
���±�ţ�1004-0609��2006��03-0392-08
�������������Al-Zn-Mg-Cu�Ͻ������Ϊ��Ӱ��
������, ������, �ν���, Ҷ��Ӣ, ���Ļ�
(���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ, ��ɳ 410083)
ժ Ҫ��
���ݳ���ǿ���Ͻ��� ʱЧ��֯��羵�۲���, �Լ��Ͻ������Ϊ��Ͽ���ò����, �����һ��Al-Zn-Mg-Cu�Ͻ�������Զ��ѵ�����ģ�͡� ��ƽ���ࡢ ��������ࡢ ���������Ķ�����Ϊ�����˷����� �о��������, �ھ���ͬ������������, ƽ�����������ȶ���; ���ڳ����������Ƶ��γ�����չ������������, �������ڳ�ʼ����չ��ۺ�, ���³���������, ���ǺϽ���ѵ���Ҫԭ��; �������������ѡ� �����������Ե�ƽ��������, ������ɺϽ���ѵ�ֱ��ԭ��, ������Χ������������������������չ��Э�����ε�����, �ǺϽ��γ���������Ͽڵ�ԭ��
�ؼ���: ���Ͻ�; ���; ƽ����; ����; �������� ��ͼ�����: TG146.21
���ױ�ʶ��: A
Effect of precipitate free zone quench-induced on
fracture behavior of Al-Zn-Mg-Cu alloys
HE Yong-dong, ZHANG Xin-ming, YOU Jiang-hai, YE Ling-ying, LIU Wen-hui
(School of Materials Science and Engineering, Central South University,
Changsha 410083, China)
Abstract: An intercrystalline ductile fracture physical model of ultra-high-strength Al-Zn-Mg-Cu alloy was given and the stage fracture behaviors of equilibrium phase, matrix precipitation and microzone of precipitate free zone (PFZ) were analyzed by TEM observation of the quenched and aged microstructures, the fracture behavior and morphology of Al-Zn-Mg-Cu alloy. The results show that under the synchro deformation circumstances, the equilibrium phase particles are fractured firstly, the formation and extension of fracture in intercrystalline precipitate zone are earlier than those in PFZ; the matrix precipitation is fractured due to the coaction between the primary cavities produced by equilibrium phase particles in precipitation zone and the secondary cavities produced by precipitation, this is the major fracture reason of the alloy; the precipitate free zone is fractured lastly. The equilibrium phase particles that induce the sensitivity of the quenching are not the direct reason that causes the alloy fracture; the microzone of PFZ around particles limits crack extension and coordinates deformation, this causes the formation of the ductile tension fracture.
Key words: aluminum alloy; quench; equilibrium phase; fracture; precipitate free zone
7����������ǿ���Ͻ���ڵ���Ҫ������: ��ʴ�Բ ���Բ ��Ĵ��ڴ��������[1, 2]�� �Ͻ̶�Խ��, ���Ժ���ʴ�Ծ�Խ��, �ߴ�Խ��, ���Ĵ�������Ծ�Խǿ��[3, 4]�� ���Ʊ�����������ǿAl-Zn-Mg-Cu�Ͻ��Ĺ�����, ����������Dz��ɱ����[5]�� �����д��ڵĸ����ƽ���������֮�����ż��ߵĽ�����, �����ȴ��������ǿ��������Χ�����е�Zn��Mgԭ��, �����Χ������ƶ��, ʱЧӲ����������, ��Ϊ����������� ��������ĵ�����������[6-9]�� Ҫ��ߺϽ��ۺ�����, ��Ҫ�ԺϽ�����֯���о�ȷ���ơ� ͨ����ߺϽȡ� �����к����ӡ� �Ľ��ȴ����ƶȡ� �����Ͻ��ֶ�, ���Ե��ع�����������ͷֲ�״̬, ��ȷ��������֯, �Ӷ��ﵽ����ȵظ��ƺϽ��ۺ����ܵ�Ŀ�ġ� ���Ƿ�չ����������ǿ���Ͻ����Ҫ�о�����, Ҳ�Ǹ�ϵ�Ͻ�չ�� Ӧ�õĹؼ�[10-13]��
���������������빹������������֯�ľ����Թ�ϵ���� [14]�� ���������γɵ����������Ǹ�����Al-Zn-Mg-Cu�Ͻ���Ҫ���ṹ����, �ԺϽ��ǿ�ȡ� ���ԡ� ��ʴ�ԡ� ������Ϊ��������ҪӰ�졣 �߶����С� �ֲ����ȵ�������, �ڹ���������ȴ����������Ч����������ԭ��, �γɳ߶����С� �ֲ����ȵĴ����������Q-PFZ(precipitate free zone by quenching), �Ծ���������ǿ����ʧ, ��ȡ�Ͻ����Ժ���ʴ�Լ���ĸ��ơ�
��Al-Zn-Mg-Cu�Ͻ���, ���ھ���PFZ�ʹ������ľ���Q-PFZ�������������� ���ݶԺϽ���ѹ���Ӱ��̶ȵIJ�ͬ, ���Ͻ�Ļ�����֯��Ϊ: PFZ(��Q-PFZ)�� ƽ���ࡢ ��������������֡� һ��������Ϊ: ����;���PFZ��û�г���������, ǿ�Ƚϵ�, ����ɺϽ���ѵ�ԭ��[15]�� ���ڴִ��ƽ������ΪDZ�ڵ�����Դ, Ҳ����ɺϽ���ѵ�ԭ��[16]�� ��������ͨ����Al-Zn-Mg-Cu�Ͻ�Ķ��ѹ��̺ͶϿ���ò���з���, �ó���������������ȫ��ͬ�Ľ��ۡ�
1) �ںϽ�����������, ���ڱ��ξ���ͬ�����ε��ص�, Ӧ������ʱӦ��ͬ�����ӡ� �ڴ�������, ���Խϲ����֯���ȶ��ѡ� �Ͻ������3����֯���ѵ��Ⱥ����Ϊ: �����������Ե�ƽ�����������ȶ��ѡ�������������ѡ�������������, ��������������������������ѡ� ��������������ɺϽ���ѵ�ԭ��
2) �����������Ե����������ӱ� Q-PFZ����������λ��, ����ʱ, �����������, ���γɵ����Ʊ������� Q-PFZ��, ����������������չ, ��ƽ�������鲻����������, �ԺϽ�Ķ��ѹ��̲�����ֱ��Ӱ�졣 ���, Q-PFZ�������Ʊ�����������������������������չ, ��Э���������ε����á�
��������ͨ���Գ���ǿAl-Zn-Mg-Cu�Ͻ��������������γ���ֲ����ɽ����о�, �����һ�ַ�ӳ�úϽ���������ṹ����֯�ṹģ�͡� ͨ���ԺϽ�Ķ���������֯�ͶϿ���ò���з���, ����ϺϽ����֯�ṹ����, �����һ�ַ�ӳ�Ͻ���ѹ��̵�����ģ��, ���ڸ�ģ�͵Ļ����϶ԸúϽ�Ķ��ѹ��̽����˷�����
1 ʵ��
�Դ���Ϊ99.85%һ����ҵ������ ��ͭ(99.99%)�� ��п(99.92%)�� ��þ(99.90%)��Al-5%Cr�� Al-5%Mn�� Cu-10%Zr�� Al-5%Ti-B�м�Ͻ�Ϊԭ��, �Ʊ��˱�1��ʾ3�ֺϽ�, �Ͻ�Ļ�ѧ�ɷ���LEEMAN SPEC-E�͵����ϵ�������ԭ�ӷ���������Ϸ����� �Ͻ��������������ո�Ӧ��¯�н���, ����ģ�����졣 ������400�桢 5h+450�桢 24h+470�桢 15h�������Ȼ�������, �����ɺ��Ϊ20mm�İ��, ��Ʒ��450�桢 2h+470�桢 1h�������ܹ���, ˮ���120�桢 24hʱЧ, 3#��������һ��120�桢 18hʱЧ������KYKY-2800ɨ��羵�����Ͽڷ����� �Ͻ���ܺ�, ��һ������ȴ�ٶȿ�����, ����˫���ⷨ(���ҺΪ2��8����״���Һ)�Ʊ���羵����, ����羵�Ϲ۲�Ͻ���ͷ�ʱЧ����������֯��
2 ��������
2.1 �Ͻ��TEM����֯�۲�
ͼ1��ʾΪ����0.04%Cr+0.05%Mn+0.04%Ti+0.17%Zr��Al-Zn-Mg-Cu�Ͻ�, ��˫�����ܺ�120�桢 24hʱЧ�����������֯�� ��ͼ��֪: ����������ڿ���Ϊ20~25nm��PFZ�� �����ǽṹ��ͬ��λ��ͬ����������֮�����״����ȱ��, �����ϵ�ԭ�����в�����, �����ϸ�, ԭ���ؾ�����羧���˶������ס� ����ԭ���ھ����ڲ�����Ļ��������Ը����ھ�������Ļ����ܡ� ���, �����������������ྦྷ���ϵ�����ԭ��, ��ɾ������������ƶ��, ���γɴ�״��������(��ͼ1)�� ��������������������Ԫ�ؽ���, �Ը��ƾ������Ժ���ʴ�ԡ� Э��������ͬȡ�����ı����нϺõ�����, ������ƶ����PFZ����λ�����������·Ǿ��ȱ��η�����
��1 �Ͻ�Ļ�ѧ�ɷ�
Table 1 Chemical composition of alloys(mass fraction, %)

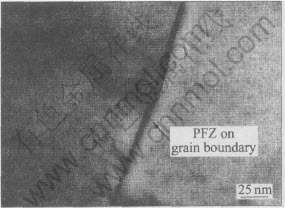
ͼ1 Al-Zn-Mg-Cu-0.04%Cr+0.05%Mn+
0.04%Ti+0.17%Zr�Ͻ�PFZ
Fig.1 PFZ of Al-Zn-Mg-Cu-0.04%Cr+0.05%Mn+0.04%Ti+0.17%Zr alloy on
grain boundary
ͼ2��ʾΪ����0.17%Zr��Al-Zn-Mg-Cu�Ͻ���������֯�� �Ͻ���Ʒ�����ܴ�����, ��12~15��/min����ȴ�ٶȿ����� ��ͼ��֪, ��Zr��Al-Zn-Mg -Cu�Ͻ�, �ڿ��併�¹�����, ���ڴ������ԵķǾ�����������

ͼ2 ����ƽ����������Χ�γɵĴ����������
Fig.2 Precipitate free zone induced by
quenching around metastable phase within grains
Ϊ����0.04%Cr+0.05%Mn+0.04%Ti+0.17%Zr��Al-Zn-Mn-Cu�Ͻ���������֯�� �Ͻ���Ʒ�����ܴ�����2~3��/min����ȴ�ٶȿ����� ��ͼ��֪, ��Cr�� Mn�� Ti�� Zr��Al-Zn-Mg-Cu�Ͻ���, �ڿ��併���ٶȽ�����������, �IJ�������ǿ�ҵĴ��ЧӦ�� ���ڴִ����������ӳʴ�״�ֲ�, ������״������֮���γɴ�״������������ ��״��������ǿ�ҵ�������Χ�����е�Zn��Mgԭ��, �����Χ��״��������ǿ��ƶ��, �Ͻ�ʱЧӲ����������Ƚ���, ��������ǿ�ȡ� ���ԡ� ��ʴ���������������м���IJ�� ���ִ�״�Ǿ�����������ǿ��Ӱ��Ͻ���ۺ�����, ���ºϽ�ĸ������ܲ������ԵIJ���, ������Ĵ��������ײ������ЧӦ��
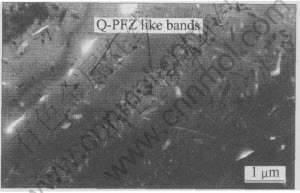
ͼ3 ������IJ���״��������
Fig.3 Precipitate free zone located in bands
�����Al-Zn-Mg-Cu�Ͻ��д��������صķǾ����������� �ڴִ��ƽ����������Χ, ���������Ե����������� �Ͻ��в�������������ԭ�������ڻ����д����ųߴ粻һ�� ���ܸ���ķ�ƽ��������, ��Ͻ����̹������γɵij����ࡢ ���Ȼ������γɵ�Al18Mg3Cr2��Al20Mn3Cu2�Լ��ִ��Al3Zrƽ����ȡ� ��Щƽ���������֮��Ľ����ܼ���, ��ΪMgZn2�����κˡ� ����ij���, ���ڴ���Χ�Ļ�������������ԭ��, �γ�ƽ��������, ͬʱ��������Χ�γ�һ��������ƶ������ ������������ͬ����PFZһ��, �����õ����Ժ���ʴ��[14]�� �����ࡢ ���������뾧�ڳ���ǿ�������ߵ����ù�ϵ�����˺Ͻ����ѧ����, �Ͻ�ĵ�����֯�ṹ��ͼ4��ʾ�� ���ȷֲ������������ܹ����ƺϽ�����Ժ���ʴ��, ͨ�����ؾ�������������С�� �ֲ�״��, ����һ���̶��Ͻ��7������ϵ����ǿAl-Zn-Mg-Cu�Ͻ����Բ �����Ĵ��ڴ�������Ե����⡣
2.2 �Ͻ��OM��SEM�Ͽڷ���
ͼ5��ʾΪ����0.15Sc�Ͻ����������������˹�ѧ����֯�� ��ͼ��֪, �������γɵ�����Ϊ���͵Ĵ������ơ� ���Ƶķ�չ�ʷ���״, ������ԭ��Ϊ����ǰ�������Ƴ�һ���Ƕ�������ǿ�ҵ��б���, �����б��δ��γɡ� �ܵ�����������������������ֱ����С���洫���� ������Ҫ�Ǵ����ֲ���, ����Al-Zn-Mg-Cu�Ͻ���, ����PFZ���ǺϽ���ѵ�ԭ��
ͼ6��ʾΪ����0.04%Cr+0.05%Mn+0.04%Ti+0.17%Zr��Al-Zn-Mg-Cu�Ͻ�, �ڲ�ͬʱЧ���������µ�SEM�Ͽ���ò�� ��ͼ�ɼ�, �����Ͽ���С����Ϊ��, С�����а����еڶ�������, С�����Դ����������Ĵ�����, ��ʾ����Ϊ�Դ�������Ϊ�������������ؾ����ѵĻ���Ͷ��ѡ� �����Ͽھ�ȡ������������������, ��������������ʱ, ���ij���������Ӧ��, ���ھ������IJ�����ʼ��, ��ʼ����������Χ���ֵĴ�����������, �γ��������ơ� ��ʼ��ͨ���ڼ��ӡ� ����ƽ���ദ�γɡ� �������������γɵij�ʼ��, �����������нϺõı���Э������������������չ(�������ӵ��ͼ��������Ʋ�δ��չ��������)�� �������ڸ���ȱ�ݲ����ij�ʼ���������������ճ�����Ĵμ����ۺ�, ��������չΪ����, ���³��������ѡ� ���ݶϿڷ������Եó����½���: ����ƽ�������ӵ��ͼ�, ������������������ι������γɵ�, ���������ںϽ����ʱ�����ѡ� ��һ����ǡ��˵��: ƽ�����PFZ������ɺϽ���ѵ�ֱ��ԭ��
2.3 �Ͻ���ѹ��̷���
����ͼ1�� 2�� 3��ʾ��羵��֯�۲�����
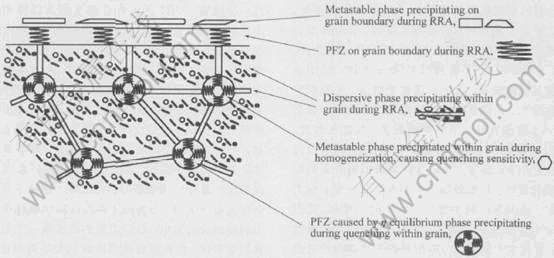
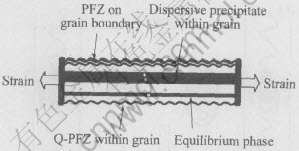
ͼ4 �������ľ�������������RRA�����γɵľ������������ֲ�ģ��
Fig.4 Model for precipitate free zone caused by quenching and
dispersive precipitate caused by retrogression and re-ageing
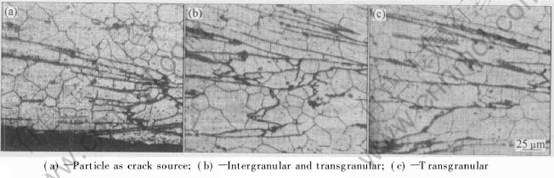
ͼ5 Al-Zn-Mg-Cu-0.15%Sc�Ͻ�����������������˹�ѧ����֯
Fig.5 Tensile OM fractographs of Al-Zn-Mg-Cu-0.15%Sc alloy
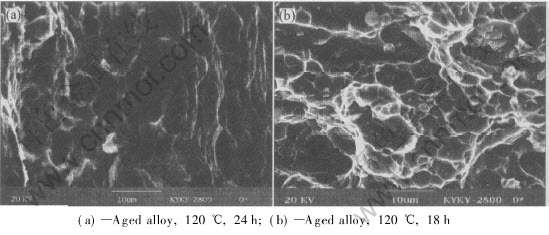
ͼ6 Al-Zn-Mg-Cu-0.04%Cr-0.05%Mn-0.04%Ti-0.17%Zr�Ͻ������Ͽ�SEM��
Fig.6 Tensile SEM fractographs of Al-Zn-Mg-Cu-0.04%Cr-0.05%Mn-0.04%Ti-0.17%Zr alloy
ͼ4��ʾ�Ͻ���֯�ṹģ��, ���ͼ5��ʾ��ѧ������֯��ͼ6��ʾSEM�Ͽ���ò����, ����ͼ7��ʾ����ģ�ͷ���ͼ5�� ͼ6��ʾ�Ͻ����Զ��ѹ��̡� �Ͻ�ĺ�۶��ѹ��̾����������Ƶ������� ��չ�� �ۺ�һϵ�й��̡� ��ͼ4��֪, �Ͻ���͵ĺ����֯�����������������(MPZ)�� ��������(PFZ or Q-PFZ)�� ƽ����(EP)��������, ���л��������ǿ�����, ���������������, ƽ�������Ӵ������ ��ͼ8��ʾ�Ĵ�������ģ����, �Ͻ���ѷ����ν���, ��ƽ������ѡ� ���������ѡ� �����������ѡ� �����������ǺϽ����Ҫ���ѹ���, �����Ͻ��ǿ��, ������������Ӱ��Ͻ�ĶϿ���ò�����ԡ� ���Զ��ѵĵ��ͱ���������: Ӧ������ʱ, ���ڸ���ͬ������, Ӧ��ͬ������(��ͼ8)�� ������������, MPZ�� PFZ�� Q-PFZ�������Ա���, ���ȷ������ѻ�����Χ���淢��˺�ѵ��Ǿ���;��ڵĴִ�ƽ�������ӡ� ��һ��λ��������ͼ7��ʾͬ�����ε�Ԫ, ����������Ӧ��d��Ϊ

ʽ�� G1�� G2�� G3�� G4���α�ʾPFZ�� Q-PFZ�� MPZ�� EP������ģ��, ƽ�����Ǵ���Ľ����仯����, �ܶ���ߡ� ����ģ����� PFZ������ƶ���̶�ͨ�����ڻ����Q-PFZ, �������ڴ���Ӳ�ĵڶ������, ���, ����G1��G2��G3��G4�� d��1�� d��2�� d��3�� d��4���α�ʾPFZ�� Q-PFZ�� MPZ�� EP����λ����������������Ӧ�䡣 ��Ӧ��������ƽ������ƴ�������֮�䷢��˺��ʱ, ��d��1=d��2=d��3>d��4�� ��ʱ, PFZ�� Q-PFZ�� MPZ�Դ�����ȫ���Ա��ν�, ƽ�������(��ͼ7(b))�� ��������Ӧ����MX�ﵽ���Ա��μ���ʱ, PFZ ��Q-PFZ�Դ��ڵ��Ա��ν�, MPZ�������Ա��νΡ� ����MX�� PFZ�� Q-PFZ����������������Э��, ���Ա��γ�����Ҫ��MPZ���ֿ��ⲿӦ���������� Ӧ����һ������, MPZ���ڴ��ڵı�������Э����С����ʼ�κˡ� �κ�����ͨ���Ǽ��ӡ� �ִ�ƽ����ͬ����Ľ������� �����Ա��ι�������Щ���������������Э��, λ���˶�����, �����ߵ�Ӧ������, �������ڻ�����Ӳ���ʵ�����������롣 ���γɵķ����洦����������������ʱ, ���������ṩ�ı��μ��α���λ���ֲ���ƽ���������������, �������ѷ������������������, �������������չ�γɻ�������(��ͼ9), ����������������������չ��Э�����ε����á� �ڶ���������Χ��������������ʱ, ���������γɵ�ϸ�ѷ�˲��������µ�Ӧ������, ��Ӧ�����д��γ�һ�����еļ��б�����, ����ǿ�ҵļ��б��δ��γɡ� �ֲ��ļ��б������㼯��һ��, ʹ�׳���, ���ڵ��ۺ��������������(��ͼ7(c)~(e))��
�Ͻ���ѷ�3�ν���, ÿһ���ѽζ����������Ƶ��γɡ� ��չ�� �ۺϹ��̡� ���ϵ������˶����Ե�Ӱ�������Ϊ, �����ڲ������ɡ� ���ӡ� �ִ��ƽ�������ӵ�ȱ�ݱ�����DZ�ڵ�����, �����Ա��ι�����, ȱ����������佫���������κˡ� ���� �ۺϻ���, ���յ��²���ʧ�ȡ� ���Ƶ��γ��ǵ��¶��ѵ���Ҫ������ �γ����Ƶ������������γɿ����ٽ�Ӧ���ʾ�� ���γɵ��ٽ�Ӧ��ɱ�ʾΪ���ӳߴ����������ĺ���[8]:
![]()
ʽ�� rΪ�����뾶; bΪ����ʸ��; ��IΪ����ǿ[CM(22]��; ��HΪ��ˮ��Ӧ��, ��OΪOrowanӦ��; GΪ����ģ��; ��rΪ������������� ���ڻ�������������������к���ͬ���ߴ����������ļ��ӡ� ƽ��������, λ�����ƹ�����ͨ������������ʱ, ������OrowanӦ�����, �������ڲ����ľ�ˮӦ���������������� �����е�ƽ��������, ����ͨ��������Χ����ԭ�ӳ��� �γɵġ� �������۴��ڳ�����������������, ����Ӵ��Ļ�����涼��������ƶ������, ֻ��ƶ�����Ȳ�ͬ[15]�� ����������ƶ�������, ������������Χ��ƶ����С�����Ժ��Բ���, ��Э������û�а����� ������Ϊ, ���ڳ�����������������ƽ��������, ����Χ���������ͬ�Ľ���ǿ�ȡ� ��������, ʽ(2)�ɼ�Ϊ��c=A/G�� ƽ����������Χ�γ����Ƶ��ٽ�Ӧ����Aֵ�й�, �뵯��ģ���ɷ��ȹ�ϵ�� ����ģ��������ڲ��ʵ��Ľ������ϵ����, �ڻ��������, ���ں��н϶��Ӳ�ĵڶ�������, �������и��ڻ���ĵ���ģ��, ��ͨ���谭λ���˶���ߵ���ģ���� ��ͬһ�����Al-Zn-Mg-Cu�Ͻ�, ���Խ�����Ϊ: AֵΪ����, ����ģ�������ܶȳ����ȡ� ���������������������ĵ���ģ���ֱ�ΪG1�� G2, ����������Zn�� Mg�����ϵ�, ��Ӧ�����������ܶ�d1С�ڻ���������ܶ�d2�� ��d1��d2, ���Ƴ�G1��G2, �����c=A/G��: ��c1>��c2, �����������γɿ����ٽ�Ӧ����ڻ���������� ��Ӧ������, Ӧ��ͬ������������, ����������������γ����ơ�
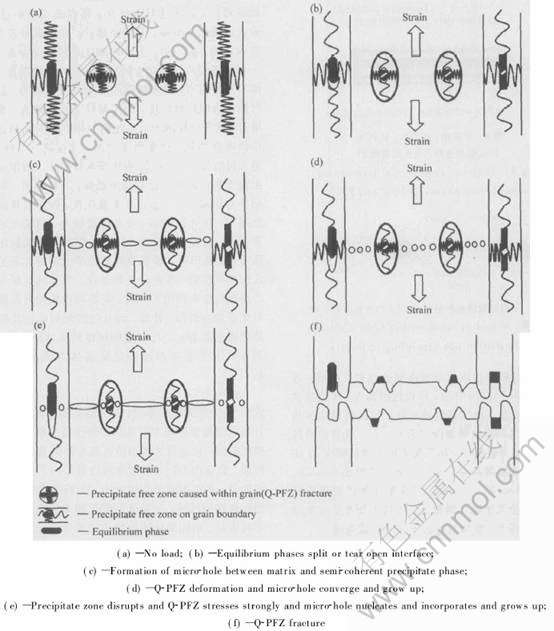
ͼ7 �������������Al-Zn-Mg-Cu�Ͻ���ѹ���ģ��
Fig.7 Model of fracture of Al-Zn-Mg-Cu alloy containing Q-PFZ caused by quenching
ͼ8 ƽ���ࡢ �������� Q-PFZ��
PFZͬ�����Ρ� ���ȶ���ģ��
Fig.8 Model of preferential fracture on equilibrium phase, Q-PFZ and PFZ

ͼ9 ����ʱ�ѷ챻������Q-PFZ�ڲ���������չ
Fig.9 Model of crack within Q-PFZ during
deformation not expending to matrix
������չ�ǵ��²���ʧ�ȵ���Ҫ���ڡ� ������չ�ٽ�״̬�µ�λ����ͷŵĵ���Ӧ����G��C=(1-��2)E-1K2��C, �DZ���������չ����, �������϶������Ե�һ����Ҫָ��[16]�� ʽ��K��CΪ���϶�������, �ɲ��ϳɷ֡� ��֯�� �ṹ����; EΪ����ģ��; ��Ϊ���ɱȡ� ������ɷּ���, �����������Zn�� Mg�� Cu������12%~13%֮��, �����������Ӷࡢ ǿ�ȸߡ� ȱ�������Դ�, K��C�ϵͶ�E�ϴ�; ���������������ڹ�����ƶ��Zn�� Mg�� Cu�����ϵ�, ��Ӧ��K��C�ϸ߶�E��С�� �ɼ�, �����������ٽ�������չӦ����G��C���ڻ���������� �����: ��Ӧ������, Ӧ��ͬ��������������, ���������������չ�����ȴﵽ�˷��γ������±��������, ����������չ�� �ڳ�������, ���Ƶ��γ�����չ��������������, ���³��������������������ѡ�
������ԺϽ������Ϊ��ɵ�Ӱ����Դ�ǿ�����ܺͺϽ�ʱЧ���̵��ºϽ����Ըı�õ�֤ʵ�� �Ͻ�ǿ�����ܺ�, ���������, �������нϸߵ��������ԡ� �����: ������ԺϽ��ǿ������, ��һ���ķ�Χ�ڽ��ͺϽ�����ԡ� ��ǷʱЧ��, ������Ƚ�ϸС, ���н�ǿ�Ŀ�������������� ����ʱЧ�����ʱЧ��, ����������ֱ������, ��������, ���Ӽ���С, �����������ϵ�ļ��α���λ���ܶȽ���, �Ͻ�ǿ������, ���Խ�һ�����͡� �����ʱЧ��, ���������ӳ�ֳ���, ��Χ��ʼ������������, �Ͻ�ǿ������, ���Ի����� ��������Ϊ����ǿ���Ͻ���Ҫ��ǿ����, �������������Խ��, �ߴ�ԽϸС, �Ͻ�ǿ��Խ��, �����Ե���Խ�� �����ӳ����������, ��Χ������������ʱ, �����������ṩ�������ӱ�����������ļ��α���λ��, ���ƺϽ�����ԡ� ����ı�����ڶ��������������������, ��Ҫ��Χ�����������Ա��ν���Э���� ������ ����������Ӧ�ļ��α���λ���ܶ�Ϊ��d, ������������Ļ���Ӧ��Ϊ��d, �������¹�ϵ���ڲ��ܱ�֤������������ճ[17]:
![]()
ʽ�� rdΪ������뾶; bΪ����λ������ʸ���� ������������������ļ��α���λ����Ҫ�����������ṩ, ��Ҳ��������������Э������������ԭ�� �Ͻ��ڲ�ͬ�ľ���ȡ���Լ����ڲ�ͬ�ĵڶ�������, ���в�ͬ�ı��������� ���������Ǿ���������õ�����, �����ı�����������, ��Э����ͬ��λ�� ��ͬ�����������ӵı���, ���ʹ����������������, �Ӵ�����Ȩ��, ���ƺϽ��������档 ���������ߴ��Բ���������ǿ��Ч��, ������Э������������֮��ı�������Ϊ��, ���ܻ����ѵ�ǿ����������ϡ�
�����������Ժ�, �������������ܵ�Ӧ��˲ʱ����, ����ǿ�ܱ���, ���ڱ��μ��е������������κˡ� ���� �ϲ��� ����������ȫ�ۺ�ʱ, ����������ȫ����(��ͼ7(e)~(f))�� �ںϽ���ι�����, ƽ�������ȶ���, ��ƽ���౻��������������������, ���������ṩ�ı��μ��α���λ���ֲ������ӱ��������IJ���, ��ƽ����֮���γɵĽ������ƺ������������ڱպϵ���������������, ����������������������� �Ͻ����ʱΧ���������γɵĻ����ͼ�, ����˵������һ��ʵ(��ͼ7(f))�� ���, ��ɴ�������Եĵڶ�������, ���С�˺Ͻ����Ч�������, �ԺϽ��ǿ�����һ����Ӱ�졣 ������Χ����֮���γɵĽ�������, ������ɺϽ���ѵ�ֱ��ԭ�� �ڱ��ι�����, ������������Э�����Ρ� ����ƽ����������չ�����á�
���ں;�����ڵĸ�����������(��������PFZ�� ���ڴ��Q-PFZ�� ���������PFZ�ȵ�)�Ǹ��Ƴ���ǿ���Ͻ����Ժ���ʴ��, �γ���������Ͽڵ�ԭ�� ������������γɵ�����Ͽ���ƽ����, �������������ĶϿ�Ϊ���ԶϿ�, ������������ƶ���̶�Խ��, �Ͽ��ͼ�Խ�ߡ� ��������ֱ��Խ��, ���ԶϿ�����Խ�ִ�; ��������ֱ��ԽС, ���ԶϿ�����ԽϸС�� �����е�����Ϊ�Ͻ��д��ڵĸ���ƽ�������ӡ�
3 ����
1) ʵ��Ͻ�������Դ��������Ƿֽν��еġ� �ھ���ͬ������������, ���ȷ������ѵ���ƽ��������, ����������������������������Э��, ����������������, �����������ѡ� ��������������ɺϽ���ѵ�ԭ��
2) �����������Ե�ƽ��������, ������ɺϽ���ѵ�ֱ��ԭ�� �ڱ��ι�����, ������������Э�����Ρ� ����ƽ����������չ������, �ǺϽ��γ����ԶϿڵ�ԭ��
REFERENCES
[1]Young K, Chulkim S, Sublee K. A study on the microstructure of DO23 Al3Zr and LI2(Al+12.5at%Cu)3Zr intermetallic compounds synthesized by PBM and SPS[J]. Intermetallics, 2002, 10: 185-194.
[2]Phillips M A, Clemens B M, Nix W D. A model for dislocation behavior during deformation of Al/Al3Sc(fcc/LI2) multilayers[J]. Acta Mater, 2003, 51: 3157-3170.
[3]Robson J D, Prangnell P B. Modeling Al3Zr dispersoid precipitation in multicomponent aluminium alloys[A]. Mater Sci Eng, 2003, 352: 240-250.
[4]Fuller B, Seidman N, Dunand C. Mechanical properties of Al(Sc, Zr) alloys at ambient and elevated temperatures[J]. Acta Mater, 2003, 51: 4803-4814.
[5]Roder O, Schauerte O, lujering G, et al. Correlation between microstructure and mechanical properties of Al-Mg alloys without and with scandium[J]. Mater Sci Forum, 1999,107-113: 1955 -50.
[6]Harada Y, Dunand D C. Creep properties of Al3Sc and Al3(Sc, X) intermetallics [J]. Acta Mater, 2000, 48: 3477-3487.
[7]Vijaya S, Syatyaprasad K, Gokhale A. Effect of minor Sc additions on structure, age hardening and tensile properties of Al alloy AA8090 plate[J]. Scripta Mater, 2004, 50: 903-908.
[8]�Ź���, ���. ����ͬ�߶������ڶ����ǿ�����Ͻ���������ģ��[J]. �й���ɫ����ѧ��, 2002, 12(S1): 1-10.
ZHANG Guo-jun, SUN Jun. Model for tensile ductility of high-strength Al-alloys containing second particles of various sized scales[J]. The Chinese Journal of Nonferrous Metals, 2002, 12(S1): 1-10.
[9]Suni J P, Doherty R D, Weiland H, et al. Recrystallization and grain growth[A]. Proceedings of the First Joint International Conference[C]. Berlin: Springer-Verlag, 2001. 1069-1077.
[10]Turski M. Precipitation Kinetics of Al3Zr Dispersoids in 7������ Aluminum Alloys[D]. Mancheter: University of Mancheter, 2001. 157-168.
[11]Deschamps A, Solas D, Brechet Y. Proceedings of Eurormat 99. Microstructure, Mechanical Properties and Process (Vol.3)[M]. Weinhem: Wiley-VCH, 2001. 121-132.
[12]Sha G, Cerazo A. Field ion microscopy and 3-D atom probe analysis of Al3Zr particles in 7050 Al alloy[J]. Ultramicroscopy, 2005, 102: 151-159.
[13]Robson J D. Optimizing the homogenization of zirconium containing commercial aluminium alloys using a novel process model[J]. Mater Sci Eng, 2002, 338: 219-229.
[14]Sprows D O, Shumaker M B, Walsh J D. Developments in fracture mechanics test methods[J]. Materials and Science Technology, 2001, 145: 45-53.
[15]Lee S, Utsunomiya A, Akamatsu H, et al. Influence of scandium and zirconium on grain stability and superplastic ductilities in ultrafine grained Al-Mg alloys[J]. Acta Mater, 2002, 50: 553-564.
[16]������. ��������[M]. ����: ұ��ҵ������, 2000. 305-308.
YU Zong-sheng. Physical Metal[M]. Beijing: Metallurgical Industry Press, 2000. 305-308.
[17]Ocenasek V, Slamova M. Resistance to recrystallization due to Sc and Zr addition to Al-Mg alloys[J]. Materials Characterization, 2001, 47: 157-162.
������Ŀ: �����ش�����о���չ�滮������Ŀ(2005CB623706)
�ո�����: 2005-07-26; ������: 2005-12-24
�����: ������(1966-), ��, ������ʦ, ��ʿ
ͨѶ����: ������, ������ʦ; �绰: 0731-8830265; E-mail: hydongq@126.com
(�༭��ѧ��)
