forging process, the plastic deformation capacity in this zone is between those of the easy deformation zone and the stagnant zone.
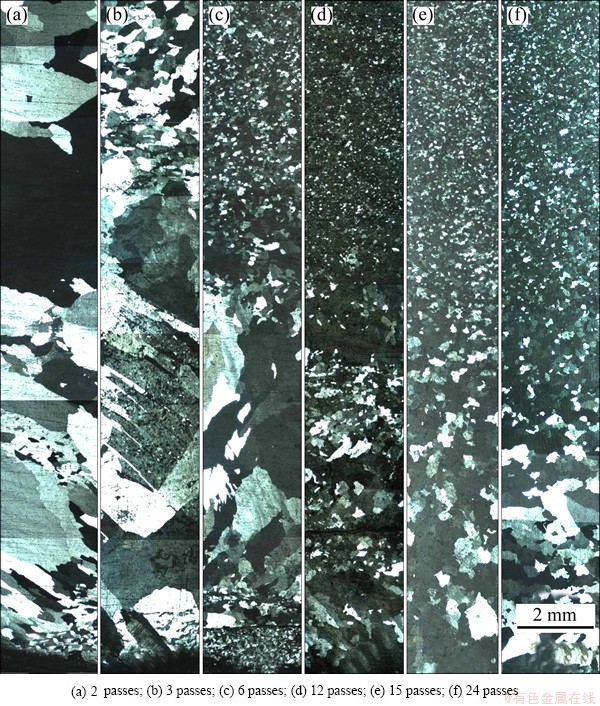
Fig. 4 Microstructures under polarized light corresponding to zones signed by dotted line box in Fig. 3 with different passes
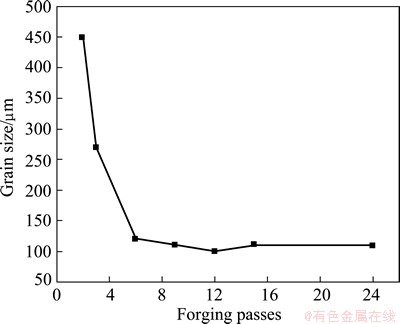
Fig. 5 Grain size in sample center change with forging passes
In the MDF process, the sample turning of each pass only exchanges the positions of zone I and zone III but left that of zone II unchanged. In general, an increase of forging pass will increase the cumulative strains in all these three zones. Therefore, the recrystallized grains in them become finer with increasing the forging passes. However, as mentioned above, the deformation degrees are different, which will finally give rise to different cumulative strains in them. The centers of the samples can get the maximum deformation by each forging pass and therefore has the largest cumulative strains. As a consequence, the grains in zone II are finer than those in zone I and zone III. This also accounts for the expansion of fine grain zone with the increase of forging passes. When the forging passes are more than 6, an X-shape fine grain zone appears (see Figs. 3(c)-(f)). The divided zones by this shape agree well with the above-mentioned stagnant zone I, easy deformation zone II and free deformation zone III, respectively (Fig. 6). This evidences that the inhomogeneous structures are the direct results of the inhomogeneous deformations in the samples.
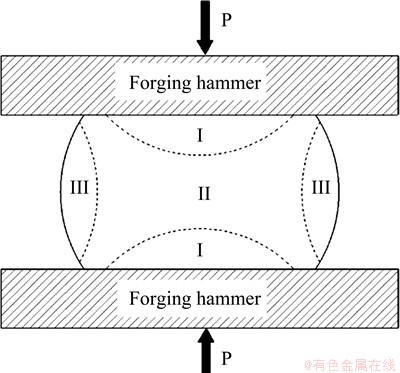
Fig. 6 Schematic diagram of three deformation zone in free forging process
Imaginatively, the grain size should always become smaller with the increase of the forging passes. However, the grains in the centers of the samples with more than 12 passes are not further refined (see Fig. 5). This indicates that a grain refinement limitation (about 110 ��m) exists in the present work. This should be related to a balance in the structural restoration process [22]. Below a certain size of the grains, new glide dislocations might emit more frequently from microstructural dislocations in the interior, and these dislocations are then consumed by the opposite boundaries. Thus, the grains size can not be refined with further increasing the cumulative strains.
5 Conclusions
1) With the increase of forging passes, the fine grain zone expands gradually. When the forging passes reach 6, an X-shape fine grain zone is initially formed. With a further increase of the passes, this X-shape zone tends to spread the whole sample. While, the structure difference between the edge and the center can not be erased even as forging passes reach 24.
2) Saturation in the structural refinement is observed with increasing strains during multi-forging process at the room temperature. The grain size in the center is refined to a certain size (110 ��m) as forging passes reach 12, and no further grain refinement in the center is observed with increasing the forging passes to 24. However, the size of the coarse grains near the surface is continuously decreased with increasing the forging passes to 24.
References
[1] BELYAKOW A, SAKAI T, MIURA H, KAIBYSHEV R. Substructures and internal stresses developed under warm severe deformation of austenitic stainless steel [J]. Scripta Materialia, 2000, 42: 319-325.
[2] IWAHASHI Y, HORITA Z, NEMOTO M, LANDON T. An investigation of microstructural evolution during equal-channel angular pressing [J]. Acta Materialia, 1997, 45: 4733-4741.
[3] VALIV R Z, ISLAMGALIEV P K. ALEXANDROV I V. Bulk nanostructured materials from severe plastic deformation [J]. Progress in Materials Science, 2000, 45: 103-189.
[4] VALIEV R Z, LANGDON T G. Principles of equal-channel angular pressing as a processing tool for grain refinement [J]. Progress in Materials Science, 2006, 51: 881-981.
[5] JIANG Shu-yong, ZHANG Yan-qiu, TANG Ming, LI Chu-feng. Equal channel angular extrusion of NiTi shape memory alloy tube [J]. Transactions of Nonferrous Metals Society of China, 2013, 23: 2021-2028.
[6] RINGEVAL S, PIOT D, DESRAYAUD C, DRIVER J H. Texture and microtexture development in an Al-3Mg-Sc(Zr) alloy deformed by triaxial forging [J]. Acta Materialia, 2006, 54: 3095-3105.
[7] SITDIKOV T, GOLOBORODKO A, MIURA H. Grain fragmentation in a coarse-grained 7475 Al alloy during hot deformation [J]. Scripta Materialia, 2004, 51: 175-179.
[8] SAKAI T, MIURA H, GOLOBORODKO A, SITDIKOV O. Continuous dynamic recrystallization during the transient severe deformation of aluminum alloy 7475 [J]. Acta Materialia, 2009, 57: 153-162.
[9] LIU W C, CHEN M B, YUAN H. Evolution of microstructures in severely deformed AA3104 aluminum alloy by multiple constrained compression [J]. Materials Science and Engineering A, 2011, 528: 5405-5410.
[10] SATIO Y, UTSUNOMIYA H, TSUJI N, SAKAI T. Novel ultra-high straining process for bulk materials��Development of the accumulative roll-bonding (ARB) process [J]. Acta Materialia, 1999, 47: 579-583.
[11] TSUJIN N, ITO Y, SAITO Y, MINAMINO Y. Strength and ductility of ultrafine grained aluminum and iron produced by ARB and annealing [J]. Scripta Materialia, 2002, 47: 893-899.
[12] VALIEV R Z, KRASILNIKOV N A, TSENEV N K, Plastic deformation of alloys with submicron-grained structure [J]. Materials Science and Engineering A, 1991, 137: 35-40.
[13] MAZILKIN A A, STRAUMAL B B, BORODACHENKOVA M V, VALIEV R Z, KOGTENKOVA O A, BARETZKY B. Gradual softening of Al-Zn alloys during high-pressure torsion [J]. Materials Letters, 2012, 84: 63-65.
[14] BELYAKOV A, GAO W, MIURA A, SAKAI T. Strain-induced grain evolution in polycrystalline copper during warm deformation [J]. Metallurgical and Materials Transactions A, 1998, 29: 2957-2965.
[15] ZHEREBTSPV S, SALISHCHEV G, GALEYEV R, MAEKAWA K. Mechanical properties of Ti-6Al-4V titanium alloy with submicrocrystalline structure produced by severe plastic deformation [J]. Materials Transactions, 2005, 46: 2020-2025.
[16] MIRONOV S Y, SALISHCHEV G A, MYSHLYAEV M M, PIPPAN R. Evolution of misorientation distribution during warm ��abc�� forging of commercial-purity titanium [J]. Materials Science and Engineering A, 2006, 418: 257-267.
[17] BELYAKOV A, SAKAI T, MIURA H. Microstructure and deformation behaviour of submicrocrystalline 304 stainless steel produced by severe plastic deformation [J]. Materials Science and Engineering A, 2001, 319-321: 867-871.
[18] BELYAKOV A, SAKAI T, MIURA H, KAIBYSHEV R, TSUZAKI K. Continuous recrystallization in austenitic stainless steel after large strain deformation [J]. Acta Materialia 2002, 50: 1547-1557.
[19] MIURA H, YA G, YANG X. Multi-directional forging of AZ61Mg alloy under decreasing temperature conditions and improvement of its mechanical properties [J]. Materials Science and Engineering A, 2011, 528: 6981-6992.
[20] KIM P, MIHARA Y, OZAWA E, NOZAWA Y, HAYSHI C. High purity metal production using dry refining processes [J]. Materials Transactions, 2000, 41: 37-43.
[21] ANDREW C P, PAUL S C, THOMAS J H. High-purity aluminum sputter targets: England. No. 1444376 [P]. 2010.
[22] PIPPAN R, WETSCHE, F, HAFOK M, VORAUER A, SABIROV I. The limits of refinement by severe plastic deformation [J]. Advanced Engineering Materials, 2006, 8: 1046-1056.
�ߴ������¶����������б�����֯�����Լ�����ϸ������
����ᣬ�� �ڣ��ഺ�࣬��־�ƣ���������
������ѧ ���ϵ�Ź����о��������ص�ʵ���ң����� 110819
ժ Ҫ���о����¶����������ж�����ζԸߴ�����֯�ݱ��Ӱ�죬̽�ֶ����������Ա��ι����иߴ����ı�����֯���������ٽᾧ����ϸ�����ޡ������������������δﵽ6��ʱ����ʼ�������IJ��γ�һ��X�ε�ϸ�������������ε�����Xϸ������������ֱ���������������24�Σ��������������д־�����ϸ�������ڵ���֯���졣���Ŷ�����ε����ӣ�ϸ�����ٽᾧ�����ȼ�С������һ������ֵ�����������Ϊ12ʱ���IJ��ٽᾧ�����ߴ���СԼΪ110 ��m�����Ŷ�����γ������ӵ�24�Σ��IJ��ٽᾧ����δ�ܽ�һ��ϸ����
�ؼ��ʣ�������죻�ߴ�������֯�����ԣ�����ϸ��
(Edited by Chao WANG)
Foundation item: Projects (51204053, 51074048, 51204048) supported by the National Natural Science Foundation of China; Project (20110491518) supported by China Postdoctoral Science Foundation; Project (2012CB619506) supported by the National Basic Research Program of China
Corresponding author: Qing-feng ZHU; Tel: +86-24-83687734; Fax: +86-24-83681758; E-mail: zhuqingfeng@epm.neu.edu.cn
DOI: 10.1016/S1003-6326(14)63192-7
Abstract: The effect of forging passes on the refinement of high purity aluminum during multi-forging was investigated. The attention was focused on the structure uniformity due to deformation uniformity and the grain refinement limitation with very high strains. The results show that the fine grain zone in the center of sample expands gradually with the increase of forging passes. When the forging passes reach 6, an X-shape fine grain zone is initially formed. With a further increase of the passes, this X-shape zone tends to spread the whole sample. Limitation in the structural refinement is observed with increasing strains during multi-forging process at the room temperature. The grains size in the center is refined to a certain size (110 ��m) as forging passes reach 12, and there is no further grain refinement in the center with increasing the forging passes to 24. However��the size of the coarse grains near the surface is continuously decreased with increasing the forging passes to 24.
