
Trans. Nonferrous Met. Soc. China 24(2014) 2796-2804
Hot deformation behavior of as-quenched 7005 aluminum alloy
Ming-liang WANG, Pei-peng JIN, Jin-hui WANG, Li HAN
Qinghai Provincial Key Laboratory of New Light Alloys, School of Mechanical Engineering, Qinghai University, Xining 810016, China
Received 15 August 2013; accepted 5 November 2013
Abstract:
The compressive deformation behavior of as-quenched 7005 aluminum alloy was investigated at the temperature ranging from 250 ��C to 450 ��C and strain rate ranging from 0.0005 s-1 to 0.5 s-1 on Gleeble-1500 thermal-simulation machine. Experimental results show that the flow stress of as-quenched 7005 alloy is affected by both deformation temperature and strain rate, which can be represented by a Zener-Hollomon parameter in an exponent-type equation. By comparing the calculated flow stress and the measured flow stress, the results show that the calculated flow stress agrees well with the experimental result. Based on a dynamic material model, the processing maps were constructed for the strains of 0.1, 0.3 and 0.5. The maps and microstructural examination revealed that the optimum hot working domain is 270-340 ��C, 0.05-0.5 s-1 with the reasonable dynamic recrystallization. The instability domain exhibits adiabatic shear bands and flow localization, which should be avoided during hot working in order to obtain satisfactory properties.
Key words:
7005 alloy; hot compression deformation; constitutive equation; processing map;
1 Introduction
In view of their high specific strength and excellent mechanical properties, 7000 series aluminum alloys have been widely used as aircraft and vehicles structure components [1,2]. However, the desirable hot workability affected by the strain rate and deformation temperature is one of important reasons for the extensive application of the 7000 series high-strength aluminum alloys. Therefore, a good understanding of high-strength aluminum alloys behavior at hot deformation condition is very important for the designers of metal forming processes (hot extrusion, forging and rolling).
In the past, the hot deformation behavior of 7000 series aluminum alloys was investigated by some researchers. RAJAMUTHAMILSELVAN and RAMANATHAN [3] gained the optimum hot working parameters and the domains of flow instability according to the processing map for 7075 aluminum alloy. LIN et al [4] investigated the effects of strain on the efficiency of power dissipation, instability parameter, processing maps and microstructural evolution for 7075 aluminum alloy, and found that some types of unstable flow manifestation (e. g. adiabatic shear bands or flow localization ) occur during hot deformation with the increase of strain. JIN et al [5] investigated the hot deformation behavior of 7015 aluminum alloy during compression at elevated temperatures. They found that some material parameters are sensitive to the deformation temperature and strain rate and developed a Zener-Hollomon parameter in the hyperbolic-sine equation model to represent the peak stress level. ZHEN et al [6] studied the microstructure characteristics of 7050 aluminum alloy after high- temperature compression deformation. The results show that the softening mechanism of 7050 alloy is not sensitive to strain rate, the primary softening mechanism of 7050 alloy deformed at 340, 380 and 420 ��C with the strain rate of 0.1 s-1 is dynamic recovery. Dynamic recrystallization is the main softening mechanism of the alloy deformed at 460 ��C and different strain rates.
Despite large amount of investigation invested into the hot deformation behavior of 7000 series aluminum alloy, there is little research work focusing on the deformation characteristics of 7005 aluminum alloy in quenching condition. The objective of the present work is to analyze the flow stress behavior in terms of strain rate and deformation temperature sensitivities, develop constitutive equation to describe the dependence of the flow stress on strain rate and temperature and establish processing maps to optimize the hot working parameters for as-quenched 7005 aluminum alloy.
2 Experimental
In the present study, commercial 7005 aluminum alloy was selected as the raw material. Its composition (mass fraction, %) is as follows: 4.6 Zn, 1.5 Mg, 0.1 Cu, 0.6 Mn, 0.2 Cr, 0.07 Si, 0.02 Ti, 0.15 Fe, 0.08 Zr, with the balance Al. The experimental alloys were machined to cylindrical specimens with 10 mm in diameter and 15 mm in height. The samples were solutionized at 535 ��C for 4 h and quenched in water at 40-50 ��C. The initial microstructure of as-quenched 7005 aluminum alloy is shown in Fig. 1. The average grain diameter was about 400 ��m. Hot compression tests were performed on a Gleeble-1500 thermal simulation machine at temperatures of 250, 300, 350, 400 and 450 ��C and strain rates of 0.0005, 0.005, 0.05 and 0.5 s-1. Before the compression tests, the specimens were held at testing temperature for 6 min to achieve uniform temperature throughout the bulks. Graphite lubricant was used to reduce friction between the die and specimen. The specimens were compressed to 60% reduction, and quenched in water immediately. The deformed structures were sectioned parallel to the compression axis along the direction of centerline and polished following the standard metallographic specimen preparation procedure and etched with Keller��s reagent for the microstructural observations.
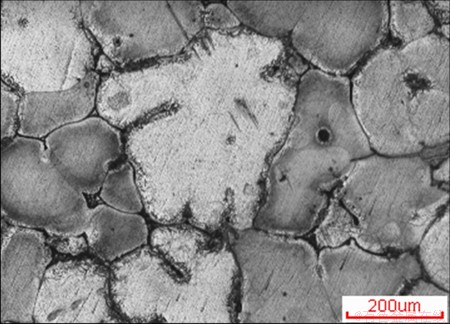
Fig. 1 Initial microstructure of as-quenched 7005 aluminum alloy
3 Results and discussion
3.1 Flow behavior
The load-stroke data were converted into true stress-true strain curves using standard equations. Figure 2 shows the typical true stress-strain curves obtained from hot compression tests of as-quenched 7005 alloy. As can be seen in Fig. 2, the stress increases sharply in the initial stage of the deformation due to the fact that the work hardening rate is higher than the softening rate. Then, the stress increases at a decreased rate induced by the competition between working hardening and softening (dynamic recovery and dynamic recrystallization); the stress drops when a large number of dislocations rearrange and unlike dislocations counteract. Finally, the stress tends to become steady when the work hardening and softening reach a dynamic equilibrium, then the dislocation density maintains relatively constant.
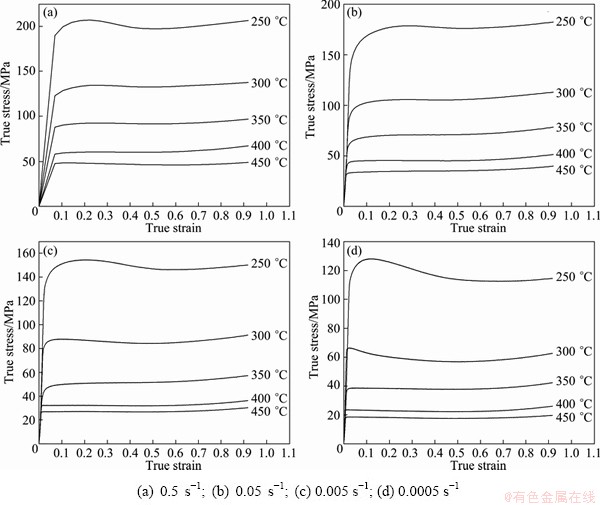
Fig. 2 True stress-true strain curves of as-quenched 7005 aluminum alloy under different strain rates
Obviously, the flow stress was found to depend on deformation temperature and strain rate; the flow stress increases with the decrease of deformation temperature for a given strain rate and increases with the increase of strain rate for a given deformation temperature. The flow stress at a true strain of 0.5 is plotted as a function of deformation temperature in Fig. 3(a), and Fig. 3(b) represents the flow stress at a true strain of 0.5 as a function of the logarithm of strain rate. As can be seen in Fig. 3, the higher the strain rate, the higher the flow stress; while the higher the deformation temperature, the lower the flow stress. Hence, the effects of deformation temperature and strain rate on the flow stress are significant under all the tested conditions.
Generally, the true stress-strain curves articulate the intrinsic relationship of flow stress with thermodynamic behavior. However, it is not appropriate or precise to predict the deformation mechanisms by relying the shape of the flow curves only during hot working [7,8]. Therefore, it is necessary to study the constitutive characteristics and processing maps for as-quenched 7005 aluminum alloy.
3.2 Constitutive equation of flow stress
Generally, the constitutive relation is used as the important factor for the analysis problem of metal- forming process [9-14]. The base equations that are used are usually shown below [15,16]:
 (1)
(1)
 (2)
(2)
 (3)
(3)
 (4)
(4)
where A1, A2, A3, n1, ��, �� and n are material constants;  is the strain rate; T is the thermodynamic temperature; R is the mole gas constant (8.314 J/(K��mol-1)); Q is deformation activation energy; Z is Zener-Hollomon parameter; �� is an adjustable constant, ��=��/n1.
is the strain rate; T is the thermodynamic temperature; R is the mole gas constant (8.314 J/(K��mol-1)); Q is deformation activation energy; Z is Zener-Hollomon parameter; �� is an adjustable constant, ��=��/n1.
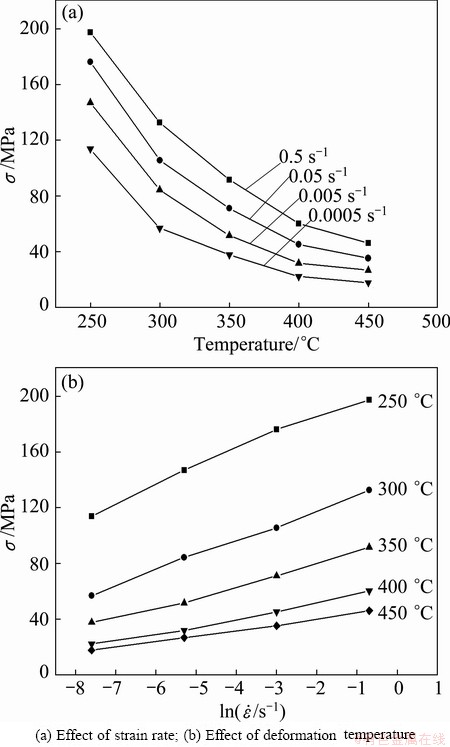
Fig. 3 Effect of deformation parameters on flow stress at true strain of 0.5
Considering the definition of hyperbolic law, the flow stress, ��, can be written as a function of Zener- Hollomon parameter:
 (5)
(5)
Taking the logarithm of both sides of Eqs. (1) and (2), respectively, gives
 (6)
(6)
 (7)
(7)
where �� is the flow stress at the true strain of 0.5. The slope of the plot of  against
against  and the slope of the plot of against �� can be used for obtaining the values of n1 and ��, respectively, as shown in Fig. 4. Because the slope of these lines is approximately the same, the values of n1 and �� can be obtained for different deformation temperatures by liner fitting method, and the mean values of n1 and �� can be computed as 8.5834 MPa-1 and 0.1458 MPa-1, respectively. Therefore, ��=��/n1= 0.01699 MPa-1.
and the slope of the plot of against �� can be used for obtaining the values of n1 and ��, respectively, as shown in Fig. 4. Because the slope of these lines is approximately the same, the values of n1 and �� can be obtained for different deformation temperatures by liner fitting method, and the mean values of n1 and �� can be computed as 8.5834 MPa-1 and 0.1458 MPa-1, respectively. Therefore, ��=��/n1= 0.01699 MPa-1.
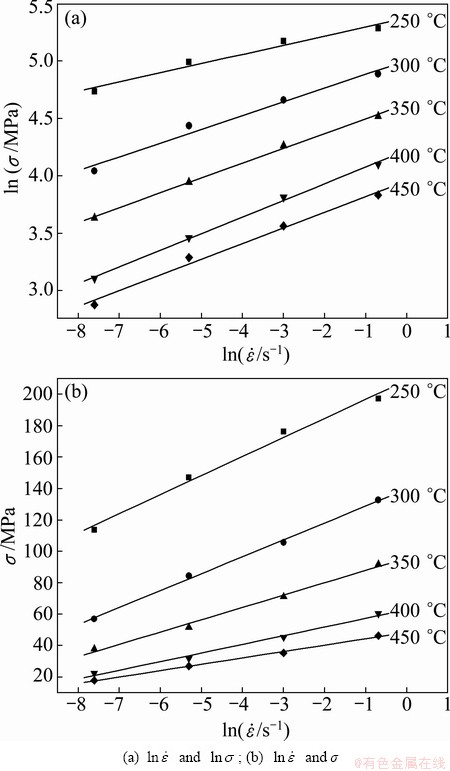
Fig. 4 Relationships between strain rate and flow stress
By taking natural logarithm from Eq. (3), the following expression can be derived:
 (8)
(8)
The slope of the plot of against ln[sinh(����)] can be used for obtaining the value of n, and the plot is shown in Fig. 5.
For the given strain rate conditions, differentiating Eq. (8) gives
 (9)
(9)
By substituting the values of temperature and flow stress under different strain rates into Eq. (9), the relationship between ln[sinh(����)] and temperature can be obtained as Fig. 6. Then, the value of Q can be derived from the slope in a plot of ln[sinh(����)] as a function of 1/T. As can be seen in Fig. 6, four straight lines almost parallel. Hence, the average slope of these four lines from Fig. 6 was solved. Meanwhile, the average slope of these five lines from Fig. 5 for obtaining n was also solved. Therefore, the Q value can be calculated by Eq. (9), and it is 234.51 kJ/mol, the value is higher than that for self-diffusion in Al (142 kJ/mol) [17].
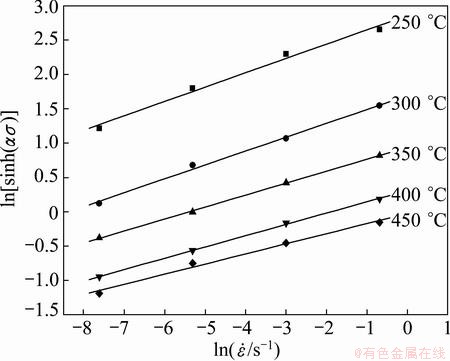
Fig. 5 Relationship between ln[sinh(����)] and 
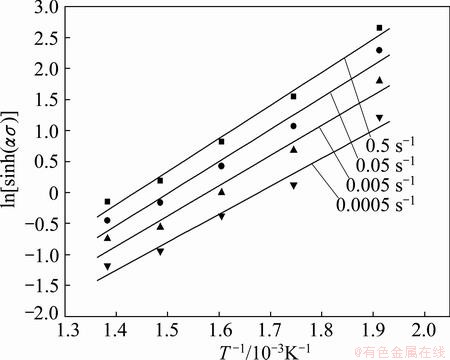
Fig. 6 Relationship between ln[sinh(����)] and temperature
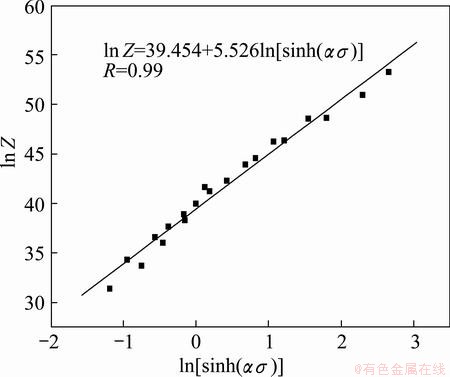
Fig. 7 Relationship between ln Z and ln[sinh(����)]
By logarithmic transformation of Eq. (4), the following expression can be expressed as
 (10)
(10)
The relationship between ln Z and ln[sinh(����)] can be obtained as shown in Fig. 7. From this figure, the values of A and n can be easily obtained as 1.363��1017 and 5.526, respectively. The correlation coefficient is 0.99, revealing a good liner relation between ln Z and ln[sinh(����)]. The liner equation can be described as
 (11)
(11)
Finally, substituting the values of ��, n, A and Q into Eq. (3), the flow stress for as-quenched 7005 aluminum alloy during high temperature compression can be represented by a hyperbolic sine equation. The equation can be expressed as follows:
 (12)
(12)
Also, Zener-Hollomon parameter for as-quenched 7005 alloy can be represented as follows:
 (13)
(13)
Based on Eq. (5), the flow stress constitutive equation of hot deformation for as-quenched 7005 alloy can also be expressed by Zener-Hollomon parameter as follows:
 (14)
(14)
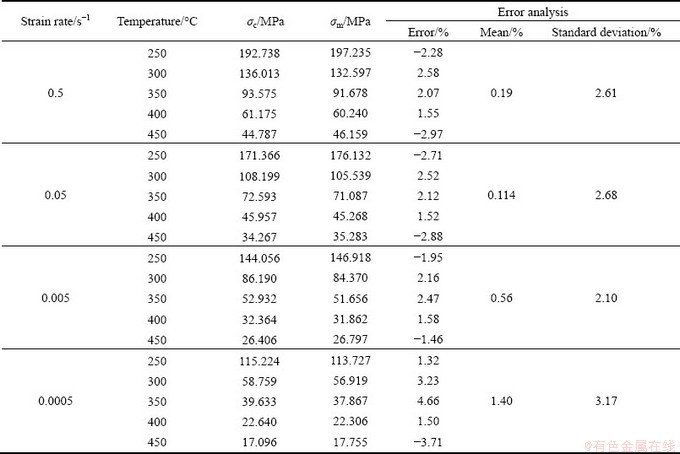
A comparison between the experimental and calculated flow stress by Eq. (14) is carried out to verify the developed constitutive equation of as-quenched 7005 aluminum alloy, as shown in Table 1. In order to evaluate the accuracy of the developed constitutive equation, the error (e) between the calculated flow stress (��c) and measured flow stress (��m) can be calculated as
 (15)
(15)
It can be easily found that, in the worst case, the mean error in the flow stress estimate is only 1.40% and standard deviation is 3.17%. The results indicate that the proposed deformation constitutive equation gives an accurate and precise estimate of the flow stress for as-quenched 7005 aluminum alloy.
Table 1 Comparison of calculated (��c) and measured (��m) flow stress
3.3 Processing map and microstructural examination
In recent years, the processing maps, which were developed on the basis of the ��Dynamic Materials Model�� by PRASAD et al [18], have been developed to identify the deformation temperature-strain rate window for hot working and optimize the hot working processes of metals [19-23]. Briefly, the work-piece undergoing hot deformation is considered to be a dissipator of power and total power dissipated instantaneously is given by
 (16)
(16)
where �� is the flow stress and is the strain rate. The first integral is called G content representing deformation heat and the second one is called J co-content representing microstructural dissipation.
For the given strain and deformation temperature, the flow stress can be expressed as
 (17)
(17)
where K is a material constant; m is the strain rate sensitivity used for partitioning the power into G content and J co-content:
 (18)
(18)
J co-content can be expressed as
 (19)
(19)
The efficiency of power dissipation occurring through microstructural changes during deformation is derived by comparing the non-liner power occurring instantaneously in the work-piece with a liner dissipater (m=1) and is given by
 (20)
(20)
The value of m can be obtained by differentiating the third order polynomial fitting line of  plot. The variation of efficiency of power dissipation (
plot. The variation of efficiency of power dissipation ( ) with temperature and strain rate gives the power dissipation map which is generally viewed as an iso-efficiency contour map and exhibits different domains correlated with the specific microstructural mechanisms.
) with temperature and strain rate gives the power dissipation map which is generally viewed as an iso-efficiency contour map and exhibits different domains correlated with the specific microstructural mechanisms.
Further, using the principle of the maximum rate of the entropy of production, a continuum criterion for the occurrence of flow instabilities is defined in terms of the instability parameter 
 (21)
(21)
The variation of the instability parameter as a function of temperature and strain rate represents an instability map which delineates regimes of instability where  is negative. A processing map can be constructed by superimposing the instability map over the power dissipation map. The processing maps help depicting some typical microstructural deformation mechanisms, avoiding flow instabilities, optimizing deformation process parameter and obtaining favorable microstructures and mechanical properties.
is negative. A processing map can be constructed by superimposing the instability map over the power dissipation map. The processing maps help depicting some typical microstructural deformation mechanisms, avoiding flow instabilities, optimizing deformation process parameter and obtaining favorable microstructures and mechanical properties.
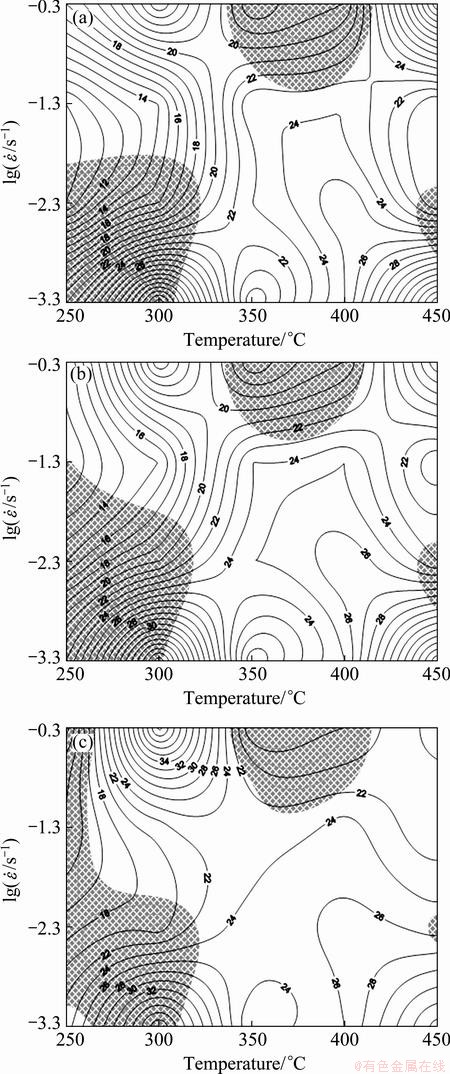
Fig. 8 Processing map of as-quenched 7005 alloy under strains of 0.1 (a), 0.3 (b) and 0.5 (c)
In the present study, the processing maps obtained by superimposing the instability maps on the power dissipation maps at the strains of 0.1, 0.3 and 0.5 are shown in Fig. 8. The contour numbers indicate the efficiency of power dissipation (), and the shaded regions represent the instability regions. From Fig. 8, it can be found that the shaded areas denoting the instability domains increase with the increase of strain. Meanwhile, the shapes of the processing maps are similar for the strains of 0.1 and 0.3, However, there exist obvious differences in the shape of the processing maps when the strain is 0.5, which is probably caused by the occurrence of dynamic recrystallization under these deformation conditions.
As can be seen in Fig. 8(c), there are three typical peak efficiency domains in the processing map. The first domain is the deformation temperature ranging from 270 ��C to 340 ��C and strain rate ranging from 0.05 s-1 to 0.5 s-1, with a peak efficiency of 44% occurring at about 300 ��C, 0.5 s-1. The second domain is the deformation temperature ranging from 325 ��C to 340 ��C and strain rate ranging up to 0.003 s-1. The maximum efficiency in this domain is 34%. This domain is not suitable for the bulk metal processing because this region is very close to the instable domain and rather narrow. The third domain is the deformation temperature ranging from 380 ��C to 450 ��C and strain rate ranging from 0.0005 s-1 to 0.004 s-1 with a peak efficiency of 38% occurring at about 450 ��C, 0.0005 s-1. It is widely recognized that the high peak power dissipation efficiency is often associated with dynamic recrystallization or superplasticity. According to results by LIN et al [4], the efficiency of power dissipation for occurrence of superplasticity is beyond 60%. The peak efficiency for as-quenched 7005 alloy is not more than 45%. Hence, superplasticity may not occur in these domains. The microstructures of specimens deformed in the first and the third domains are shown in Figs. 9(a) and (b), respectively, which correspond to deformation conditions of 300 ��C, 0.5 s-1 and 450 ��C, 0.0005 s-1, respectively. The microstructures exhibit some ideal features: the grain size is fine compared with initial grain size (about 400 ��m) and the deformed grains are almost equiaxed, the grains boundaries exhibit wavy and irregular in nature [24], indicating that the domains observed present dynamic recrystallization. Generally, dynamic recrystallization is a beneficial process in hot deformation since it can provide stable flow and good workability to material by simultaneous softening and making the microstructure reconstituted. Further observation indicates that the dynamic recrystallization grains become coarse due to the higher deformation temperature and the lower strain rate in the third domain, which has a negative effect on the mechanical properties for the as-quenched 7005 alloy. Therefore, the third domain is not the optimum hot working domain. In conclusion, the processing map exhibits that the optimum hot working domain for the reasonable dynamic recrystallization (the average grain diameter is about 30 ��m) is the temperature range of 270-340 ��C and strain rate range of 0.05-0.5 s-1 with a peak efficiency of 44%.
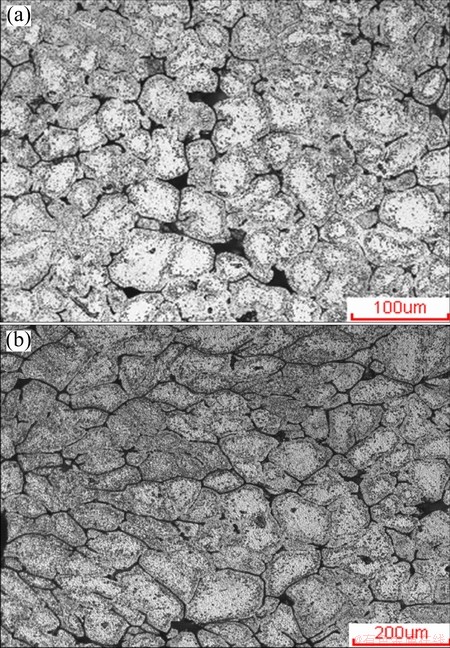
Fig. 9 Microstructures of as-quenched 7005 aluminum alloy deformed at 300 ��C, 0.5 s-1 (a), and 450 ��C, 0.0005 s-1(b)
Meanwhile, the shaded domain in Fig. 8(c) represents the regimes of flow instabilities. For the domain under the low deformation temperature (250-270 ��C) and high strain rate (0.05-0.5 s-1), it is ��safe�� when the strain is not more than 0.3, but it becomes instability when the strain ranges up to 0.5, resulting from the formation of adiabatic shear bands or flow localization [3,25,26]. The optical micrograph corresponding to deformation condition of 250 ��C and 0.5 s-1 is shown in Fig. 10(a), in which adiabatic shear bands can be observed at an angle of 45�� to the compressive axis. At the higher strain rates, adiabatic deformation heat generated during hot working is not conducted due to insufficient time and low thermal conductivity, inducing highly localized flow along the maximum shear stress plane [27], which is the process of adiabatic shear bands formation. Meanwhile, the flow localization occurs in another shaded domain in the processing map in the range of 325-425 ��C and 0.05-0.5 s-1, and the optical micrograph corresponding to the deformation condition of 400 ��C and 0.5 s-1 is shown in Fig. 10(b). Generally, the instability domains with the formation of adiabatic shear bands or flow localization may result in cracking along the macroscopic shear planes [28]. Hence, these domains should be avoided during hot working.
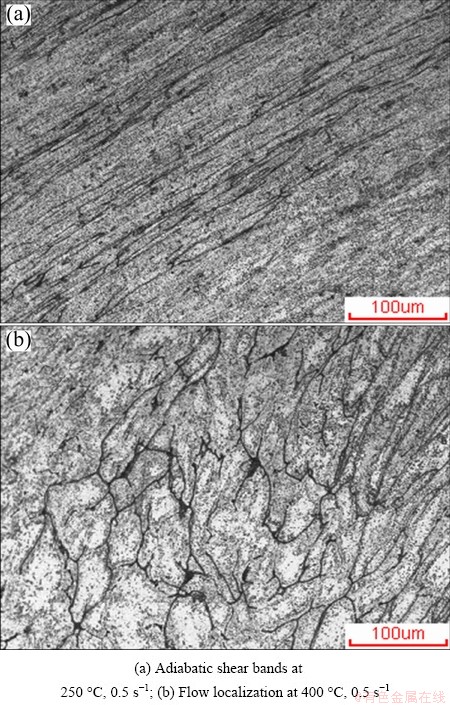
Fig. 10 Microstructures occurring in instability domain of as-quenched 7005 aluminum alloy
4 Conclusions
1) The flow stress of as-quenched 7005 aluminum alloy is evidently affected by deformation temperature and strain rate, namely, the flow stress increases with the increase of strain rate and the decrease of the deformation temperature, which can be represented by a Zener-Hollomon parameter in an exponent-type equation.
2) A constitutive equation for as-quenched 7005 aluminum alloy was established by using a hyperbolic sine equation. The flow stress at a true strain of 0.5 was analyzed using this constitutive equation, and the value of deformation activation (Q) was obtained and it is 234.51 kJ/mol. The comparisons between the calculated and experimental results indicate that the proposed deformation constitutive equation can give an accurate estimate of the flow stress for as-quenched 7005 aluminum alloy.
3) The processing maps and microstructural examination revealed that the optimum hot working domain for as-quenched 7005 alloy is the temperature range of 270-340 ��C and strain rate range of 0.05-0.5 s-1 with the reasonable dynamic recrystallization. Moreover, the alloy exhibited flow instability at high strain rates, which is associated with the formation of adiabatic shear bands and flow localization.
References
[1] WANG X Y, HU H E, XIA J C. Effect of deformation condition on plastic anisotropy of as-rolled 7050 aluminum alloy plate [J]. Materials Science Engineering A, 2009, 515(1-2): 1-9.
[2] WILLIAMS J C, STARKE E A Jr. Progress in structural materials for aerospace systems1 [J]. Acta Materialia, 2003, 51(19): 5775-5799.
[3] RAJAMUTHAMILSELVAN M, RAMANATHAN S. Hot deformation behaviour of 7075 alloy [J]. Journal of Alloys and Compounds, 2011, 509(3): 948-952.
[4] LIN Y C, LI L T, XIA Y C, JIANG Y Q. Hot deformation and processing map of a typical Al-Zn-Mg-Cu alloy [J]. Journal of Alloys and Compounds, 2013, 550: 438-445.
[5] JIN N P, ZHANG H, HAN Y, WU W X, CHEN J H. Hot deformation behavior of 7150 aluminum alloy during compression at elevated temperature [J]. Materials Characterization, 2009, 60(6): 530-536.
[6] ZHEN L, HU H, WANG X Y, ZHANG B Y, SHAO W Z. Distribution characterization of boundary misorientation angle of 7050 aluminum alloy after high-temperature compression [J]. Journal of Materials Processing Technology, 2009, 209(2): 754-761.
[7] PRASAD Y V R K, SESHACHARYULU T. Processing maps for hot working of titanium alloys [J]. Materials Science and Engineering A, 1998, 243(1-2): 82-88.
[8] McQUEEN H J, IMBERT C A C. Dynamic recrystallization: Plasticity enhancing structural development [J]. Journal of Alloys and Compounds, 2004, 378(1-2): 35-43.
[9] LIN Y C, CHEN M S, ZHONG J. Effect of temperature and strain rate on the compressive deformation behavior of 42CrMo steel [J]. Journal of Materials Processing Technology, 2008, 205(1-3): 308-315.
[10] LEE W S, LIN M T. The effects of strain rate and temperature on the compressive deformation behaviour of Ti-6Al-4V alloy [J]. Journal of Materials Processing Technology, 1997, 71(2): 235-246.
[11] YANG X W, LAI Z H, ZHU J C, LIU Y, HE D. Hot compressive deformation behavior of the as-quenched A357 aluminum alloy [J]. Materials Science and Engineering B, 2012, 177(19): 1721-1725.
[12] GUAN Shao-kang, WU Li-hong, WANG Li-guo. Flow stress and microstructure evolution of semi-continuous casting AZ70 Mg-alloy during hot compression deformation [J]. Transactions of Nonferrous Metals Society of China, 2008, 18(2): 315-320.
[13] MA Ming-long, ZHANG Kui, LI Xing-gang, LI Yong-jun, ZHANG Kang. Hot deformation behavior of rare earth magnesium alloy without pre-homogenization treatment [J]. Transactions of Nonferrous Metals Society of China, 2008, 18(S1): s132-s139.
[14] DUAN Yuan-pei, LI Ping, XUE Ke-min, ZHANG Qing, WANG Xiao-xi. Flow behavior and microstructure evolution of TB8 alloy during hot deformation process [J]. Transactions of Nonferrous Metals Society of China, 2007, 17(6): 1199-1204.
[15] SHI H, MCLAREN A J, SELLARS C M, SHAHANI R, BOLINGBROKE R. Constitutive equations for high temperature flow stress of aluminum alloys [J]. Materials Science and Technology, 1997, 13(3): 210-216.
[16] MAHMUDI R, ROUMINA R, RAEISINIA B. Investigation of stress exponent in the power-law creep of Pb-Sb alloys [J]. Materials Science and Engineering A, 2004, 382(1-2): 15-22.
[17] SRIVASTAVA V C, JINDAL V, UHLENWINKEL V, BAUCKHAGE K. Hot-deformation behaviour of spray-formed 2014 Al+SiCp metal matrix composites [J]. Materials Science and Engineering A, 2008, 477(1-2): 86-95.
[18] PRASAD Y V R K, SASIDHARA S, SIKKA V K. Characterization of mechanisms of hot deformation of as-cast nickel aluminide alloy [J]. Intermetallics, 2000, 8(9-11): 987-995.
[19] ABBASI S M, MOMENI A. Hot working behavior of Fe-29Ni-17Co analyzed by mechanical testing and processing map [J]. Materials Science and Engineering A, 2012, 552: 330-335.
[20] MOMENI A, DEHGHANI K. Hot working behavior of 2205 austenite-ferrite duplex stainless steel characterized by constitutive equations and processing maps [J]. Materials Science and Engineering A, 2011, 528(3): 1448-1454.
[21] RAMANATHAN S, KARTHIKEYAN R, GUPTA M. Development of processing maps for Al/SiCp composite using fuzzy logic [J]. Journal of Materials Processing Technology, 2007, 183(1): 104-110.
[22] SAMANTARAY D, MANDAL S, BHADURI A K. Characterization of deformation instability in modified 9Cr-1Mo steel during thermo-mechanical processing [J]. Materials and Design, 2011, 32(2): 716-722.
[23] HUANG Guang-sheng, WANG Ling-yun, CHEN Hua, HUANG Guang-jie, ZHANG Suo-quan. Hot deformation and processing maps of 2618 aluminum alloy [J]. The Chinese Journal of Nonferrous Metals, 2005, 15(5): 763-767. (in Chinese)
[24] WANG C Y, WANG X J, CHANG H, WU K, ZHENG M Y. Processing maps for hot working of ZK60 magnesium alloy [J]. Materials Science and Engineering A, 2007, 464(1-2): 52-58.
[25] ANBUSELVAN S, RAMANATHAN S. Hot deformation and processing maps of extruded ZE41A magnesium alloy [J]. Materials and Design, 2010, 31(5): 2319-2323.
[26] RAO K P, PRASAD Y V R K, SURESH K, HORT N, KAINER K U. Hot deformation behavior of Mg-2Sn-2Ca alloy in as-cast condition and after homogenization [J]. Materials Science and Engineering A, 2012, 552: 444-450.
[27] VENUGOPAL S, VENUGOPAL P, MANNAN S L. Optimisation of cold and warm workability of commercially pure titanium using dynamic materials model (DMM) instability maps [J]. Journal of Materials Processing Technology, 2008, 202(1-3): 201-215.
[28] ANBUSELVAN S, RAMANATHAN S. Hot workability of as-cast and extruded ZE41A magnesium alloy using processing maps [J]. Transactions of Nonferrous Metals Society of China, 2011, 21(2): 257-264.
���̬7005���Ͻ���ȱ�����Ϊ
��������������������ԣ��� ��
�ຣ��ѧ ��е����ѧԺ���ຣʡ������Ͻ��ص�ʵ���ң����� 810016
ժ Ҫ����Gleeble-1500��ģ�����Ͻ�����ѹ��ʵ�飬�о��ڱ����¶�250~450 ��C��Ӧ������0.0005~0.5 s-1ʱ���״̬�µ�7005���Ͻ���ȱ�����Ϊ��ʵ�������������״̬7005�Ͻ������Ӧ���ܱ����¶Ⱥ�Ӧ�����ʵ�˫��Ӱ�죬�ȱ��ι����е�����Ӧ������Zener-Hollomon������ָ���ͷ��̱�ʾ��ͨ���Ƚϱ������̼����������Ӧ����ʵ�����������Ӧ������Ԥ������ʵ�����кܺõ�����ԡ����ڶ�̬����ģ�ͣ�����Ӧ��Ϊ0.1��0.3��0.5�������˴��״̬�µ�7005���Ͻ���ȼӹ�ͼ��ͨ���ӹ�ͼ����������֯�۲췢�ֺϽ�������ȼӹ�����Ϊ��270~340 ��C��0.05~0.5 s-1, �ڸ������ڱ���ʱ�Ͻ����˺����Ķ�̬�ٽᾧ��Ϊ���Ͻ�����䲻�ȶ�������ȼ��д��Լ��ֲ�����IJ����йء���ˣ�Ϊ��ȡ��������ܣ����ȼӹ�ʱӦ�ܿ���Щ���ȶ�������
�ؼ��ʣ�7005�Ͻ���ѹ�����Σ��������̣��ӹ�ͼ
(Edited by Hua YANG)
Foundation item: Project (2011CB612200) supported by the National Basic Research Program of China
Corresponding author: Pei-peng JIN; Tel: +86-971-5363028; E-mail: jinpeipeng@hotmail.com
DOI: 10.1016/S1003-6326(14)63411-7
Abstract: The compressive deformation behavior of as-quenched 7005 aluminum alloy was investigated at the temperature ranging from 250 ��C to 450 ��C and strain rate ranging from 0.0005 s-1 to 0.5 s-1 on Gleeble-1500 thermal-simulation machine. Experimental results show that the flow stress of as-quenched 7005 alloy is affected by both deformation temperature and strain rate, which can be represented by a Zener-Hollomon parameter in an exponent-type equation. By comparing the calculated flow stress and the measured flow stress, the results show that the calculated flow stress agrees well with the experimental result. Based on a dynamic material model, the processing maps were constructed for the strains of 0.1, 0.3 and 0.5. The maps and microstructural examination revealed that the optimum hot working domain is 270-340 ��C, 0.05-0.5 s-1 with the reasonable dynamic recrystallization. The instability domain exhibits adiabatic shear bands and flow localization, which should be avoided during hot working in order to obtain satisfactory properties.
