
���±�ţ�1004-0609(2007)04-0525-05
AM60����þ�Ͻ𱡰弤�⺸�ӽ�ͷ����֯������
ȫ�ǽ�, ����, �� ÷, ���ջ�, ������
(���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ, ��ɳ 410082)
ժ Ҫ��
��AM60����þ�Ͻ𱡰�Ϊ�о�������CO2���⺸���ͷ����֯�����ܣ�̽��þ�Ͻ⺸�ӵĹ����ص㡣����������ں��ʵĹ��ղ����£��ܻ�ñ���������á�����С�ĺ��ӽ�ͷ������۲�������ֽ�ͷ����Ӱ���������ԣ���������֯���ܣ�����ϸС�������Ͼ��ȷֲ��Ŵ�����(Mg17Al12)�����ڲ��ײ������ס����Ƶ���ȱ�ݡ�Ӳ�Ȳ��Խ����ʾ������Ӳ���Ըߣ�ĸ�ĺ���Ӱ����Ӳ���൱���ڱ�ʵ�������²���CO2���⺸��ʵ��AM60þ�Ͻ�ĺ��ӣ�����ǿ�ȿɴ�ĸ�ĵ�94%���Ͽڱ���Ϊ��϶��ѡ�
�ؼ��ʣ�
����þ�Ͻ�AM60�����⺸��������֯����ѧ������
��ͼ����ţ�TG 456.7���� ���ױ�ʶ�룺A
Microstructure and properties of joints of wrought magnesium alloy AM60 plates welded by laser beam welding
QUAN Ya-jie, CHEN Zhen-hua, LI Mei, YU Zhao-hui, GONG Xiao-san
(School of Materials Science and Engineering, Hunan University, Changsha 410082, China)
Abstract: The CO2 laser beam was used to weld the wrought magnesium alloy AM60 plates, the microstructure and mechanical properties of the joints were studied, and the technical characteristics of magnesium alloy laser welding were discussed. The results show that a favorable weld without obvious distortion can be obtained under the suitable parameters. By metallurgical analysis it is found that the heat affected zone is not distinct, and the microstructure in fusion zone presents compact fine grains with brittle intergranular precipitates (Mg17Al12), which often accompanies with micro defects such as porosity and cracking. The result of hardness test shows that the hardness of the weld is slightly high, while the hardness of the base metal is equivalent to that of the HAZ. Under this experimental condition, the wrought magnesium alloy AM60 can be welded by CO2 laser beam welding, and the joint strength is up to 94% of the base metal. The fracture surface is characterized by mixture fracture.
Key words: wrought magnesium alloy AM60; laser beam welding; microstructure; mechanical property
�����������ź��պ��졢��ͨ�������Ϣ��ҵ�ķ�չ��������Ͻ���ϵ��о���Ӧ���ܵ��˸����ĸ߶����ӡ�þ�Ͻ�����ܶȵ͡���ǿ�ȸߡ��ɻ����Ժõ��ŵ㣬�ѹ㷺Ӧ���ں��պ��졢������Ħ�г������ӵ����� [1-2]������þ�Ͻ�ṹ��Ӧ�õ����ƹ㣬��Ȼ���漰���亸�����⡣����þ�Ͻ��۵�ͣ�������ϵ�����ȵ��ʸߣ���������������ǿ���������γɴ�����ͼ��ӣ�ʹ��ͷ����ѧ���������½������ԶԺ��ӹ��յ�Ҫ��ϸߡ�֣�ٵ�[3-8]�о���Mg-Al-Znϵ�Ͻ�TIG����ͷ����֯���ܱ仯�Լ����ӹ����д��ڵĹؼ��������Ҫ�����ʩ����TIG������������������أ���Ӱ�����Ͽ��������ִ�ͷ���ܲ�̫���롣�����⺸����Ϊһ���Ƚ������Ӽ��������м����ٶȿ졢������͡��������С����ͷǿ�ȸߵ��ŵ㣬�õ������ǵĴ�����ע���θյ�[9-10]��AZ31þ�Ͻ� YAG ���⺸�ӵĹ����ص������ϵͳ�о����ں��ʵ�ʵ�������µõ���ǿ�ȴ�ĸ��95%�Ľ�ͷ�����⣬����Ӣ��[11-12]��AZ31��AZ61þ�Ͻ�CO2���⺸���ս����о�Ҳ�õ����������õĺ��ӽ�ͷ���ɴ˿ɼ������⺸�Ǻ���þ�Ͻ�����뷽��֮һ��
AMϵþ�Ͻ����ں������ϵͣ�ʹ�Ͻ��к����Ķ��λ�����������������٣���Ȼǿ���������ͣ����������������Ժ����ԡ����õĺϽ���AM50��AM60������AZ91�Ͻ�����Ҫ��ϸ����ԡ����Ժ���ʴ�Եij��ϣ��������ܳ���غɡ���ȫ����Ҫ��ϸߵ��㲿����Ŀǰ����Ӧ����Ҫ�����������DZ��塢ת�����ϵͳ�������������ܵȷ���[13-14]������AMϵ��þ�Ͻ����㲿����Ӧ�÷�Χ��������亸��������������Ҫ������������Ҫ���AM60����þ�Ͻ��о�CO2���⺸�Ĺ����ص㣬�����亸�ӽ�ͷ������֯����ѧ���ܡ�
1 ʵ��
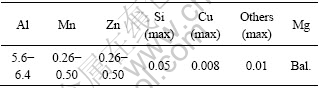
ʵ����þ���ѹ�����Ƽӹ����ɵ�AM60þ�Ͻ𱡰壬���Ϊ1.6 mm���仯ѧ�ɷּ���1������ǿ��Ϊ330 MPa���������и������ļӹ���50 mm��30 mm�ij�����Ƭ״�Լ�����ǰ���ñ�ͪȥ����֬�������ֱ���ɰֽ��˿ˢȥ������Ĥ�����������ô���Ϊ99.99%�ĸߴ������
��1 AM60þ�Ͻ�ѧ�ɷ�
Table 1 Chemical composition of magnesium alloy AM60 (mass fraction, %)
�����豸�����人��ʯ����˾������GS-TFL- 6000W�߹��ʺ���CO2������������ʱ���öԽӷ�ʽ��������亸˿�����溸˫����͡�Ϊ��ֹ�������Σ��������˲��üо߹̶����������������ͼ1��ʾ�ķ���ͳߴ��ȡ����������Ȼ����WDW-E200�����Ƶ�������ʵ����Ͻ������죬ȡ������������3�������IJ���ƽ��ֵ��Ϊ��״̬�µ�ǿ��ֵ������KYKY-Amray2800ɨ��羵�¹۲���Ͽ���ò���Ʊ��Ľ�����������5 g��ζ��+5 g������+10 mLˮ+100 mL�ƾ���ɵ���Һ���и�ʴ��ʱ��Ϊ20~60 s��Ȼ��Leitz MM-6����ʽ���������Ͻ�������֯�۲켰��ͷӲ�ȷֲ�������
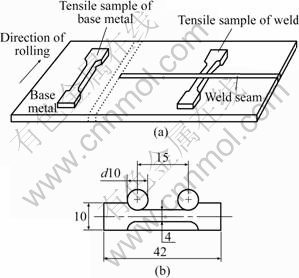
ͼ1 ���������Ľ�ȡλ��(a)���ߴ�(b)ʾ��ͼ
Fig.1 Schematic diagram of position (a) and dimensions (b) of tensile specimens(unit: mm)
2 ��������
ͼ2(a)��ʾΪ���͵ļ��⺸AM60þ�Ͻ��ϡ��±���ĺ����ò����ͼ�ɼ����������±����������ƽ��������״���ƾ��ȣ����������Ե����ס����Ƶ�ȱ�ݴ��ڣ���ͷ����С��ͼ2(b)��ʾΪ��ͷ�����ĺ����ò��������խ������ȴ���������������ã���״�ʵ��͵ġ���ָ��״���������ڼ����������ܶȸߣ����ӹ�����������С���Բ��ϵļ��ȱȽϼ�����ɵġ�
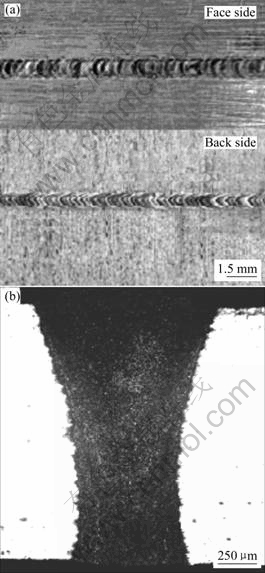
ͼ2 ���ӽ�ͷ����ò
Fig.2 Photographs of welded joints: (a) Weld appearance; (b) Cross-section geometry
ͼ3��ʾΪAM60þ�Ͻ⺸�ĵ��ͽ�ͷ�и����������֯��ò��ͼ3(a)��ʾ��ĸ��Ϊ���͵�����̬��֯�����������ȣ��ڽϴ������״��֯��Χ�����ֲ���ϸС���ٽᾧ��֯����ͼ3(b)���Կ��������ӽ�ͷ�е���Ӱ���������ԣ�������������������֯�ı仯��������Ϊ�ں��ӹ����м��������߶ȼ��У�����ʱ����Ҫ��������С��ͬʱ�����ں��ӹ����м�������ϵ�����ʱ�伫�̣�ʹ�ý���������Ӱ�����Լ�С��ͼ3(c)��ʾ�ĺ�����ΪϸС�ĵ��ᾧ�������Ͼ��ȷֲ��ſ���״�������ࡣ����Ҫ����Ϊ���⺸���ٶȿ죬þ�Ͻ��ȵ��ʴ��ۻ���ĺ��������ȴ�ٶȿ죬ʹ�����õ���ϸ�����ټ��Ͼ���ϸ��Ԫ�����ȵĴ���Ҳ�����ƾ���������ˣ�AM60þ�Ͻ⺸�ܻ�������Ϻõĺ��ӽ�ͷ��
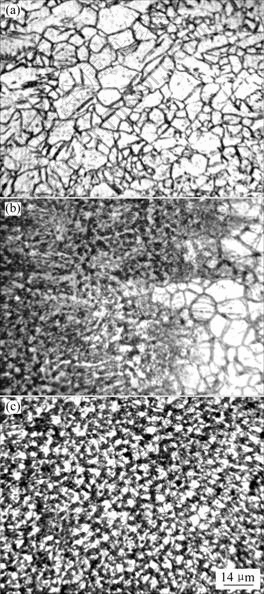
ͼ3 ���ӽ�ͷ������֯
Fig.3 Microstructures of welded joint: (a) Base metal; (b) Transition zone; (c) Weld zone
ͼ4��ʾΪ����ʵ���й۲쵽�ĺ���ȱ�ݡ���ͼ4(a)�ɼ��������д��ڽ϶�����ף�Ŀǰ�ձ���Ϊ���γ��뺸���е����й�[15]����Ϊ����ʱ����þ�е��ܽ�Ⱥܸߣ�þ��Һ�������մ������⡣�ں������ȴ�����У������¶ȵĽ��ͣ������۳��е��ܽ�ȼ����½�������þ���ܶȱ���С�����������岻���ݳ�����������ں������γ����ס�ͼ4(b)��ʾΪ�����в����Ľᾧ���ơ�����Ҫ������һ���漤�⺸���ٶȿ죬�����ڲ���Ӧ�����ӣ���һ����AM60�������ͺϽ��ں��������µķ�ƽ�����̹����о���������۹� ���塣
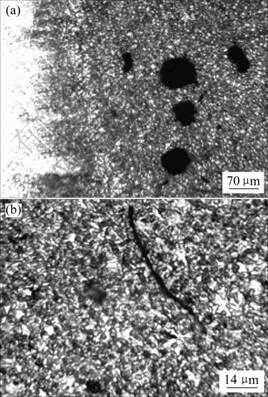
ͼ4 �����е�ȱ��
Fig.4 Defects in weld metal: (a) Porosity; (b) Cracking
��������������±���ĥƽȥ��������ߣ����г�������ʵ�顣����������ڼ����������Ϊ0.8 kW�����������������Ϊ15 L/min�������ٶ�Ϊ3 m/min�������£���ͷ����ǿ�ȿɴ�310 MPa��Ϊĸ�ĵ�94%����ͷ����Ͽڵ�SEM��ò��ͼ5��ʾ�����ѷ����ں���������ʾΪ��϶Ͽ���ʽ��������ֳ�һ���Ĵ��ԣ��ֲ�����������ò������Ҫ�뼤�⺸��ͷ���۽ṹ�йء��Ա�ĸ�ģ���Ȼ�������ľ����õ�������ϸ���������ڴ������ھ����������������������ֲ���ͬʱ�����л�������������������ȱ�ݣ�����ͷ�в��������Եľ����ֻ�����Ӱ���������Ժ��������˽�ͷǿ�ȵı����ش�����������������ڴ�λ�á�
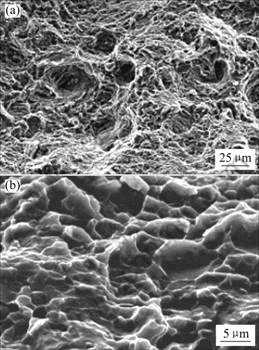
ͼ5 �Ͽڱ����ɨ��羵��Ƭ
Fig.5 SEM images of fracture surface
AM60����þ�Ͻӽ�ͷ��Ӳ�ȷֲ���ͼ6��ʾ����ͼ6�ɼ�����ͷ�к����Ӳ�Ƚϸߣ��ɺ��쵽ĸ�ĵ�Ӳ�����ͣ�˵�����������Ӳ������ĸ�ġ����뺸�ӽ�ͷ����֯�����йء���ĸ����֯��ȣ����쾧������ϸ����ͬʱ�ھ����п���״���������������Ӷ��������Ե�ǿ�����ã�����������֯�����Ա仯��
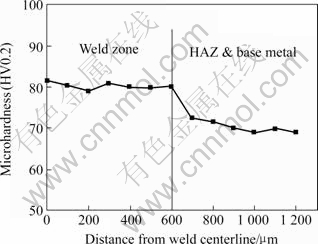
ͼ6 ���ӽ�ͷ��Ӳ�ȷֲ�
Fig.6 Microhardness distribution of welded joint
�Ժ���������X�������������������ͼ7��ʾ���ɼ����������ڦ�-Mg��Mg17Al12 2������壬����AM60�Ͻ�����Ԫ�غ������٣���Ӧ���ɵ�Mg17Al12��������٣�����Mg17Al12��������������������˵����ƽ�����̹����У��¶�Ϊ710 Kʱ����þ�������е������ܶ�Ϊ12.6%�����������ϵ���ᾧ����������Mg17Al12�����ں��ӹ����У���ȴ�ٶȿ죬���ַ�ƽ�����̣���ʹ����������Ԫ�ش���Ҳ��ᾧ��Mg17Al12[16]������Mg17Al12�۵�ϵͣ�����ȴ�����������Կ���״����ʽƫ���ھ��磬��ͼ3(c)��ʾ��
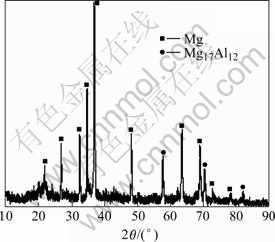
ͼ7 ��������X����������
Fig.7 X-ray diffraction pattern of weld zone
3 ����
1) ����CO2���⺸��ʵ��AM60þ�Ͻ�ĺ��ӣ��õ��Ľ�ͷ����С���������±����������ƽ��������״���ƾ��ȡ�
2) ��ͷ��Ӱ���������ԣ���������֯����ϸС�������Ͼ��ȷֲ��ſ���״�������ࣻ���������ײ������ס����Ƶ���ȱ�ݣ����½�ͷ�����½���
3) ���ú��ʵĹ��ղ����ɻ�ø�ǿ�ȵĽ�ͷ������ǿ��Ϊ310 MPa���ﵽ��ĸ��ǿ�ȵ�94%���Ͽڱ���Ϊ��϶��ѣ�Ӳ�Ȳ��Ա���������Ӳ���Ըߣ�ĸ�ļ���Ӱ����Ӳ���൱��
REFERENCES
[1] Mordike B L, Ebert T. Magnesium properties applications potential[J]. Materials Science and Engineering, 2001, A302(1): 37-45.
[2] ���ٲ�, �� ΰ, ������, ������������. Mg�Ͻ�����·�չ��Ӧ��ǰ��[J]. ����ѧ��, 2001, 37(7): 673-685.
ZENG Rong-chang, KE Wei, XU Yong-bo, HAN En-hou, ZHU Zi-yong. Recent development and application of magnesium alloys[J]. Acta Metall Sin, 2001, 37(7): 673-685.
[3] ֣ ��, �� Ȼ. AZ31Bþ�Ͻ𱡰�TIG����[J]. ����, 2003(4): 43-44.
ZHENG Rong, LIN Ran. TIG welding of AZ31B Mg alloy[J]. Welding & Joining, 2003(4): 43-44.
[4] �����, ������, �� ��, �ڵ¿�. ����þ�Ͻ��ۺ���ͷ��֯��������[J]. ����ѧ��, 2003, 24(2): 63-66.
MIAO Yu-gang, LIU Li-ming, ZHAO Jie, YU De-kai. Microstructure feature analysis of fusion welded joint of wrought Mg-alloy[J]. Transactions of the China Welding Institution, 2003, 24(2): 63-66.
[5] Munitz A, Cotler C, Stern A, Kohn G. Mechanical properties and microstructure of gas tungsten arc welded magnesium AZ91D plates[J]. Materials Science and Engineering, 2001, A302(1): 68-73.
[6] �����, ������. AZ91Bþ�Ͻ�TIG����ͷ��֯������[J]. �����������ɫ�Ͻ�, 2004, 24(4): 23-25.
XU Jin-feng, ZHAI Qiu-ya. Microstructure and properties of TIG welding joint for AZ91B Mg alloy[J]. Special Casting &
Nonferrous Alloys, 2004, 24(4): 23-25.
[7] Marya M, Edwards G R, Liu S. An investigation on the effects of gases in GTA welding of a wrought AZ80 magnesium alloy[J]. Welding Journal, 2004, 83(7): 203-212.
[8] ����, ������, �� ��. þ�Ͻ����TIG�����ӽ�ͷ��֯��������[J]. ����ѧ��, 2004, 25(4): 55-58.
ZHANG Zhao-dong, LIU Li-ming, WANG Lai. Microstructure feature analysis of activating TIG welded joint of magnesium alloy[J]. Transactions of the China Welding Institution, 2004, 25(4): 55-58.
[9] �� ��, ������, ���̷�, ����ʤ. ����þ�Ͻ�AZ31B�ļ��⺸�ӹ����о�[J]. Ӧ�ü���, 2003, 23(6): 327-329.
SONG Gang, LIU Li-ming, WANG Ji-feng, XU De-sheng. Study of YAG laser welding process on wrought magnesium[J]. Applied Laser, 2003, 23(6): 327-329.
[10] ���̷�, ������, �� ��. ���⺸��AZ31Bþ�Ͻ��ͷ����֯����[J]. ����ѧ��, 2004, 25(3): 15-18.
WANG Ji-feng, LIU Li-ming, Song Gang. Microstructure character of YAG laser welding AZ31B Mg alloy[J]. Transactions of the China Welding Institution, 2004, 25(3): 15-18.
[11] ����Ӣ, ��־��, �����. AZ31þ�Ͻ𱡰��CO2���⺸�ӽ�ͷ����[J]. ����, 2006(3): 47-50.
WANG Hong-ying, LI Zhi-jun, CHEN Fei-ming. Properties of the CO2 laser welded joint of AZ31B magnesium alloy sheet[J]. Welding & Joining, 2006(3): 47-50.
[12] ����Ӣ, ��־��. AZ61þ�Ͻ�CO2���⺸�ӹ���[J]. ����, 2006(1): 46-48.
WANG Hong-ying, LI Zhi-jun. CO2 laser beam welding of AZ61 magnesium-based alloys[J]. Welding & Joining, 2006(1): 46-48.
[13] Siederslebnen M. Vacuum die-casting of magnesium parts with high pressure[A]. Kainer K U, Kaiser F. Magnesium Alloys and Technology[C]. Weinheim: Wiley-Vch Verlag GmbH & Co. KG aA, 2003: 45-51.
[14] Fink R. Die-casting magnesium[A]. Kainer K U, Kaiser F. Magnesium Alloys and Technology[C]. Weinheim: Wiley-Vch Verlag GmbH & Co. KG aA, 2003: 23-30.
[15] Zhao H, Debroy T. Pore formation during laser beam welding of die-casting magnesium alloy AM60B��mechanism and remedy[J]. Welding Journal, 2001, 80(8): 204-210.
[16] ����, �Ϻ��, �¼���, ȫ�ǽܣ����������� ��. þ�Ͻ�[M]. ����: ��ѧ��ҵ������, 2004: 325-384.
CHEN Zhen-hua, YAN Hong-ge, CHEN Ji-hua, QUAN Ya-jie, WANG Hui-min, CHEN Ding. Magnesium Alloy[M]. Beijing: Chemical Industry Press, 2004: 325-384.
�ո����ڣ�2006-09-20�������ڣ�2006-12-15
ͨѶ���ߣ��������ڣ��绰��0731-8821648; E-mail��chenzhenhua45@hotmail.com
